You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- DCIM-B01.840.10.01.02 Immulite Com Lis PDFDocument311 pagesDCIM-B01.840.10.01.02 Immulite Com Lis PDFОлександр100% (1)
- Exercise Solution PDFDocument3 pagesExercise Solution PDFAbdul Aziz100% (1)
- Anaesthesia - 2021 - McLeod - Novel Approaches To Needle Tracking and Visualisation PDFDocument11 pagesAnaesthesia - 2021 - McLeod - Novel Approaches To Needle Tracking and Visualisation PDFeralp cevikkalpNo ratings yet
- Laser Group 2 PresentationDocument24 pagesLaser Group 2 PresentationANIRUDH SRIVASTAVANo ratings yet
- Sick - Laser Scanner LMS 200 - Datasheet EDocument40 pagesSick - Laser Scanner LMS 200 - Datasheet ETill May100% (2)
- Opb610 611 620 621 1134706Document6 pagesOpb610 611 620 621 1134706dgb2227No ratings yet
- RVTG - Assymmetric UplighterDocument2 pagesRVTG - Assymmetric UplighterLloyd_Martin_LightNo ratings yet
- Image Sensor Kmpd0002eDocument52 pagesImage Sensor Kmpd0002eLakmal GayanNo ratings yet
- AP400 AP400NPC v04 PDFDocument223 pagesAP400 AP400NPC v04 PDFPhotocopy Sửa Máy PhotocopyNo ratings yet
- Excedrin Lab Write UpDocument7 pagesExcedrin Lab Write UpPatrick SmithNo ratings yet
- Nd:YAG DocumentationDocument136 pagesNd:YAG DocumentationOmar Tavira floresNo ratings yet
- Photonicsspectra 201205Document84 pagesPhotonicsspectra 201205denghueiNo ratings yet
- A Simple Measurement Method of Laser Line WidthDocument4 pagesA Simple Measurement Method of Laser Line WidthMarko TurkovicNo ratings yet
- Build a Simple Dual Axis Solar TrackerDocument25 pagesBuild a Simple Dual Axis Solar TrackerFelipe SpinaNo ratings yet
- A. Printer Control Board ICP Bizhub C452 - C552 - C652Document3 pagesA. Printer Control Board ICP Bizhub C452 - C552 - C652the broatherNo ratings yet
- Metallographic Microstructure AnalysisDocument17 pagesMetallographic Microstructure AnalysisNur Atiqah Nabila100% (2)
- VTN244 Equipment ManualDocument79 pagesVTN244 Equipment ManualĐặng ĐứcNo ratings yet
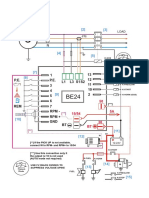
- L1 load circuit diagram for diesel generator controlDocument1 pageL1 load circuit diagram for diesel generator controlNabilBouabana100% (3)
- Konica Minolta Bizhub 364e/284e: Specification & Installation GuideDocument32 pagesKonica Minolta Bizhub 364e/284e: Specification & Installation GuideRadovan JaicNo ratings yet
- Computed Radiographic Testing (CRT) Qualification Report: Rev. ADocument12 pagesComputed Radiographic Testing (CRT) Qualification Report: Rev. ATrung Tinh HoNo ratings yet
- Optical Tweezers-The Force of Light-17slDocument17 pagesOptical Tweezers-The Force of Light-17slmanfredm6435No ratings yet
- Basics of Semiconductor Lasers: Semiconductor Optoelectronics (Farhan Rana, Cornell University)Document20 pagesBasics of Semiconductor Lasers: Semiconductor Optoelectronics (Farhan Rana, Cornell University)vj.krlambaNo ratings yet
- Tender for computer consumablesDocument6 pagesTender for computer consumablesSulvine CharlieNo ratings yet
- Service Manual: NAU-PG8400US4 QX-3624N-ADocument31 pagesService Manual: NAU-PG8400US4 QX-3624N-Aboroda2410No ratings yet
- Aviation CatalogDocument38 pagesAviation CatalogOtto PilotNo ratings yet
- Atomic Physics Using Short-Wavelength Coherent RadiationDocument10 pagesAtomic Physics Using Short-Wavelength Coherent RadiationmukphyzicsNo ratings yet
- Working Principle and Characteristics of OTDRDocument4 pagesWorking Principle and Characteristics of OTDRZezo MarchettiNo ratings yet
- Stress-Strain Curves, Fracture Mechanisms, and Size Effect For Low-Carbon Low-Alloyed Steels With A Quasi-Composite StructureDocument13 pagesStress-Strain Curves, Fracture Mechanisms, and Size Effect For Low-Carbon Low-Alloyed Steels With A Quasi-Composite StructureJosé Alexandre Gouveia HenriquesNo ratings yet
- BookabsISCP12 FinalDocument95 pagesBookabsISCP12 FinalBoni MihaiNo ratings yet
- Khyber R.C.C.Document5 pagesKhyber R.C.C.Strider Kage100% (1)