You might also like
- Spot Welding ParametersDocument3 pagesSpot Welding ParametersDeepak PathakNo ratings yet
- Dimensioning of Welding Equipment: GE34.SO.194 /C Guide ApplicableDocument8 pagesDimensioning of Welding Equipment: GE34.SO.194 /C Guide Applicablehassan eijyNo ratings yet
- Aga Handbook - Facts About Aluminium WeldingDocument19 pagesAga Handbook - Facts About Aluminium WeldingEmilce Bogado MartinezNo ratings yet
- Vdocuments - MX Iso 10447Document19 pagesVdocuments - MX Iso 10447Paweł MrajskiNo ratings yet
- 1 Arc Welding 1Document40 pages1 Arc Welding 1ali100% (1)
- Laser Welding FundamentalsDocument42 pagesLaser Welding FundamentalssunhuynhNo ratings yet
- 1082 DDocument21 pages1082 DbilsaitNo ratings yet
- Projection WeldDocument20 pagesProjection WeldCebrac ItatibaNo ratings yet
- EDMDocument20 pagesEDMlogeshboy007No ratings yet
- 2 Classification of Welding PDFDocument31 pages2 Classification of Welding PDFSiva Narendra100% (2)
- IIW - International Institute of WeldingDocument3 pagesIIW - International Institute of WeldingNilesh MistryNo ratings yet
- Resistance Welding Electrodes: Tips With Tapered Shanks Nose Types A, B, C, D, E & FDocument9 pagesResistance Welding Electrodes: Tips With Tapered Shanks Nose Types A, B, C, D, E & FreachfsrNo ratings yet
- Principles of WeldingDocument19 pagesPrinciples of WeldingAekJayNo ratings yet
- Weld SchedulesDocument7 pagesWeld SchedulesadamzlametNo ratings yet
- CMT Spot WeldingDocument11 pagesCMT Spot Weldingkarthick32mechNo ratings yet
- Advance Welding TechnologyDocument52 pagesAdvance Welding Technologypankaj3753No ratings yet
- PHWT PPT En24Document25 pagesPHWT PPT En248207 ASCETNo ratings yet
- Arc Welding - Calculator ChartDocument3 pagesArc Welding - Calculator ChartDr. Ladeesh V GopinathNo ratings yet
- Study of Heat Affected Zone (HAZ) in Thermit Welding ProcessDocument5 pagesStudy of Heat Affected Zone (HAZ) in Thermit Welding ProcessEgi NugrohoNo ratings yet
- Soudokay Strip Cladding - PrincipesDocument31 pagesSoudokay Strip Cladding - PrincipesRenny DevassyNo ratings yet
- Spot Weld Parameters HLSDocument10 pagesSpot Weld Parameters HLSHemantNo ratings yet
- GMAW of Creep Resistant SteelsDocument5 pagesGMAW of Creep Resistant SteelsJustin Morse100% (1)
- Concept Check Answers Ch6Document5 pagesConcept Check Answers Ch6Ruben Abreu100% (1)
- Adiabatic Shear Localization: Frontiers and AdvancesFrom EverandAdiabatic Shear Localization: Frontiers and AdvancesBradley DoddNo ratings yet
- Welding Symbols (As Per ISO 2553) and Weld Joint DesignDocument22 pagesWelding Symbols (As Per ISO 2553) and Weld Joint DesignMuhammed SulfeekNo ratings yet
- Orbitical WeldingDocument16 pagesOrbitical WeldingchianqiaoNo ratings yet
- Catalago Pernos Stud PDFDocument2 pagesCatalago Pernos Stud PDFErick German Fuentes PollicardoNo ratings yet
- Resistance Spot Welding: Experiment RSWDocument11 pagesResistance Spot Welding: Experiment RSWAli Raza JuttNo ratings yet
- Sinumerik OperateDocument15 pagesSinumerik Operatessptcer1No ratings yet
- GMW16536 Sealer-In Welded Struct Aug2011Document9 pagesGMW16536 Sealer-In Welded Struct Aug2011Taofiq AbiolaNo ratings yet
- Spot Welding ParametersDocument4 pagesSpot Welding ParametersagungNo ratings yet
- Machine Design I Design For Dynamic Loading & Welded Joints PDFDocument30 pagesMachine Design I Design For Dynamic Loading & Welded Joints PDFNiNo ratings yet
- Arc Welding EquipmentDocument6 pagesArc Welding Equipmentm_er100No ratings yet
- AC Resistance Welding Machine Manual 50kvaDocument35 pagesAC Resistance Welding Machine Manual 50kvaAntariksh Bahekar100% (1)
- Welding ShopDocument10 pagesWelding ShopAsifJavedNo ratings yet
- Dilution in Single Pass Arc Welds: As+As,, Asm EtaDocument9 pagesDilution in Single Pass Arc Welds: As+As,, Asm EtadayalramNo ratings yet
- Lincoln Welding MachineDocument4 pagesLincoln Welding MachinemevansmetreelNo ratings yet
- Geometrical TolerancingDocument12 pagesGeometrical TolerancingItalo Venegas100% (1)
- Design of Rivets & Welded JointsDocument52 pagesDesign of Rivets & Welded JointsKrishna VamsiNo ratings yet
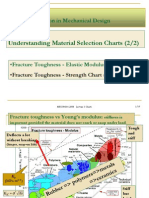
- Caceres-L3 Understanding Materials Selection ChartsDocument23 pagesCaceres-L3 Understanding Materials Selection ChartsUngku Mohd RafiqNo ratings yet
- Aws WJ 201602 PDFDocument147 pagesAws WJ 201602 PDFRenato BarretoNo ratings yet
- Steel Casting HandboockDocument446 pagesSteel Casting Handboockomar quiñonesNo ratings yet
- MY4130 Lecture 4Document4 pagesMY4130 Lecture 4Erik WadeNo ratings yet
- Weldability: Introduction and Factor Affecting ItDocument15 pagesWeldability: Introduction and Factor Affecting ItAnant Ajithkumar100% (2)
- Weld Joints and Weld Types - Part2Document1 pageWeld Joints and Weld Types - Part2joshua_tan_31No ratings yet
- Thermanit 17-06 (Boehler)Document1 pageThermanit 17-06 (Boehler)queno1No ratings yet
- The Nelson System Catalouge Version 2 2017 Shear StudsDocument8 pagesThe Nelson System Catalouge Version 2 2017 Shear StudsMacNo ratings yet
- Astm B 240-07 PDFDocument4 pagesAstm B 240-07 PDFRamsi AnkziNo ratings yet
- Avoidance of Discontinuities in The Joint HardoxDocument10 pagesAvoidance of Discontinuities in The Joint HardoxfsfunbNo ratings yet
- ARC Welding Application - E1102000124GB01Document116 pagesARC Welding Application - E1102000124GB01IsmaelNo ratings yet
- 3D FEM of Welding Process Using Element Birth & Element Movement TechniquesDocument7 pages3D FEM of Welding Process Using Element Birth & Element Movement TechniquesDebabrata PodderNo ratings yet
- WJ 2007 12 PDFDocument124 pagesWJ 2007 12 PDFAhmed GomaaNo ratings yet
- AMS 7110 Resistance Weld Gun SpecificationDocument26 pagesAMS 7110 Resistance Weld Gun SpecificationdhareeshNo ratings yet
- 5 Iron-Cementite Phase DiagramDocument46 pages5 Iron-Cementite Phase DiagramsmrutiNo ratings yet
- 04 Plastic Deformation of Single Crystal-21-42Document22 pages04 Plastic Deformation of Single Crystal-21-42Aravind SomasundaramNo ratings yet
- Tugas 04 - AndriyansaDocument7 pagesTugas 04 - AndriyansaAndriNo ratings yet
- AutomationDocument5 pagesAutomationashfaq_ahmed_7No ratings yet
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985From EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985No ratings yet
- Part 1 Bme 328LDocument49 pagesPart 1 Bme 328LDen Lester CabilesNo ratings yet
- Water Circulation SystemDocument37 pagesWater Circulation SystemSam50% (2)
- Turbo GeneratorDocument92 pagesTurbo GeneratorArpit Kumar100% (1)
- Turbine ErectionDocument131 pagesTurbine ErectionSam92% (12)
- Introduction To Turbovisory InstrumentsDocument40 pagesIntroduction To Turbovisory InstrumentsSam0% (1)
- Turbine ErectionDocument131 pagesTurbine ErectionSam92% (12)
- Water Circulation SystemDocument37 pagesWater Circulation SystemSam50% (2)
- Recording, Reporting of OutputDocument30 pagesRecording, Reporting of OutputSam100% (3)
- Feedwater SystemDocument70 pagesFeedwater SystemishanpahwaNo ratings yet
- L-03 Spring Loaded Foundation-PresentationDocument34 pagesL-03 Spring Loaded Foundation-PresentationSam100% (1)
- Generator ClassDocument93 pagesGenerator ClassSam100% (5)
- Equipment at HPSDocument60 pagesEquipment at HPSSam100% (1)
- Generator CommissioningDocument90 pagesGenerator CommissioningSam94% (18)
- Automatic Turbine Tester EeDocument17 pagesAutomatic Turbine Tester EeSam100% (1)
- KWU Turbine SystemDocument90 pagesKWU Turbine Systemvenukumare100% (6)
- Accident - Causes & FactorsDocument38 pagesAccident - Causes & FactorsSam100% (1)
- KWU Text GoverningDocument43 pagesKWU Text GoverningSam100% (2)
- DuctDocument100 pagesDuctSam100% (2)
- StartupDocument35 pagesStartupSam100% (1)
- Automatic Turbine TestorDocument26 pagesAutomatic Turbine TestorSam100% (2)
- Vertical Tube, Variable Pressure Furnace For Supercritical Steam BoilersDocument7 pagesVertical Tube, Variable Pressure Furnace For Supercritical Steam BoilersSamNo ratings yet
- Boiler Erection PDFDocument44 pagesBoiler Erection PDFShankar Jha100% (1)
- Control TheoryDocument28 pagesControl TheorySamNo ratings yet
- Vibration Measurement & AnalysisDocument48 pagesVibration Measurement & AnalysisSamNo ratings yet
- Soot Blower Erosion: Typical Locations Corrective ActionDocument65 pagesSoot Blower Erosion: Typical Locations Corrective ActionSamNo ratings yet
- Tube Fail 1Document29 pagesTube Fail 1Sam100% (1)
- Schemes TalcherDocument206 pagesSchemes TalcherSam100% (1)
- Vindh 9 CAVT ReportDocument20 pagesVindh 9 CAVT ReportSamNo ratings yet
- Caustic Corrosion: Typical Locations Corrective ActionDocument33 pagesCaustic Corrosion: Typical Locations Corrective ActionSamNo ratings yet
- Super Critical BoilerDocument78 pagesSuper Critical BoilerSam100% (2)
- Tetra Pak Training CatalogueDocument342 pagesTetra Pak Training CatalogueElif UsluNo ratings yet
- Safety Tips in Playing ArnisDocument2 pagesSafety Tips in Playing ArnisDensyo De MensyoNo ratings yet
- DR Hoon Park III - Indigenous Microorganism (IMO)Document33 pagesDR Hoon Park III - Indigenous Microorganism (IMO)neofrieda79100% (1)
- Schedule NDocument3 pagesSchedule Nmittal kelaNo ratings yet
- Doingwell Coaching ServicesDocument4 pagesDoingwell Coaching ServicesPaweł PawełNo ratings yet
- CARBOWAX™ Polyethylene Glycol (PEG) 1000Document2 pagesCARBOWAX™ Polyethylene Glycol (PEG) 1000Anonymous vJPniV7No ratings yet
- Mdx-40a Use en R1 PDFDocument100 pagesMdx-40a Use en R1 PDFMarcos BustamanteNo ratings yet
- Geology Harn v1 2Document17 pagesGeology Harn v1 2vze100% (1)
- Essay 31 - Permissive ParentingDocument2 pagesEssay 31 - Permissive Parentingqbich37No ratings yet
- List of Government Circuit Bungalow Nuwara EliyaDocument4 pagesList of Government Circuit Bungalow Nuwara EliyaAsitha Kulasekera78% (9)
- Grand Hyatt Manila In-Room Dining MenuDocument14 pagesGrand Hyatt Manila In-Room Dining MenuMetroStaycation100% (1)
- Method Statement For Installation of Chilled Water Pump & Condenser Water PumpDocument14 pagesMethod Statement For Installation of Chilled Water Pump & Condenser Water Pump721917114 47No ratings yet
- Wilo Water PumpDocument16 pagesWilo Water PumpThit SarNo ratings yet
- Water Quality Index Determination of Malathalli LakeDocument16 pagesWater Quality Index Determination of Malathalli Lakeajay kumar hrNo ratings yet
- DR K.M.NAIR - GEOSCIENTIST EXEMPLARDocument4 pagesDR K.M.NAIR - GEOSCIENTIST EXEMPLARDrThrivikramji KythNo ratings yet
- Operator'S Manual Controller R-30iBDocument25 pagesOperator'S Manual Controller R-30iBZied RaouakNo ratings yet
- Varioklav Steam Sterilizer 75 S - 135 S Technical SpecificationsDocument10 pagesVarioklav Steam Sterilizer 75 S - 135 S Technical Specificationssagor sagorNo ratings yet
- TherabandDocument1 pageTherabandsuviacesoNo ratings yet
- Tackling Food Inflation: Ashwinkumar Kokku - 67 Malcolm Pinto - 89 Samir Vele - Nitin JadhavDocument9 pagesTackling Food Inflation: Ashwinkumar Kokku - 67 Malcolm Pinto - 89 Samir Vele - Nitin JadhavMalcolm PintoNo ratings yet
- Hamraki Rag April 2010 IssueDocument20 pagesHamraki Rag April 2010 IssueHamraki RagNo ratings yet
- Material Safety Data Sheet: Wonder Gel™ Stainless Steel Pickling GelDocument2 pagesMaterial Safety Data Sheet: Wonder Gel™ Stainless Steel Pickling GelTrần Thùy LinhNo ratings yet
- Constantino V MendezDocument3 pagesConstantino V MendezNīc CādīgālNo ratings yet
- Resume Massage Therapist NtewDocument2 pagesResume Massage Therapist NtewPartheebanNo ratings yet
- Blood DonationDocument19 pagesBlood DonationsuruthiNo ratings yet
- Of Periodontal & Peri-Implant Diseases: ClassificationDocument24 pagesOf Periodontal & Peri-Implant Diseases: ClassificationruchaNo ratings yet
- AA-036322-001 - Anchor Bolt DetailsDocument1 pageAA-036322-001 - Anchor Bolt DetailsGaurav BedseNo ratings yet
- Chapter One - FiveDocument118 pagesChapter One - FivePrecious AnthonyNo ratings yet
- 2015 12 17 - Parenting in America - FINALDocument105 pages2015 12 17 - Parenting in America - FINALKeaneNo ratings yet
- Astm B633Document5 pagesAstm B633nisha_khan100% (1)
- What Has The Government and The Department of Health Done To Address To The Issues of Reproductive and Sexual Health?Document5 pagesWhat Has The Government and The Department of Health Done To Address To The Issues of Reproductive and Sexual Health?Rica machells DaydaNo ratings yet