You might also like
- Taguchi Loss Function 2013-5-16Document21 pagesTaguchi Loss Function 2013-5-16Imrul Kaes LikhonNo ratings yet
- A Study On VED Analysis Done at SRI IYYAN TEXTILE MILL PVT LTD, CoimbatoreDocument25 pagesA Study On VED Analysis Done at SRI IYYAN TEXTILE MILL PVT LTD, CoimbatoreKrishna Murthy ANo ratings yet
- Project Quality Management A Complete Guide - 2019 EditionFrom EverandProject Quality Management A Complete Guide - 2019 EditionNo ratings yet
- Project and Sourcing ManagementDocument28 pagesProject and Sourcing ManagementDEEPANSHI SONINo ratings yet
- Research Methods and TypesDocument9 pagesResearch Methods and TypesAswith R ShenoyNo ratings yet
- D5 - Introduction To Lean ThinkingDocument50 pagesD5 - Introduction To Lean ThinkingAzer Asociados Sac100% (1)
- Total Quality Management (Solutions)Document9 pagesTotal Quality Management (Solutions)Ankit SinghNo ratings yet
- Quality CostDocument21 pagesQuality Costankitd7777No ratings yet
- Markov Analysis DetailsDocument6 pagesMarkov Analysis DetailsAshutoshNo ratings yet
- Chapter 2Document39 pagesChapter 2Mohamed Abouelmagd100% (1)
- Case Study in Six Sigma Methodology ManufacturingDocument21 pagesCase Study in Six Sigma Methodology ManufacturingNemanja ĆulibrkNo ratings yet
- Statistical Process SPCDocument16 pagesStatistical Process SPCSafi Ul RehmanNo ratings yet
- New Product Development ProcessDocument11 pagesNew Product Development ProcessImran KhanNo ratings yet
- Principles of Management Control SystemsDocument324 pagesPrinciples of Management Control SystemsSheetal IyerNo ratings yet
- Harvard University Syllabus Fall 2011Document3 pagesHarvard University Syllabus Fall 2011danieldarwicheNo ratings yet
- Techniques of Work Measurement in Production ManagementDocument2 pagesTechniques of Work Measurement in Production ManagementSameer KhanNo ratings yet
- Management Du Systeme D'Information: Communication Basis Meetings Management Project Reviews Reporting CapitalisationDocument19 pagesManagement Du Systeme D'Information: Communication Basis Meetings Management Project Reviews Reporting CapitalisationSơn Thủy NguyễnNo ratings yet
- Lean Manufacturing in Garment IndustryDocument9 pagesLean Manufacturing in Garment IndustryMathews PJNo ratings yet
- Influence of Gender Difference in Reference Group On Smartphone Users' Purchasing Decision-Making ProcessDocument85 pagesInfluence of Gender Difference in Reference Group On Smartphone Users' Purchasing Decision-Making Processacb113No ratings yet
- Total Quality Management: M. Ali HassanDocument12 pagesTotal Quality Management: M. Ali Hassanapi-27544491No ratings yet
- Causal ResearchDocument12 pagesCausal ResearchSarika JainNo ratings yet
- Quality Management Highlights and DefinitionsDocument23 pagesQuality Management Highlights and DefinitionsakshaynnaikNo ratings yet
- Glowinkowski Customer Service Directors - Behavioural Competency FrameworkDocument12 pagesGlowinkowski Customer Service Directors - Behavioural Competency FrameworkitrejosNo ratings yet
- Quality Planning ProcessDocument47 pagesQuality Planning ProcessRAZOR GAMINGNo ratings yet
- PRODUCT Design and DevelopmentDocument6 pagesPRODUCT Design and DevelopmentJames IshakuNo ratings yet
- Analyze staff satisfaction and distributionDocument6 pagesAnalyze staff satisfaction and distributionladla100% (2)
- Guidelines For Experimental ResearchDocument9 pagesGuidelines For Experimental ResearchIffa Dek AflahNo ratings yet
- Guidelines For Writing HRM Case StudiesDocument3 pagesGuidelines For Writing HRM Case StudiesMurtaza ShabbirNo ratings yet
- Traditipn Production Planning and ControlDocument16 pagesTraditipn Production Planning and ControlpaulineNo ratings yet
- MM ZG522-L1Document37 pagesMM ZG522-L1gautam_amitNo ratings yet
- Basic Education Statistical Booklet - 2016Document70 pagesBasic Education Statistical Booklet - 2016Richard Oduor Oduku100% (1)
- Case Study - Applying Cost of Quality To Total Quality ManagementDocument10 pagesCase Study - Applying Cost of Quality To Total Quality ManagementHarshal PatilNo ratings yet
- Glossary of Key Terms (LSSGB)Document8 pagesGlossary of Key Terms (LSSGB)Sweety ShuklaNo ratings yet
- Effective ProcessDocument16 pagesEffective Processajelena83No ratings yet
- Modelling the house building process to improve value chain managementDocument9 pagesModelling the house building process to improve value chain managementrobert_keeNo ratings yet
- Lecture-01 (TQM-Introduction To Quality Control Management) PDFDocument30 pagesLecture-01 (TQM-Introduction To Quality Control Management) PDFZahid Hasan OpuNo ratings yet
- Project SelectionDocument17 pagesProject SelectionCecilia Camarena QuispeNo ratings yet
- Financial Planning 1Document6 pagesFinancial Planning 1aditya devaNo ratings yet
- Production and Operations Management: Dr. Adarsh RathDocument48 pagesProduction and Operations Management: Dr. Adarsh Rathomar zohorianNo ratings yet
- Quality Risk ManagementDocument7 pagesQuality Risk Managementselinasimpson0101No ratings yet
- Speaker: Dr. Nay Zin Latt Chairman: Business Group Hotel GroupDocument32 pagesSpeaker: Dr. Nay Zin Latt Chairman: Business Group Hotel GroupThe Vimokkha Online JournalNo ratings yet
- Optimize Mountain Bike Handlebar Stem DesignDocument18 pagesOptimize Mountain Bike Handlebar Stem Designrajdeep aroraNo ratings yet
- Apparel Quality AttributesDocument143 pagesApparel Quality AttributesAvinash SinghNo ratings yet
- PNACY483Document97 pagesPNACY483Ahmed SukkerNo ratings yet
- Data Collection and Analysis FundamentalsDocument54 pagesData Collection and Analysis FundamentalsAzer Asociados SacNo ratings yet
- Understanding indicators and variables in researchDocument24 pagesUnderstanding indicators and variables in researchtemesgen yohannesNo ratings yet
- SPC Apparel Manufacturing QualityDocument4 pagesSPC Apparel Manufacturing Qualityyusufraf_217797493No ratings yet
- TQM Legacy of Quality Gurus and Their Theoretical ContributionsDocument18 pagesTQM Legacy of Quality Gurus and Their Theoretical ContributionsAhmadTalibNo ratings yet
- PPCDocument20 pagesPPCPrasanth ShanmugamNo ratings yet
- QA/QC: Quality Assurance and Quality ControlDocument3 pagesQA/QC: Quality Assurance and Quality Controlcement drNo ratings yet
- Sampling Techniques ExplainedDocument53 pagesSampling Techniques ExplainedKent TongloyNo ratings yet
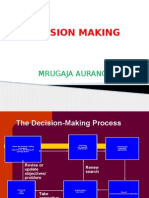
- Decision Making: Mrugaja AurangabadkarDocument17 pagesDecision Making: Mrugaja AurangabadkarMrugaja Gokhale AurangabadkarNo ratings yet
- Quality CouncilDocument13 pagesQuality CouncilMuhammad Shabbir75% (4)
- Wages and Salary AdministrationDocument47 pagesWages and Salary Administrationsaha apurvaNo ratings yet
- Quasi Researh DesignDocument6 pagesQuasi Researh Designlily1528No ratings yet
- IE-23-Quality Function Deployment in Banking PDFDocument7 pagesIE-23-Quality Function Deployment in Banking PDFMamunur Rashid100% (1)
- Total Quality Management: Pakistan International AirlinesDocument6 pagesTotal Quality Management: Pakistan International AirlineshamidjavaidNo ratings yet
- Recruitment and Selection SlidesDocument13 pagesRecruitment and Selection SlidesGaurav AggrawalNo ratings yet
- 07 The Case StudyDocument67 pages07 The Case StudyJohn Jairo Trochez AmpudiaNo ratings yet
- Quality Loss Function/ Taguchi Loss Function ExplainedDocument13 pagesQuality Loss Function/ Taguchi Loss Function ExplainedShouvo SharkerNo ratings yet
- University of Windsor - Assignment1 - 2013Document1 pageUniversity of Windsor - Assignment1 - 2013aaltivegreenNo ratings yet
- 4 Schedule Design (Cont'd) : 2.18, Which Depicts The Activities of An Operator and ThreeDocument2 pages4 Schedule Design (Cont'd) : 2.18, Which Depicts The Activities of An Operator and ThreeaaltivegreenNo ratings yet
- Tutorial 122, Introduction To ProModelDocument48 pagesTutorial 122, Introduction To ProModelaaltivegreenNo ratings yet
- DD 1723Document2 pagesDD 1723makoxxxNo ratings yet
- 574716238Document9 pages574716238aaltivegreenNo ratings yet
- Work Study SLIDE 106-154 (Compatibility Mode) PDFDocument25 pagesWork Study SLIDE 106-154 (Compatibility Mode) PDFaaltivegreenNo ratings yet
- Work Study SLIDE 106-154 (Compatibility Mode) PDFDocument25 pagesWork Study SLIDE 106-154 (Compatibility Mode) PDFaaltivegreenNo ratings yet
- Work Study SLIDE 106-154 (Compatibility Mode) PDFDocument25 pagesWork Study SLIDE 106-154 (Compatibility Mode) PDFaaltivegreenNo ratings yet
- Work Study SLIDE 106-154 (Compatibility Mode) PDFDocument25 pagesWork Study SLIDE 106-154 (Compatibility Mode) PDFaaltivegreenNo ratings yet
- Work Study SLIDE 106-154 (Compatibility Mode) PDFDocument25 pagesWork Study SLIDE 106-154 (Compatibility Mode) PDFaaltivegreenNo ratings yet
- Work Study SLIDE 106-154 (Compatibility Mode) PDFDocument25 pagesWork Study SLIDE 106-154 (Compatibility Mode) PDFaaltivegreenNo ratings yet
- Work Study SLIDE 106-154 (Compatibility Mode) PDFDocument25 pagesWork Study SLIDE 106-154 (Compatibility Mode) PDFaaltivegreenNo ratings yet
- Work Study SLIDE 106-154 (Compatibility Mode) PDFDocument25 pagesWork Study SLIDE 106-154 (Compatibility Mode) PDFaaltivegreenNo ratings yet
- Work Study SLIDE 106-154 (Compatibility Mode) PDFDocument25 pagesWork Study SLIDE 106-154 (Compatibility Mode) PDFaaltivegreenNo ratings yet
- Work Study SLIDE 106-154 (Compatibility Mode) PDFDocument25 pagesWork Study SLIDE 106-154 (Compatibility Mode) PDFaaltivegreenNo ratings yet
- Getting Started With ArenaDocument199 pagesGetting Started With ArenaJOna LyneNo ratings yet
- PUBLICATION of MD. IMRUL KAES in International Journal PDFDocument11 pagesPUBLICATION of MD. IMRUL KAES in International Journal PDFaaltivegreenNo ratings yet
- Media Master 971 LowDocument6 pagesMedia Master 971 LowaaltivegreenNo ratings yet
- Work StudyROUGHDocument5 pagesWork StudyROUGHaaltivegreenNo ratings yet
- Aggregate Production Planning Problem 1 InformationDocument2 pagesAggregate Production Planning Problem 1 InformationaaltivegreenNo ratings yet
- No.6 Role-Of-Child-Health-NurseDocument8 pagesNo.6 Role-Of-Child-Health-NursePawan BatthNo ratings yet
- Nature and Scope of Marketing Marketing ManagementDocument51 pagesNature and Scope of Marketing Marketing ManagementFeker H. MariamNo ratings yet
- Sheqxel Bbs Participation Dashboard TemplateDocument39 pagesSheqxel Bbs Participation Dashboard TemplateMuhammad Adytio DarmawanNo ratings yet
- Class 9th Chemistry Unit#4 Structure of MoleculesDocument8 pagesClass 9th Chemistry Unit#4 Structure of MoleculesIrfanullahNo ratings yet
- The Polynesians: Task1: ReadingDocument10 pagesThe Polynesians: Task1: ReadingHəşim MəmmədovNo ratings yet
- Fda PDFDocument2 pagesFda PDFVictorNo ratings yet
- Motivations for Leaving Public Accounting FirmsDocument33 pagesMotivations for Leaving Public Accounting Firmsran0786No ratings yet
- E-banking and transaction conceptsDocument17 pagesE-banking and transaction conceptssumedh narwadeNo ratings yet
- CV Abdalla Ali Hashish-Nursing Specialist.Document3 pagesCV Abdalla Ali Hashish-Nursing Specialist.Abdalla Ali HashishNo ratings yet
- Manual Bombas CHWDocument16 pagesManual Bombas CHWFred GarciaNo ratings yet
- Revised Man As A Biological BeingDocument8 pagesRevised Man As A Biological Beingapi-3832208No ratings yet
- Wsi PSDDocument18 pagesWsi PSDДрагиша Небитни ТрифуновићNo ratings yet
- Masonry Brickwork 230 MMDocument1 pageMasonry Brickwork 230 MMrohanNo ratings yet
- Rubric - Argumentative EssayDocument2 pagesRubric - Argumentative EssayBobNo ratings yet
- Korba - BAH Online Temp MonitoringDocument7 pagesKorba - BAH Online Temp Monitoringrama jenaNo ratings yet
- Trimble Oem Gnss Bro Usl 0422Document3 pagesTrimble Oem Gnss Bro Usl 0422rafaelNo ratings yet
- Oracle Fusion Financials Book Set Home Page SummaryDocument274 pagesOracle Fusion Financials Book Set Home Page SummaryAbhishek Agrawal100% (1)
- Guidelines 2.0Document4 pagesGuidelines 2.0Hansel TayongNo ratings yet
- E PortfolioDocument76 pagesE PortfolioMAGALLON ANDREWNo ratings yet
- The Life and Works of Jose RizalDocument20 pagesThe Life and Works of Jose RizalBemtot Blanquig100% (1)
- Linguistics: Chapter 1 - 10Document41 pagesLinguistics: Chapter 1 - 10Ahmad A. JawadNo ratings yet
- What Is Rack Chock SystemDocument7 pagesWhat Is Rack Chock SystemSarah Perez100% (1)
- LGFL Service GuideDocument24 pagesLGFL Service GuideThe Return of the NoiristaNo ratings yet
- Donny UfoaksesDocument27 pagesDonny UfoaksesKang Bowo D'wizardNo ratings yet
- Arduino Nano based K1EL Winkeyer compatible CW contest keyerDocument35 pagesArduino Nano based K1EL Winkeyer compatible CW contest keyerSreejith SreedharanNo ratings yet
- RestrukturisasiDocument17 pagesRestrukturisasimuhammad hayel wallaNo ratings yet
- WA Beretta M92FS Parts ListDocument2 pagesWA Beretta M92FS Parts ListDenis Deki NehezNo ratings yet
- Philippine College of Northwestern Luzon Bachelor of Science in Business AdministrationDocument7 pagesPhilippine College of Northwestern Luzon Bachelor of Science in Business Administrationzackwayne100% (1)
- Scholars of Hadith Methodology in Dealing With The Two Sahihs: The Criticized Ahadith As A Model. Ammar Ahmad Al-HaririDocument37 pagesScholars of Hadith Methodology in Dealing With The Two Sahihs: The Criticized Ahadith As A Model. Ammar Ahmad Al-HaririSalah KhanNo ratings yet