International Journal of Mechanical and Production
Engineering Research and Development (IJMPERD)
ISSN 2249-8001
Vol. 2 Issue 4 Dec - 2012 43-50
TJPRC Pvt. Ltd.,
THE EFFECT OF HEAT INPUT & TRAVEL SPEED ON THE WELDING RESIDUAL
STRESS BY FINITE ELEMENT METHOD
1
P.D.SUDERSANAN &
2
U.N.KEMPAIAH
1
Assistant Professor & Head, Dept. of Mechanical Engineering, Dr.T.Thimmaiah Institute of Technology, K.G.F, India.
2
Dr.U.N.Kempaiah, Professor & Head, Dept. of Mechanical Engineering, Govt. Engineering College, Ramanagar, India
ABSTRACT
The welding is one of the most common joining processes in the industry today. Despite the development in
welding technology the undesirable part of this joining process, i.e. residual stress is still a major concern. These residual
stresses can be detrimental to the life of the structures and the factors affecting these are studied by many investigators.
This paper studies the residual stress induced in the dual phase steel with changes in heat input and travel speed during Butt
welding. Multi pass butt welding is carried out on DP Steel specimens using MAG welding. The residual stress in the weld
metal, heat affected zone and base metal are measured using X-ray diffraction technique.
A sequentially coupled thermo mechanical analysis is carried out using ANSYS to validate the result. The
analysis shows good agreement with the experimental result. Further analysis using the validated FEM model is carried out
to investigate the effect of heat input on welding residual stress. The result shows a significant increase in residual stress
with the increase in heat input. It is also found to decrease with the increase in travel speed.
KEY WORDS: Dual Phase Steel, Residual Stress, X-Ray Diffraction, Thermo Mechanical Analysis
INTRODUCTION
It is well known that the any form of welding induces residual stress in the weld metal, heat affected zone and
base metal. This is due to the non uniform heating of the weld metal and base metal during welding and shrinkage
thereafter. These stresses may be detrimental to the life of the structure. Residual stresses induced may be either tensile or
compressive. Tensile residual stresses are more damaging to the structure since it leads to fatigue failure. The growing
demand for newer materials with improved mechanical properties has led to the development of dual phase steels with
varying percentages of martensite. Low carbon steels can be transformed to dual phase steels having superior strength by
Intercritical heat treatment. The heat treatment involves heating the steel to intercritical temperature range to obtain ferrite
and austenite followed by quenching to get ferrite-martensite dual phase structure. These steels have high strength,
ductility, toughness, high initial strain hardening and exhibit continuous yielding. In dual phase steel martensite is
dispersed in a soft ductile ferrite matrix. In this study multi pass welding is carried out on different samples of dual phase
steels with varying percentage of martensite. The longitudinal and transverse residual stress are measured using X-ray
diffraction test in the weld bead, heat effected zone and the base metal region. A sequentially coupled thermo mechanical
analysis using ANSYS is carried out to verify the result.
LITERATURE SURVEY
The dual phase steels with a high strength to weight ratio have created great interest in the automotive sector [1]-
[3]. Dual phase steels possess high tensile strength, high work hardening rate at the starting of plastic deformation and also
44 P.D.Sudersanan & U.N.Kempaiah
possess good ductility. These favourable properties are due to dual phase structure of dual phase steel. The soft ferrite
phase provides the required ductility where as the hard phase martensite imparts the required strength [5]-[7]. Dual phase
steels also possess continuous yielding behaviour, uniform plastic deformation and good formability [8]. The hardness of
dual phase steel is considerably improved due to the presence of harder martensite phase compared to the normal steel with
ferrite pearlite microstructure [9],[10]. The dual phase steels with martensite content up to 60% are found suitable for
structural welding applications [11].
A detailed study of the temperature dependent material properties reveals that the yield stress is the most
influencing mechanical property on residual stress simulation using FEM. Youngs modulus and thermal expansion
coefficient were found to have little influence on residual stress [12]. Hardenability and presence of hydrogen coupled with
residual stress in the weld initiates cracks in the welding of high strength steel. The residual stress is analysed using FEM
and the instantaneous stress levels are found to be exceeding the yield strength of the material [13]. Residual stresses
induced in butt welding of dissimilar pipes are simulated using ANSYS by S.Nadimi and et al. The peak longitudinal
residual stress is observed in the metal with highest strength [14]. Comparison of residual stresses induced in butt welded
joint is studied using full 3D and Shell/3D modelling using both ABAQUS and ANSYS in order to reduce the computing
time [16]. No significant difference in computed residual stress is observed by the study. The effect of thermal conductivity
on welding residual stresses is studied by two dimensional FEM analysis by E. Armentani and et al [17]. The study
concluded that both the form of residual stresses are affected to some extend by changes in thermal conductivity. No
systematic study is reported in the literature relating the effect of heat input and travel speed on the residual stresses
induced during multi pass welding of the dual phase steel.
METHODOLOGY
The composition of HSLA steel samples were tested using Optical Emission Spectrometer and Carbon &
Sulphur analyser. The composition obtained after the analysis of the base metal is tabulated in table 1.
Table 1: Chemical Composition of Specimen
Element Weight %
C 0.13
Mn 1.18
S 0.010
P 0.001
Si 0.30
Cr 0.047
Mo 0.057
B 0.001
Ni 0.048
The specimens sizes of 100mm x 100mm x 14mm are first austenized by heating using an electrical Muffle
furnace. They are heated to 920
o
C which is above the austenizing temperature for low carbon steels. The specimens are
held at 920
o
C for 30 minutes and then quenched in 9% iced brine solution at -7
o
C. The critical annealing temperatures of
the base metal are estimated using Andrews equation [18], [19]. The lower and upper critical temperatures are
approximated as 720
o
C and 816
o
C respectively. The specimens are then heated to different intercritical temperatures
ranging from 730
o
C to 810
o
C before finally quenched in Servo quench 707 oil at 25
o
C to obtain dual phase microstructure.
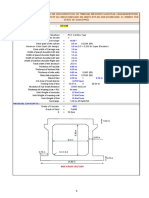
The fig.1 shows the joint design for butt welding and the sequence of welding used in the study. The specimens
are butt welded using MAG welding using ER 705-6 filler material after edge preparation. Four passes are used for the
The Effect of Heat Input & Travel Speed on the Welding Residual Stress by Finite Element Method 45
welding of 14mm thick dual phase steel plates. The specimens are cooled to room temperatures before next pass. The
voltage, current and travel speed are recorded during each pass. The residual stresses induced in the welded plates are
measured using X-ray diffraction test in the weld bead, heat effected zone and base metal region.
Fig. 1: The Welding Joint Design and the Sequence of Welding Used in the Present Study
A model is generated in ANSYS using the graphical user interface. The root gap and the V-groove are provided to
accommodate the filler metal and to complete the welding in four passes. The elements in the root gap and groove are
separately created. The filler material is assumed to have the same properties of the base metal. The temperature dependent
material properties are defined [20]. Simplified properties constituted by a piece-wise linear function with temperature for
the yield stress as suggested by X.K.Zhu and et al [12] are used for weld simulation and analysis. The temperature
dependent material properties used in the study are shown in figures 2&3.The convection heat transfer coefficient and the
ambient temperature are taken as 10W/m
2
K and 298K respectively.
Fig. 2: The Temperature Dependent Thermo Mechanical Properties.
Fig. 3: The Temperature Dependent Thermo Physical Properties.
0
1
2
3
0 500 1000 1500 2000
Young's Modulus x 100 GPa
Poissons Ratio
Temperature
o
C
0
0.4
0.8
1.2
0 500 1000 1500 2000
Thermal conductivity (W/mk) x 125
Speciific heat (J/kgK) x 1000
Temperature
o
C
46 P.D.Sudersanan & U.N.Kempaiah
The model is then meshed using solid70 elements before conducting the transient thermal analysis. The elements
for the filler metal are separately meshed to identify the element numbers. For thermal analysis an APDL macro is used to
apply the simulation of moving heat source. By knowing the element numbers a Do loop is used in the macro to apply heat
flux on the elements. Element birth and death capability of ANSYS is used to deal with the filler material deposition as the
welding progresses. All the elements including the filler material are generated before the start of the simulation. All the
elements in the filler metal region are initially deactivated. They are activated using separate commands before coming in
to contact with the heat source.
The heat source is assumed to have double ellipsoidal nature as suggested by Goldak and et al [15]. The heat flux
distribution is shown in fig4.The heat flux distribution at the front portion and rear portion of the double ellipsoidal arc, q
f
and q
r
are given by the governing equations (1) and (2).
q
f
=
63]
]
]
]
u
]
bc
c
{ -3(
x
2
c
]
2
+
j
2
b
2
+
z
2
c
2
]
(1)
q
r
=
63]
r
]
r
u
r
bc
c
{ -3(
x
2
c
r
2
+
j
2
b
2
+
z
2
c
2
]
(2)
Where,
and
]
are the heat flux distribution factors in the front and rear portion of the arc.
Q = VI
+
]
=2
= efficiency of arc (0.85 is taken for this analysis)
Q = Heat Input (Watts)
V = Voltage (Volts)
I = Current (Ampere)
Fig. 4: The Heat Source Model Used in the Present Study
The heat source parameters used to model the heat source in the present study is given in the table2.
Table 2: Heat Source Parameters Used for Welding
Parameter a
f
a
r
b c f
f
f
r
Size
4
mm
12
mm
8
mm
3.5
mm
0.45 1.55
The Effect of Heat Input & Travel Speed on the Welding Residual Stress by Finite Element Method 47
The temperature history is stored for every time step to be used later for the structural analysis. In the structural
analysis the element type is changed to solid185 using element change command. The boundary constraints are applied and
a transient structural solution is obtained using a separate macro written using APDL. The structural analysis uses the same
time steps and loop used for the thermal analysis.
RESULTS AND DISCUSSIONS
The percentage of ferrite and martensite in the different samples of dual phase steel are measured using point
counting method as per ASTM E562 standard. The percentage of martensite in the dual phase steel is influenced by the
intercritical annealing temperature. The residual stresses in the samples of different martensite content are measured in the
welded region, heat affected zone and base metal by X-ray diffraction test. No significant change in the residual stress
pattern is observed with changes in martensite content. A sequentially coupled thermo mechanical analysis using ANSYS
is carried out to verify the result obtained. The predicted result using ANSYS analysis shows a deviation up to 18%.
The model is further used to study the effect of heat input and travel speed on the residual stresses. The heat input
is varied from 2000W to 3000W and the travel speed from 1mm/sec to 4mm/sec. The residual stresses are found to vary
significantly with the heat input and travel speed. The temperature contour plot at the end of 10 seconds from the start of
the welding is shown in fig.5.
Fig. 5: The Temperature in Kelvin at the End of 10sec from the Start of the Welding for a Heat Input of 2000w and
Travel Speed 4mm/Sec
Fig. 6: Variation of Maximum Longitudinal Residual Stress with Travel Speed
0
100
200
300
400
500
0.5 1.5 2.5 3.5 4.5
L
o
n
g
i
t
u
d
i
n
a
l
R
e
s
i
d
u
a
l
S
t
r
e
s
s
-
M
P
a
Travel Speed - mm/sec
2000W
2500W
3000W
48 P.D.Sudersanan & U.N.Kempaiah
The variation of longitudinal residual stress with travel speeds for different heat input is shown in fig6.The
longitudinal residual stress has decreased considerably with arc travel speed for all heat input values analysed. The same is
found to increase with the heat input for every input of travel speed.
Fig. 7: Comparison of Experimental Longitudinal Residual Stress with FEM for a Heat Input of 2000W and Travel
Speed 4mm/Sec
The longitudinal residual stress obtained from 3D FEM analysis and the experimental result for a heat input of
2000W and travel speed of 4mm/sec is plotted in fig 7. Figures 8-10 shows the ANSYS path plots for Longitudinal and
transverse stress variation across and along the weld line. The contour plot for longitudinal residual stress at the end of
welding is shown in fig.11.
Fig. 8: Longitudinal Residual Stress Distribution in the Transverse Direction at the Centre of the Plate for a Heat
Input of 2000w and Travel Speed 4mm/Sec.
Fig. 9: Longitudinal Residual Stress Distribution Along the weld Bead for a Heat Input of 2000w and Travel Speed
4mm/Sec.
-60
-40
-20
0
20
40
60
80
100
120
140
0 10 20 30 40 50
R
e
s
i
d
u
a
l
s
t
r
e
s
s
i
n
M
P
a
Distance in mm
FEM
EXP
The Effect of Heat Input & Travel Speed on the Welding Residual Stress by Finite Element Method 49
.
Fig. 10: Transverse Residual Stress Distribution Along the Weld Bead for a Heat Input of 2000w Speed and Travel
4mm/Sec.
Fig. 11: Contour Plot of Longitudinal Residual Stress Distribution at the End of Welding for a Heat Input of 2000w
and Travel Speed 4mm/Sec
CONCLUSIONS
The Intercritical temperature has shown a considerable influence on the volume fraction of the dual phase steel
and increased nonlinearly with it. X-ray diffraction tests were carried out on various samples to study the effect of
percentage of martensite in the dual phase steel on the residual stress introduced after welding. The results show no
significant influence of percentage of martensite on the residual stress. The FEM simulation and consequent thermo
mechanical analysis carried out has shown the residual stress increases with heat input. It is also observed that the residual
stress considerably decreases with travel speed. The transverse residual stress induced in the welding is negligible except at
the starting and ending of the weld.
REFERENCES
1. S Hayami, T Furukawa, Microalloying75, Proceedings of International Symposium on HSLA alloys,
Washington D.C., Pp.311-320, 1977.
2. M S Rashid, G.M 980X-A Unique strength sheet steel with superior formability, SAE, No. 760206, Pp. 23-27,
1976.
3. K Hulka, Dual phase and Trip steels, ASM Metals Park Ohio, Pp.1- 4, 2000.
50 P.D.Sudersanan & U.N.Kempaiah
4. Hills D J, Llewellyn D T, Evans P J, Rapid Annealing of Dual-Phase Steels, Iron making and Steel making,
Vol. 25, No.1, Pp. 47-54, 1998.
5. Davies R G, Magee C.L, Structure and Properties of Dual-Phase Steels, The Metallurgical Society of AIME,
Warrendale, PA, Pp.1-19, 1979.
6. Asim Bag, Evolution of high martensite dual phase steels and their structure-property relations, PhD thesis, IIT,
Kharagpur, India, 1995.
7. Rashid M S, Formable HSLA and dual phase steels, Proceedings of the Metallurgical society of AIME,
Michigan, USA, Pp. 1-24, 1979.
8. R G Davies, Influence of martensite composition and content on the properties of dual phase steels, Metall.
Transactions: A, Vol.9, Pp. 671-679, 1978.
9. A Kumar, S.B.Sing, K.K.Ray, Influence of bainite-martensite content on the tensile properties of low carbon
dual phase steels, Material Science and .Engineering A, Vol. 474, No.1-2, Pp. 270-282, 2008.
10. U.N.Kempaiah, Muralidhara.B.K, Asim Bag and Prasad.N.V, Weldability of dual phase steels for structural
applications, Proceedings of International welding conference 2001, New Delhi, Feb 14-17
th
, Pp.204-217, 2001.
11. X.K.Zhu,Y.J.Chao, Effect of temperature-dependent material properties on welding simulation, Computers and
Structures,Vol.80,Pp.967-976,2002.
12. Li Yajiang, Wang Juan, Chen Maoai and Shen Xiaoqin, Finite element analysis of residual stress in welded zone
of high strength steel, Bull. Material Science, Vol.27, No.2, Pp.127-132, 2004.
13. S.Nadimi, R.J.Khoushehmehr, B.Rohani and A.Moustafapour, Investigation and Analysis of weld induced
residual stresses in two dissimilar pipes by finite element modelling, Journal of Applied Science, Vol.8(6),
Pp.1014-1020, 2008.
14. Goldak J, Chakravarti A, Bibby.M, A new finite element model for welding heat source, Metall Transactions B,
15B, Pp. 299-305, 1984.
15. Mato Peric, Dragi Stamenkovic and Vili Milkovic, Comparison of residual stresses in butt- welded plates
using software packages Abaqus and Ansys, Scientific Technical Review, vol.60, No3-4, Pp.22-26, 2010.
16. E.Armentani, R.Esposito and R.Sepe, The effect of Thermal properties and weld efficiency on residual stresses
in welding, Journal of Achievements in Materials and Manufacturing Engineering, Vol. 20, Iss.1-2, Pp.319-322,
2007.
17. K W Andrews, Empirical formulae for the calculation of some transformation temperatures, Journal of the Iron
and Steel Institute Vol. 203, Pp. 721-727, 1965.
18. Antonio Augusto Gorni, Steel forming and heat treating handbook, 2012 edition.
19. A.M.Malik, E.M.Qureshi and N.U.Dar, Analysis of circumferentially welded thin walled cylinders: Effects of
welding parameters on residual stresses, Proceedings of the 5
th
international conference on physical and
numerical simulation of materials processing (ICPNS07), Zhengzhou, China,October, 2007.
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- BeerVM11e PPT Ch12Document70 pagesBeerVM11e PPT Ch12brayanNo ratings yet
- Lab ReportDocument3 pagesLab ReportbluegenesterNo ratings yet
- IGCSE Coordinated Science Review Notes-PhysicsDocument95 pagesIGCSE Coordinated Science Review Notes-Physicsadriana100% (1)
- Comparative Study of Original Paithani & Duplicate Paithani: Shubha MahajanDocument8 pagesComparative Study of Original Paithani & Duplicate Paithani: Shubha MahajanTJPRC PublicationsNo ratings yet
- 2 29 1645708157 2ijtftjun20222Document8 pages2 29 1645708157 2ijtftjun20222TJPRC PublicationsNo ratings yet
- Flame Retardant Textiles For Electric Arc Flash Hazards: A ReviewDocument18 pagesFlame Retardant Textiles For Electric Arc Flash Hazards: A ReviewTJPRC PublicationsNo ratings yet
- 2 33 1641272961 1ijsmmrdjun20221Document16 pages2 33 1641272961 1ijsmmrdjun20221TJPRC PublicationsNo ratings yet
- Baluchari As The Cultural Icon of West Bengal: Reminding The Glorious Heritage of IndiaDocument14 pagesBaluchari As The Cultural Icon of West Bengal: Reminding The Glorious Heritage of IndiaTJPRC PublicationsNo ratings yet
- 2 44 1653632649 1ijprjun20221Document20 pages2 44 1653632649 1ijprjun20221TJPRC PublicationsNo ratings yet
- 2 4 1644229496 Ijrrdjun20221Document10 pages2 4 1644229496 Ijrrdjun20221TJPRC PublicationsNo ratings yet
- 2 51 1651909513 9ijmpsjun202209Document8 pages2 51 1651909513 9ijmpsjun202209TJPRC PublicationsNo ratings yet
- Using Nanoclay To Manufacture Engineered Wood Products-A ReviewDocument14 pagesUsing Nanoclay To Manufacture Engineered Wood Products-A ReviewTJPRC PublicationsNo ratings yet
- Development and Assessment of Appropriate Safety Playground Apparel For School Age Children in Rivers StateDocument10 pagesDevelopment and Assessment of Appropriate Safety Playground Apparel For School Age Children in Rivers StateTJPRC PublicationsNo ratings yet
- 2 52 1649841354 2ijpslirjun20222Document12 pages2 52 1649841354 2ijpslirjun20222TJPRC PublicationsNo ratings yet
- 2 51 1656420123 1ijmpsdec20221Document4 pages2 51 1656420123 1ijmpsdec20221TJPRC PublicationsNo ratings yet
- 2 67 1645871199 9ijmperdfeb202209Document8 pages2 67 1645871199 9ijmperdfeb202209TJPRC PublicationsNo ratings yet
- A Review of "Swarna Tantram"-A Textbook On Alchemy (Lohavedha)Document8 pagesA Review of "Swarna Tantram"-A Textbook On Alchemy (Lohavedha)TJPRC PublicationsNo ratings yet
- Dr. Gollavilli Sirisha, Dr. M. Rajani Cartor & Dr. V. Venkata RamaiahDocument12 pagesDr. Gollavilli Sirisha, Dr. M. Rajani Cartor & Dr. V. Venkata RamaiahTJPRC PublicationsNo ratings yet
- Covid-19: The Indian Healthcare Perspective: Meghna Mishra, Dr. Mamta Bansal & Mandeep NarangDocument8 pagesCovid-19: The Indian Healthcare Perspective: Meghna Mishra, Dr. Mamta Bansal & Mandeep NarangTJPRC PublicationsNo ratings yet
- An Observational Study On-Management of Anemia in CKD Using Erythropoietin AlphaDocument10 pagesAn Observational Study On-Management of Anemia in CKD Using Erythropoietin AlphaTJPRC PublicationsNo ratings yet
- Self-Medication Prevalence and Related Factors Among Baccalaureate Nursing StudentsDocument8 pagesSelf-Medication Prevalence and Related Factors Among Baccalaureate Nursing StudentsTJPRC PublicationsNo ratings yet
- 2 51 1647598330 5ijmpsjun202205Document10 pages2 51 1647598330 5ijmpsjun202205TJPRC PublicationsNo ratings yet
- Effectiveness of Reflexology On Post-Operative Outcomes Among Patients Undergoing Cardiac Surgery: A Systematic ReviewDocument14 pagesEffectiveness of Reflexology On Post-Operative Outcomes Among Patients Undergoing Cardiac Surgery: A Systematic ReviewTJPRC PublicationsNo ratings yet
- Vitamin D & Osteocalcin Levels in Children With Type 1 DM in Thi - Qar Province South of Iraq 2019Document16 pagesVitamin D & Osteocalcin Levels in Children With Type 1 DM in Thi - Qar Province South of Iraq 2019TJPRC PublicationsNo ratings yet
- Effect of Degassing Pressure Casting On Hardness, Density and Tear Strength of Silicone Rubber RTV 497 and RTV 00A With 30% Talc ReinforcementDocument8 pagesEffect of Degassing Pressure Casting On Hardness, Density and Tear Strength of Silicone Rubber RTV 497 and RTV 00A With 30% Talc ReinforcementTJPRC PublicationsNo ratings yet
- Analysis of Bolted-Flange Joint Using Finite Element MethodDocument12 pagesAnalysis of Bolted-Flange Joint Using Finite Element MethodTJPRC PublicationsNo ratings yet
- 2 67 1640070534 2ijmperdfeb202202Document14 pages2 67 1640070534 2ijmperdfeb202202TJPRC PublicationsNo ratings yet
- 2 67 1653022679 1ijmperdjun202201Document12 pages2 67 1653022679 1ijmperdjun202201TJPRC PublicationsNo ratings yet
- 2 67 1644220454 Ijmperdfeb202206Document9 pages2 67 1644220454 Ijmperdfeb202206TJPRC PublicationsNo ratings yet
- Numerical Analysis of Intricate Aluminium Tube Al6061T4 Thickness Variation at Different Friction Coefficient and Internal Pressures During BendingDocument18 pagesNumerical Analysis of Intricate Aluminium Tube Al6061T4 Thickness Variation at Different Friction Coefficient and Internal Pressures During BendingTJPRC PublicationsNo ratings yet
- Next Generation'S Energy and Time Efficient Novel Pressure CookerDocument16 pagesNext Generation'S Energy and Time Efficient Novel Pressure CookerTJPRC PublicationsNo ratings yet
- Comparative Fe Analysis of Automotive Leaf Spring Using Composite MaterialsDocument22 pagesComparative Fe Analysis of Automotive Leaf Spring Using Composite MaterialsTJPRC PublicationsNo ratings yet
- 2 67 1641277669 4ijmperdfeb202204Document10 pages2 67 1641277669 4ijmperdfeb202204TJPRC PublicationsNo ratings yet
- Unit 4 TrueDocument29 pagesUnit 4 TrueJojimar JulianNo ratings yet
- Grade XI SCIENCE - Holiday Homework & WorksheetsDocument19 pagesGrade XI SCIENCE - Holiday Homework & WorksheetsReeja MathewNo ratings yet
- Huzayyin Ahmed A 201111 PHD ThesisDocument113 pagesHuzayyin Ahmed A 201111 PHD ThesisHafiziAhmadNo ratings yet
- On The Homotopy Analysis Method For Non-Linear Vibration of BeamsDocument6 pagesOn The Homotopy Analysis Method For Non-Linear Vibration of BeamsRotNo ratings yet
- Structural Capacities of H-Shaped RC Core Wall Subjected To Lateral Load and Torsion PDFDocument8 pagesStructural Capacities of H-Shaped RC Core Wall Subjected To Lateral Load and Torsion PDFpatricklim1982No ratings yet
- Dr. Nurul Nadia Adnan Abridged By: DR. AHMAD HASSANDocument27 pagesDr. Nurul Nadia Adnan Abridged By: DR. AHMAD HASSANThalagawali RajagopalNo ratings yet
- ME 372 (Chapter-7) - External Forced ConvectionDocument53 pagesME 372 (Chapter-7) - External Forced Convectionالياس يونس مرغلانيNo ratings yet
- Derivation of Planck's Radiation Law - Part 3Document8 pagesDerivation of Planck's Radiation Law - Part 3Kyle VerrisNo ratings yet
- Football SpeedDocument2 pagesFootball SpeedTom HochhalterNo ratings yet
- Gaussian ThermochemistryDocument19 pagesGaussian ThermochemistryMoslem DaneshNo ratings yet
- ForensicPhysics - Falls From HeightDocument5 pagesForensicPhysics - Falls From HeightSanja KrajinovicNo ratings yet
- EME4403 Finite ElementDocument25 pagesEME4403 Finite ElementAmmar muhammadNo ratings yet
- PLAXIS - 2D - CEV21 - Tutorial - 04 - Settlements Due To Tunnel ConstructionDocument16 pagesPLAXIS - 2D - CEV21 - Tutorial - 04 - Settlements Due To Tunnel ConstructionjayawiadnyanaNo ratings yet
- PHD Application Research Proposal TemplateDocument2 pagesPHD Application Research Proposal TemplateZÄDsNo ratings yet
- Lecture 8 - Dislocation MotionDocument21 pagesLecture 8 - Dislocation Motionadela kingNo ratings yet
- 35+530 - VupDocument27 pages35+530 - VupPraveen Cyssan0% (1)
- Modelling The Flight Characteristics of A Soccer Ball PDFDocument9 pagesModelling The Flight Characteristics of A Soccer Ball PDFjason jenningsNo ratings yet
- Crane Beam Design: Code AISC (ASD) FY 34.5kn/cm2Document1 pageCrane Beam Design: Code AISC (ASD) FY 34.5kn/cm2Meeran MohamedNo ratings yet
- Statistical Mechanics Theory and Molecular Simulation 2Nd Edition Mark E Tuckerman All ChapterDocument67 pagesStatistical Mechanics Theory and Molecular Simulation 2Nd Edition Mark E Tuckerman All Chapterkathy.mcquiston714100% (3)
- IJNN Volume 11 Issue 4 Pages 241-248Document8 pagesIJNN Volume 11 Issue 4 Pages 241-248SanjuNo ratings yet
- Chapter III: TensorsDocument9 pagesChapter III: Tensorssayandatta1No ratings yet
- Tzempelikos D. Et Al - Airflow Patterns in A Laboratory Batch-Type, Tray Air Dryer - Ic-Scce2012 - ProceedingsDocument10 pagesTzempelikos D. Et Al - Airflow Patterns in A Laboratory Batch-Type, Tray Air Dryer - Ic-Scce2012 - ProceedingsAndronikos FiliosNo ratings yet
- Enerpac - Multipliers Repair Parts SheetDocument12 pagesEnerpac - Multipliers Repair Parts SheetCruzCarrizalesNo ratings yet
- Vehicle Dynamics HandbookDocument110 pagesVehicle Dynamics HandbookFer SalazarNo ratings yet
- Reinforced Concrete FootingsDocument13 pagesReinforced Concrete FootingsMike MatshonaNo ratings yet
- 14.06 Archimedes Principle and BuoyancyDocument4 pages14.06 Archimedes Principle and Buoyancyderipsitumorang19No ratings yet
- Analysis Log EtabsDocument5 pagesAnalysis Log EtabssahmeduNo ratings yet