You might also like
- CNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopFrom EverandCNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopRating: 5 out of 5 stars5/5 (3)
- Lathe Machine Part 3 OperationandComputationDocument42 pagesLathe Machine Part 3 OperationandComputationMark AlderiteNo ratings yet
- A) What Are The Information Flows Within The Donner Factory. Trace An Order As It Moves From The Originating Customer To CompletionDocument6 pagesA) What Are The Information Flows Within The Donner Factory. Trace An Order As It Moves From The Originating Customer To CompletionAKRITI GUPTANo ratings yet
- Donner Company Case AnalysisDocument5 pagesDonner Company Case Analysisarvinddj80% (5)
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- Donner CompanyDocument12 pagesDonner Companynikitajain021100% (2)
- Donner Group 4Document6 pagesDonner Group 4Swapnil ShettyNo ratings yet
- CNC Milling for Makers: Basics - Techniques - ApplicationsFrom EverandCNC Milling for Makers: Basics - Techniques - ApplicationsRating: 4.5 out of 5 stars4.5/5 (6)
- Donner CompanyDocument11 pagesDonner Companymathilde_144100% (2)
- Donner Company CaseanalysisDocument6 pagesDonner Company CaseanalysisShubham JakhmolaNo ratings yet
- Engraving ProductsDocument60 pagesEngraving ProductsglobalsignsNo ratings yet
- Twi Industries VSMDocument12 pagesTwi Industries VSMChe CruzNo ratings yet
- Donner CompanyDocument6 pagesDonner CompanySanket Kale100% (1)
- Waiting Line TheoryDocument48 pagesWaiting Line TheoryDeepti Borikar100% (1)
- Tin Can & Offset PrintingDocument17 pagesTin Can & Offset PrintingGayashan Kulathunga100% (2)
- Donner Case Operations ManagementDocument3 pagesDonner Case Operations Managementleeladon0% (1)
- Group4 SecB MO DonnerCaseSubmissionDocument7 pagesGroup4 SecB MO DonnerCaseSubmissionAnkit NathNo ratings yet
- Flow ChartDocument5 pagesFlow Chartkarthikeyan.ntrjnNo ratings yet
- 7 5PGP2LKG DonnerCompanyDocument4 pages7 5PGP2LKG DonnerCompanyVenke JayakanthNo ratings yet
- Precision Drilling of CFRP (Carbon Fiber Reinforced Plastics) With Coated ToolsDocument4 pagesPrecision Drilling of CFRP (Carbon Fiber Reinforced Plastics) With Coated ToolsVenkatakrishnan S LakshminarayananNo ratings yet
- Engraving ProductsDocument60 pagesEngraving ProductsglobalsignsNo ratings yet
- Data Analysis Sample ProblemDocument2 pagesData Analysis Sample Problem510617055 MayankkumarNo ratings yet
- DonnerDocument2 pagesDonnerrajeshk_81No ratings yet
- Donner Case Solution-Group13Document8 pagesDonner Case Solution-Group13Jenish KamdarNo ratings yet
- Card Eff and Prod CalcDocument12 pagesCard Eff and Prod CalcDemesew KukubaNo ratings yet
- Catalog DatronDocument136 pagesCatalog DatrongeorgegvrNo ratings yet
- A9 GroupAssignment Draft OMDocument7 pagesA9 GroupAssignment Draft OMsomechnitjNo ratings yet
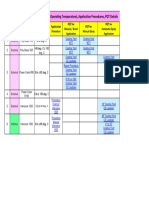
- J3 Project - Pipe External Coating (W.r.t. Operating Temperature), Application Procedures, PQT DetailsDocument1 pageJ3 Project - Pipe External Coating (W.r.t. Operating Temperature), Application Procedures, PQT DetailsRakesh RanjanNo ratings yet
- Preparation of Process DrawingsDocument22 pagesPreparation of Process Drawings20M130 - MUKUNTH A GNo ratings yet
- Session 6: Measuring Capacity in Customized and Variety Driven ProcessesDocument30 pagesSession 6: Measuring Capacity in Customized and Variety Driven ProcessesAniket BorseNo ratings yet
- UNIT I 1.2 Process Planning and Production PlanningDocument52 pagesUNIT I 1.2 Process Planning and Production Planningprof_panneerNo ratings yet
- Kertas Penerangan 2Document35 pagesKertas Penerangan 2zamreeharunNo ratings yet
- Lathe & Drilling (Part-II) NotesDocument4 pagesLathe & Drilling (Part-II) NotesShashank SinghNo ratings yet
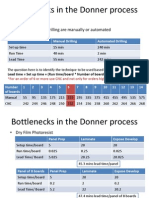
- Bottlenecks in The Donner Process: - Drilling IssueDocument3 pagesBottlenecks in The Donner Process: - Drilling IssueArthi A KumarNo ratings yet
- CNC Honda Cylinder Line: Saad Ahmed KhanDocument18 pagesCNC Honda Cylinder Line: Saad Ahmed KhanSaad Ahmed KhanNo ratings yet
- 05lawyers Car Park-Revised-newDocument17 pages05lawyers Car Park-Revised-newLakmal JayashanthaNo ratings yet
- HW 5 - Me 406-152 Plus SolutionDocument3 pagesHW 5 - Me 406-152 Plus SolutiontrishNo ratings yet
- Mini Assignment 5Document7 pagesMini Assignment 5Nitesh KumarNo ratings yet
- General Purpose Machine Tools: Version 2 ME, IIT KharagpurDocument15 pagesGeneral Purpose Machine Tools: Version 2 ME, IIT KharagpurYash IngleNo ratings yet
- 25 Estimation of Machining TimeDocument15 pages25 Estimation of Machining TimePRASAD326100% (16)
- Donner Case WorksheetDocument3 pagesDonner Case WorksheetZhuoqi LiNo ratings yet
- Under Construction Phases That Is Phase 1Document3 pagesUnder Construction Phases That Is Phase 1kelvinNo ratings yet
- Sample Demonstration of Process Design in Manufacturing of Steel ElementDocument62 pagesSample Demonstration of Process Design in Manufacturing of Steel ElementsoulortNo ratings yet
- Pound 4 Pound: Deep Drawing Blank Size and Reduction Calculations Deep Drawing Punches Practicle Tool DrawingDocument1 pagePound 4 Pound: Deep Drawing Blank Size and Reduction Calculations Deep Drawing Punches Practicle Tool DrawingchintanvishariaNo ratings yet
- Tuofa Machining ManufacturerDocument9 pagesTuofa Machining ManufacturerTuofa Machining ManufacturerNo ratings yet
- Wk1 D1 9introduction To CNC Machines)Document62 pagesWk1 D1 9introduction To CNC Machines)Mel ParasNo ratings yet
- PP PW Pertec PimDocument20 pagesPP PW Pertec Pimsmartcad60No ratings yet
- What Is CNC Machining and How Does It WorkDocument3 pagesWhat Is CNC Machining and How Does It WorkCarla SandovalNo ratings yet
- What Is A CNC Machine and How Does It Aid ManufacturingDocument7 pagesWhat Is A CNC Machine and How Does It Aid ManufacturingjackNo ratings yet
- PCB EngraverDocument2 pagesPCB EngraverFreddy Tituaña CadenaNo ratings yet
- Flow DiagramDocument6 pagesFlow DiagramSergio Rivera StapperNo ratings yet
- Seguimiento de PerfilDocument2 pagesSeguimiento de PerfilHenyulber CalderaNo ratings yet
- ME6005/Process Planning & Cost Estimation Year/sem:IV/VIIDocument10 pagesME6005/Process Planning & Cost Estimation Year/sem:IV/VIIvengadeshNo ratings yet
- TECVACDocument22 pagesTECVACBonnie AttardNo ratings yet
- AssignmentDocument2 pagesAssignmentUtkarsh ShrivatavaNo ratings yet
- M14ME2005 Machining Process: Unit - 1Document24 pagesM14ME2005 Machining Process: Unit - 1Prabhu RubeshNo ratings yet
- Ch7 MachineOpsDocument26 pagesCh7 MachineOpsمحمد فطري فيك نظامNo ratings yet
- Middle East Banking Finance BrochureDocument11 pagesMiddle East Banking Finance BrochureIslam IssaNo ratings yet
- UCMDB10.10 Support MatrixDocument32 pagesUCMDB10.10 Support MatrixIslam IssaNo ratings yet
- HP Man D2C ConceptConfigurationGuide PDFDocument127 pagesHP Man D2C ConceptConfigurationGuide PDFIslam IssaNo ratings yet
- Project Status Report: Presenter Name Presentation DateDocument11 pagesProject Status Report: Presenter Name Presentation DateG Chandra SekharNo ratings yet
- Auc Grad App Checklist 2012-13Document3 pagesAuc Grad App Checklist 2012-13Islam IssaNo ratings yet
- MGMT 501 V.lab Boody Report 5Document20 pagesMGMT 501 V.lab Boody Report 5Islam IssaNo ratings yet
- Economics Lecture 1 - 1 PDFDocument3 pagesEconomics Lecture 1 - 1 PDFIslam IssaNo ratings yet
- Manzana 2Document5 pagesManzana 2Islam IssaNo ratings yet
- CA Service Desk Manager Switzerland ENGDocument4 pagesCA Service Desk Manager Switzerland ENGIslam IssaNo ratings yet
- FINC 527 Project Notes MoatazDocument1 pageFINC 527 Project Notes MoatazIslam IssaNo ratings yet
- Ê Ê ! "C!!#!!!$% "C!!#!!!$%ê C &!#!!! C!#!!!ê ' (!#!!!) !#!!!Ê) ) !#!!! (!#!!!Ê (C!#!!! !#!!!Ê + Ê, ! C ') (Document4 pagesÊ Ê ! "C!!#!!!$% "C!!#!!!$%ê C &!#!!! C!#!!!ê ' (!#!!!) !#!!!Ê) ) !#!!! (!#!!!Ê (C!#!!! !#!!!Ê + Ê, ! C ') (Islam IssaNo ratings yet
- Economics Lecture 1 - 1 PDFDocument3 pagesEconomics Lecture 1 - 1 PDFIslam IssaNo ratings yet
- The Donner Company Case Analysis V0R1 - Template 1Document11 pagesThe Donner Company Case Analysis V0R1 - Template 1Islam Issa0% (2)
- W11.Corporate Finance - Assignment#5Document1 pageW11.Corporate Finance - Assignment#5Islam IssaNo ratings yet
- TestDocument1 pageTestIslam IssaNo ratings yet
- SSR Odd Solutions 2 9eDocument7 pagesSSR Odd Solutions 2 9eIslam IssaNo ratings yet