You might also like
- Non-Traditional Processes: ManufacturingDocument49 pagesNon-Traditional Processes: ManufacturingShubham ChomalNo ratings yet
- Received 15 March 1978Document9 pagesReceived 15 March 1978Awadhesh RathiNo ratings yet
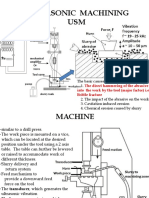
- Ultra Sonic Machining (USM) Process OverviewDocument18 pagesUltra Sonic Machining (USM) Process OverviewYogesh PrabhakarNo ratings yet
- Here are the answers to the quiz questions:1. Germanium 2. Steel3. Increase MRR4. MechanicalDocument13 pagesHere are the answers to the quiz questions:1. Germanium 2. Steel3. Increase MRR4. MechanicalSaswat KhataiNo ratings yet
- Lecture 2 - 06-03-2024Document19 pagesLecture 2 - 06-03-2024rohithconnect021No ratings yet
- Appropriate Design Method Adopted For Single Point Cutting ToolDocument7 pagesAppropriate Design Method Adopted For Single Point Cutting ToolInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Ultrasonic Machining (USM)Document20 pagesUltrasonic Machining (USM)Prateek SharmaNo ratings yet
- El-Hofy Fundamentals of Machining Processes Tema 10Document42 pagesEl-Hofy Fundamentals of Machining Processes Tema 10chompo83No ratings yet
- KIM E KIM MicromachiningDocument12 pagesKIM E KIM Micromachininggande10No ratings yet
- Non Traditional Machining ProcessesDocument108 pagesNon Traditional Machining ProcessesAsheeshKumarNo ratings yet
- Cutting Forces in Hard Turning Comprising Tool Flank Wear and Its Implication For The Friction Between Tool and WorkpieceDocument7 pagesCutting Forces in Hard Turning Comprising Tool Flank Wear and Its Implication For The Friction Between Tool and Workpiecematic91No ratings yet
- Advanced Manufacturing Techniques-1Document132 pagesAdvanced Manufacturing Techniques-1Nishant SinhaNo ratings yet
- Lie Wald 2011Document7 pagesLie Wald 2011Anonymous gGlZpFNo ratings yet
- Machining MetalsDocument20 pagesMachining MetalshemakumarsNo ratings yet
- A Model of Surface Roughness Constitution in The Metal Cutting Process Applying Tools With Defined StereometryDocument10 pagesA Model of Surface Roughness Constitution in The Metal Cutting Process Applying Tools With Defined StereometryChiheb BaNo ratings yet
- Analysis On Grinding Media Motion in Ball Mill by Discrete Element MethodDocument5 pagesAnalysis On Grinding Media Motion in Ball Mill by Discrete Element MethodjamalNo ratings yet
- Usm PDFDocument5 pagesUsm PDFPANKWORLDNo ratings yet
- Ntmp2014 UsmDocument17 pagesNtmp2014 UsmShashank GauravNo ratings yet
- Intetrnational Journal of Machine ToolsDocument23 pagesIntetrnational Journal of Machine ToolsRif FaiNo ratings yet
- 4 Lecture Notes Turning ProcessDocument23 pages4 Lecture Notes Turning ProcessAkun SayaNo ratings yet
- Structurl and Thermal Fea Analysis of Wet Multi Plate Clutch by Varying Friction Surface Materials - 1604927749Document7 pagesStructurl and Thermal Fea Analysis of Wet Multi Plate Clutch by Varying Friction Surface Materials - 1604927749Hod of ME PRRMNo ratings yet
- Finite Element Analysis of Transformer C PDFDocument5 pagesFinite Element Analysis of Transformer C PDFJose CasaisNo ratings yet
- 2004-Deng-Finite Element Analysis of Effects of Ball Burnishing Parameters OnDocument6 pages2004-Deng-Finite Element Analysis of Effects of Ball Burnishing Parameters OnJesus Ismael Jimenez GarciaNo ratings yet
- Angle of Nip PDFDocument11 pagesAngle of Nip PDFanasabdullah100% (1)
- Deep Drawing Process GuideDocument26 pagesDeep Drawing Process Guidemck_medo100% (1)
- Choudhury 2004Document5 pagesChoudhury 2004Fábio CamposNo ratings yet
- Problems of Clamping Rotary Tools: Jaroslav Kunstfeld, Josef BrychtaDocument4 pagesProblems of Clamping Rotary Tools: Jaroslav Kunstfeld, Josef BrychtaMaid GanjgoNo ratings yet
- Two-Body Abrasive Wear Model ExplainedDocument3 pagesTwo-Body Abrasive Wear Model ExplainedAdane MinuyeNo ratings yet
- Single Point CuttingDocument35 pagesSingle Point CuttingCameron GrantNo ratings yet
- Blanking Tool Wear Modeling Using The Finite Element MethodDocument15 pagesBlanking Tool Wear Modeling Using The Finite Element MethodMatheus William CesarNo ratings yet
- State-Of-The-Art Review On VAM Principle, SystemDocument17 pagesState-Of-The-Art Review On VAM Principle, SystemAbhishek BihariNo ratings yet
- Spe/Iadc: Applications of A Real Time Wellbore Friction AnalysisDocument10 pagesSpe/Iadc: Applications of A Real Time Wellbore Friction AnalysisAhmed Ali AlsubaihNo ratings yet
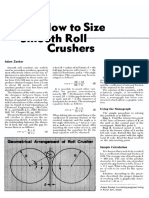
- How To Size Smooth Roll CrushersDocument2 pagesHow To Size Smooth Roll CrushersEdu BauNo ratings yet
- Hu 2012Document6 pagesHu 2012Anonymous gGlZpFNo ratings yet
- Tool WearDocument12 pagesTool WearSharath Kumar Bm100% (1)
- 3D Finite Element Modeling of Thin-Wall Machining of Aluminum 7075-T6 AlloyDocument6 pages3D Finite Element Modeling of Thin-Wall Machining of Aluminum 7075-T6 AlloyBhasker RamagiriNo ratings yet
- Concrete Industrial Ground Floor Slab Design (TR34)Document3 pagesConcrete Industrial Ground Floor Slab Design (TR34)Nihar ShahNo ratings yet
- Tribology Regular Test 2Document4 pagesTribology Regular Test 2Qalu vibesNo ratings yet
- Simulation of Die-Sinking EDM by Discharge Location Searching AlgorithmDocument7 pagesSimulation of Die-Sinking EDM by Discharge Location Searching AlgorithmAwanish KumarNo ratings yet
- Modeling Flank Wear of Carbide Tool Insert in Metal CuttingDocument12 pagesModeling Flank Wear of Carbide Tool Insert in Metal CuttingBasarabeanuNo ratings yet
- Measuring fractal dimensions of engineered surfacesDocument5 pagesMeasuring fractal dimensions of engineered surfacesAbbas MNo ratings yet
- Abrasive Jet Machining (AJM) : Dr. Manas DasDocument40 pagesAbrasive Jet Machining (AJM) : Dr. Manas DasVicky Bawa-127No ratings yet
- Milling 23Document25 pagesMilling 23KhabirIslamNo ratings yet
- PRODUCTION Lecture and Quiz 2Document5 pagesPRODUCTION Lecture and Quiz 2DhaneshNo ratings yet
- Abrasive Jet MachiningDocument10 pagesAbrasive Jet MachiningFadlanbunglonNo ratings yet
- Effect of Blank Radius On Radial Stresses in Hydroforming Deep Drawing ProcessDocument7 pagesEffect of Blank Radius On Radial Stresses in Hydroforming Deep Drawing ProcessomkarnadkarniNo ratings yet
- DJJ30113 LAB SHEET LAB 3 Vickers Hardness TestDocument6 pagesDJJ30113 LAB SHEET LAB 3 Vickers Hardness TestArif DanialNo ratings yet
- Design of Two Way Slab (Continuous) : Given DataDocument3 pagesDesign of Two Way Slab (Continuous) : Given DataParwan Exceltech100% (1)
- Grade Slab ACI 150thkDocument7 pagesGrade Slab ACI 150thkraahul_nNo ratings yet
- Tool WearDocument11 pagesTool WearRam27092003 GermanNo ratings yet
- Machining Time For Lathe, Milling, Shaper EtcDocument189 pagesMachining Time For Lathe, Milling, Shaper EtchashimtkmceNo ratings yet
- Effect of Tool Edge Wear On The Cutting PDFDocument13 pagesEffect of Tool Edge Wear On The Cutting PDFTomescu MadalinNo ratings yet
- Chapter2 - 2nd LectureDocument22 pagesChapter2 - 2nd LectureKAMALJEET SINGHNo ratings yet
- First Semester Chapter Four: Friction ClutchesDocument26 pagesFirst Semester Chapter Four: Friction ClutchesJawed ShaikhNo ratings yet
- Author's Accepted Manuscript: Tribiology InternationalDocument22 pagesAuthor's Accepted Manuscript: Tribiology InternationalAzaath AzuNo ratings yet
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Strength of Materials and Structures: An Introduction to the Mechanics of Solids and StructuresFrom EverandStrength of Materials and Structures: An Introduction to the Mechanics of Solids and StructuresRating: 4 out of 5 stars4/5 (1)
- 41 Rolling Contact BearingsDocument11 pages41 Rolling Contact BearingsPRASAD326100% (3)
- 17 Power Screw Drives and Their EfficiencyDocument15 pages17 Power Screw Drives and Their EfficiencyPRASAD326100% (2)
- Block Diagram of Intel 8086Document5 pagesBlock Diagram of Intel 8086Ritesh SinghNo ratings yet
- 35 Design of Shoe BrakesDocument10 pages35 Design of Shoe BrakesPRASAD326100% (1)
- 38 Design of Flat Belt DrivesDocument9 pages38 Design of Flat Belt DrivesPRASAD326100% (1)
- 39 Design of V - Belt DrivesDocument10 pages39 Design of V - Belt DrivesPRASAD326100% (6)
- Bearing-Study Material Mechanical Engg-1Document14 pagesBearing-Study Material Mechanical Engg-1anishiitdNo ratings yet
- 37 Introduction To Belt DrivesDocument12 pages37 Introduction To Belt DrivesPRASAD326100% (11)
- 30 Design of Welded JointsDocument8 pages30 Design of Welded JointsPRASAD326No ratings yet
- 32 Design of Eccentrically Loaded Bolted or Riveted JointsDocument10 pages32 Design of Eccentrically Loaded Bolted or Riveted JointsPRASAD326100% (3)
- 34 Design of Joints With Variable LoadingDocument8 pages34 Design of Joints With Variable LoadingPRASAD326100% (1)
- 31 Design of Adhesive JointsDocument8 pages31 Design of Adhesive JointsPRASAD326100% (1)
- 33 Design of Eccentrically Loaded Welded JointsDocument10 pages33 Design of Eccentrically Loaded Welded JointsPRASAD326No ratings yet
- 36 Design of Band and Disc BrakesDocument10 pages36 Design of Band and Disc BrakesPRASAD326100% (2)
- 29 Welded Joints Types and UsesDocument10 pages29 Welded Joints Types and UsesPRASAD326100% (1)
- 28 Design of Riveted JointsDocument9 pages28 Design of Riveted JointsPRASAD326100% (1)
- 19 Introduction To Design of Helical SpringsDocument12 pages19 Introduction To Design of Helical SpringsPRASAD326100% (3)
- Pin Bush Coupling DesignDocument15 pagesPin Bush Coupling Designyogwani79No ratings yet
- 26 Design Principles For Thick CylindersDocument20 pages26 Design Principles For Thick CylindersPRASAD326No ratings yet
- 25 Thick Cylinders Stresses Due To Internal and External PressuresDocument14 pages25 Thick Cylinders Stresses Due To Internal and External PressuresPRASAD326100% (4)
- 13 Threaded FastenersDocument7 pages13 Threaded FastenersPRASAD326No ratings yet
- 23 Shaft and Its Design Based On StrengthDocument9 pages23 Shaft and Its Design Based On StrengthPRASAD326No ratings yet
- 22 Shaft and Its Design Based On StrengthDocument11 pages22 Shaft and Its Design Based On StrengthPRASAD326100% (4)
- 27 Riveted Joints Types and UsesDocument11 pages27 Riveted Joints Types and UsesPRASAD326100% (1)
- Thin CylinderDocument10 pagesThin Cylinderarunnical100% (3)
- 20 Design of Helical Springs For Variable LoadDocument16 pages20 Design of Helical Springs For Variable LoadPRASAD326No ratings yet
- 15 Introduction, Types and UsesDocument12 pages15 Introduction, Types and UsesPRASAD326100% (1)
- 14 Design of Bolted JointsDocument13 pages14 Design of Bolted JointsPRASAD32675% (4)
- 21 Design of Leaf SpringsDocument10 pages21 Design of Leaf SpringsPRASAD326100% (1)
- 18 Design of Power ScrewsDocument14 pages18 Design of Power ScrewsPRASAD326100% (2)
- Understanding Steam Turbine VibrationDocument30 pagesUnderstanding Steam Turbine VibrationkatibraNo ratings yet
- CPRMSE GuidelinesDocument2 pagesCPRMSE GuidelinesDeepak KumarNo ratings yet
- 02AdvancedThinkAhead1 Term3 TL2Document4 pages02AdvancedThinkAhead1 Term3 TL2marina dominguez sanchezNo ratings yet
- LESSON 1 PREPARE VEGETABLE DISHES OverviDocument12 pagesLESSON 1 PREPARE VEGETABLE DISHES OverviKeym Garcia Galvez IIINo ratings yet
- CX-5 BX-10 No. 1 & 1.5 Fluid Cylinder PartsDocument5 pagesCX-5 BX-10 No. 1 & 1.5 Fluid Cylinder PartsPierreNo ratings yet
- JMPR 2010 ContentsDocument55 pagesJMPR 2010 ContentsTÙNGNo ratings yet
- Chapter-14 - Person and CareersDocument69 pagesChapter-14 - Person and CareersMarlon SagunNo ratings yet
- Higuey, Dom Rep Mdpc/Puj: .Eff.23.MayDocument5 pagesHiguey, Dom Rep Mdpc/Puj: .Eff.23.MayVanessa Yumayusa0% (1)
- Govt Schemes - 1 MWCD MOSJEDocument36 pagesGovt Schemes - 1 MWCD MOSJEshaheen razaNo ratings yet
- Res Ipsa LoquiturDocument6 pagesRes Ipsa LoquiturZydalgLadyz NeadNo ratings yet
- Quickscan™ Lite Qw2100: Multi-Purpose Uses For Different ApplicationsDocument2 pagesQuickscan™ Lite Qw2100: Multi-Purpose Uses For Different ApplicationsHaythem BchirNo ratings yet
- Research Paper - Perceptions of Grade 11 STEM Students Towards ContraceptivesDocument9 pagesResearch Paper - Perceptions of Grade 11 STEM Students Towards ContraceptivesKyle BinuyaNo ratings yet
- Anabolic Steroids Are Easily PurchasedDocument14 pagesAnabolic Steroids Are Easily Purchasedfaqed ilzakira100% (2)
- Vocational training at BHELDocument36 pagesVocational training at BHELafNo ratings yet
- Proposed Rule: Airworthiness Directives: Bell Helicopter Textron CanadaDocument3 pagesProposed Rule: Airworthiness Directives: Bell Helicopter Textron CanadaJustia.comNo ratings yet
- 004 VSL Datasheets US-ADocument22 pages004 VSL Datasheets US-Akmabd100% (1)
- Typhoid FeverDocument9 pagesTyphoid FeverAli Al.JuffairiNo ratings yet
- SKC EPAM-5000 Instruction Manual PDFDocument90 pagesSKC EPAM-5000 Instruction Manual PDFmegacobNo ratings yet
- Deep Learning Based Convolutional Neural Networks (DLCNN) On Classification Algorithm To Detect The Brain Turnor Diseases Using MRI and CT Scan ImagesDocument8 pagesDeep Learning Based Convolutional Neural Networks (DLCNN) On Classification Algorithm To Detect The Brain Turnor Diseases Using MRI and CT Scan ImagesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- GEK_30375M Lubrication SpecificationsDocument34 pagesGEK_30375M Lubrication SpecificationsMARITZA GABRIELA ARIZABAL MEDINANo ratings yet
- Chad Yakobson ThesisDocument5 pagesChad Yakobson Thesiscrystaltorresworcester100% (2)
- Numerical Modelling of Drying Kinetics of Banana Flower Using Natural and Forced Convection DryersDocument5 pagesNumerical Modelling of Drying Kinetics of Banana Flower Using Natural and Forced Convection DryersMuthu KumarNo ratings yet
- Hiv MCQDocument89 pagesHiv MCQEliza Spark80% (5)
- Communicating Across AgesDocument35 pagesCommunicating Across AgesConrad TarihoranNo ratings yet
- Guerra, Germae Joyce - Media JournalDocument2 pagesGuerra, Germae Joyce - Media JournalGERMAE JOYCE GUERRANo ratings yet
- Basseri TribeDocument3 pagesBasseri TribeMaddah HussainNo ratings yet
- Aquatic Ecology and LimnologyDocument96 pagesAquatic Ecology and LimnologySale AlebachewNo ratings yet
- List of Employees with Start and End DatesDocument394 pagesList of Employees with Start and End DatesMuhammad Faishal TazakkaNo ratings yet
- Butonal NS 175 TDSDocument2 pagesButonal NS 175 TDSPT. PITAGORAS KONSULTANNo ratings yet