You might also like
- Criteria For Ductile Fracture and Their ApplicationsDocument17 pagesCriteria For Ductile Fracture and Their ApplicationsSaeed GhaffariNo ratings yet
- IELTS Masterclass - Teacher BookDocument109 pagesIELTS Masterclass - Teacher BookSaeed Ghaffari86% (44)
- Ftf2007 Zurich Hydroforming OptimizationDocument6 pagesFtf2007 Zurich Hydroforming OptimizationSaeed GhaffariNo ratings yet
- Limiting strains in stretch forming of sheet metalDocument14 pagesLimiting strains in stretch forming of sheet metalSaeed GhaffariNo ratings yet
- XTR Front Disc BrakeDocument1 pageXTR Front Disc BrakeSaeed GhaffariNo ratings yet
- Face SketchingDocument29 pagesFace SketchingSaeed GhaffariNo ratings yet
- Theory of Vibration-Mansoor NikKhah BahramiDocument419 pagesTheory of Vibration-Mansoor NikKhah BahramiSaeed GhaffariNo ratings yet
- Analysis of Structural DampingDocument36 pagesAnalysis of Structural DampingSaeed GhaffariNo ratings yet
- Vehicle Proving Ground Durability Performance Simulation Using Flexible Multi-Body Dynamic Modal Stress Synthesis Method - 3Document13 pagesVehicle Proving Ground Durability Performance Simulation Using Flexible Multi-Body Dynamic Modal Stress Synthesis Method - 3Saeed GhaffariNo ratings yet
- 4Document71 pages4Saeed GhaffariNo ratings yet
- Mechanical Properties of SteelDocument1 pageMechanical Properties of SteelrianrureNo ratings yet
- Adaptive Numerical Analysis of Wrinklingin Sheet Metal Forming-IJFP Journal 2003 Selman1Document17 pagesAdaptive Numerical Analysis of Wrinklingin Sheet Metal Forming-IJFP Journal 2003 Selman1Saeed GhaffariNo ratings yet
- Adams 2013.1 Doc InstallDocument114 pagesAdams 2013.1 Doc InstallSaeed GhaffariNo ratings yet
- Metal Forming 2012 Instructions For AuthorsDocument3 pagesMetal Forming 2012 Instructions For AuthorsSaeed GhaffariNo ratings yet
- Mechanical Sciences: W. JohnsonDocument6 pagesMechanical Sciences: W. JohnsonSaeed GhaffariNo ratings yet
- A Study On Multi-Defect Constrained Bendability of Thin-Walled TubeDocument11 pagesA Study On Multi-Defect Constrained Bendability of Thin-Walled TubeSaeed GhaffariNo ratings yet
- 3 RubinNaghdi1995 ContinuumMechanicsDocument164 pages3 RubinNaghdi1995 ContinuumMechanicsSaeed GhaffariNo ratings yet
- Wrinkling in Sheet Metal Forming:Experimental Testing vs. NumericalAnalysis-IJFP Journal 2003 Selman2Document16 pagesWrinkling in Sheet Metal Forming:Experimental Testing vs. NumericalAnalysis-IJFP Journal 2003 Selman2Saeed GhaffariNo ratings yet
- Vehicle Stability Dean KarnoppDocument332 pagesVehicle Stability Dean KarnoppRed-Kan0% (1)
- Continuum Theory of Plasticity by Khan and HuangDocument431 pagesContinuum Theory of Plasticity by Khan and HuangSaeed Ghaffari100% (3)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- MedicineDocument19 pagesMedicineSarah100% (1)
- Vastu Colors (Room by Room Home Coloring Guide)Document25 pagesVastu Colors (Room by Room Home Coloring Guide)yuva razNo ratings yet
- Compulsive Buying Tendency As A Predictor of Attitudes and PerceptionsDocument4 pagesCompulsive Buying Tendency As A Predictor of Attitudes and PerceptionsvsharanyaNo ratings yet
- Rock and Roll and The American Dream: Essential QuestionDocument7 pagesRock and Roll and The American Dream: Essential QuestionChad HorsleyNo ratings yet
- English Proficiency Test (EPT) Reviewer With Answers - Part 1 - Online E LearnDocument4 pagesEnglish Proficiency Test (EPT) Reviewer With Answers - Part 1 - Online E LearnMary Joy OlitoquitNo ratings yet
- Analysis and Design of Circular Beams-2017Document49 pagesAnalysis and Design of Circular Beams-2017Ragheb Ibrahim0% (1)
- Chisholm - Referring To Things That No Longer ExistDocument13 pagesChisholm - Referring To Things That No Longer ExistMichele Paolini PaolettiNo ratings yet
- Nikita S ResumeDocument2 pagesNikita S ResumeNikita SrivastavaNo ratings yet
- A Project Report On Market Research & Brand Activation: Submitted in Partial Fulfillment of The RequirementsDocument55 pagesA Project Report On Market Research & Brand Activation: Submitted in Partial Fulfillment of The Requirementskartik chauhan100% (1)
- Narrative Techniques To Kill A MockingbirdDocument4 pagesNarrative Techniques To Kill A MockingbirdJoshua LawrenceNo ratings yet
- Ansys Geotechnical Geology - Finite Element ModelingDocument25 pagesAnsys Geotechnical Geology - Finite Element ModelingvishnuNo ratings yet
- Description Text About Cathedral Church Jakarta Brian Evan X MIPA 2Document2 pagesDescription Text About Cathedral Church Jakarta Brian Evan X MIPA 2Brian KristantoNo ratings yet
- Love Against All Odds: Summary of The Wedding DanceDocument2 pagesLove Against All Odds: Summary of The Wedding DanceLYumang, Annika Joy D.No ratings yet
- SRDF S LabDocument9 pagesSRDF S LabUma SekharNo ratings yet
- SPELD SA A Trip To The Top End-DSDocument16 pagesSPELD SA A Trip To The Top End-DSThien Tho NguyenNo ratings yet
- Chauvin Arnoux 8220Document43 pagesChauvin Arnoux 8220Danilo MuñozNo ratings yet
- AthletesDocument494 pagesAthletesLuis CarlosNo ratings yet
- English 7 1st Lesson Plan For 2nd QuarterDocument4 pagesEnglish 7 1st Lesson Plan For 2nd QuarterDiane LeonesNo ratings yet
- Demerger Impact on Shareholder WealthDocument16 pagesDemerger Impact on Shareholder WealthDarshan ShahNo ratings yet
- Holy Trinity University: Puerto Princesa City Basic Education DepartmentDocument2 pagesHoly Trinity University: Puerto Princesa City Basic Education DepartmentBrian Reyes GangcaNo ratings yet
- The CIA Tavistock Institute and The GlobalDocument34 pagesThe CIA Tavistock Institute and The GlobalAnton Crellen100% (4)
- Tugas BHS InggrisDocument2 pagesTugas BHS InggrisJust NestNo ratings yet
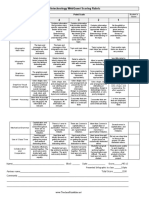
- Webquest Biotechnology RubricDocument2 pagesWebquest Biotechnology Rubricapi-556285637No ratings yet
- ECEg 241 Chapter 2 Particle Properties of WavesDocument5 pagesECEg 241 Chapter 2 Particle Properties of WavesYITBAREKNo ratings yet
- Minutes: Motion Was Submitted For ResolutionDocument29 pagesMinutes: Motion Was Submitted For Resolutionayen cusiNo ratings yet
- KARG - (Ravenloft) Quoth The Raven #10Document179 pagesKARG - (Ravenloft) Quoth The Raven #10David CullifordNo ratings yet
- CHAP 1: STATS & SCIENTIFIC METHODDocument9 pagesCHAP 1: STATS & SCIENTIFIC METHODJesheryll ReasNo ratings yet
- Con Law I - Case Cheat SheetDocument22 pagesCon Law I - Case Cheat SheetPriscilla Quansah100% (1)
- All Glory Book-1Document187 pagesAll Glory Book-1fredkayf100% (1)