You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- How To Make Black PowderDocument7 pagesHow To Make Black Powder8mhno100% (1)
- Molecular Biology IB ReviewerDocument28 pagesMolecular Biology IB ReviewerCeline Garin ColadaNo ratings yet
- Periodic Trends WorksheetDocument4 pagesPeriodic Trends WorksheetMahmoud AladdasiNo ratings yet
- Clad-Lined Line PipeDocument21 pagesClad-Lined Line PipeAdvis100% (2)
- Controlling Wax Deposition Presence Hydrates-01!25!10Document85 pagesControlling Wax Deposition Presence Hydrates-01!25!10wjawichNo ratings yet
- Environmental Impacts of Crystalline Silicon Photovoltaic Module ProductionDocument6 pagesEnvironmental Impacts of Crystalline Silicon Photovoltaic Module ProductionrdiakurNo ratings yet
- Ultraviolet Vision and Avoidance of Power Lines in Birds and MammalsDocument2 pagesUltraviolet Vision and Avoidance of Power Lines in Birds and MammalsrdiakurNo ratings yet
- Resistance Decade ValuesDocument2 pagesResistance Decade ValuesrdiakurNo ratings yet
- EDN - Interface MIDI Instruments To A PC Through A USB PortDocument5 pagesEDN - Interface MIDI Instruments To A PC Through A USB PortrdiakurNo ratings yet
- An Evaluation of Airport X-Ray Backscatter Units Based On Image CharacteristicsDocument22 pagesAn Evaluation of Airport X-Ray Backscatter Units Based On Image CharacteristicsstephenvandykeNo ratings yet
- Decode A Quadrature Encoder in SoftwareDocument4 pagesDecode A Quadrature Encoder in SoftwarerdiakurNo ratings yet
- Byteofpython 120Document110 pagesByteofpython 120Tu LanhNo ratings yet
- 31.PEAK Depressurization RATEDocument1 page31.PEAK Depressurization RATEDILIP MATALNo ratings yet
- PSA Oxygen Generator: Typical ApplicationsDocument2 pagesPSA Oxygen Generator: Typical ApplicationsRaghu Vir ArjampudiNo ratings yet
- Hif 12020Document48 pagesHif 12020நந்த_குமார்No ratings yet
- Lobo and Evans PDFDocument6 pagesLobo and Evans PDFSong HoeNo ratings yet
- Paj-7e 201906Document2 pagesPaj-7e 201906Anum AkramNo ratings yet
- HPLC ExperimentDocument4 pagesHPLC ExperimentFrances PaulineNo ratings yet
- UOP Polybed PSA System For Gas Extraction PurificationDocument2 pagesUOP Polybed PSA System For Gas Extraction PurificationchemiafNo ratings yet
- Dental Materials: Metals (Alloys) Non-MetalsDocument32 pagesDental Materials: Metals (Alloys) Non-MetalsShahriar honarmandNo ratings yet
- Sika 521Document3 pagesSika 521Natasha KamalNo ratings yet
- Salt Analysis - Viva QuestionsDocument7 pagesSalt Analysis - Viva Questionsnoora100% (1)
- IGCSE Periodic Table v2Document1 pageIGCSE Periodic Table v2Umar ElèvénNo ratings yet
- Macronutrient Project FinalDocument6 pagesMacronutrient Project Finalapi-259363834No ratings yet
- Energy Balance and Thermo PresentationDocument83 pagesEnergy Balance and Thermo Presentationca2n27No ratings yet
- Gas Dynamics-Rayleigh FlowDocument26 pagesGas Dynamics-Rayleigh FlowRahul100% (4)
- AWS D1.5 PQR TitleDocument1 pageAWS D1.5 PQR TitleNavanitheeshwaran SivasubramaniyamNo ratings yet
- Tutoral 3 SolutionDocument11 pagesTutoral 3 SolutionIshani GuptaNo ratings yet
- Mineral WebquestDocument3 pagesMineral Webquestapi-268569185No ratings yet
- Chemical and Petrochemical Statistics at A Glance - 2018Document232 pagesChemical and Petrochemical Statistics at A Glance - 2018Nayan GhoshNo ratings yet
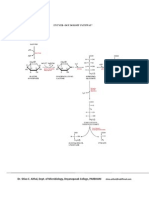
- Entner Duodroff PathwayDocument2 pagesEntner Duodroff PathwayDr. SHIVA AITHALNo ratings yet
- ANTHE 2021 (Engineering) Sample PaperDocument17 pagesANTHE 2021 (Engineering) Sample PaperDida CowernNo ratings yet
- PESSAT-Chemistry-Model-PaperDocument12 pagesPESSAT-Chemistry-Model-PaperpullagalkNo ratings yet
- Wall Colmonoy Surfacing Alloys Selector ChartDocument3 pagesWall Colmonoy Surfacing Alloys Selector ChartAjimKe'enNo ratings yet
- FINAL-PROPOSAL Need Revisions Fire RatingDocument30 pagesFINAL-PROPOSAL Need Revisions Fire RatingMeister MJNo ratings yet
- Rubber: ASTM D412 Tensile Properties of Vulcanized Rubber and Thermoplastic ElastomersDocument2 pagesRubber: ASTM D412 Tensile Properties of Vulcanized Rubber and Thermoplastic ElastomersPrabhakar KambleNo ratings yet