You might also like
- Ghasemi Nejhad 1993 Issues Related to Processability During the Manufacture of Thermoplastic Composites Using on LineDocument17 pagesGhasemi Nejhad 1993 Issues Related to Processability During the Manufacture of Thermoplastic Composites Using on Line1711076053No ratings yet
- Design Optimization of Molds For Autoclave Process of Composite ManufacturingDocument13 pagesDesign Optimization of Molds For Autoclave Process of Composite ManufacturingKübraNo ratings yet
- Thermal Analysis of In-Situ Thermoplastic Composite Tape LayingDocument26 pagesThermal Analysis of In-Situ Thermoplastic Composite Tape Layingduchm-tfaNo ratings yet
- Artigo InteressanteDocument20 pagesArtigo InteressanteAndré SousaNo ratings yet
- FBR Biomass GasificationDocument26 pagesFBR Biomass GasificationSai Santhosh ManepallyNo ratings yet
- Lei ShSDFDSFi DissertationDocument140 pagesLei ShSDFDSFi DissertationBoby SaputraNo ratings yet
- Development of Epoxy-Polyester Composite With Improved Thermophysical Properties For Restoration of Details of Sea and River TransportDocument7 pagesDevelopment of Epoxy-Polyester Composite With Improved Thermophysical Properties For Restoration of Details of Sea and River TransportSayed Erfan SajadiehNo ratings yet
- Accepted Manuscript: Applied Thermal EngineeringDocument36 pagesAccepted Manuscript: Applied Thermal EngineeringHamza FarajiNo ratings yet
- Energy Conversion and Management: Mohamed Lachheb, Mustapha Karkri, Fethi Albouchi, Foued Mzali, Sassi Ben NasrallahDocument9 pagesEnergy Conversion and Management: Mohamed Lachheb, Mustapha Karkri, Fethi Albouchi, Foued Mzali, Sassi Ben NasrallahsaltyNo ratings yet
- International Journal of Engineering Research and Development (IJERD)Document6 pagesInternational Journal of Engineering Research and Development (IJERD)IJERDNo ratings yet
- Prediction Models For Distortions and Residual Stresses in Thermoset Polymer Laminates: An OverviewDocument23 pagesPrediction Models For Distortions and Residual Stresses in Thermoset Polymer Laminates: An OverviewMorteza AbouhamzehNo ratings yet
- International Communications in Heat and Mass Transfer: Ratthasak Prommas, Phadungsak Rattanadecho, Dulyachot CholaseukDocument7 pagesInternational Communications in Heat and Mass Transfer: Ratthasak Prommas, Phadungsak Rattanadecho, Dulyachot CholaseukHierman RiyadiNo ratings yet
- 10-低温下的碳环氧树脂复合材料-Prediction on Residual Stresses of CarbonEpoxyDocument9 pages10-低温下的碳环氧树脂复合材料-Prediction on Residual Stresses of CarbonEpoxyzeyu wenNo ratings yet
- Numerical Study of The Solidification of Phase Change Materials in A Rectangular Cavity: Effects of Convection and Aspect RatioDocument10 pagesNumerical Study of The Solidification of Phase Change Materials in A Rectangular Cavity: Effects of Convection and Aspect RatioLucas SantosNo ratings yet
- Materials and Design: Amar Patnaik, MD Abdulla, Alok Satapathy, Sandhyarani Biswas, Bhabani K. SatapathyDocument13 pagesMaterials and Design: Amar Patnaik, MD Abdulla, Alok Satapathy, Sandhyarani Biswas, Bhabani K. Satapathybishnu ppNo ratings yet
- Low Coefficient of Thermal ExpansionDocument13 pagesLow Coefficient of Thermal ExpansionnileshsawNo ratings yet
- Numerical Simulation of A Regenerative Thermal Oxidizer For Volatile Organic Compounds TreatmentDocument29 pagesNumerical Simulation of A Regenerative Thermal Oxidizer For Volatile Organic Compounds TreatmentTrọng HiếuNo ratings yet
- Three Dimensional Finite Element Modelling of Truck Tyre Curing Process in MouldDocument9 pagesThree Dimensional Finite Element Modelling of Truck Tyre Curing Process in Mouldbhushan5004No ratings yet
- Powder Coatings and Differential Scanning Calorimetry PDFDocument7 pagesPowder Coatings and Differential Scanning Calorimetry PDFWatthana KlairutsameeNo ratings yet
- Issues Related To Processability During The Manufacture of Thermoplastic Composites Using On-Line Consolidation TechniquesDocument17 pagesIssues Related To Processability During The Manufacture of Thermoplastic Composites Using On-Line Consolidation Techniquesduchm-tfaNo ratings yet
- Modeling of the Heat Build-up of Carbon Black FillDocument9 pagesModeling of the Heat Build-up of Carbon Black FillTUNGNo ratings yet
- Hao 2018Document14 pagesHao 2018sattar aljabairNo ratings yet
- Spring-in Angle Behavior of Thermoplastic Matrix CompositesDocument8 pagesSpring-in Angle Behavior of Thermoplastic Matrix Compositeshalil yıldırımNo ratings yet
- Rotary Cement Kiln Coating Estimator: Integrated Modelling of Kiln With Shell Temperature MeasurementDocument10 pagesRotary Cement Kiln Coating Estimator: Integrated Modelling of Kiln With Shell Temperature MeasurementDiego MorenoNo ratings yet
- 3d SimulationDocument9 pages3d SimulationJose GuerreroNo ratings yet
- Dynamic mechanical properties of banana fiber-reinforced polyester compositesDocument11 pagesDynamic mechanical properties of banana fiber-reinforced polyester compositesAdlan Akram Mohamad MazukiNo ratings yet
- COMSOL Chemical Modeling Conference PaperDocument11 pagesCOMSOL Chemical Modeling Conference Paperjoseferrehigieneuru100% (1)
- Hydrodynamics and Heat Transfer Around A Horizontal Tube Immersed in A Geldart B Bubbling Fluidized BedDocument15 pagesHydrodynamics and Heat Transfer Around A Horizontal Tube Immersed in A Geldart B Bubbling Fluidized BedMuhamad IkhsanNo ratings yet
- Polyester-Based Coil CoatingsDocument7 pagesPolyester-Based Coil CoatingsRodolvano EmilianoNo ratings yet
- Determination of Thermal Conductivity of Polymer Composites Filled With Solid Glass BeadsDocument12 pagesDetermination of Thermal Conductivity of Polymer Composites Filled With Solid Glass Beadsbishnu ppNo ratings yet
- Kinetics of Scrap Tyre Pyrolysis Under Fast Heating ConditionsDocument9 pagesKinetics of Scrap Tyre Pyrolysis Under Fast Heating ConditionsAlexanderRodriguezGamboaNo ratings yet
- Experimental Investigation of Thermoforming Carbon Fibre-Reinforced Polyphenylene Sulphide CompositesDocument19 pagesExperimental Investigation of Thermoforming Carbon Fibre-Reinforced Polyphenylene Sulphide Compositeshalil yıldırımNo ratings yet
- J 2021 NMJ Heat TransferDocument10 pagesJ 2021 NMJ Heat TransferNORAZALIZA BINTI MOHD JAMILNo ratings yet
- Viscoelastic Properties of An Epoxy Resin During Cure: Aniel RienDocument22 pagesViscoelastic Properties of An Epoxy Resin During Cure: Aniel Rienchopin.wlive.cnNo ratings yet
- 35 碳环氧复合材料零件在制造过程中的形状畸变Document6 pages35 碳环氧复合材料零件在制造过程中的形状畸变mwx17860631396No ratings yet
- Corresponding Author:: A, B A, B B A, BDocument16 pagesCorresponding Author:: A, B A, B B A, Bzhor El hallaouiNo ratings yet
- Non-Isothermal Crystallization Kinetics Model of PBT/ MWCNTs Nanocomposites SaadDocument6 pagesNon-Isothermal Crystallization Kinetics Model of PBT/ MWCNTs Nanocomposites SaadAyad DariNo ratings yet
- Carl One 2010Document10 pagesCarl One 2010Maiman LatoNo ratings yet
- Polymers: Numerical Studies of The Viscosity of Reacting Polyurethane Foam With Experimental ValidationDocument14 pagesPolymers: Numerical Studies of The Viscosity of Reacting Polyurethane Foam With Experimental ValidationmgrubisicNo ratings yet
- Paper CompositesWorld Evonik Oct2017Document12 pagesPaper CompositesWorld Evonik Oct2017uzzy2No ratings yet
- Courtois 2018Document17 pagesCourtois 2018chopin.wlive.cnNo ratings yet
- Case Studies in Thermal Engineering: M. Asgari, M. Javidan, M. Nozari, A. Asgari, D.D. GanjiDocument16 pagesCase Studies in Thermal Engineering: M. Asgari, M. Javidan, M. Nozari, A. Asgari, D.D. GanjiSpammerNo ratings yet
- Integrated Modeling and Heat Treatment Simulation of Austempered Ductile IronDocument11 pagesIntegrated Modeling and Heat Treatment Simulation of Austempered Ductile Ironhrk100No ratings yet
- Thin Wall Injection Molding SinteringDocument13 pagesThin Wall Injection Molding Sinteringtalán gybr100% (2)
- Discrete-Event Simulation Thermal ModelDocument21 pagesDiscrete-Event Simulation Thermal Modelal-masriNo ratings yet
- Powder Technology: T. Peng, Q.D. Wang, M.P. Liu, J. Zheng, J.B. LinDocument7 pagesPowder Technology: T. Peng, Q.D. Wang, M.P. Liu, J. Zheng, J.B. LinMohit SinghalNo ratings yet
- 2012 Effect of Temperature On The Mechanical Properties of Polymer Mortars PDFDocument5 pages2012 Effect of Temperature On The Mechanical Properties of Polymer Mortars PDFdhiraj.biswasNo ratings yet
- Melt Shear Viscosity of Original and Recycled PETDocument7 pagesMelt Shear Viscosity of Original and Recycled PETHerschelle DsouzaNo ratings yet
- 2009-A-finite-volume-method-for-an-analysis-of-transient-heat-conduction-in-functionally-graded-materialsDocument17 pages2009-A-finite-volume-method-for-an-analysis-of-transient-heat-conduction-in-functionally-graded-materialsLucas Santos de OliveiraNo ratings yet
- Heat Transfer in Food ProcessingDocument11 pagesHeat Transfer in Food ProcessingIntan Mulia Rahayu100% (1)
- Advanced Thermoplastic Composite ManufacturingDocument36 pagesAdvanced Thermoplastic Composite ManufacturingBüşraNo ratings yet
- Materials: Cure Cycle Optimization of Rapidly Cured Out-Of-Autoclave CompositesDocument15 pagesMaterials: Cure Cycle Optimization of Rapidly Cured Out-Of-Autoclave CompositesAbd BaghadNo ratings yet
- 10.5923.j.ijee.20201001.01Document9 pages10.5923.j.ijee.20201001.01Lucas Santos de OliveiraNo ratings yet
- Simulation Study For Production of Hydrocarbons From WasteDocument9 pagesSimulation Study For Production of Hydrocarbons From WasteAJER JOURNALNo ratings yet
- Activity Coefficients and Diffusivities of Solvents 2002 Fluid Phase EquiliDocument11 pagesActivity Coefficients and Diffusivities of Solvents 2002 Fluid Phase EquiliAnonymous ypVNII100% (1)
- Accelerated Thermal Ageing Studies of Polydimethylsiloxane (PDMS) RubberDocument7 pagesAccelerated Thermal Ageing Studies of Polydimethylsiloxane (PDMS) RubberSalma FarooqNo ratings yet
- Injection MouldingDocument10 pagesInjection MouldinggoldencometNo ratings yet
- Carbon Dioxide Capture For The Oxidative Coupling of Methane Process - A Case Study in Mini-Plant Scale - Repke-Stunkel Paper Stuenkel Repke Mini-PlantDocument10 pagesCarbon Dioxide Capture For The Oxidative Coupling of Methane Process - A Case Study in Mini-Plant Scale - Repke-Stunkel Paper Stuenkel Repke Mini-PlantZheqi YuNo ratings yet
- GRECOROTATIONALADVPOLTECHDocument10 pagesGRECOROTATIONALADVPOLTECHAiltaoSoaresNo ratings yet
- Heat Transfer in Polymer Composite Materials: Forming ProcessesFrom EverandHeat Transfer in Polymer Composite Materials: Forming ProcessesNicolas BoyardNo ratings yet
- Square FootingDocument2 pagesSquare FootinghereiamujwalNo ratings yet
- Sss PDFDocument1 pageSss PDFhereiamujwalNo ratings yet
- Isohyetal MapDocument1 pageIsohyetal MaphereiamujwalNo ratings yet
- Ds DFD DFDocument6 pagesDs DFD DFhereiamujwalNo ratings yet
- StructuresDocument158 pagesStructureshereiamujwalNo ratings yet
- Caltrans vibration guidance manualDocument159 pagesCaltrans vibration guidance manualDianna Lambert100% (1)
- Paper TitleDocument26 pagesPaper TitlehereiamujwalNo ratings yet
- PSHADocument8 pagesPSHAhereiamujwalNo ratings yet
- 13 1951Document12 pages13 1951hereiamujwalNo ratings yet
- Arihant 40 Days Crash Course For JEE Main Physics (Crackjee - Xyz)Document464 pagesArihant 40 Days Crash Course For JEE Main Physics (Crackjee - Xyz)Milan Dai50% (4)
- Delay-Tolerant NetworksDocument66 pagesDelay-Tolerant NetworksMegi YantoNo ratings yet
- 1296169395JH 122310 - WebDocument12 pages1296169395JH 122310 - WebCoolerAdsNo ratings yet
- Procedure - AC Circuits and Signal Modulation - W20Document6 pagesProcedure - AC Circuits and Signal Modulation - W20ChocoNo ratings yet
- Chapter 5 Coordinate GeometryDocument33 pagesChapter 5 Coordinate GeometryKalNo ratings yet
- Rahim Acar - Talking About God and Talking About Creation. Avicennas and Thomas Aquinas Positions 2005 PDFDocument134 pagesRahim Acar - Talking About God and Talking About Creation. Avicennas and Thomas Aquinas Positions 2005 PDFPricopi VictorNo ratings yet
- Rapid Communication: Spontaneous Abortions and Policies On COVID-19 mRNA Vaccine Use During PregnancyDocument14 pagesRapid Communication: Spontaneous Abortions and Policies On COVID-19 mRNA Vaccine Use During PregnancyStéphane BoucherNo ratings yet
- English Qualification TestDocument5 pagesEnglish Qualification TestMoh FaisolNo ratings yet
- CERT Basic Training Participant Manual - 2011Document332 pagesCERT Basic Training Participant Manual - 2011jegodfreyNo ratings yet
- MSC Syllabus AllDocument13 pagesMSC Syllabus AllOmSilence2651No ratings yet
- Dcom QuestionDocument3 pagesDcom Questionsushant sahooNo ratings yet
- Chapter 1 - Introduction To Machinery PrinciplesDocument27 pagesChapter 1 - Introduction To Machinery PrinciplesYousab CreatorNo ratings yet
- CIVL-365 Tutorial 8 SolutionDocument3 pagesCIVL-365 Tutorial 8 SolutionIvsNo ratings yet
- Natural Law Theory ApproachDocument35 pagesNatural Law Theory ApproachseventhwitchNo ratings yet
- Outline 1. Background of Revision: JEITA CP-1104BDocument4 pagesOutline 1. Background of Revision: JEITA CP-1104BkksdnjdaNo ratings yet
- Nutrition Effects of VitaminsDocument21 pagesNutrition Effects of Vitaminsblessed cccNo ratings yet
- Manoeuvrability Final EditedDocument12 pagesManoeuvrability Final EditedSaptarshi BasuNo ratings yet
- Nokia N97 User Guide: 9221217 Issue 2.0Document76 pagesNokia N97 User Guide: 9221217 Issue 2.0Boris CavarNo ratings yet
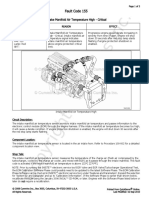
- Fault Code 155: Intake Manifold Air Temperature High - CriticalDocument3 pagesFault Code 155: Intake Manifold Air Temperature High - Criticalhamilton miranda100% (1)
- Rotary Gear Pump Manufacturers in India, Pulp Valve Manufacturers IndiaDocument3 pagesRotary Gear Pump Manufacturers in India, Pulp Valve Manufacturers IndiaKirit IndustriesNo ratings yet
- Series: Mechanical Style Pressure SwitchDocument15 pagesSeries: Mechanical Style Pressure SwitchPhúc Phan TiếnNo ratings yet
- Eplob Eplob/A Epmob Epmob/A: PhotocellsDocument2 pagesEplob Eplob/A Epmob Epmob/A: PhotocellsSupuran RichardoNo ratings yet
- 20 N 60 C 3Document13 pages20 N 60 C 3rashidmirzaNo ratings yet
- Larrabee JChem Educ 1990,67,267Document3 pagesLarrabee JChem Educ 1990,67,267κ.μ.α «— Brakat»No ratings yet
- M10 - Partial Replacement of Fine Aggregate Using Polystyrene in Lightweight CHB-CE-503Document19 pagesM10 - Partial Replacement of Fine Aggregate Using Polystyrene in Lightweight CHB-CE-503Michelle LeeNo ratings yet
- Eng ThreePDocument192 pagesEng ThreePMr Ahmed AbdallahNo ratings yet
- Coley A4Document49 pagesColey A4mfiarkeeaNo ratings yet
- Mycotoxin Test ProcedureDocument3 pagesMycotoxin Test ProcedureKishenthi KerisnanNo ratings yet
- Shariff NDocument4 pagesShariff NKruu ChinnuNo ratings yet
- 2nd - Science-Second-Quarter-Week-1Document37 pages2nd - Science-Second-Quarter-Week-1Arlene AranzasoNo ratings yet