You might also like
- U08282 - Algorithm and Advance Data StructureDocument16 pagesU08282 - Algorithm and Advance Data Structureitaliandude604No ratings yet
- U08282 - Algorithm and Advance Data StructureDocument16 pagesU08282 - Algorithm and Advance Data Structureitaliandude604No ratings yet
- Master Budget NotesDocument5 pagesMaster Budget Notesitaliandude604No ratings yet
- The TED Spread as an Indicator of 2008 Financial CrisisDocument4 pagesThe TED Spread as an Indicator of 2008 Financial Crisisitaliandude604No ratings yet
- Ceramic Art CritiqueDocument2 pagesCeramic Art Critiqueitaliandude604No ratings yet
- Fridah KahloDocument4 pagesFridah Kahloitaliandude604No ratings yet
- Api 4FDocument1 pageApi 4Fitaliandude604No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Vendor document review cover sheetDocument9 pagesVendor document review cover sheetvelmurug_balaNo ratings yet
- Codes RTDocument1 pageCodes RTJayeshNo ratings yet
- Best Practices For Steam Turbine Maintenance and OperationDocument2 pagesBest Practices For Steam Turbine Maintenance and OperationBen MusimaneNo ratings yet
- Air Handling Units Functional Sections and DesignationsDocument44 pagesAir Handling Units Functional Sections and Designationsdiagnoz7auto7carsvanNo ratings yet
- Saudi Aramco CBT Body of KnowledgeDocument6 pagesSaudi Aramco CBT Body of KnowledgeRajesh Kumar RaviNo ratings yet
- MicroFAST 0.75 FAST UnitDocument4 pagesMicroFAST 0.75 FAST UnitEduardo HasingNo ratings yet
- Yanmar 4TNV84T (Himoinsa 28kVA)Document40 pagesYanmar 4TNV84T (Himoinsa 28kVA)omarpat100% (7)
- Ducted Ac System: Standard EfficiencyDocument2 pagesDucted Ac System: Standard EfficiencycatherinejaramilloNo ratings yet
- 1TB03300 300C04 STC Wir Me 0010 - C2Document18 pages1TB03300 300C04 STC Wir Me 0010 - C2Saud KhanNo ratings yet
- Sprinkler Irrigation: By: R. J. PatelDocument81 pagesSprinkler Irrigation: By: R. J. PatelDhruv DholariyaNo ratings yet
- Agilent Atomic Absorption SuppliesDocument4 pagesAgilent Atomic Absorption Suppliessufyan_tsauriaNo ratings yet
- Manual de Operaciones PDFDocument40 pagesManual de Operaciones PDFMarco CetiNo ratings yet
- Series 300 API Filter PressDocument32 pagesSeries 300 API Filter PressVictor Manuel100% (1)
- Mid Mock Board - June 16, 2019 - Practical Problem - QuestionnaireDocument15 pagesMid Mock Board - June 16, 2019 - Practical Problem - QuestionnaireReyfel Desca0% (1)
- Eps12 PDFDocument3 pagesEps12 PDFFuadChiwaNo ratings yet
- Tobee® Warman SP SPR Vertical Slurry PumpsDocument8 pagesTobee® Warman SP SPR Vertical Slurry PumpsDonna ZhangNo ratings yet
- Complete Piping Solutions 4300 CPSDocument6 pagesComplete Piping Solutions 4300 CPSalihaydartekinNo ratings yet
- Standard Practice For Ultrasonic Thickness TestingDocument1,522 pagesStandard Practice For Ultrasonic Thickness Testingjar_2100% (8)
- 6 - Construction Presentation - Electrical - Instrumentation PDFDocument178 pages6 - Construction Presentation - Electrical - Instrumentation PDFChinh Doan vanNo ratings yet
- RFP App A Solar Technical SpecificationDocument50 pagesRFP App A Solar Technical SpecificationarunghandwalNo ratings yet
- Corrosion ProtectionDocument95 pagesCorrosion ProtectionNestor Mijares100% (1)
- Proposed Poultry Fence MaterialsDocument81 pagesProposed Poultry Fence MaterialsRocky MontañerNo ratings yet
- Tricocat PDFDocument44 pagesTricocat PDFJuan PabloNo ratings yet
- Hannay - Spray Pressure WashingDocument19 pagesHannay - Spray Pressure WashingB. .A. L.No ratings yet
- Catalog 21Document120 pagesCatalog 21Rodamientos y Representaciones Industriales, S.A. de C.V. - Suc. QueretaroNo ratings yet
- Oil Country WF Model 57802-100TK Hydraulic Tubing TongDocument83 pagesOil Country WF Model 57802-100TK Hydraulic Tubing Tongwuillian barreto100% (1)
- WAVIN HDPE BOOKLET - Lowres Proof PDFDocument35 pagesWAVIN HDPE BOOKLET - Lowres Proof PDFTANASEGMIHAINo ratings yet
- Field+Inspection+Report HydrotestDocument36 pagesField+Inspection+Report Hydrotestyoi_123No ratings yet
- Engelsmann Vibration Sieves: Universal, Economic, Compact ScreeningDocument16 pagesEngelsmann Vibration Sieves: Universal, Economic, Compact ScreeningBagi84No ratings yet
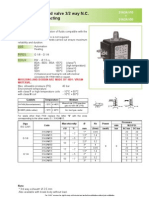
- Solenoid valve 3/2 way N.C. direct acting featuresDocument2 pagesSolenoid valve 3/2 way N.C. direct acting featuresJoseph A. LoeNo ratings yet