You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- NPE Prodn Record Analysis 2012-13-01Document195 pagesNPE Prodn Record Analysis 2012-13-01Mahesh Deivasiga Mani DNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- General Exemption Central Excise TariffDocument7 pagesGeneral Exemption Central Excise TariffSameer HusainNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Counterboring Speeds and FeedsDocument1 pageCounterboring Speeds and FeedsMahesh Deivasiga Mani DNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Sphere FormulasDocument3 pagesSphere FormulasMahesh Deivasiga Mani DNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- 3D Modeling Auto CAD 2007Document29 pages3D Modeling Auto CAD 2007Siryo SoNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Blow Moulding Processing Manual: Dupont Engineering PolymersDocument24 pagesBlow Moulding Processing Manual: Dupont Engineering PolymersSandeep LeeNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Milling Speeds and FeedsDocument1 pageMilling Speeds and FeedsMahesh Deivasiga Mani DNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Counterboring Speeds and FeedsDocument1 pageCounterboring Speeds and FeedsMahesh Deivasiga Mani DNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Gear Pitch Relation Tech - SpecsDocument6 pagesGear Pitch Relation Tech - SpecsMahesh Deivasiga Mani DNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Screw - Design of Screws, Fasteners and PowerDocument39 pagesScrew - Design of Screws, Fasteners and PowerAljen MojeNo ratings yet
- MTC CircuitDocument1 pageMTC CircuitMahesh Deivasiga Mani DNo ratings yet
- Dual Temperature Controller. If Needed If Needed) D-Te.C O/pDocument1 pageDual Temperature Controller. If Needed If Needed) D-Te.C O/pMahesh Deivasiga Mani DNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Ejector Pin FormatDocument1 pageEjector Pin FormatMahesh Deivasiga Mani DNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- About SolarPower Discn.Document3 pagesAbout SolarPower Discn.Mahesh Deivasiga Mani DNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Shrinkage Rate ExerciseDocument7 pagesShrinkage Rate Exercisemazhar79No ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shrinkage TableDocument6 pagesShrinkage TableMahesh Deivasiga Mani DNo ratings yet
- Useful Data On Plastic Injection MouldingDocument71 pagesUseful Data On Plastic Injection MouldingMahesh Deivasiga Mani D100% (2)
- 1.1 General Background: Seminar Report 2021Document20 pages1.1 General Background: Seminar Report 2021Classic PrintersNo ratings yet
- Bridge Elastomeric Bearing PadsDocument10 pagesBridge Elastomeric Bearing PadsShwanNo ratings yet
- 1 - Introduction To AggregateDocument22 pages1 - Introduction To AggregateFatin HazwaniNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- SeaRox SL 620: improved fire safety and acousticsDocument2 pagesSeaRox SL 620: improved fire safety and acousticsAnh Le NgocNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Shenzhen Copperled Technology Co. LTD: F/UTP 4pairs cable-category5E-PE SheathDocument2 pagesShenzhen Copperled Technology Co. LTD: F/UTP 4pairs cable-category5E-PE SheathmelacorptelecomNo ratings yet
- Shear Modulus at Room Temperature: Standard Test Method ForDocument5 pagesShear Modulus at Room Temperature: Standard Test Method ForROHITNo ratings yet
- Ansi b36.10 Seamless Pipe SizesDocument2 pagesAnsi b36.10 Seamless Pipe SizesmohitNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- SGGP Reference No: P0116-TAK-P01-0071-02Document20 pagesSGGP Reference No: P0116-TAK-P01-0071-02Jabel Oil Services Technical DPTNo ratings yet
- 2 Parking Garage - Shotcrete - 1002Document1 page2 Parking Garage - Shotcrete - 1002VJ QatarNo ratings yet
- 01 ElevatorsDocument14 pages01 Elevatorsengineer63No ratings yet
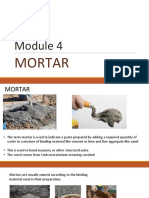
- Mod 04 - MortarDocument42 pagesMod 04 - MortarVictor creedNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Nansulate For Energy Efficient WindowsDocument5 pagesNansulate For Energy Efficient WindowsbulentbulutNo ratings yet
- Support Issues at AEP Lawrenceburg and Waterford PlantsDocument11 pagesSupport Issues at AEP Lawrenceburg and Waterford Plantsfaizan abbasiNo ratings yet
- Water Treatment DegasifierDocument6 pagesWater Treatment DegasifierEDUARDONo ratings yet
- Column DesignDocument4 pagesColumn DesignRafsanjani AbasNo ratings yet
- Access Scaffolding CalculationDocument8 pagesAccess Scaffolding CalculationSarah HaiderNo ratings yet
- Astm A560Document5 pagesAstm A560MAX ALBERTO JUAREZ AVALOSNo ratings yet
- Fellenius Static Test and PredictionDocument10 pagesFellenius Static Test and PredictionJohn STCNo ratings yet
- Essar Steel CC Sheets Bring Construction AliveDocument5 pagesEssar Steel CC Sheets Bring Construction Aliveyash shah100% (1)
- New Ansi 118.15Document2 pagesNew Ansi 118.15Tensile TestingNo ratings yet
- Dedicated Outdoor Air SystemsDocument5 pagesDedicated Outdoor Air SystemseduardofemecNo ratings yet
- PDF Standard Construction Productivity Norms ManpowerDocument1 pagePDF Standard Construction Productivity Norms ManpowereldredvongaringNo ratings yet
- TWI Control of Welding DistortionDocument12 pagesTWI Control of Welding DistortionClaudia Mms100% (2)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Design of Self Compacting Lightweight Concrete Using Acidic Pumice With Different Powder MaterialsDocument5 pagesDesign of Self Compacting Lightweight Concrete Using Acidic Pumice With Different Powder MaterialsJames Daniel GarciaNo ratings yet
- Girder TrussDocument0 pagesGirder Truss74747474No ratings yet
- SFD N004 2013 PDFDocument21 pagesSFD N004 2013 PDFMohamed Abo-ZaidNo ratings yet
- INFX8000C Ceailing HightDocument2 pagesINFX8000C Ceailing HightKhan KakaNo ratings yet
- Ga Marta ViewDocument188 pagesGa Marta ViewAndes PutraNo ratings yet
- APCO. S-200a Air Release ValveDocument2 pagesAPCO. S-200a Air Release ValveAlberto Diaz100% (2)