You might also like
- RetentionDocument4 pagesRetentionRahulNo ratings yet
- Fines Management For Tissue MachinesDocument8 pagesFines Management For Tissue MachinesRodrigoNoferiniNo ratings yet
- Advance Yankee Surface ManagementDocument32 pagesAdvance Yankee Surface ManagementRodrigoNoferiniNo ratings yet
- Adiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringFrom EverandAdiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringNo ratings yet
- 12 Practical Applications of Paper Chemistry: J. C. Roberts (Ed.), Paper Chemistry © Blackie & Son LTD 1991Document2 pages12 Practical Applications of Paper Chemistry: J. C. Roberts (Ed.), Paper Chemistry © Blackie & Son LTD 1991SalehNo ratings yet
- Low Strength Paper TroubleshootingDocument6 pagesLow Strength Paper TroubleshootingKelly RobertsNo ratings yet
- Granular Materials at Meso-scale: Towards a Change of Scale ApproachFrom EverandGranular Materials at Meso-scale: Towards a Change of Scale ApproachNo ratings yet
- Wocke Auc2008Document16 pagesWocke Auc2008klomps_jrNo ratings yet
- Singh 2001Document9 pagesSingh 2001Rahmawati ZulaikhaNo ratings yet
- 17 Surface Treatment Review PDFDocument43 pages17 Surface Treatment Review PDFMart Ort UzielNo ratings yet
- Laboratory Tests Predict Retention and Drainage Aid PerformanceDocument14 pagesLaboratory Tests Predict Retention and Drainage Aid Performanceshalu29No ratings yet
- Image-Based On-Line Measurement of Crepe Structure: White PaperDocument12 pagesImage-Based On-Line Measurement of Crepe Structure: White PaperAhmed AsforaNo ratings yet
- Sizing-Impact of Process Parameter On Beam Quality and Similarly On Loom PerformanceDocument15 pagesSizing-Impact of Process Parameter On Beam Quality and Similarly On Loom PerformanceSaad KhanNo ratings yet
- Extenders ArticleDocument7 pagesExtenders ArticlenschischoffNo ratings yet
- Refining mechanisms and development of TMP properties in a low-consistency refinerDocument15 pagesRefining mechanisms and development of TMP properties in a low-consistency refinerLaboratorio PapelesRegionales100% (1)
- HubbeM 00 SelectingChargeMeasurementsDocument26 pagesHubbeM 00 SelectingChargeMeasurementsMiguelNo ratings yet
- MBR System Comparison GuideDocument9 pagesMBR System Comparison GuidepragatheeskNo ratings yet
- Leasure 2020Document8 pagesLeasure 2020bayuNo ratings yet
- Surface Modification Methods For Improving The Dyeability of Textile FabricsDocument20 pagesSurface Modification Methods For Improving The Dyeability of Textile Fabricshamidrahmany3657No ratings yet
- ADVANCES IN PEELABLE SEALANT TECHNOLOGY - RollprintDocument14 pagesADVANCES IN PEELABLE SEALANT TECHNOLOGY - Rollprintjulio100% (1)
- RefinerDocument25 pagesRefinerMo'tasem SalhabNo ratings yet
- Experimental Investigations On The Contact Fatigue Life Under Starved ConditionsDocument8 pagesExperimental Investigations On The Contact Fatigue Life Under Starved ConditionsWilmer ContrerasNo ratings yet
- Inspection/damage Assessment. Each OEM Provides Inspection and Damage Assessment Criteria in TheirDocument3 pagesInspection/damage Assessment. Each OEM Provides Inspection and Damage Assessment Criteria in TheirsrbhdeshNo ratings yet
- Development of High-Efficiency Polycondensation Reactor With Structured Flow FieldDocument2 pagesDevelopment of High-Efficiency Polycondensation Reactor With Structured Flow FieldAnonymous aDBepZNo ratings yet
- 2007 12 20 Foam Engl 03Document48 pages2007 12 20 Foam Engl 03Rajesh Kumar100% (3)
- Cyclone Test StudyDocument42 pagesCyclone Test StudyWilliam JonesNo ratings yet
- Abrasion Resistance of Durable Press Finished Cotton: InvestigatorsDocument9 pagesAbrasion Resistance of Durable Press Finished Cotton: InvestigatorsMaghfoor Ahmed MughalNo ratings yet
- Background: The Duct Tape BookDocument5 pagesBackground: The Duct Tape BookCloudine IzonNo ratings yet
- Paper MakingDocument82 pagesPaper Makingsomnath213No ratings yet
- Food Packaging TestingDocument45 pagesFood Packaging TestingRohit Chawla100% (2)
- Technical Guide Pigment&Coating Colour PreparationDocument18 pagesTechnical Guide Pigment&Coating Colour PreparationHuy NguyenNo ratings yet
- Geotextile PropertiesDocument7 pagesGeotextile PropertiesfalganNo ratings yet
- AERO2289 Tensiles LabFinalDocument23 pagesAERO2289 Tensiles LabFinalShanaka JayasekaraNo ratings yet
- Doctor Blade TechniqueDocument4 pagesDoctor Blade Techniquearunbalaji86No ratings yet
- CatalystDocument20 pagesCatalystChirack Singh Tony Antony67% (3)
- Textile Finishing Methods and TechniquesDocument26 pagesTextile Finishing Methods and TechniquesAbhishek Roy100% (1)
- Figure 1 - Cross-Sectional View of ActuatorDocument5 pagesFigure 1 - Cross-Sectional View of ActuatoralokaNo ratings yet
- Mechanical Seal Reliability - What Realistically Can Be AchievedDocument11 pagesMechanical Seal Reliability - What Realistically Can Be AchievedsfontherunNo ratings yet
- TP GB Re Laf 030Document17 pagesTP GB Re Laf 030mljaininsulationNo ratings yet
- 1.4 Recent Advances in Transformer Insulation: The Most Important Insulating Materials ofDocument3 pages1.4 Recent Advances in Transformer Insulation: The Most Important Insulating Materials ofManoj KumarNo ratings yet
- Metering Size PressDocument22 pagesMetering Size PressDaud ZamanNo ratings yet
- 1998 Lumiainen Ch4 PDFDocument59 pages1998 Lumiainen Ch4 PDFAnonymous K3FaYFlNo ratings yet
- The Unexpected Benefits of Testing Custom Mixers and BlendersDocument4 pagesThe Unexpected Benefits of Testing Custom Mixers and BlendersJoshua JohnsonNo ratings yet
- Uvprocess Dyne ManualDocument17 pagesUvprocess Dyne ManualRamasubramanian SankaranarayananNo ratings yet
- Polymers and Its TypesDocument9 pagesPolymers and Its TypesZarnain khanNo ratings yet
- Survey of The Fouling Characteristics Between Attached and Suspended Growth Microorganisms in Submerged Membrane BioreactorDocument11 pagesSurvey of The Fouling Characteristics Between Attached and Suspended Growth Microorganisms in Submerged Membrane BioreactorsagbvnNo ratings yet
- Presented by Shrikant Athavale On 12 TH March 2010Document59 pagesPresented by Shrikant Athavale On 12 TH March 2010Binh Minh PackagingNo ratings yet
- Optimizing Grinding Circuits with Functional PerformanceDocument26 pagesOptimizing Grinding Circuits with Functional PerformanceFredy Peña100% (1)
- Critical Attributes of Folding Cartons 2Document8 pagesCritical Attributes of Folding Cartons 2Wanda Yee100% (1)
- CLEANING MEMBRANES EARLY IMPROVES PLANT PERFORMANCEDocument11 pagesCLEANING MEMBRANES EARLY IMPROVES PLANT PERFORMANCENaim HossainNo ratings yet
- Polymer Melt Spin Pack FiltrationDocument11 pagesPolymer Melt Spin Pack FiltrationbheenwaramNo ratings yet
- Catalysis Vs StrentchDocument10 pagesCatalysis Vs StrentchWSERNo ratings yet
- Advanced wastewater treatment using membrane bioreactorsDocument7 pagesAdvanced wastewater treatment using membrane bioreactorsyasinta lolaNo ratings yet
- Atmospheric Pressure Plasma Treatment of Polymers: Relevance to AdhesionFrom EverandAtmospheric Pressure Plasma Treatment of Polymers: Relevance to AdhesionNo ratings yet
- Thermoplastic Fabrication Technology Using Induced Vibration TechniquesDocument6 pagesThermoplastic Fabrication Technology Using Induced Vibration TechniquesabiliovieiraNo ratings yet
- National Institute of Standards and Technology - NISTDocument2 pagesNational Institute of Standards and Technology - NISTHansel OmarNo ratings yet
- Upload 5 Documents To Download: 02. Casos. Reingenieria de Procesos PDFDocument3 pagesUpload 5 Documents To Download: 02. Casos. Reingenieria de Procesos PDFHansel OmarNo ratings yet
- What Is A Black Hole? - NASADocument5 pagesWhat Is A Black Hole? - NASAHansel OmarNo ratings yet
- What Is A Black Hole?Document1 pageWhat Is A Black Hole?Hansel OmarNo ratings yet
- TercerDocument126 pagesTercerHansel OmarNo ratings yet
- IDEAS LAB - Unsubscribe ConfirmationDocument1 pageIDEAS LAB - Unsubscribe ConfirmationHansel OmarNo ratings yet
- Weaving - Fabric Production - BritannicaDocument10 pagesWeaving - Fabric Production - BritannicaHansel OmarNo ratings yet
- Significado de ACCOUNTABILITY en El Diccionario Cambridge InglésDocument1 pageSignificado de ACCOUNTABILITY en El Diccionario Cambridge InglésHansel OmarNo ratings yet
- How Accountability in The Workplace Drives Up Your Results - HomepageDocument6 pagesHow Accountability in The Workplace Drives Up Your Results - HomepageHansel OmarNo ratings yet
- Billing 3. Payment: 1. Gift AmountDocument2 pagesBilling 3. Payment: 1. Gift AmountHansel OmarNo ratings yet
- Pink Floyd - The Official SiteDocument1 pagePink Floyd - The Official SiteHansel OmarNo ratings yet
- Get Unlimited Downloads With A Free Scribd Trial!: Upload 5 Documents To DownloadDocument3 pagesGet Unlimited Downloads With A Free Scribd Trial!: Upload 5 Documents To DownloadHansel OmarNo ratings yet
- Significado de WEAVING en El Diccionario Cambridge InglésDocument5 pagesSignificado de WEAVING en El Diccionario Cambridge InglésHansel OmarNo ratings yet
- The Solar System - Facts About Our Cosmic Neighborhood - Live ScienceDocument1 pageThe Solar System - Facts About Our Cosmic Neighborhood - Live ScienceHansel OmarNo ratings yet
- BBC - HomepageDocument16 pagesBBC - HomepageHansel OmarNo ratings yet
- 50 Phrasal Verbs For Work and Business PDFDocument32 pages50 Phrasal Verbs For Work and Business PDFBabou Parassouraman100% (1)
- El Flujo de Efectivo 1Document3 pagesEl Flujo de Efectivo 1Hansel OmarNo ratings yet
- Upload 5 docs & download unlimitedDocument3 pagesUpload 5 docs & download unlimitedHansel OmarNo ratings yet
- ¿Como Mejorar La Evaluación en El Aula PDF - Evaluación - Maestros PDFDocument86 pages¿Como Mejorar La Evaluación en El Aula PDF - Evaluación - Maestros PDFHansel OmarNo ratings yet
- ¿Como Mejorar La Evaluación en El Aula PDF - Evaluación - Maestros PDFDocument86 pages¿Como Mejorar La Evaluación en El Aula PDF - Evaluación - Maestros PDFHansel OmarNo ratings yet
- Upload 1 Document To Download: Equipos - Refinación Del PetróleoDocument3 pagesUpload 1 Document To Download: Equipos - Refinación Del PetróleoHansel OmarNo ratings yet
- Appleton - AstenJohnson Union Workers Go On StrikeDocument9 pagesAppleton - AstenJohnson Union Workers Go On StrikeHansel OmarNo ratings yet
- VALUACION DE EMPRESAS - Inflación - Tasas de InterésDocument30 pagesVALUACION DE EMPRESAS - Inflación - Tasas de InterésHansel OmarNo ratings yet
- Strategize PDFDocument159 pagesStrategize PDFHansel Omar95% (21)
- Academic Essay WritingDocument26 pagesAcademic Essay WritingFahad Areeb100% (1)
- Work Rules PDFDocument6 pagesWork Rules PDFKaran TibdewalNo ratings yet
- Innovation Indicators Throughout The Innovation Process. An ExtensiveDocument27 pagesInnovation Indicators Throughout The Innovation Process. An ExtensiveHansel OmarNo ratings yet
- Correlations Between Fibre PropertiesDocument49 pagesCorrelations Between Fibre PropertiesHansel Omar100% (1)
- 1965 (Vol 1) PDFDocument654 pages1965 (Vol 1) PDFHansel OmarNo ratings yet
- Emerson Top Quartile Ebook 2017Document11 pagesEmerson Top Quartile Ebook 2017Hansel OmarNo ratings yet
- Cambridge IGCSE: Chemistry 0620/11Document12 pagesCambridge IGCSE: Chemistry 0620/11ÙИΚNOWN ΔSSΔSSłÑNo ratings yet
- Molecules 24 01651Document51 pagesMolecules 24 01651Naveen MareeduNo ratings yet
- CHEM330 Lab Manual With Video LinksDocument12 pagesCHEM330 Lab Manual With Video LinksWajeeha MumtazNo ratings yet
- Framework-Type Determination For Zeolite Structures in The Inorganic NISTDocument45 pagesFramework-Type Determination For Zeolite Structures in The Inorganic NISTjessicasjsNo ratings yet
- Separation ProcessDocument7 pagesSeparation ProcessLina alikhNo ratings yet
- Degasser ResolutionSystemsDocument4 pagesDegasser ResolutionSystemsResolution Systems, Inc.No ratings yet
- Maize seed coating effects on root developmentDocument17 pagesMaize seed coating effects on root developmentcarlos scrivanoNo ratings yet
- KCC Beauty Formulation Guide V2 PDFDocument13 pagesKCC Beauty Formulation Guide V2 PDFKothari SaralNo ratings yet
- Corrocoat - Polyglass VE Pipe Grade - 2016Document2 pagesCorrocoat - Polyglass VE Pipe Grade - 2016Victor PomboNo ratings yet
- CBSE Class 12 Chemistry Concept Map All ChaptersDocument26 pagesCBSE Class 12 Chemistry Concept Map All ChaptersDeep Adhia50% (2)
- Syllabus in Chemistry 1 (Nursing)Document4 pagesSyllabus in Chemistry 1 (Nursing)Rodel Matulin Catajay100% (1)
- Manuf Pacop Pink Green Blue RedDocument46 pagesManuf Pacop Pink Green Blue RedShane KimNo ratings yet
- Chem HW Key 222 Fall 2013 Exam 4 KeyDocument8 pagesChem HW Key 222 Fall 2013 Exam 4 Keychem28dcaNo ratings yet
- A New Classification System For All-Ceramic and Ceramic-Like Restorative Materials. 2015 - Gracis - IJPDocument11 pagesA New Classification System For All-Ceramic and Ceramic-Like Restorative Materials. 2015 - Gracis - IJPPaul AlvarezNo ratings yet
- Regulate Body Temperature with AntiperspirantsDocument6 pagesRegulate Body Temperature with Antiperspirantsanakren296No ratings yet
- AOC Global Products 03Document17 pagesAOC Global Products 03Furqan_Aja_5311No ratings yet
- AlkaneDocument6 pagesAlkaneNadeem Haider HammadNo ratings yet
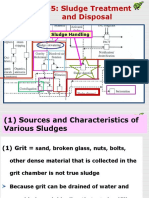
- Chapter 7-5: Sludge Treatment and DisposalDocument36 pagesChapter 7-5: Sludge Treatment and DisposalSUWIPHA DAPHANo ratings yet
- 5.surface Chemistry Final 4-3-2014 PDFDocument16 pages5.surface Chemistry Final 4-3-2014 PDFArinjayNo ratings yet
- Boron DopingDocument23 pagesBoron Dopingdbinod281No ratings yet
- Flexible Temperature Sensors A ReviewDocument16 pagesFlexible Temperature Sensors A ReviewMicu CristiNo ratings yet
- 545 2 NLSC Sample 24 InstDocument4 pages545 2 NLSC Sample 24 InstKIVUMBI MICHAELNo ratings yet
- Soap PDFDocument3 pagesSoap PDFanna marieNo ratings yet
- ASTM D653 14 Terminologia de Suelos PDFDocument46 pagesASTM D653 14 Terminologia de Suelos PDFLuân Nguyễn QuỳnhNo ratings yet
- CBSE Class 12 Chemistry Board Question Paper Solved 2018 Set 1 PDFDocument21 pagesCBSE Class 12 Chemistry Board Question Paper Solved 2018 Set 1 PDFKaizer MirzaNo ratings yet
- Copper OresDocument8 pagesCopper OresBalaRajKumarNo ratings yet
- Midterm Exam 1Document9 pagesMidterm Exam 1Hemal ShahporiaNo ratings yet
- Introduction To Transition Metal ComplexesDocument46 pagesIntroduction To Transition Metal ComplexesmaqboolsnNo ratings yet
- 2.lab Techniques (Repaired) PDFDocument52 pages2.lab Techniques (Repaired) PDFSomu Yashawant ChaudhariNo ratings yet
- Administrative Medical Assisting 8th Edition French Test BankDocument36 pagesAdministrative Medical Assisting 8th Edition French Test Bankpolymniahookerahd2c100% (51)