You might also like
- 6.13.R-D. Editable Sample Fire Prevention and Response Manual March 3, 2023Document4 pages6.13.R-D. Editable Sample Fire Prevention and Response Manual March 3, 2023NKH Mega Gas94% (18)
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryFrom EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryRating: 5 out of 5 stars5/5 (3)
- LPG CylindersDocument21 pagesLPG Cylindersafic219473100% (2)
- Gas Cylinder Rules 2016Document22 pagesGas Cylinder Rules 2016mahendran33% (3)
- STD 159Document34 pagesSTD 159sparkarc4100% (2)
- 34 Samss 611Document8 pages34 Samss 611naruto256No ratings yet
- 45Kg Cylinder & Valve Assembly PN.81-100067-002Document4 pages45Kg Cylinder & Valve Assembly PN.81-100067-002max_powerNo ratings yet
- 04 Samss 058 PDFDocument5 pages04 Samss 058 PDFbalajiNo ratings yet
- 3701 - Safety Relief ValveDocument10 pages3701 - Safety Relief ValveSIVA50% (2)
- Technical specifications for 14.2 kg LPG cylinders manufacturingDocument14 pagesTechnical specifications for 14.2 kg LPG cylinders manufacturingNikhil GupthaNo ratings yet
- Spesifications For Surge VesselDocument9 pagesSpesifications For Surge VesselAnupamMishraNo ratings yet
- 4389 - Tech - Spec - 2024 01 31 16 10 08Document4 pages4389 - Tech - Spec - 2024 01 31 16 10 08MKTG THE SALEM AEROPARKNo ratings yet
- Subchapter M Alternate Fuel Systems and ControlsDocument10 pagesSubchapter M Alternate Fuel Systems and Controlsbilly dillpickerNo ratings yet
- QCP-12 Valve Leak Test Procedure PDFDocument21 pagesQCP-12 Valve Leak Test Procedure PDFIbrahim100% (3)
- Specs - LPG CylindersDocument21 pagesSpecs - LPG CylindersCassy AbulenciaNo ratings yet
- Attachment 1of SP 46 50Document10 pagesAttachment 1of SP 46 50aminNo ratings yet
- "Gpo" Series: Gas-Over-Oil ActuatorsDocument40 pages"Gpo" Series: Gas-Over-Oil ActuatorsJorge BeltranNo ratings yet
- Spec Clauses NotesDocument4 pagesSpec Clauses NoteszohaNo ratings yet
- 727 PosrvDocument7 pages727 Posrvtxlucky80No ratings yet
- DFD8803 3lpeDocument33 pagesDFD8803 3lpeshoaib1985No ratings yet
- Standards For The Scuderia UFCG Powertrain SubsystemDocument9 pagesStandards For The Scuderia UFCG Powertrain SubsystemVinicius de Albuquerque MalheirosNo ratings yet
- Saes-L-108, 10112010Document27 pagesSaes-L-108, 10112010Sathishkumar DhamodaranNo ratings yet
- Oisd 162Document20 pagesOisd 162Neeraj GuptaNo ratings yet
- Technical Specification of Transformer OilDocument8 pagesTechnical Specification of Transformer OilPratik987No ratings yet
- FK 50 WHB - Low - GBDocument61 pagesFK 50 WHB - Low - GBKhalid MahmoodNo ratings yet
- B.3.8 - Safety Valves SpecDocument8 pagesB.3.8 - Safety Valves SpecEmiel RoestenburgNo ratings yet
- SM 001 SRV SpecDocument5 pagesSM 001 SRV Specvardan_vardanNo ratings yet
- 04 Samss 041Document6 pages04 Samss 041Moustafa BayoumiNo ratings yet
- Install and Maintain Synchronized Telescopic CylinderDocument23 pagesInstall and Maintain Synchronized Telescopic CylinderMohamed SemedaNo ratings yet
- Choke & Kill Line InstructionsDocument6 pagesChoke & Kill Line InstructionskrishnsgkNo ratings yet
- 43 00 00 - LPG InstallationDocument13 pages43 00 00 - LPG InstallationNiong David100% (1)
- 34 Samss 612Document8 pages34 Samss 612naruto256No ratings yet
- 15 Saip 50Document5 pages15 Saip 50malika_00No ratings yet
- Cartridge Valves CT 198974Document312 pagesCartridge Valves CT 198974oleg-spb100% (2)
- Mil F 15618FDocument24 pagesMil F 15618FmsajanjNo ratings yet
- Alert Operators Transmission - Aot: Customer Services DirectorateDocument5 pagesAlert Operators Transmission - Aot: Customer Services DirectorateIbrahim Khalil100% (1)
- Mechanical Seal Application (Eagleburgmann)Document30 pagesMechanical Seal Application (Eagleburgmann)Jai-Hong ChungNo ratings yet
- BFV STD - SpecdamperDocument39 pagesBFV STD - Specdamperkselvan_1No ratings yet
- Essar Steel PlantDocument62 pagesEssar Steel PlantKrishnadev C.SNo ratings yet
- Specification of Butterfly Valves Gas and Air Application IPSS:1-06-012-02Document9 pagesSpecification of Butterfly Valves Gas and Air Application IPSS:1-06-012-02GopalMahantaNo ratings yet
- Standard Rail Tank Cars Liquid Chemicals Bulk TransportDocument12 pagesStandard Rail Tank Cars Liquid Chemicals Bulk Transportsksiddique100% (1)
- Banuwati-K Gas Compressor Platform Piping Cleaning ProcedureDocument16 pagesBanuwati-K Gas Compressor Platform Piping Cleaning ProcedureDannis AnantoNo ratings yet
- Valves SpecificationDocument13 pagesValves Specificationkselvan_1No ratings yet
- Scope: PurposeDocument6 pagesScope: Purposezahid_497No ratings yet
- 3 66 KV CT PT R6 Metering Dec 12Document34 pages3 66 KV CT PT R6 Metering Dec 12dkshtdkNo ratings yet
- Cylinder InformationDocument5 pagesCylinder Informationcresos100% (2)
- 04 Samss 051 PDFDocument9 pages04 Samss 051 PDFJuned BagdadiNo ratings yet
- Technical Notes and Specifications Part CDocument29 pagesTechnical Notes and Specifications Part Cهيمنت بيلوديا100% (1)
- Airworthiness Bulletin: 2. PurposeDocument7 pagesAirworthiness Bulletin: 2. PurposeHuda LestraNo ratings yet
- SP10277 Dot4baDocument11 pagesSP10277 Dot4baPhan VinhNo ratings yet
- Oakwell Engineering's 17-Page Chemical Injection Skid FAT ProcedureDocument18 pagesOakwell Engineering's 17-Page Chemical Injection Skid FAT ProcedurePham Thai Tuyen100% (1)
- Dodge / Jeep: Provided Hardware May Damage The Intake Tube, Throttle Body and EngineDocument3 pagesDodge / Jeep: Provided Hardware May Damage The Intake Tube, Throttle Body and EngineLuis Fernando Hurtado LoayzaNo ratings yet
- Curso Caterpillar Material Del Estudiante Dispositivos ElectronicosDocument109 pagesCurso Caterpillar Material Del Estudiante Dispositivos ElectronicosWilmar Raul Hancco ZaraviaNo ratings yet
- Tech SpecsDocument615 pagesTech SpecsCharles StathamNo ratings yet
- Central Marks Department-Iii Our Ref: CMD-III/16:15490 30 Oct 2006 Subject: Sulphide Stress Cracking Resistance Test On CNG Cylinders As Per Is 15490:2004Document9 pagesCentral Marks Department-Iii Our Ref: CMD-III/16:15490 30 Oct 2006 Subject: Sulphide Stress Cracking Resistance Test On CNG Cylinders As Per Is 15490:2004ravisharma1973No ratings yet
- Floating Ball ValvesDocument16 pagesFloating Ball ValvesGovundan Guru0% (1)
- Service Bulletin: MandatoryDocument7 pagesService Bulletin: MandatoryDavid De TeresaNo ratings yet
- PMS-V32-Ball Valves - FlangedDocument2 pagesPMS-V32-Ball Valves - FlangedMB Azharudeen100% (1)
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Engineering: Ronnapee Chaichaowarat, Jun Kinugawa, Kazuhiro KosugeDocument8 pagesEngineering: Ronnapee Chaichaowarat, Jun Kinugawa, Kazuhiro Kosugelaura bemudezNo ratings yet
- Needs and Language Goals of Students, Creating Learning Environments andDocument3 pagesNeeds and Language Goals of Students, Creating Learning Environments andapi-316528766No ratings yet
- Week C - Fact Vs OpinionDocument7 pagesWeek C - Fact Vs OpinionCharline A. Radislao100% (1)
- Problem Set 12Document5 pagesProblem Set 12Francis Philippe Cruzana CariñoNo ratings yet
- Lesson Plan 3Document6 pagesLesson Plan 3api-370683519No ratings yet
- Research Paper Is at DominosDocument6 pagesResearch Paper Is at Dominosssharma83No ratings yet
- People v. De Joya dying declaration incompleteDocument1 pagePeople v. De Joya dying declaration incompletelividNo ratings yet
- Cultural Practices and Academic Performance of Blaan Pupils in Sinapulan Elementary SchoolDocument15 pagesCultural Practices and Academic Performance of Blaan Pupils in Sinapulan Elementary SchoolLorNo ratings yet
- BRM 6Document48 pagesBRM 6Tanu GuptaNo ratings yet
- LAS IN ENTREPRENEURSHIP WEEK 4Document5 pagesLAS IN ENTREPRENEURSHIP WEEK 4IMELDA CORONACIONNo ratings yet
- Converting Units of Measure PDFDocument23 pagesConverting Units of Measure PDFM Faisal ChNo ratings yet
- University Students' Listening Behaviour of FM Radio Programmes in NigeriaDocument13 pagesUniversity Students' Listening Behaviour of FM Radio Programmes in NigeriaDE-CHOICE COMPUTER VENTURENo ratings yet
- Net Ionic EquationsDocument8 pagesNet Ionic EquationsCarl Agape DavisNo ratings yet
- Rangkuman Corporate GovernanceDocument21 pagesRangkuman Corporate GovernanceAlissa JanssensNo ratings yet
- Modbus Quick StartDocument3 pagesModbus Quick StartNash JungNo ratings yet
- Med 07Document5 pagesMed 07ainee dazaNo ratings yet
- mc1776 - Datasheet PDFDocument12 pagesmc1776 - Datasheet PDFLg GnilNo ratings yet
- 2009 IBP ElectionsDocument77 pages2009 IBP ElectionsBaldovino VenturesNo ratings yet
- The Bachelor of ArtsDocument6 pagesThe Bachelor of ArtsShubhajit Nayak100% (2)
- Simon Baumberg - Prokaryotic Gene ExpressionDocument348 pagesSimon Baumberg - Prokaryotic Gene ExpressionBodhi Dharma0% (1)
- Critters Table MannersDocument3 pagesCritters Table Mannersapi-248006371No ratings yet
- Assalamu'alaikum WR WB.: Emcee Script (1) Pre - AnnouncementDocument3 pagesAssalamu'alaikum WR WB.: Emcee Script (1) Pre - AnnouncementGian AlfaNo ratings yet
- Dryer User ManualDocument118 pagesDryer User ManualAyman Alhassny100% (1)
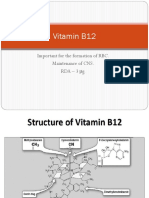
- Vitamin B12: Essential for RBC Formation and CNS MaintenanceDocument19 pagesVitamin B12: Essential for RBC Formation and CNS MaintenanceHari PrasathNo ratings yet
- ReportDocument7 pagesReportapi-482961632No ratings yet
- Commonlit The Cask of AmontilladoDocument10 pagesCommonlit The Cask of Amontilladoapi-506044294No ratings yet
- Unit 3 Activity 1-1597187907Document3 pagesUnit 3 Activity 1-1597187907Bryan SaltosNo ratings yet
- Commonlit Bloody KansasDocument8 pagesCommonlit Bloody Kansasapi-506044294No ratings yet
- Opinions and ThoughtsDocument2 pagesOpinions and Thoughtsfikri alfaroqNo ratings yet
- Lesson 5 Capital BudgetingDocument18 pagesLesson 5 Capital BudgetingklipordNo ratings yet