You might also like
- Aircraft Basic Construction.Document28 pagesAircraft Basic Construction.rajarathnam.kNo ratings yet
- 3-DOF Longitudinal Flight Simulation Modeling and Design Using MADocument54 pages3-DOF Longitudinal Flight Simulation Modeling and Design Using MAspbhavna100% (1)
- Aircraft Design Project 2Document120 pagesAircraft Design Project 2Sandeep NrynNo ratings yet
- Stress Analysis of Wing Fuselage Lug Attachment of A Transport A/cDocument8 pagesStress Analysis of Wing Fuselage Lug Attachment of A Transport A/cAbrahamJPulickalNo ratings yet
- Longitudinal Static StabilityDocument6 pagesLongitudinal Static StabilitySerdar BilgeNo ratings yet
- Fuselage Stress AnalysisDocument3 pagesFuselage Stress Analysisbenandbergen100% (4)
- Ratio Analysis M&M and Maruti SuzukiDocument36 pagesRatio Analysis M&M and Maruti SuzukiSamiSherzai50% (2)
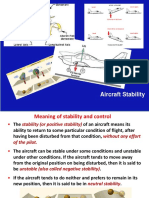
- Aircraft StabilityDocument21 pagesAircraft StabilityPrasad Chamarajanagar100% (1)
- Factor of Safety and Stress Analysis of Fuselage Bulkhead Using CompositeDocument7 pagesFactor of Safety and Stress Analysis of Fuselage Bulkhead Using Compositeproxymo1No ratings yet
- (SpringerBriefs in Electrical and Computer Engineering) Hema Singh, Simy Antony, Rakesh Mohan Jha (Auth.) - Plasma-Based Radar Cross Section Reduction-Springer-Verlag Singapur (2016)Document67 pages(SpringerBriefs in Electrical and Computer Engineering) Hema Singh, Simy Antony, Rakesh Mohan Jha (Auth.) - Plasma-Based Radar Cross Section Reduction-Springer-Verlag Singapur (2016)edbraga-1No ratings yet
- MAE4242 - Ch03 - Longitudinal Static Stability PDFDocument64 pagesMAE4242 - Ch03 - Longitudinal Static Stability PDFMatthew AustinNo ratings yet
- Health TIPS Book Rajiv DixitDocument33 pagesHealth TIPS Book Rajiv DixitBalajiDussa100% (4)
- Health TIPS Book Rajiv DixitDocument33 pagesHealth TIPS Book Rajiv DixitBalajiDussa100% (4)
- Stress Analysis Aileron PDFDocument8 pagesStress Analysis Aileron PDFNarendra PalandeNo ratings yet
- Aircraft fuselage structure typesDocument5 pagesAircraft fuselage structure typesolegprikhodko2809No ratings yet
- Aircraft Structure 2013 FEATIDocument36 pagesAircraft Structure 2013 FEATIAira HernandezNo ratings yet
- Aircraft Wing SkinDocument10 pagesAircraft Wing SkinVishnu A RNo ratings yet
- NLP NotesDocument31 pagesNLP Notesapi-3717234100% (5)
- Responsibility Matrix For Shop & Site WorksDocument3 pagesResponsibility Matrix For Shop & Site WorksRenny DevassyNo ratings yet
- 2013-Materials Selection in Design of Aircrafts StructuresDocument9 pages2013-Materials Selection in Design of Aircrafts StructuresMario Mantilla SánchezNo ratings yet
- Flight Dynamics StabilityDocument165 pagesFlight Dynamics StabilityGeorges Ghazi50% (2)
- Flight Envelope / V-N DiagramDocument6 pagesFlight Envelope / V-N DiagramKettlecorn KarlisNo ratings yet
- Technical Review On Thermal Conductivity Measurement Techniques For Thin Thermal InterfacesDocument8 pagesTechnical Review On Thermal Conductivity Measurement Techniques For Thin Thermal InterfacesZahid MaqboolNo ratings yet
- Fuselage Design For Stress Caused Due To Wing at Various Load ConditionsDocument48 pagesFuselage Design For Stress Caused Due To Wing at Various Load ConditionsSri Tech Engineering100% (1)
- Post Buckling Structure Issue - Very Good OneDocument230 pagesPost Buckling Structure Issue - Very Good Oneprashanth_anNo ratings yet
- Advisory Circular: Aircraft Weight and Balance ControlDocument71 pagesAdvisory Circular: Aircraft Weight and Balance Controljake_calderónNo ratings yet
- DNV Os 101Document80 pagesDNV Os 101preceptiveinquirerNo ratings yet
- Aircraft Design Education Using Systems EngineeringDocument15 pagesAircraft Design Education Using Systems EngineeringDenysadenisaNo ratings yet
- ILS SystemDocument7 pagesILS SystemAneeb AhmedNo ratings yet
- Asme Y14.32.1m - 1994Document17 pagesAsme Y14.32.1m - 1994achmadnureddin8228No ratings yet
- Fatigue Analysis of Wing-Fuselage Lug Section of A Transport AircraftDocument9 pagesFatigue Analysis of Wing-Fuselage Lug Section of A Transport Aircraftaz1az100% (1)
- Fuselage LayoutDocument23 pagesFuselage LayoutNguyen Van Trong0% (1)
- Longitudinal Control Law Design Flying WingDocument152 pagesLongitudinal Control Law Design Flying WingredxusNo ratings yet
- Aerodynamics Flight Vehicle TerminologyDocument16 pagesAerodynamics Flight Vehicle TerminologyJohn KevinNo ratings yet
- Guidance, Navigation and Control of Fixed-Wing Unmanned Aerial VehiclesDocument13 pagesGuidance, Navigation and Control of Fixed-Wing Unmanned Aerial VehiclesBHAVESH JOSHINo ratings yet
- Aerodynamics and Stability Glossary PDFDocument14 pagesAerodynamics and Stability Glossary PDFChegrani AhmedNo ratings yet
- Analytical Modeling of Aircraft Wing Loads Using MATLAB and Symbolic Math ToolboxDocument10 pagesAnalytical Modeling of Aircraft Wing Loads Using MATLAB and Symbolic Math ToolboxvijaybpujariNo ratings yet
- 747 Longitudinal DynamicsDocument6 pages747 Longitudinal DynamicsKore BenceNo ratings yet
- Steps To CE Marking According To BS EN 1090-1Document1 pageSteps To CE Marking According To BS EN 1090-1CE_WizardNo ratings yet
- Granolithic FlooringDocument16 pagesGranolithic FlooringDinesh Perumal50% (2)
- NH3 RiskDocument59 pagesNH3 RiskDave CNo ratings yet
- Shear Force and Bending Moment Diagrams Due To Loads Along Chordwise DirectionDocument11 pagesShear Force and Bending Moment Diagrams Due To Loads Along Chordwise DirectionERÃŋkîtÇhàñdràkàrNo ratings yet
- Marketing Strategies of Tata NanoDocument59 pagesMarketing Strategies of Tata NanoHitesh Jogani75% (8)
- Iso21500 Management Products Map 130105 v1 0 HENNY PORTMANDocument1 pageIso21500 Management Products Map 130105 v1 0 HENNY PORTMANjrinconcolNo ratings yet
- Index: Aircraft Design Project - IIDocument56 pagesIndex: Aircraft Design Project - IIRohit MunaNo ratings yet
- Aircraft Wing DesignDocument12 pagesAircraft Wing DesignbrufpotNo ratings yet
- Aircraft Dynamics and SimulationDocument13 pagesAircraft Dynamics and SimulationTapan DasNo ratings yet
- AileronsDocument3 pagesAileronsPhuong TrangNo ratings yet
- Tails Design PDFDocument19 pagesTails Design PDFAgostino De GiuseppeNo ratings yet
- A Effect of Elevator Deflection On Lift Coefficient IncrementDocument17 pagesA Effect of Elevator Deflection On Lift Coefficient IncrementIJMERNo ratings yet
- Fuselage DesignDocument14 pagesFuselage Designirctcsbt6bimblikipilNo ratings yet
- Wing Box DesignDocument7 pagesWing Box DesignArpit SharmaNo ratings yet
- AE3212 I 2 Static Stab 1 AcDocument23 pagesAE3212 I 2 Static Stab 1 AcRadj90No ratings yet
- Final Reportof Pritam JodhaDocument71 pagesFinal Reportof Pritam JodhaSvinčnikNo ratings yet
- AircraftDesign 9 EmpennageGeneralDesignDocument16 pagesAircraftDesign 9 EmpennageGeneralDesignBart Siwiec ZygmuntNo ratings yet
- Conceptual Design of Fuselage StructureDocument7 pagesConceptual Design of Fuselage StructuredharmonNo ratings yet
- Fluent - Incompressible 2D Couette FlowDocument4 pagesFluent - Incompressible 2D Couette FlowNikhil JohnNo ratings yet
- Vortex Lattice MethodDocument4 pagesVortex Lattice MethodHossam T BadranNo ratings yet
- Truss, geodesic, monocoque and semi-monocoque fuselage structuresDocument3 pagesTruss, geodesic, monocoque and semi-monocoque fuselage structuresKabilan SiranjiviNo ratings yet
- Development of Landing GearDocument5 pagesDevelopment of Landing GearSatheesh KumarNo ratings yet
- Aircraft Performance, Stability and Control with Experiments in FlightDocument8 pagesAircraft Performance, Stability and Control with Experiments in FlightMohammad AlthafNo ratings yet
- PRIMARY FLIGHT CONTROL SYSTEMS (Contd) PDFDocument7 pagesPRIMARY FLIGHT CONTROL SYSTEMS (Contd) PDFখালিদহাসানNo ratings yet
- Control of Longitudinal Pitch Rate As Aircraft Center of Gravity PDFDocument89 pagesControl of Longitudinal Pitch Rate As Aircraft Center of Gravity PDFjuniorNo ratings yet
- CFD 2006 - Chapter 5 FVM For Convection-Diffusion ProblemDocument27 pagesCFD 2006 - Chapter 5 FVM For Convection-Diffusion Problembalaganesh rNo ratings yet
- QUICK SchemeDocument25 pagesQUICK SchemeMesutÖzilNo ratings yet
- Lab 3 TutorialDocument53 pagesLab 3 TutorialAkshay100% (1)
- Bristol University Breguet Range EqnDocument36 pagesBristol University Breguet Range EqnsaurabhpachNo ratings yet
- AviaciónDocument27 pagesAviaciónRogelio CastroNo ratings yet
- Experimental and Analytical Technique For Estimating Interfacial Thermal Conductance in Composite Structural Elements Under Simulated Fire ConditionsDocument8 pagesExperimental and Analytical Technique For Estimating Interfacial Thermal Conductance in Composite Structural Elements Under Simulated Fire ConditionsJinsoo KimNo ratings yet
- Longitudinal Static Stability and Control - Effect of AccelerationDocument12 pagesLongitudinal Static Stability and Control - Effect of Accelerationmoj33No ratings yet
- Lecture notes-AIRCRAFT STRUCTURES-introductionDocument23 pagesLecture notes-AIRCRAFT STRUCTURES-introductionTarik Hassan ElsonniNo ratings yet
- As-Ii Que Bank 2 MarksDocument6 pagesAs-Ii Que Bank 2 MarksSHAIK BAJINo ratings yet
- Modeling of Complex Systems: Application to Aeronautical DynamicsFrom EverandModeling of Complex Systems: Application to Aeronautical DynamicsNo ratings yet
- Tips For Publishing PDFDocument3 pagesTips For Publishing PDFSindhu S NathanNo ratings yet
- Civil Disobedience in Indian Tradition - Volume 2 by Dharampal JeeDocument191 pagesCivil Disobedience in Indian Tradition - Volume 2 by Dharampal Jeeअश्विनी सोनीNo ratings yet
- Design Improvement and Experiment of A Sandwich T-Joint StructureDocument10 pagesDesign Improvement and Experiment of A Sandwich T-Joint Structureprashanth_anNo ratings yet
- Material and Processes-Question - AnsDocument15 pagesMaterial and Processes-Question - Ansprashanth_anNo ratings yet
- Compsoite Formulae ListDocument8 pagesCompsoite Formulae Listprashanth_anNo ratings yet
- Fuel Cell Handbook (4th Ed, 1998)Document268 pagesFuel Cell Handbook (4th Ed, 1998)Ivandro Pereira MendonçaNo ratings yet
- Big Butts of LifeDocument94 pagesBig Butts of Lifeprashanth_anNo ratings yet
- Composites WorldDocument10 pagesComposites Worldprashanth_anNo ratings yet
- Research CommunicationDocument35 pagesResearch Communicationprashanth_anNo ratings yet
- Gyanvriksh Interactive PVT LTD: Reach Us at Empowering With Education & ExpertiseDocument5 pagesGyanvriksh Interactive PVT LTD: Reach Us at Empowering With Education & ExpertisedskishoreNo ratings yet
- Research on sailplane aerodynamics and drag reduction techniques at Delft UniversityDocument25 pagesResearch on sailplane aerodynamics and drag reduction techniques at Delft UniversitymsmNo ratings yet
- Float Valve Catalog 2022Document23 pagesFloat Valve Catalog 2022Alexander DonatoNo ratings yet
- GE 8077 - TQM Principles and ToolsDocument36 pagesGE 8077 - TQM Principles and ToolsmenakadevieceNo ratings yet
- Manual de RAAS ProfesionalDocument15 pagesManual de RAAS ProfesionalEdén Vega RamírezNo ratings yet
- Advanced Operations Research Prof. G. Srinivasan Dept of Management Studies Indian Institute of Technology, Madras Lecture-8 Primal Dual AlgorithmDocument32 pagesAdvanced Operations Research Prof. G. Srinivasan Dept of Management Studies Indian Institute of Technology, Madras Lecture-8 Primal Dual Algorithmkhalidscribd1No ratings yet
- Pega Marketing User Guide - 1 PDFDocument464 pagesPega Marketing User Guide - 1 PDFjarodas2018No ratings yet
- Case Studies in ManagementDocument14 pagesCase Studies in ManagementRahul Shah100% (1)
- Ningbo LK Technology Co., LTDDocument24 pagesNingbo LK Technology Co., LTDAlexander PrietoNo ratings yet
- Datastage Enterprise EditionDocument372 pagesDatastage Enterprise EditionBimal KumarNo ratings yet
- Panwater Proposal 11309Q3Document4 pagesPanwater Proposal 11309Q3WahidCesarR100% (1)
- Determining Asphalt Binder Bond Strength by Means of The Binder Bond Strength (BBS) TestDocument3 pagesDetermining Asphalt Binder Bond Strength by Means of The Binder Bond Strength (BBS) TestSaurav BhattacharjeeNo ratings yet
- BAYNE TL Manual 2200Document51 pagesBAYNE TL Manual 2200stainless31620039126100% (1)
- Capital IQ Interview Questions Answers Capital IQ Placement All Papers PDFDocument38 pagesCapital IQ Interview Questions Answers Capital IQ Placement All Papers PDFsusruth mulukalapallyNo ratings yet
- Crew Habitability Offshore HAB Guide E-Mar13Document87 pagesCrew Habitability Offshore HAB Guide E-Mar13CrowthorneNo ratings yet
- RNE Annual Report 2011Document58 pagesRNE Annual Report 2011litra_lucianNo ratings yet
- Ais Sart BrochureDocument18 pagesAis Sart Brochureborisgolodenko100% (1)
- Dgms Circular 2013Document49 pagesDgms Circular 2013Sheshu BabuNo ratings yet
- High-Productivity Turning CenterDocument4 pagesHigh-Productivity Turning CenterthyskieNo ratings yet
- Inventory Management of Big Bazaarthane PDFDocument59 pagesInventory Management of Big Bazaarthane PDFadithisarmaNo ratings yet