You might also like
- Catalizador Auromastic 90 HR Rev.02Document4 pagesCatalizador Auromastic 90 HR Rev.02Renny Rene Ch ZNo ratings yet
- Formato F-01 Respuestas A Consultas PR138027Document2 pagesFormato F-01 Respuestas A Consultas PR138027Fred KchoNo ratings yet
- Ficha Técnica - Cordón de Soldadura Negro OrangeDocument1 pageFicha Técnica - Cordón de Soldadura Negro OrangekevinNo ratings yet
- Pets-gp-Aa-02-013 Transporte de Material Excedente (D 1km)Document9 pagesPets-gp-Aa-02-013 Transporte de Material Excedente (D 1km)Clemens100% (1)
- PETS Inspeccion Mecanica y Alineamiento de Placas Filtro Larox Ver.02Document7 pagesPETS Inspeccion Mecanica y Alineamiento de Placas Filtro Larox Ver.02yajahairaNo ratings yet
- Mip15b31 C2 3310 55 PR 205Document20 pagesMip15b31 C2 3310 55 PR 205victor ccansaya linaresNo ratings yet
- Diseño de BicicleteroDocument17 pagesDiseño de BicicleteroBarbara CarreñoNo ratings yet
- HT Auromastic 80 EP Rev.03Document3 pagesHT Auromastic 80 EP Rev.03John AnguloNo ratings yet
- Flexco Grapas Abisagradas PDFDocument4 pagesFlexco Grapas Abisagradas PDFMiguel Angel Requejo DiazNo ratings yet
- PETS 42 - PROY Limpieza Manual Final de Areas de TrabajoDocument4 pagesPETS 42 - PROY Limpieza Manual Final de Areas de TrabajoElita BarzolaNo ratings yet
- Elcometer 108Document3 pagesElcometer 108Juan Pablo Chumba LaraNo ratings yet
- 8609-84 Ficha Tecnica Botas WestlanDocument3 pages8609-84 Ficha Tecnica Botas WestlanDoris PatiñoNo ratings yet
- Pets Reparacion de 03 Tanques de Envejecimiento CuajoneDocument19 pagesPets Reparacion de 03 Tanques de Envejecimiento CuajoneAlex Calizaya GNo ratings yet
- Programa de Implementación de Medidas de Control - Reparacion de PariuelasDocument2 pagesPrograma de Implementación de Medidas de Control - Reparacion de PariuelasJesus PradaNo ratings yet
- PO TRA SL 0001 02 Trabajos en Condiciones Electricamente Seguras (Aprobado)Document11 pagesPO TRA SL 0001 02 Trabajos en Condiciones Electricamente Seguras (Aprobado)Ana LauNo ratings yet
- Ficha-Tecnica-Aluminio-VIRUTAS - 9 HojasDocument9 pagesFicha-Tecnica-Aluminio-VIRUTAS - 9 HojasEnrique Ramos RodriguezNo ratings yet
- Manual Extrusora Mak 18 SDocument23 pagesManual Extrusora Mak 18 SBeto ChavezNo ratings yet
- Pets 08 - Construcción de Banco DuctoDocument11 pagesPets 08 - Construcción de Banco Ductoroberto capacNo ratings yet
- Pets 026 - Mmmag Mantenimiento de Bombas de ReactivosDocument31 pagesPets 026 - Mmmag Mantenimiento de Bombas de ReactivosHarry Ccayascca Flores100% (1)
- Cotizacion de Maquinas para Soldar Geomembranas - Mainin S.R.L.Document2 pagesCotizacion de Maquinas para Soldar Geomembranas - Mainin S.R.L.César Augusto0% (1)
- Evaluación de Tea Roles 2Document8 pagesEvaluación de Tea Roles 2roger ccasaNo ratings yet
- Anticorrosivo KoralDocument2 pagesAnticorrosivo KoralBrayan Gutierrez QuilcaNo ratings yet
- Aceite Anticorrosivo CorrofinDocument2 pagesAceite Anticorrosivo CorrofinLenin MirandaNo ratings yet
- Colocación de Geomanta en Taludes de La Ciudad Nueva FuerabambaDocument33 pagesColocación de Geomanta en Taludes de La Ciudad Nueva FuerabambaRICARDO MEJIA CABALLERONo ratings yet
- Catalogo Industrial ScheminDocument26 pagesCatalogo Industrial ScheminGandhi PalominoNo ratings yet
- Hoja Tecnica JetShildDocument2 pagesHoja Tecnica JetShild9116052No ratings yet
- SP Op Pets 04 Limpieza de PerforadorasDocument5 pagesSP Op Pets 04 Limpieza de Perforadorasroberto roqueNo ratings yet
- X9 Primer Entintable CatalizadoDocument2 pagesX9 Primer Entintable CatalizadoAldo QuispeNo ratings yet
- Ficha Tecnica-Alesta GRIS 312-15Document4 pagesFicha Tecnica-Alesta GRIS 312-15GUILLERMO RODRIGUEZNo ratings yet
- 2.1 Sumaterm 3917Document4 pages2.1 Sumaterm 3917Mariela Tabata Calizaya ChipanaNo ratings yet
- Paneles PDFDocument109 pagesPaneles PDFabelNo ratings yet
- Tarjeta Negativa ResponsableDocument2 pagesTarjeta Negativa ResponsableRaul Chaco QuispeNo ratings yet
- TEA MOLINO SAG - Reparacion Backing RubberDocument6 pagesTEA MOLINO SAG - Reparacion Backing RubberFrancescoli VelasquezNo ratings yet
- Branif Desin B-15 - MSDSDocument5 pagesBranif Desin B-15 - MSDScarlosNo ratings yet
- DYNAMIC Mezcladora 7P3 - Ficha TécnicaDocument2 pagesDYNAMIC Mezcladora 7P3 - Ficha Técnicalookb64No ratings yet
- Wc-pets-sst-003-Termofusion de Tuberia y Accesorios Hdpe - V01Document12 pagesWc-pets-sst-003-Termofusion de Tuberia y Accesorios Hdpe - V01diadex27No ratings yet
- MSDS-clavo y Alambre Sae1008 ADocument4 pagesMSDS-clavo y Alambre Sae1008 ARober Moises Chumbe SoveroNo ratings yet
- STEULER KCH Catalogo - ESPANOL Impresion 12 2015 OpDocument20 pagesSTEULER KCH Catalogo - ESPANOL Impresion 12 2015 OpcesarNo ratings yet
- Msds Acrilica BsDocument3 pagesMsds Acrilica BscynthiaNo ratings yet
- Vibrathane 602Document15 pagesVibrathane 602CHARLIE JOEL ESPINOZA MONJANo ratings yet
- Catalogo Andamio AMSA ENCOFRADOS S.A.CDocument21 pagesCatalogo Andamio AMSA ENCOFRADOS S.A.CTekNo Mike100% (1)
- Jet Pox 2000Document2 pagesJet Pox 2000Jimena Mamani SurcoNo ratings yet
- FOR-SSO-006 Matriz Molino SAGDocument16 pagesFOR-SSO-006 Matriz Molino SAGcarlos arturoNo ratings yet
- Pets ConcavosDocument68 pagesPets Concavosjose luis cama salazarNo ratings yet
- PETs-EA062 Ízaje Instalacion Tuberia Pexgol en TaludDocument7 pagesPETs-EA062 Ízaje Instalacion Tuberia Pexgol en TaludDorados Mining100% (1)
- 018 PETS TIE IN 001 Y 012 - Rev - ADocument16 pages018 PETS TIE IN 001 Y 012 - Rev - APol QuillaNo ratings yet
- MSDS - Quimico Hilti-Re-500-V3Document24 pagesMSDS - Quimico Hilti-Re-500-V3Roy VargasNo ratings yet
- Procedimiento de Pintura Souther PerúDocument15 pagesProcedimiento de Pintura Souther PerúJavier VasquezNo ratings yet
- Plan de Trabajo - Reparacion de Feed Box de Lineas de Flotacion Fila 1y2 C2Document35 pagesPlan de Trabajo - Reparacion de Feed Box de Lineas de Flotacion Fila 1y2 C2Bryan PachoNo ratings yet
- Plan de IzajeDocument11 pagesPlan de Izajecarlos bautistaNo ratings yet
- HT Auropoxi 230Document3 pagesHT Auropoxi 230Carlos VillacrizNo ratings yet
- Hit Re 500Document16 pagesHit Re 500Diego Lévano Escobedo100% (1)
- Ega Master Herramienta Industrial Maquinas Roscadoras para Tubo 56955 MDocument36 pagesEga Master Herramienta Industrial Maquinas Roscadoras para Tubo 56955 MCharlesNo ratings yet
- Andina Mastic Primer 900 Fz.Document4 pagesAndina Mastic Primer 900 Fz.Ayrton EstradaNo ratings yet
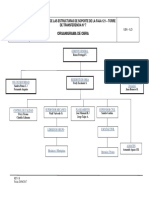
- Organigrama Nominado de Obra - PRODISEDocument1 pageOrganigrama Nominado de Obra - PRODISERenzo Galpon Renzo-ChilalosNo ratings yet
- Mantenimiento de Tuberia 001Document15 pagesMantenimiento de Tuberia 001Juan Carlos Acero SedanoNo ratings yet
- 5.1 Sumatane HSDocument4 pages5.1 Sumatane HSPaul SolorzanoNo ratings yet
- 1.-Pets 01 Cambio - de - Piso - de - Impacto - de - Tolva (Camion 730 E) - KomatsuDocument10 pages1.-Pets 01 Cambio - de - Piso - de - Impacto - de - Tolva (Camion 730 E) - KomatsuKjatunMayu GutierrezNo ratings yet
- Esmeril Recto (Rectificador), 1/4", Industrial, 600 W: CaracterísticasDocument2 pagesEsmeril Recto (Rectificador), 1/4", Industrial, 600 W: CaracterísticasJose Jonathan MarroquinNo ratings yet
- Macro Poxy 646Document4 pagesMacro Poxy 646Mel ArocutipaNo ratings yet
- Reglameto Ley Contrataciones Del EstadoDocument152 pagesReglameto Ley Contrataciones Del EstadoRafael Arancibia CuelaNo ratings yet
- TX MecanismosDocument19 pagesTX MecanismosUlises Ivan Noyola SotoNo ratings yet
- 1era Ley de La TermodinamicaDocument27 pages1era Ley de La Termodinamicadanielmecanico0% (1)
- Reglameto Ley Contrataciones Del EstadoDocument152 pagesReglameto Ley Contrataciones Del EstadoRafael Arancibia CuelaNo ratings yet
- Sel - Mantenimiento de Aceros InoxidablesDocument4 pagesSel - Mantenimiento de Aceros InoxidablesdanielmecanicoNo ratings yet
- Carta de Presentacion..Document1 pageCarta de Presentacion..danielmecanico100% (1)
- Presentacion Normativa Nacional e Internacional Del Ingeniero Mecanico FIME Junio 2011Document37 pagesPresentacion Normativa Nacional e Internacional Del Ingeniero Mecanico FIME Junio 2011Edson palominoNo ratings yet
- C Users Proyect-113 Desktop Techo Ingenieria Basica Propuesta ModelDocument1 pageC Users Proyect-113 Desktop Techo Ingenieria Basica Propuesta ModeldanielmecanicoNo ratings yet
- Exposicion Analisis de Miembros A TensionDocument68 pagesExposicion Analisis de Miembros A TensiondanielmecanicoNo ratings yet
- Ratio de GmawDocument15 pagesRatio de GmawdanielmecanicoNo ratings yet
- Perfiles Canales VigasDocument25 pagesPerfiles Canales Vigasdanielmecanico100% (1)
- C Users Proyect-113 Desktop Techo Ingenieria Basica Propuesta ModelDocument1 pageC Users Proyect-113 Desktop Techo Ingenieria Basica Propuesta ModeldanielmecanicoNo ratings yet
- DATOSDocument1 pageDATOSdanielmecanicoNo ratings yet
- Brochure JavFrank - 2012Document21 pagesBrochure JavFrank - 2012danielmecanicoNo ratings yet
- C Users Proyect-113 Desktop Techo Ingenieria Basica Propuesta ModelDocument1 pageC Users Proyect-113 Desktop Techo Ingenieria Basica Propuesta ModeldanielmecanicoNo ratings yet
- Granallado Normas Preparacion de SuperficieDocument6 pagesGranallado Normas Preparacion de SuperficieJoce LuisNo ratings yet
- Memoria de Calculo Soporte de AndamioDocument2 pagesMemoria de Calculo Soporte de Andamiodanielmecanico67% (3)
- Programa Calculo CorreasDocument5 pagesPrograma Calculo CorreasdanielmecanicoNo ratings yet
- Jet Duramastic 2Document2 pagesJet Duramastic 2danielmecanico50% (2)
- Manual Curso de Solar IDocument19 pagesManual Curso de Solar IdanielmecanicoNo ratings yet
- Rotrans Tambores PDFDocument27 pagesRotrans Tambores PDFChristian Andres Pantoja100% (1)
- Proyecto Fajas TransportadorasDocument2 pagesProyecto Fajas TransportadorasdanielmecanicoNo ratings yet
- Molino de BolasDocument16 pagesMolino de BolasPame Sanabria100% (1)
- Analisis de Precios UnitariosDocument82 pagesAnalisis de Precios UnitariosNaylaSb92% (50)
- Manual de Soldadura Oerlikon Exsa S ADocument146 pagesManual de Soldadura Oerlikon Exsa S Amadenicola10100% (3)
- Granallado Normas Preparacion de SuperficieDocument7 pagesGranallado Normas Preparacion de SuperficieMarcelo David RualesNo ratings yet
- Presentacion Normativa Nacional e Internacional Del Ingeniero Mecanico FIME Junio 2011Document37 pagesPresentacion Normativa Nacional e Internacional Del Ingeniero Mecanico FIME Junio 2011Edson palominoNo ratings yet
- Manual Del Usuario1 CURRICULUM VITAEDocument11 pagesManual Del Usuario1 CURRICULUM VITAEdanielmecanicoNo ratings yet
- NRF 113 Pemex 2007 Recipientes AtmosfericosDocument149 pagesNRF 113 Pemex 2007 Recipientes Atmosfericosagussml97% (38)
- Venyibel Tesis ListaDocument98 pagesVenyibel Tesis ListaAndry FernandoNo ratings yet
- Resistencia Del Hormigon ElaboradoDocument34 pagesResistencia Del Hormigon ElaboradoPollo PiaggesiNo ratings yet
- Madera, Estructura y TratamientoDocument16 pagesMadera, Estructura y TratamientoPamela TejerinaNo ratings yet
- Solución Ejercicios Ciclos TérmicosDocument14 pagesSolución Ejercicios Ciclos Térmicoscarg2950% (4)
- U2-PP5 - BM Aire HúmedoDocument27 pagesU2-PP5 - BM Aire HúmedoCristian Salas CapizoNo ratings yet
- TORRE DE ENFRIAMIENTO GRUPO C - Ing Karina LozadaDocument42 pagesTORRE DE ENFRIAMIENTO GRUPO C - Ing Karina LozadaCRISTHIAN ANDRE PALACIOS PRIETONo ratings yet
- P6 Generalidades de La NeumáticaDocument27 pagesP6 Generalidades de La Neumáticafernando villamizar paradaNo ratings yet
- ExmaneDocument23 pagesExmaneDixon Alexander Hernandez RiofrioNo ratings yet
- Aplicacion de La PsicrometriaDocument64 pagesAplicacion de La PsicrometriaJose Rafael Alvarez PerazzoNo ratings yet
- Sistemas de Recubrimientos IndustrialesDocument199 pagesSistemas de Recubrimientos IndustrialesCelestino CochachiNo ratings yet
- Previo 8 Balance en Torre de EnfriamientoDocument6 pagesPrevio 8 Balance en Torre de EnfriamientoDiego RitoNo ratings yet
- UPC - 1.3.-Propiedades Físicas Del SueloDocument31 pagesUPC - 1.3.-Propiedades Físicas Del SueloJavier QuispeNo ratings yet
- Producto Integrador 1905306 IMTCDocument124 pagesProducto Integrador 1905306 IMTCMau GHNo ratings yet
- Medios CorrosivosDocument37 pagesMedios CorrosivosJonathan MontesdeocaNo ratings yet
- Variable MeteorológicaDocument4 pagesVariable MeteorológicaMaKa RosadoNo ratings yet
- Neumática Industrial PDFDocument38 pagesNeumática Industrial PDFrimce77100% (1)
- Reporte2 Curvas LEM 5 FINALDocument28 pagesReporte2 Curvas LEM 5 FINALIvanNo ratings yet
- Variables FísicasDocument27 pagesVariables Físicasserseh100% (1)
- Informe Proyecto InstrumentacionDocument35 pagesInforme Proyecto InstrumentacionNoelia Díaz zNo ratings yet
- Lab. Integral3 - Diagrama de Sol-Orosco Balderas AbigailDocument4 pagesLab. Integral3 - Diagrama de Sol-Orosco Balderas AbigailAbigail BalderasNo ratings yet
- Resumen TERMOTECNIADocument19 pagesResumen TERMOTECNIAEliana Fernandez BarrazaNo ratings yet
- Determinación de PHDocument4 pagesDeterminación de PHLuis EnriquezNo ratings yet
- Interpoxy Finish 680 SMDocument2 pagesInterpoxy Finish 680 SMHector MacavilcaNo ratings yet
- Examen Rpas 128 PreguntasDocument18 pagesExamen Rpas 128 Preguntascarmen arela100% (3)
- Manejo de Las Pinturas en MaderaDocument24 pagesManejo de Las Pinturas en Maderafercho100% (1)
- 02 Variabilidad ClimaticaDocument185 pages02 Variabilidad ClimaticaVioleta MorenoNo ratings yet
- Ingenieria de Vacio en Fabricas de PapelDocument17 pagesIngenieria de Vacio en Fabricas de PapelDiana Katherine Rios GalvisNo ratings yet
- Compactación de SuelosDocument5 pagesCompactación de SuelosJuan RamírezNo ratings yet
- GeotermómetrosDocument7 pagesGeotermómetrosFrankHuacchaNo ratings yet