You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- QRF HD785-7Document2 pagesQRF HD785-7Ralf MaurerNo ratings yet
- Calm Your Aggressive DogDocument58 pagesCalm Your Aggressive DogASd33475% (4)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- NFPA 72 Fire Alarm TrainingDocument376 pagesNFPA 72 Fire Alarm TrainingFavori gcbNo ratings yet
- Life Sciences Part 1 CSIR JRF NET GATE DBT PDFDocument132 pagesLife Sciences Part 1 CSIR JRF NET GATE DBT PDFPavani Reddy68% (22)
- 10059-DC-K-01-A Design BasisDocument34 pages10059-DC-K-01-A Design BasisAnonymous RvIgDUNo ratings yet
- Using Failure Rate Data to Predict Electronic System ReliabilityDocument34 pagesUsing Failure Rate Data to Predict Electronic System ReliabilityTribu Vaquero JimenezNo ratings yet
- Chapter 3 - CT&VT - Part 1Document63 pagesChapter 3 - CT&VT - Part 1zhafran100% (1)
- Space Analysis in Orthodontic: University of GlasgowDocument16 pagesSpace Analysis in Orthodontic: University of GlasgowNizam Muhamad100% (1)
- QP MICROWAVE Bias TeesDocument2 pagesQP MICROWAVE Bias TeesTribu Vaquero JimenezNo ratings yet
- Guidelines To Understanding Reliability Prediction - MTBF Report - 24 June 2005Document29 pagesGuidelines To Understanding Reliability Prediction - MTBF Report - 24 June 2005lsombrio0% (1)
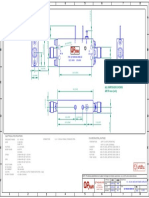
- All Dimensions Shown Are IN MM (Inch) : Ø2.5 (Ø0.10) Thru (4 Places) GroundDocument1 pageAll Dimensions Shown Are IN MM (Inch) : Ø2.5 (Ø0.10) Thru (4 Places) GroundTribu Vaquero JimenezNo ratings yet
- J1 RF in J2 RF Out D/C: XXXX S/N:XXX P/N: QP-AMLNA-0040-02Document1 pageJ1 RF in J2 RF Out D/C: XXXX S/N:XXX P/N: QP-AMLNA-0040-02Tribu Vaquero JimenezNo ratings yet
- Synthesizer User Manual - 00C (Model QP-FSPLL-0040-01) V1.7Document17 pagesSynthesizer User Manual - 00C (Model QP-FSPLL-0040-01) V1.7Tribu Vaquero JimenezNo ratings yet
- Ernst Martin - Rechen Machinen Part 6Document25 pagesErnst Martin - Rechen Machinen Part 6Tribu Vaquero JimenezNo ratings yet
- Conversiondela Moneda ExtranjeraDocument84 pagesConversiondela Moneda ExtranjeraBrandonNo ratings yet
- QP MICROWAVE AttenuatorsDocument2 pagesQP MICROWAVE AttenuatorsTribu Vaquero JimenezNo ratings yet
- J1 RF in J2 RF Out D/C: XXXX S/N:XXX P/N: QP-AMLNA-0040-01Document1 pageJ1 RF in J2 RF Out D/C: XXXX S/N:XXX P/N: QP-AMLNA-0040-01Tribu Vaquero JimenezNo ratings yet
- QP MICROWAVE AmplifiersDocument2 pagesQP MICROWAVE AmplifiersTribu Vaquero JimenezNo ratings yet
- Model 42100: Power DividersDocument3 pagesModel 42100: Power DividersTribu Vaquero JimenezNo ratings yet
- An Ultra Broad Band Reflection Type Phase ShifterDocument7 pagesAn Ultra Broad Band Reflection Type Phase ShifterTribu Vaquero JimenezNo ratings yet
- Microwave Hyperabrupt Tuning VaractorsDocument2 pagesMicrowave Hyperabrupt Tuning VaractorsTribu Vaquero JimenezNo ratings yet
- Av02 1995en, 0 PDFDocument3 pagesAv02 1995en, 0 PDFTribu Vaquero JimenezNo ratings yet
- Circuit Simulation of Varactor Loaded Line Phase Shifter: V C V CDocument4 pagesCircuit Simulation of Varactor Loaded Line Phase Shifter: V C V CdhvbkhnNo ratings yet
- CMD201 Ver 1 1 1214Document10 pagesCMD201 Ver 1 1 1214Tribu Vaquero JimenezNo ratings yet
- InTech-Coplanar Microstrip Transitions For Ultra Wideband CommunicationsDocument22 pagesInTech-Coplanar Microstrip Transitions For Ultra Wideband CommunicationsTribu Vaquero JimenezNo ratings yet
- Bias Circuits For RF DevicesDocument20 pagesBias Circuits For RF Devicesmaheshsamanapally100% (1)
- HG532s Home Gateway Product Description PDFDocument16 pagesHG532s Home Gateway Product Description PDFTribu Vaquero JimenezNo ratings yet
- The Future of MM-Wave PackagingDocument11 pagesThe Future of MM-Wave PackagingTribu Vaquero JimenezNo ratings yet
- FLM0910 4FDocument4 pagesFLM0910 4FTribu Vaquero JimenezNo ratings yet
- 2020-11 HBG Digital EditionDocument116 pages2020-11 HBG Digital EditionHawaii Beverage GuideNo ratings yet
- Manual Masina de Spalat Slim SamsungDocument1,020 pagesManual Masina de Spalat Slim SamsungPerfectreviewNo ratings yet
- Bio-Tank Guidelines for Indian RailwayDocument51 pagesBio-Tank Guidelines for Indian Railwayravi100% (2)
- Grab Go Porter S 5 ForcesDocument2 pagesGrab Go Porter S 5 ForcesUtkarsh SharmaNo ratings yet
- Ic Audio Mantao TEA2261Document34 pagesIc Audio Mantao TEA2261EarnestNo ratings yet
- Daudo PH-396PVP PDFDocument54 pagesDaudo PH-396PVP PDFVanBang TNNo ratings yet
- PERSONS Finals Reviewer Chi 0809Document153 pagesPERSONS Finals Reviewer Chi 0809Erika Angela GalceranNo ratings yet
- M-LVDT: Microminiature Displacement SensorDocument2 pagesM-LVDT: Microminiature Displacement Sensormahdi mohammadiNo ratings yet
- Iso 28000Document11 pagesIso 28000Aida FatmawatiNo ratings yet
- SM RSJ 420 800Document77 pagesSM RSJ 420 800elshan_asgarovNo ratings yet
- g21 Gluta MsdsDocument3 pagesg21 Gluta Msdsiza100% (1)
- Carpentry Shop: Building, Doors, Windows, Trusses, WorkbenchesDocument105 pagesCarpentry Shop: Building, Doors, Windows, Trusses, WorkbenchesVinod KumarNo ratings yet
- Circulatory System Packet BDocument5 pagesCirculatory System Packet BLouise SalvadorNo ratings yet
- Study On Marketing Strategies of Fast Food Joints in IndiaDocument35 pagesStudy On Marketing Strategies of Fast Food Joints in IndiaNiveditaParaashar100% (1)
- ERS M22 PC4 FerryDocument2 pagesERS M22 PC4 FerryouakgoodNo ratings yet
- WSO 2022 IB Working Conditions SurveyDocument42 pagesWSO 2022 IB Working Conditions SurveyPhạm Hồng HuếNo ratings yet
- Reading and Listening 2Document4 pagesReading and Listening 2Hải Anh TạNo ratings yet
- Human Capital FormationDocument9 pagesHuman Capital Formationtannu singh67% (6)
- Material Safety Data Sheet: WWW - Smartlab.co - IdDocument8 pagesMaterial Safety Data Sheet: WWW - Smartlab.co - Idlalan suparlanNo ratings yet
- XDocument266 pagesXTrần Thanh PhongNo ratings yet
- Junayed - 19 39800 1Document11 pagesJunayed - 19 39800 1gurujeeNo ratings yet
- Adolescent Development & Competency in Juvenile JusticeDocument16 pagesAdolescent Development & Competency in Juvenile JusticeJudith KNo ratings yet
- ME JBP 70A Pen Dissolved Oxygen Meter PDFDocument1 pageME JBP 70A Pen Dissolved Oxygen Meter PDFpiknikmonsterNo ratings yet