You might also like
- 17.5 XT1GRC 536283Document1 page17.5 XT1GRC 536283diegoilNo ratings yet
- Smith BitDocument4 pagesSmith BitRio RizkiNo ratings yet
- PDC - Terminology and MechanicsDocument17 pagesPDC - Terminology and MechanicsKaleem UllahNo ratings yet
- RC Product and Tech Tranining 2006Document226 pagesRC Product and Tech Tranining 2006amin peyvandNo ratings yet
- Catalogo de Punzones Dayton ProgreDocument28 pagesCatalogo de Punzones Dayton ProgreOdiseo Kratos SacuraguiNo ratings yet
- LG Wd1873rds Manual de UsuarioDocument76 pagesLG Wd1873rds Manual de UsuarioJosè Otoniel Osorio BarreraNo ratings yet
- Punjab Bye Laws For Commercial BuildingsDocument11 pagesPunjab Bye Laws For Commercial BuildingsAshween ManchandaNo ratings yet
- C32 Electronic Unit Injector - Adjust PDFDocument4 pagesC32 Electronic Unit Injector - Adjust PDFmanu luvunga100% (2)
- Iadc Bit GradingDocument1 pageIadc Bit GradinganarkasisNo ratings yet
- Steel Drill Collars: Quality Control and Ultrasonic Inspection Precision BoringDocument19 pagesSteel Drill Collars: Quality Control and Ultrasonic Inspection Precision BoringAshba13No ratings yet
- Bit GradingDocument17 pagesBit GradingnugratamaNo ratings yet
- PDC CatalogDocument32 pagesPDC Catalogruzzo2003No ratings yet
- International Limited: Rotary Shouldered Connection Inspection ReportDocument1 pageInternational Limited: Rotary Shouldered Connection Inspection ReportMichael OkwuwaNo ratings yet
- Oil Field: Main CatalogueDocument176 pagesOil Field: Main CatalogueM. Aguiar100% (1)
- Drilling Tools & Subs Inspection Report: Visual Body, Visual Connections, Blacklight Connections, Dimensional 3Document18 pagesDrilling Tools & Subs Inspection Report: Visual Body, Visual Connections, Blacklight Connections, Dimensional 3Michael OkwuwaNo ratings yet
- Visual Body, Visual Connections, Black Light Connections: International LimitedDocument6 pagesVisual Body, Visual Connections, Black Light Connections: International LimitedMichael OkwuwaNo ratings yet
- Brocas Varel PDFDocument24 pagesBrocas Varel PDFJunnior MoronNo ratings yet
- Mdi 813Document1 pageMdi 813pendexxNo ratings yet
- Drill BitDocument31 pagesDrill BitAboZaidNo ratings yet
- 2006-2007 Varel FixedCutterBitsCatalogDocument24 pages2006-2007 Varel FixedCutterBitsCatalogAndrzej KonopkaNo ratings yet
- Cutting Efficiency With PDC BitDocument6 pagesCutting Efficiency With PDC BitDanny RevillaNo ratings yet
- Dull GradingDocument2 pagesDull GradingRodrigo Black SegurondoNo ratings yet
- 6-1/2" Fxg74Di: Product SpecificationsDocument1 page6-1/2" Fxg74Di: Product SpecificationsdiegoilNo ratings yet
- Drill Bit Classifier 2007Document17 pagesDrill Bit Classifier 2007amin peyvandNo ratings yet
- Var-3704 - Performanceupdates-Me - Brochure-V1.0sm - ROP DATA PDFDocument12 pagesVar-3704 - Performanceupdates-Me - Brochure-V1.0sm - ROP DATA PDFamir_hayfaNo ratings yet
- Analisis Penggunaan Bit For ChevronDocument15 pagesAnalisis Penggunaan Bit For Chevronfaishal hafizhNo ratings yet
- 1475in Bit EMS11Document1 page1475in Bit EMS11eng20072007No ratings yet
- Reference Photo: 6 In. (152.4mm) HCD406ZDocument1 pageReference Photo: 6 In. (152.4mm) HCD406ZahmedNo ratings yet
- Visual Body, Visual Connections, Black Light Connections, Dimensional 3Document40 pagesVisual Body, Visual Connections, Black Light Connections, Dimensional 3Michael OkwuwaNo ratings yet
- Drill Pipe Inspection Tally Sheet: International LimitedDocument1 pageDrill Pipe Inspection Tally Sheet: International LimitedMichael OkwuwaNo ratings yet
- Data Sheet 15379Document1 pageData Sheet 15379Nur Rahim BimaNo ratings yet
- Catalogue: Products For Oil&gas IndustryDocument39 pagesCatalogue: Products For Oil&gas Industryfarid said errahmaniNo ratings yet
- International Limited: Drill Collar Inspection ReportDocument3 pagesInternational Limited: Drill Collar Inspection ReportMichael OkwuwaNo ratings yet
- Drill Bit Classifier 2006Document17 pagesDrill Bit Classifier 2006amin peyvandNo ratings yet
- 02IDPT Drill Bits #2Document48 pages02IDPT Drill Bits #2AboZaidNo ratings yet
- Fox Public Fox-Tp-M-101 Field InspectionDocument5 pagesFox Public Fox-Tp-M-101 Field InspectionJoseph MidouNo ratings yet
- CementingTools NS 1 A4 WatermarkedDocument7 pagesCementingTools NS 1 A4 Watermarkedislam atifNo ratings yet
- Deep Groove Ball Bearings: DimensionsDocument4 pagesDeep Groove Ball Bearings: Dimensionspradipbhosale81No ratings yet
- Bha & Drill ColarsDocument6 pagesBha & Drill Colarswasim78622No ratings yet
- DS-1 Volume 4 Addendum PDFDocument15 pagesDS-1 Volume 4 Addendum PDFMuhammad Bilal KhattakNo ratings yet
- Каталог инструмента 2017 eng PDFDocument128 pagesКаталог инструмента 2017 eng PDFmoreta18100% (1)
- 060 MSi611 - Er25036Document1 page060 MSi611 - Er25036ANo ratings yet
- 094 XS616Document1 page094 XS616AhmedNo ratings yet
- 10018611-Der 3CDocument1 page10018611-Der 3CNur Rahim BimaNo ratings yet
- 084 AT507X - Stylesheet PDFDocument1 page084 AT507X - Stylesheet PDFLeonardo BarriosNo ratings yet
- 174 V816pdg1xa2 Spec SheetDocument1 page174 V816pdg1xa2 Spec SheetMichaelNo ratings yet
- Reference Photo:: 6 In. (152.4mm) ATJ-4Document1 pageReference Photo:: 6 In. (152.4mm) ATJ-411tkt11No ratings yet
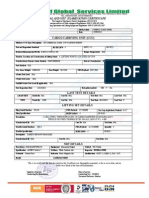
- Visual and NDT Examination Certificate: Cargo Carrying Unit (Ccu)Document1 pageVisual and NDT Examination Certificate: Cargo Carrying Unit (Ccu)Michael OkwuwaNo ratings yet
- Hole Openers NS 1 A4 WatermarkedDocument13 pagesHole Openers NS 1 A4 Watermarkedislam atifNo ratings yet
- Rotary Stem Threads GaugesDocument2 pagesRotary Stem Threads GaugesMarutpal MukherjeeNo ratings yet
- 5 5 DP-HT55-repDocument1 page5 5 DP-HT55-repChristopher Jones100% (1)
- Triton PDC BrochureDocument2 pagesTriton PDC BrochurediegoilNo ratings yet
- 1588-1326 Hyd Jar ...Document1 page1588-1326 Hyd Jar ...khalilNo ratings yet
- 12.25 MM75D 767489Document1 page12.25 MM75D 767489pendexxNo ratings yet
- 3-5 PDC Product OverviewDocument13 pages3-5 PDC Product OverviewMahmoud NassarNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name Daterohitbhat2345No ratings yet
- 011 StabilizersDocument2 pages011 StabilizersGonzalo Guzman Jaimes100% (1)
- Desgaste de BrocasDocument2 pagesDesgaste de Brocasjuliantobop181No ratings yet
- Iadc Bits PDFDocument3 pagesIadc Bits PDFconssu0820No ratings yet
- BitsstuffDocument13 pagesBitsstuffscrbdgharaviNo ratings yet
- DrillingDocument9 pagesDrillingHakan ÖzkaraNo ratings yet
- Iadc Bit GradingDocument1 pageIadc Bit GradingBilly WilsonNo ratings yet
- Dull Grading Fixed Cutter BitDocument14 pagesDull Grading Fixed Cutter BitChinyere NkereNo ratings yet
- Tutorial Questions and Answers - 2011Document10 pagesTutorial Questions and Answers - 2011Jan ScarNo ratings yet
- Lecture 1 - Intro and SolidWorks PCBDocument17 pagesLecture 1 - Intro and SolidWorks PCBmyturtle gameNo ratings yet
- Advanced Techniques in Power System Protective Relaying PDFDocument332 pagesAdvanced Techniques in Power System Protective Relaying PDFshashikant yadavNo ratings yet
- EC8093 - Digital Image Processing (Ripped From Amazon Kindle Ebooks by Sai Seena) PDFDocument102 pagesEC8093 - Digital Image Processing (Ripped From Amazon Kindle Ebooks by Sai Seena) PDFSivaramakrishnan Kanagaraj0% (1)
- Debug 1214Document2 pagesDebug 1214Faizah Ayulia NawitaNo ratings yet
- Computer Organization: - by Rama Krishna Thelagathoti (M.Tech CSE From IIT Madras)Document118 pagesComputer Organization: - by Rama Krishna Thelagathoti (M.Tech CSE From IIT Madras)iamy2ramsNo ratings yet
- Education Abbreviation by AffairsCloudDocument6 pagesEducation Abbreviation by AffairsCloudgsaijanardhanNo ratings yet
- SIMODUAL2 Industrial Double Containment Piping System - Dual Pipes For Double The ProtectionDocument32 pagesSIMODUAL2 Industrial Double Containment Piping System - Dual Pipes For Double The Protectionrade.paripovicNo ratings yet
- Thermophysical Properties of Containerless Liquid Iron Up To 2500 KDocument10 pagesThermophysical Properties of Containerless Liquid Iron Up To 2500 KJose Velasquez TeranNo ratings yet
- Aerospace MaterialsDocument68 pagesAerospace MaterialsAykut Üçtepe100% (1)
- Handling Tickets Is Called Issue Tracking System.: Sap SDDocument6 pagesHandling Tickets Is Called Issue Tracking System.: Sap SDNaveen KumarNo ratings yet
- No35-Inclined Roof SystemDocument24 pagesNo35-Inclined Roof SystemKitanovic NenadNo ratings yet
- One Pipe Steam DesignDocument44 pagesOne Pipe Steam Designreyes hernandezNo ratings yet
- CPU SchedulingDocument30 pagesCPU SchedulingHarsha OjhaNo ratings yet
- 02 - Student Lesson 2 Pile Driving SystemDocument91 pages02 - Student Lesson 2 Pile Driving SystemdannyzuanNo ratings yet
- 4-3 Deflection Due To Bending: 164 Mechanical Engineering DesignDocument10 pages4-3 Deflection Due To Bending: 164 Mechanical Engineering DesignSamawat AhsanNo ratings yet
- WinDNC - V05 - 02 English PDFDocument2 pagesWinDNC - V05 - 02 English PDFAnonymous XXKCjKnc0No ratings yet
- Amplitude Shift KeyingDocument3 pagesAmplitude Shift KeyingPurnendh ParuchuriNo ratings yet
- Introduccion To PhysicsDocument475 pagesIntroduccion To PhysicsLyvsNo ratings yet
- Stelzer Catalog PDFDocument12 pagesStelzer Catalog PDFlhphong021191No ratings yet
- Pavement Evaluation and Overlay Des - DR MSA - LatestDocument103 pagesPavement Evaluation and Overlay Des - DR MSA - LatestSreedhar BhuduruNo ratings yet
- Facts SeriesandshuntcompensationDocument56 pagesFacts SeriesandshuntcompensationIfranul HaqueNo ratings yet
- 101.S-4501 Steamer Cyclone Cleaning ProcedureDocument6 pages101.S-4501 Steamer Cyclone Cleaning ProcedureTRONGKIMNo ratings yet
- Astm A769 PDFDocument5 pagesAstm A769 PDFCristian OtivoNo ratings yet
- 02 MF Anchors PDFDocument13 pages02 MF Anchors PDFThaksenNo ratings yet
- Production ManagementDocument81 pagesProduction ManagementrrathoreNo ratings yet
- Fracture in Concrete and Reinforced ConcreteDocument23 pagesFracture in Concrete and Reinforced ConcreteNilay GandhiNo ratings yet