You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Manual P&ID AutodeskDocument116 pagesManual P&ID AutodeskBruno Morabito100% (3)
- Ethanol HandbookDocument110 pagesEthanol HandbookFajar Patriayudha100% (3)
- OSHA Technical Manual (OTM) - Section IV - Chapter 3 - Pressure Vessel Guidelines - Occupational Safety and Health AdministrationDocument8 pagesOSHA Technical Manual (OTM) - Section IV - Chapter 3 - Pressure Vessel Guidelines - Occupational Safety and Health AdministrationgbogboiweNo ratings yet
- OSHA compressed gas safety standardsDocument2 pagesOSHA compressed gas safety standardsgbogboiweNo ratings yet
- 8 Scaffolding SafetyDocument12 pages8 Scaffolding SafetygbogboiweNo ratings yet
- SAFE LAB School Chemistry Laboratory Safety GuideDocument88 pagesSAFE LAB School Chemistry Laboratory Safety Guidexander047No ratings yet
- Liquid Process PipingDocument245 pagesLiquid Process PipinggbogboiweNo ratings yet
- SAFE LAB School Chemistry Laboratory Safety GuideDocument88 pagesSAFE LAB School Chemistry Laboratory Safety Guidexander047No ratings yet
- School Chemistry Laboratory Safety Guide 2006Document37 pagesSchool Chemistry Laboratory Safety Guide 2006gbogboiweNo ratings yet
- SAFE LAB School Chemistry Laboratory Safety GuideDocument88 pagesSAFE LAB School Chemistry Laboratory Safety Guidexander047No ratings yet
- 8 Scaffolding SafetyDocument12 pages8 Scaffolding SafetygbogboiweNo ratings yet
- F1040a PDFDocument2 pagesF1040a PDFgbogboiwe0% (1)
- NJ Weights and Measures PresentationDocument18 pagesNJ Weights and Measures PresentationgbogboiweNo ratings yet
- Design, Construction, and Operation - Small Wastewater SystemsDocument222 pagesDesign, Construction, and Operation - Small Wastewater SystemsgbogboiweNo ratings yet
- Technical Guidelines For Hazardous and Toxic Waste Treatment and Cleanup ActivitiesDocument373 pagesTechnical Guidelines For Hazardous and Toxic Waste Treatment and Cleanup ActivitiesgbogboiweNo ratings yet
- Design Guide For InteriorsDocument197 pagesDesign Guide For Interiorsgbogboiwe100% (1)
- Design Guide For InteriorsDocument197 pagesDesign Guide For Interiorsgbogboiwe100% (1)
- Designing Small Water SystemsDocument83 pagesDesigning Small Water SystemsgbogboiweNo ratings yet
- Fire Protection WaterDocument20 pagesFire Protection WatergbogboiweNo ratings yet
- Mueller A-20806&a-20807 AdjustableVertical IndicatorPosts Form12111Document8 pagesMueller A-20806&a-20807 AdjustableVertical IndicatorPosts Form12111gbogboiweNo ratings yet
- Valves & Controls: Kunkle Safety and Relief ProductsDocument2 pagesValves & Controls: Kunkle Safety and Relief ProductsgbogboiweNo ratings yet
- Water Management OptionsDocument5 pagesWater Management OptionsVel MuruganNo ratings yet
- SC15TW2 Tank Cleaning MachineDocument2 pagesSC15TW2 Tank Cleaning MachinegbogboiweNo ratings yet
- Basic Guide To Boiler Water TreatmentDocument8 pagesBasic Guide To Boiler Water TreatmentjewettwaterNo ratings yet
- Kunkle Safety RV Model 91Document6 pagesKunkle Safety RV Model 91gbogboiweNo ratings yet
- Hemoglobin Opa ThiesDocument10 pagesHemoglobin Opa ThiesgbogboiweNo ratings yet
- KUKMC-0394-US Valv Seg KunkleDocument12 pagesKUKMC-0394-US Valv Seg Kunklejose_cadNo ratings yet
- Tank Cleaning ProcessDocument7 pagesTank Cleaning ProcessgbogboiweNo ratings yet
- ChEnected Example PIDs and Lead SheetsDocument5 pagesChEnected Example PIDs and Lead Sheetsrobirosa079No ratings yet
- Syabas Standard Drawing 02Document20 pagesSyabas Standard Drawing 02Jpmega Civil StructuralNo ratings yet
- Cadmantra Technologies Pvt. LTD: Civil Drawing DetailDocument66 pagesCadmantra Technologies Pvt. LTD: Civil Drawing DetailrajeshNo ratings yet
- Moody Diagram: VD V in FPS, D in Inches)Document1 pageMoody Diagram: VD V in FPS, D in Inches)Ashkan Khosravi HajivandNo ratings yet
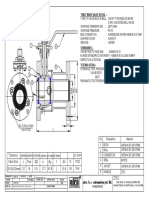
- AEAPL-DRG-22-JACKETED BALL VALVE-BV-20-ModelDocument1 pageAEAPL-DRG-22-JACKETED BALL VALVE-BV-20-ModelSN ENGINEERSNo ratings yet
- Case Study 1 - Waterstop-RXDocument2 pagesCase Study 1 - Waterstop-RXCarlos VasquezNo ratings yet
- Boilers, Boiler Fittings and Steam Offtakes: Academic Manual AC/18/03Document68 pagesBoilers, Boiler Fittings and Steam Offtakes: Academic Manual AC/18/03kISHORENo ratings yet
- Hot Water Supply: SyllabusDocument40 pagesHot Water Supply: SyllabusRevati shindeNo ratings yet
- Gs-Flange SystemDocument188 pagesGs-Flange SystemMarcin MarcinkiewiczNo ratings yet
- Design and Build Contract TemplateDocument9 pagesDesign and Build Contract TemplateAlexanderNo ratings yet
- Section 3 Hydraulic System Group 1 Circuit DiagramDocument82 pagesSection 3 Hydraulic System Group 1 Circuit DiagramYonder RodríguezNo ratings yet
- A320 - 38 Water and Waste - GFC-1Document8 pagesA320 - 38 Water and Waste - GFC-1belinda koyaiyeNo ratings yet
- LECTURE 7 - Building PermitDocument35 pagesLECTURE 7 - Building PermitKhyverAndreiAmadorNo ratings yet
- Piping Drawing StandardsDocument68 pagesPiping Drawing Standardsyulianus_sr100% (1)
- Roof Level: Building Services (BLD 60903) Project 2: Application of Building Services Tutor: MR - Zafar Chong Min 0333339Document1 pageRoof Level: Building Services (BLD 60903) Project 2: Application of Building Services Tutor: MR - Zafar Chong Min 0333339Cadence CNo ratings yet
- First Resources Limited Delivering Growth and ReturnsDocument35 pagesFirst Resources Limited Delivering Growth and ReturnsrizkydjonhansemitNo ratings yet
- SDR 11Document20 pagesSDR 11rupayan.baruaNo ratings yet
- Jadestone Energy (Lemang) Pte. LTD.: Epci Akatara Gas Processing Facility & Sales Gas Pipeline ProjectDocument5 pagesJadestone Energy (Lemang) Pte. LTD.: Epci Akatara Gas Processing Facility & Sales Gas Pipeline ProjectFirmansyah SiregarNo ratings yet
- Flange Dimensions and Pressure Ratings ChartDocument24 pagesFlange Dimensions and Pressure Ratings Chartgateauxboy100% (2)
- List PM KOSO Valve Update Executio Date - 055018Document4 pagesList PM KOSO Valve Update Executio Date - 055018Alfarizki wuka nugrahaNo ratings yet
- Cleanouts 2020Document17 pagesCleanouts 2020CliffordJamesSabiganNo ratings yet
- BaumannDocument5 pagesBaumannRicardo Calderon ClarosNo ratings yet
- PDF Steam Condensate Return LinesDocument5 pagesPDF Steam Condensate Return Linesjesus_manrique2753No ratings yet
- Orifice PlateDocument3 pagesOrifice PlateMuhammad MohtashimNo ratings yet
- FRP Piping SpecificationDocument4 pagesFRP Piping SpecificationPetrNo ratings yet
- Steam Turbine Stop Valve TestingDocument22 pagesSteam Turbine Stop Valve TestingAbdulyunus Amir100% (3)
- Sealant Injection Fittings, Adapters and Special Tools: Identifying Dangerous Two-Piece FittingsDocument10 pagesSealant Injection Fittings, Adapters and Special Tools: Identifying Dangerous Two-Piece FittingsMASOUDNo ratings yet
- Detailed Summary of Estimates PDFDocument6 pagesDetailed Summary of Estimates PDFLeslie Cambarijan LumpasNo ratings yet
- FittingsDocument24 pagesFittingsAmar Jabar Al BaajiNo ratings yet
- 00 - Main Pump ControlDocument24 pages00 - Main Pump ControlSatria Fajri50% (2)
- Nominal Pipe Size NPS, Nominal Bore NB, Outside Diameter ODDocument7 pagesNominal Pipe Size NPS, Nominal Bore NB, Outside Diameter ODS KarthikeyanNo ratings yet