You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- GZHT91030146 : Intertek Testing Services Shenzhen Ltd. Guangzhou BranchDocument9 pagesGZHT91030146 : Intertek Testing Services Shenzhen Ltd. Guangzhou BranchIron Man100% (1)
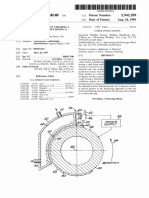
- Smooth Surface WP PatentDocument9 pagesSmooth Surface WP Patentprabhatkumar_6657012No ratings yet
- Fcaw & Saw W: EldingDocument47 pagesFcaw & Saw W: Eldingprabhatkumar_6657012No ratings yet
- Steel Casting Parts Parfect Casting Co.,LtdDocument2 pagesSteel Casting Parts Parfect Casting Co.,Ltdprabhatkumar_6657012No ratings yet
- 974289Document113 pages974289prabhatkumar_6657012No ratings yet
- Metallurgy and Materials Technology Metallurgy and Materials TechnologyDocument2 pagesMetallurgy and Materials Technology Metallurgy and Materials Technologyprabhatkumar_6657012No ratings yet
- IotDocument4 pagesIotprabhatkumar_6657012No ratings yet
- 05 Krawczyk Welding Parameter Ranges in Relation To Metal Transfer Method in Welding ArcDocument6 pages05 Krawczyk Welding Parameter Ranges in Relation To Metal Transfer Method in Welding Arcprabhatkumar_6657012No ratings yet
- Welding Alloys Hardface r25-S - 200415Document1,085 pagesWelding Alloys Hardface r25-S - 200415prabhatkumar_6657012No ratings yet
- UPSC Civil Services Notification 2017 - Out!!Document92 pagesUPSC Civil Services Notification 2017 - Out!!nidhi tripathiNo ratings yet
- Determination of Residual Stresses by X-Ray - Diffraction - Issue 2Document77 pagesDetermination of Residual Stresses by X-Ray - Diffraction - Issue 2Roman MinikayevNo ratings yet
- Vision for the Future of WeldingDocument41 pagesVision for the Future of Weldingأحمد دعبسNo ratings yet
- QC11Document170 pagesQC11prabhatkumar_66570120% (1)
- Metallographic EtchantsDocument2 pagesMetallographic Etchantsprabhatkumar_6657012100% (1)
- JoiningDocument52 pagesJoiningJade Al BoodoosinghNo ratings yet
- UPSC Civil Services Prelims ResultsDocument32 pagesUPSC Civil Services Prelims ResultsNDTVNo ratings yet
- Lecture 5 & 6Document6 pagesLecture 5 & 6prabhatkumar_6657012No ratings yet
- DIN 17175 Seamless Steel Pipes, Boiler Tube, Boiler Pipe, Seamless PipeDocument3 pagesDIN 17175 Seamless Steel Pipes, Boiler Tube, Boiler Pipe, Seamless Pipeprabhatkumar_6657012No ratings yet
- Paper - 5QA 002 SA1Document12 pagesPaper - 5QA 002 SA1kreksomukti5508100% (1)
- Strain AgeingDocument74 pagesStrain Ageingprabhatkumar_6657012No ratings yet
- R09525Document4 pagesR09525prabhatkumar_6657012No ratings yet
- 20th Century WeldingDocument2 pages20th Century Weldingprabhatkumar_6657012No ratings yet
- Lincoln Self Shielded FCAW GuidelinesDocument52 pagesLincoln Self Shielded FCAW GuidelinesdomsonengNo ratings yet
- Carta Maestra de Soldadura y CortDocument7 pagesCarta Maestra de Soldadura y CortAlejandro Del Valle TovarNo ratings yet
- Low Hydrogen Filler MetalsDocument3 pagesLow Hydrogen Filler Metalsprabhatkumar_6657012No ratings yet
- Carta Maestra de Soldadura y CortDocument7 pagesCarta Maestra de Soldadura y CortAlejandro Del Valle TovarNo ratings yet
- Welding Procedure SpecificationDocument1 pageWelding Procedure Specificationfallalovaldes100% (1)
- Hardness TestingDocument25 pagesHardness Testingprabhatkumar_6657012100% (1)
- WeldingDocument21 pagesWeldingprabhatkumar_6657012No ratings yet
- Balflex 24o Tube Fittings Adapters 2020Document85 pagesBalflex 24o Tube Fittings Adapters 2020Francisco Rojas MarinNo ratings yet
- Csa - Sprayer Reporting App Problem StatementDocument1 pageCsa - Sprayer Reporting App Problem Statementapi-542759774No ratings yet
- Note 7 - Welder Test - Mechanical Test and X-RayDocument29 pagesNote 7 - Welder Test - Mechanical Test and X-RayMohamad Yusuf HelmiNo ratings yet
- A Look at The Greenfield Foundries of 2020Document12 pagesA Look at The Greenfield Foundries of 2020skluxNo ratings yet
- Extrusion Cooking Technology in Food Processing - An OverviewDocument10 pagesExtrusion Cooking Technology in Food Processing - An OverviewMaria MubeenNo ratings yet
- SOME BASIC CONCEPTS OF CHEMISTRY Class TestDocument3 pagesSOME BASIC CONCEPTS OF CHEMISTRY Class TestUtkarsh kumarNo ratings yet
- Ground Floor Sanitary & Storm Drainage Isometric Ground Floor Waterline IsometricDocument1 pageGround Floor Sanitary & Storm Drainage Isometric Ground Floor Waterline IsometricroiNo ratings yet
- Lab Alcohols: ObjectivesDocument4 pagesLab Alcohols: ObjectivesNa'im SuhaimiNo ratings yet
- Small - 2019 - Liu - Recent Progress of Layered Transition Metal Oxide Cathodes For Sodium Ion BatteriesDocument24 pagesSmall - 2019 - Liu - Recent Progress of Layered Transition Metal Oxide Cathodes For Sodium Ion Batteriesshao wangNo ratings yet
- Water Quality IndicatorsDocument38 pagesWater Quality IndicatorsLa Ode Muhammad ErifNo ratings yet
- 1-Concrete Mixer SummaryDocument4 pages1-Concrete Mixer SummaryDenise Ann CuencaNo ratings yet
- Pharmacokinetics Review CEE With Practice ProblemsDocument148 pagesPharmacokinetics Review CEE With Practice ProblemsBenhur Leithold LapitanNo ratings yet
- Praktikum Kimia Organik 1 Uin Jakarta PkimDocument31 pagesPraktikum Kimia Organik 1 Uin Jakarta PkimNur BillahNo ratings yet
- Susan Jonson - (Strangers in The Night SS) - Natural AttractionDocument73 pagesSusan Jonson - (Strangers in The Night SS) - Natural AttractionNarbonaNo ratings yet
- Novel Materials SynthesisDocument42 pagesNovel Materials SynthesisDnayneshwarNo ratings yet
- Summary of Cymbalta Withdrawal InformationDocument395 pagesSummary of Cymbalta Withdrawal InformationMarcelNo ratings yet
- Aplication Bioisoster in Drug Design by Lit - Y - Morita - M1Document17 pagesAplication Bioisoster in Drug Design by Lit - Y - Morita - M1FitriAmeliaNo ratings yet
- Assignment-Dr. SaliyanaDocument5 pagesAssignment-Dr. Saliyanawani kitiniNo ratings yet
- Aerofom - Alu Glass Tape Technical Data SheetDocument1 pageAerofom - Alu Glass Tape Technical Data SheetChris SolonNo ratings yet
- 2015 Dow Chemical Annual ReportDocument188 pages2015 Dow Chemical Annual ReportVu Thanh ThuongNo ratings yet
- Experiment - Arc WeldingDocument5 pagesExperiment - Arc WeldingAl Anood Al AmeriNo ratings yet
- Visikol-HISTO - Clarifying Tissue For MicrosDocument30 pagesVisikol-HISTO - Clarifying Tissue For MicrosSathyaSrNo ratings yet
- Sapien Development of VRT With Phoenix PresentationDocument36 pagesSapien Development of VRT With Phoenix Presentationhalessteve100% (4)
- Oil Center Research, LLC 8 0 0 - 2 5 6 - 8 9 7 7: DependaDocument2 pagesOil Center Research, LLC 8 0 0 - 2 5 6 - 8 9 7 7: DependafrdrfdederNo ratings yet
- CRB Handout 09.10.18Document19 pagesCRB Handout 09.10.18A.K.SINGHNo ratings yet
- Determine Fluid Saturation Using Solvent ExtractionDocument19 pagesDetermine Fluid Saturation Using Solvent ExtractionKeanu ParanindhiaNo ratings yet
- A.2. Noncompetitive InhibitionDocument6 pagesA.2. Noncompetitive InhibitionFlorecita CabañogNo ratings yet
- Quality Manual: I. Functional ObjectiveDocument7 pagesQuality Manual: I. Functional ObjectiveRonald OlacNo ratings yet
- Cable Cleats R2Document13 pagesCable Cleats R2Vishal RanjanNo ratings yet