You might also like
- BS en 10225 - 2009Document81 pagesBS en 10225 - 2009Md Azahary100% (3)
- Iso 12135 2002 FR en PDFDocument11 pagesIso 12135 2002 FR en PDFPaquita Londdon100% (2)
- TSPP9Document90 pagesTSPP9Ian NaylorNo ratings yet
- Field Welding ProceduresDocument102 pagesField Welding Procedureslaz_k100% (2)
- Sewerage WWTP Korca Project HDPE Installation MethodDocument16 pagesSewerage WWTP Korca Project HDPE Installation MethodJohnny Rambo100% (3)
- T-K-Y Presentation 16-12-13Document31 pagesT-K-Y Presentation 16-12-13mukeshayoor100% (1)
- Hardness Test ProcedureDocument2 pagesHardness Test ProcedureTridib Dey100% (2)
- API 1104 SummaryDocument7 pagesAPI 1104 Summarymohamedqc100% (1)
- Duplex Ss WPSDocument8 pagesDuplex Ss WPSVinu Raveendran100% (1)
- Definition of Buttering From ASME Section IXDocument2 pagesDefinition of Buttering From ASME Section IXsanket100% (3)
- Aws D1.1-D1.1M-2015Document1 pageAws D1.1-D1.1M-2015huasNo ratings yet
- Repeated Weld Repair and Its Influence On Welded Carbon SteelDocument9 pagesRepeated Weld Repair and Its Influence On Welded Carbon SteelRabah BrikaNo ratings yet
- Aws d1.1 Tubular Vs Non TubularDocument1 pageAws d1.1 Tubular Vs Non TubularrendraNo ratings yet
- ABS - Guide For NDT For Hull Weld 2011Document89 pagesABS - Guide For NDT For Hull Weld 2011Packirisamy BaskarNo ratings yet
- AWS D1.1 structural steel code radiographic inspection standardsDocument2 pagesAWS D1.1 structural steel code radiographic inspection standardsrohim100% (1)
- WEM 600 - Offshore Platform WeldingDocument26 pagesWEM 600 - Offshore Platform Weldingriqto100% (1)
- Esab Storage HandlingDocument4 pagesEsab Storage HandlingTasmanijskaNema100% (1)
- AWS D1.1 InterpretationsDocument32 pagesAWS D1.1 InterpretationsMarcelo LacerdaNo ratings yet
- 6GR RequirementsDocument1 page6GR Requirementswalitedison100% (1)
- Material InspectionDocument25 pagesMaterial InspectionAhmed Gomaa100% (2)
- Offshore Pipeline Engineering Materials & Welding Module Construction PracticeDocument56 pagesOffshore Pipeline Engineering Materials & Welding Module Construction PracticeOrueta Claudio100% (1)
- P1 To P8Document9 pagesP1 To P8Pat AuffretNo ratings yet
- Mpi Acceptance Criteria Aws D1.1ziuhjhdsbhdebhdbdDocument2 pagesMpi Acceptance Criteria Aws D1.1ziuhjhdsbhdebhdbdsandeep100% (1)
- Tubular Non Tubular AWS D1 1 PDFDocument56 pagesTubular Non Tubular AWS D1 1 PDFRudy JakfNo ratings yet
- WPS Steps of MakingDocument51 pagesWPS Steps of MakingSaut Maruli Tua Samosir100% (1)
- Aws Welder Qualification Requirments Tyk JointsDocument2 pagesAws Welder Qualification Requirments Tyk JointsPrashant RaneNo ratings yet
- Udlp-Tacom Welding Code, Almn (Ansi-Aws d1.2)Document120 pagesUdlp-Tacom Welding Code, Almn (Ansi-Aws d1.2)mtcengineering100% (2)
- STD 1104 - Welding of Pipelines and Related FacilitiesDocument43 pagesSTD 1104 - Welding of Pipelines and Related FacilitiesDinesh SinghNo ratings yet
- Weld Fit Up Inspection Employee TrainingDocument10 pagesWeld Fit Up Inspection Employee TrainingBadiuzzama Azmi100% (1)
- CSWIP Welding InspectionDocument31 pagesCSWIP Welding InspectionVyshakh SunilNo ratings yet
- AWS D1.1 (2020) - Essential Variable For WPS & WeldersDocument7 pagesAWS D1.1 (2020) - Essential Variable For WPS & WeldersFouad OudinaNo ratings yet
- Metrode Welding Duplex & Superduplex Stainless SteelsDocument18 pagesMetrode Welding Duplex & Superduplex Stainless SteelsClaudia Mms50% (2)
- Cswip - Section 09-Welding SymbolsDocument14 pagesCswip - Section 09-Welding SymbolsNsidibe Michael Etim100% (1)
- BS 3923-2 PDFDocument21 pagesBS 3923-2 PDFbich0% (1)
- Welding Simulation of Tubular Joint of Hsla S460 Using Simufact Welding SoftwareDocument117 pagesWelding Simulation of Tubular Joint of Hsla S460 Using Simufact Welding SoftwareZarif YusufNo ratings yet
- Ffs-su-5216-A - Structural Welding and Inspection For Offshore PlatformsDocument28 pagesFfs-su-5216-A - Structural Welding and Inspection For Offshore PlatformsBolarinwaNo ratings yet
- API 1104 Defects Acceptance Criteria FinalDocument4 pagesAPI 1104 Defects Acceptance Criteria FinalHendry AriosNo ratings yet
- Weldable Structural SteelDocument22 pagesWeldable Structural SteelSam LowNo ratings yet
- RT Acceptance Para. 9.4Document4 pagesRT Acceptance Para. 9.4Yan Ferizal100% (1)
- General Specification Offshore Platforms Offshore Structures Construction PDFDocument89 pagesGeneral Specification Offshore Platforms Offshore Structures Construction PDFerwincalvo100% (1)
- Aws Cwe Exam SampleDocument2 pagesAws Cwe Exam SampleEmad A.AhmadNo ratings yet
- Reports - QAQC - R0Document10 pagesReports - QAQC - R0talupurumNo ratings yet
- NDT ACC CriteriaDocument6 pagesNDT ACC Criteriavsnaiduqc100% (1)
- GN12 WTIA Comparison of Welding Inspector Qualifications and Certifications PDFDocument4 pagesGN12 WTIA Comparison of Welding Inspector Qualifications and Certifications PDFHoa Nguyen ThaiNo ratings yet
- QW-403 6Document1 pageQW-403 6Solikhul HarisNo ratings yet
- Mohamed Ashim: Mechanical InspectorDocument5 pagesMohamed Ashim: Mechanical InspectorMad TahaNo ratings yet
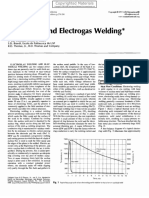
- Electrogas WeldingDocument11 pagesElectrogas WeldingDarryl007100% (1)
- Radiography Cheat SheetDocument1 pageRadiography Cheat SheetbplturnerNo ratings yet
- WPS & Materials Applicable MatrixDocument5 pagesWPS & Materials Applicable Matrixundeath123100% (1)
- STD 1104 - Welding of Pipelines and Related FacilitiesDocument38 pagesSTD 1104 - Welding of Pipelines and Related FacilitiesGishnu SunilNo ratings yet
- Macro Examination StandardDocument4 pagesMacro Examination StandardMohd Akmal ShafieNo ratings yet
- IIW IWE Syllabus PDFDocument27 pagesIIW IWE Syllabus PDFசுரேஷ் பாலமுருகன்100% (1)
- Welding of Duplex Stainless SteelDocument7 pagesWelding of Duplex Stainless SteelAnthony YUNo ratings yet
- Weld Fit Up ToleranceDocument2 pagesWeld Fit Up Tolerancesatrahe100% (2)
- Repair Welding Temper BeadDocument9 pagesRepair Welding Temper BeadwilliamjdtNo ratings yet
- Post Construction Codes Overview of Asme PCC-2 PDFDocument21 pagesPost Construction Codes Overview of Asme PCC-2 PDFriysall100% (2)
- Adding FEA Results to Piping and Pressure Vessel Designs with FEAToolsDocument58 pagesAdding FEA Results to Piping and Pressure Vessel Designs with FEAToolsJimmy Alexander Avila100% (1)
- 1 WELDING INSPECTION - STEELSDocument115 pages1 WELDING INSPECTION - STEELSrahim_335162856100% (3)
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Document19 pagesHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Mohamed AtefNo ratings yet
- Manual For Fusion Welding of Rails by The Alumino-Thermic ProcessDocument49 pagesManual For Fusion Welding of Rails by The Alumino-Thermic ProcesskrischaeverNo ratings yet
- Abbreviations Used in This Manual: 5. Ecu (Electronic Control Unit)Document130 pagesAbbreviations Used in This Manual: 5. Ecu (Electronic Control Unit)jhoan maestreNo ratings yet
- BWR Pressure Vessel Cladding Cracking InvestigationDocument18 pagesBWR Pressure Vessel Cladding Cracking InvestigationAndres_Pastor1987No ratings yet
- 3.2 Design of Welded JointsDocument41 pages3.2 Design of Welded Jointsssn MLNo ratings yet
- HSE PLAN APPENDICES HEALTH SAFETY ENVIRONMENTDocument240 pagesHSE PLAN APPENDICES HEALTH SAFETY ENVIRONMENTWaleed KhalidNo ratings yet
- Slag (Welding) : Jump To Navigation Jump To SearchDocument3 pagesSlag (Welding) : Jump To Navigation Jump To SearchCarlos BustamanteNo ratings yet
- Evaluación requisitos código API 510 reparacionesDocument3 pagesEvaluación requisitos código API 510 reparacionesJuan Jose Espinoza BarandiaranNo ratings yet
- IDI Hydropower Company Ltd. (975 KW) : Workshop of Engineering Suppliers Pvt. LTDDocument8 pagesIDI Hydropower Company Ltd. (975 KW) : Workshop of Engineering Suppliers Pvt. LTDNef Urja ChautariNo ratings yet
- SIRIM-AWS Certified Welder (CW) Brochure 2013Document2 pagesSIRIM-AWS Certified Welder (CW) Brochure 2013sutimankeminNo ratings yet
- Spec-High MastDocument18 pagesSpec-High MastHarmandeep AhluwaliaNo ratings yet
- (Manual) Fundamentals of Heat and Mass Transfer - Incropera - Answers To End of Chapter Problems - 5th EdDocument34 pages(Manual) Fundamentals of Heat and Mass Transfer - Incropera - Answers To End of Chapter Problems - 5th Edroad1212No ratings yet
- GEA Shell and Tube Heat Exchangers For The Oil and Gas IndustryDocument10 pagesGEA Shell and Tube Heat Exchangers For The Oil and Gas IndustryMauricio Huerta JaraNo ratings yet
- Audi q7 Service TrainingDocument7 pagesAudi q7 Service Trainingsara100% (46)
- Busbar TightnessDocument11 pagesBusbar Tightnesssanjeev267No ratings yet
- Service Manual: Ewm RCDocument30 pagesService Manual: Ewm RCRiza AkbarNo ratings yet
- Dc-20 Bugo SystemsDocument4 pagesDc-20 Bugo SystemsHugo Fernandez CeronNo ratings yet
- Collins Weldability Corrosion 316L ReportDocument11 pagesCollins Weldability Corrosion 316L ReportamanNo ratings yet
- Errores RSV 9 03Document167 pagesErrores RSV 9 03Johan ZraghozNo ratings yet
- SafetyHB 2015REDRevDocument196 pagesSafetyHB 2015REDRevVictor Alejandro QuispeNo ratings yet
- Orbitalum Orbital Tube Cutting & Welding Systems CatalogDocument56 pagesOrbitalum Orbital Tube Cutting & Welding Systems CatalogMagaly SaavedraNo ratings yet
- Automelt b20 Plus PDFDocument3 pagesAutomelt b20 Plus PDFSadhasivam VeluNo ratings yet
- ASME2019 KeyChangesSectionIDocument8 pagesASME2019 KeyChangesSectionIمحمد نعمان بٹNo ratings yet
- WJ 2012 12 PDFDocument148 pagesWJ 2012 12 PDFMarcelo AlbeNo ratings yet
- In Plant Industrial Training Undertaken atDocument47 pagesIn Plant Industrial Training Undertaken atyttftfiugiuiuNo ratings yet
- General Specification: Welding - MaterialsDocument18 pagesGeneral Specification: Welding - MaterialsAjay Bagga100% (1)
- Revised Job Safety AnalysisDocument11 pagesRevised Job Safety AnalysisTigor GurningNo ratings yet
- FINAL ILS Cataloog DIGI PDFDocument104 pagesFINAL ILS Cataloog DIGI PDFPrashanth Arumugam100% (1)
- PARKER - TUBERIA-HIDRAULICA - R22 X 2.5Document8 pagesPARKER - TUBERIA-HIDRAULICA - R22 X 2.5Cesar ObesoNo ratings yet
- Base of Body Repair: Group 9Document50 pagesBase of Body Repair: Group 9Toponari MedveNo ratings yet
- Joint Welding Method PHC D600A-100Document2 pagesJoint Welding Method PHC D600A-100sochealaoNo ratings yet