Professional Documents
Culture Documents
Kaynak Bağlantıları
Uploaded by
Alpar DalgicOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Kaynak Bağlantıları
Uploaded by
Alpar DalgicCopyright:
Available Formats
07_kaynak.
doc
2010 Mart
www.guven-kutay.ch
KAYNAK
BALANTILARI
07
zet
M. Gven KUTAY
07_kaynak.doc
I N H A L T S V E R Z E I C H N I S
0 Genel ............................................................................................................................................ 5
Parann kaynaklanma zellii........................................................................................................ 6
0.1.1 Kaynaklanma yetenei................................................................................................. 6
0.1.1.1 eliklerin kaynaklanma yetenei............................................................................. 6
0.1.1.2 Krdkmn kaynaklanma yetenei ........................................................................ 8
0.1.1.3 eitli eliklerin kaynaklanma yetenei .................................................................. 9
0.1.2 Kaynak emniyeti .......................................................................................................... 9
0.1.3 Kaynak imkanlar......................................................................................................... 9
0.1.3.1 Is etkisi .................................................................................................................. 10
0.1.3.2 Kaynak dikiinde gerilimler................................................................................... 11
0.1.4 Kaynak balantlarnn meslek dallarna gre dalm ............................................. 11
0.1.5 Kaynak balantlarnn kullanma gre dalm ....................................................... 12
0.1.6 Kaynak balantlarnn yaplmasna gre dalm .................................................... 12
0.1.7 Kaynak balantlarnn yaplmalarna gre dalm ................................................. 12
0.1.8 Kaynak konstrksiyonunda dikkat edilecek baz durumlar ....................................... 15
0.1.9 Kaynak yntemleri..................................................................................................... 16
0.1.9.1 Oksiasetilen kayna .............................................................................................. 16
0.1.9.2 Elektrik ark kayna.............................................................................................. 16
0.1.9.3 Toz alt kayna...................................................................................................... 16
0.1.9.4 Wolfram inert gaz kayna..................................................................................... 17
0.1.9.5 Metal inert gaz kayna.......................................................................................... 17
0.1.9.6 Basn veya pres kayna....................................................................................... 17
0.1.9.7 Gasla eritme pres kayna ...................................................................................... 18
0.1.9.8 Diren kayna ....................................................................................................... 18
0.1.9.9 Elektrikle nokta kayna ........................................................................................ 18
0.1.9.10 Elektrikle makara kayna ................................................................................. 19
0.1.9.11 Elektron n kayna ........................................................................................ 19
0.2 Kaynakta kalite ve snflandrma ....................................................................................... 19
0.3 Kaynaa uygun konstrksiyon........................................................................................... 20
0.3.1 Malzemeye uygun konstrksiyon nerileri................................................................ 21
0.3.2 Zorlanmaya uygun konstrksiyon nerileri ............................................................... 21
0.3.3 malata uygun konstrksiyon nerileri ...................................................................... 21
0.3.4 Hesaplar ve imalata iin zel neriler........................................................................ 22
1 Makina konstrksiyonunda kaynak balantlar ........................................................................ 22
1.1 Makinada kaynak balantlarnn konstrksiyonu............................................................. 22
1.2 Makinada kaynak balantlarnn hesab............................................................................ 27
1.2.1 Kaynak konstrksiyonunda dikiler ve boyutlar....................................................... 27
1.2.1.1 Aln dikii............................................................................................................... 27
1.2.1.2 Ke dikii ............................................................................................................. 29
1.2.1.3 Basit ke dikileri ................................................................................................. 29
1.2.1.4 Profile ke dikileri .............................................................................................. 30
1.2.2 Makina kaynak konstrksiyonunda mukavemet hesab............................................. 31
1.2.2.1 eki ve Bas gerilmesi ........................................................................................... 31
1.2.2.2 Eilme gerilmesi .................................................................................................... 31
1.2.2.3 Kesme gerilmesi..................................................................................................... 31
1.2.2.4 Torsiyon gerilmesi ................................................................................................. 32
1.2.2.5 Toplam gerilmeler.................................................................................................. 32
07_kaynak.doc
1.2.2.6 Kaynak konstrksiyonunun kontrol..................................................................... 33
1.2.3 Nokta kayna ............................................................................................................ 39
1.2.3.1 Nokta kaynandaki kesme gerilimi ...................................................................... 39
1.2.3.2 Nokta kaynandaki izdm bas gerilimi............................................................ 40
2 elik konstrksiyonda kaynak balantlar................................................................................ 41
2.1 Kaynak yerlerinde genel mukavemet incelenmesi............................................................. 41
2.2 Stabilite ve iletmede mukavemet incelemesi ................................................................... 42
2.3 Merkezi basya zorlanan tek paral ubuk........................................................................ 42
2.4 Kaynak yerlerinin genel kontrol ...................................................................................... 44
3 Basnl kazanlarda kaynak........................................................................................................ 46
3.1 Kuvvetlerin belirlenmesi.................................................................................................... 46
3.2 Gerilmeler .......................................................................................................................... 47
3.2.1 Boyuna gerilme, eki gerilmesi ................................................................................. 47
3.2.2 Teetsel gerilme, eki gerilmesi ................................................................................ 48
3.2.3 Radyal gerilme, eki gerilmesi................................................................................... 48
3.2.4 Bileik gerilme ........................................................................................................... 49
3.3 Cidar kalnlnn bulunmas.............................................................................................. 50
4 rnekler ..................................................................................................................................... 53
4.1 rnek 1, Pres asisi, makina imalat .................................................................................. 53
4.2 rnek 2, Vin tamburu....................................................................................................... 56
4.2.1 Kaynak dikiinin emniyetli mukavemet deeri ......................................................... 57
4.3 rnek 3, Support, elik konstrksiyon............................................................................... 58
4.3.1 1. Alternatif, epeevre kapal kaynak dikiinde gerilmeler..................................... 58
4.3.2 2. Alternatif, C-eklinde kaynak dikiinde gerilmeler .............................................. 59
4.3.3 Kaynak dikilerinin emniyetli kayma mukavemet deeri.......................................... 60
4.4 rnek 4, Lokma anahtar uzatmas , makina imalat ......................................................... 61
4.4.1 1. Alternatif, epeevre O-kaynak dikii................................................................... 62
4.4.2 2. Alternatif, Kama kaynak dikii .............................................................................. 62
4.4.3 Kaynak dikilerinin emniyetli kayma mukavemet deeri.......................................... 62
4.4.4 Kaynak dikilerinin emniyet katsays ....................................................................... 62
4.5 rnek 5, Tayc kiri, elik konstrksiyon ...................................................................... 63
4.5.1 Kaynak dikiindeki gerilmeler ................................................................................... 63
4.5.2 Kaynak dikilerinin emniyetli kayma mukavemet deeri.......................................... 64
4.5.3 Konstrksiyonun analizi ............................................................................................ 64
4.6 rnek 6, Support, elik konstrksiyon............................................................................... 65
4.6.1 Kaynak dikiindeki gerilmeler ................................................................................... 65
4.6.2 Kaynak dikilerinin emniyetli mukavemet deeri ..................................................... 66
4.6.3 Konstrksiyonun analizi ............................................................................................ 66
4.7 rnek 7, Kazan konstrksiyonu......................................................................................... 67
5 Konu indeksi .............................................................................................................................. 71
K a y n a k b a l a n t l a r
www.guven-kutay.ch
4
Sembol ve tanmlamalar
Simge Birim Tanmlama
A
or
mm
2
Ortalama kaynak alan
A
W
mm
2
Kaynak alan ( W harfi,ngilizce kaynak kelimesi Welding den gelir)
c
1
mm Basnl kazanlarda malzeme kalnllk fark pay
c
2
mm Basnl kazanlarda anma pay
d mm ap
D mm D ap
F N Kuvvet
F
n
N Normal kuvvet
F
N apraz kuvvet
K - Basnl kazanlarda ek faktr
L mm Kaynaklanan parann kaynaklanan boyu
L
W
mm Kaynan hesaplar iin geerli boyu
m - Kesme etkisindeki balant yzeyleri
M
e
Nmm Eilme momenti
M
t
Nmm Torsion (burulma) momenti
n
DK
- Delik kabarma gerilmesine gre nokta kaynann nokta says
n
k
- Kesme gerilmesine gre nokta kaynann nokta says
p
e
N/mm
2
Hesaplama basnc, iletmedeki basn
S - Basnl kazanlarda emniyet katsays
t mm Malzeme kalnl
W
We
mm
3
Kaynak dikiinin eilme kar koyma momenti
W
Wt
mm
3
Kaynak dikiinin torsiyon (burulma) kar koyma momenti
- Snr byklk orants, rnein: =
min
/
max
, = F
min
/F
max
- Basnl kazanlarda ek faktr
W
N/mm
2
Kaynak dikiinde normal gerilmeler
Wb
N/mm
2
Kaynak dikiinde basma gerilmesi
WBi
N/mm
2
Kaynak dikiinde bileik gerilme
W
N/mm
2
Kaynak dikiinde ekme gerilmesi
We
N/mm
2
Kaynak dikiinde eilme gerilmesi
WEM
N/mm
2
Kaynak dikiinin emniyetli mukavemet deeri
W
N/mm
2
Kaynak dikiinde kayma gerilmesi
Wor
N/mm
2
Kaynak dikiinde ortalama kayma gerilmesi
Wt
N/mm
2
Kaynak dikiinde torsiyon (burulma) gerilmesi
K a y n a k b a l a n t l a r
www.guven-kutay.ch
5
0 Genel
zlemiyen balantlar denince akla ilk nce "kaynak" balantlar gelir. Kaynak balantlarnn
genel tarifi yledir;
Kaynak balants, ayn zellie sahip iki parann biribiriyle birletirilmesidir.
Bu balantya malzeme balantsda denilir. Birleme ya ek malzemeli veya ek malzemesiz, s
veya basn veyahut her ikisininde etkisi altnda olur.
Kaynak balants genelde metallerin birletirmek iin kullanlr. Burada "demir, demir dkm,
elik, elik dkm" paralarndaki kaynak balantlarn greceiz.
Malzeme balantlarn u ekilde ematik olarak gsterebiliriz.
MALZEME BALANTISI
AYNI ZELLKL
MALZEMEL veya
MALZEMESZ
AYRI ZELLKL
MALZEMEL
KAYNAK LEHM YAPITIRMA
Kaynak balantlar teknikte olduka nemli yer alr. Kaynak balantlarnda kayna yaplan mal-
ELEKTRK
KAYNAI
KAYNAI
BASINLI ISI
KAYNAI
.
OKSIJEN
DREN, PUNTA
KAYNAI
EK MALZEME
KAYNATILAN MALZEMELER
veya
BASIN
ISI
BASIN
KORUYUCU
MADDE
zemeler kendi aralarnda ve ek malzeme
ayn zellii tar. Balanan malzemeler ile
ek malzemenin mukavemet deerleri,
mekanik ve kimyasal zellikleri ayndr.
Lehim ve yaptrma balantlarnda
birletirilen malzemelerle ek malzeme
muhakkak ayn zellii tamalar art
deildir. Lehimleme ve yaptrmada ek
malzemenin zellikleri ve mukavemet
deeri eklenen paralarnki gibi deildir.
Bu durumun sonucunda u temel art
ortaya kar;
"Balatdaki kuvvet iletilecekse balanan
paralala balanan pralarn mukavemet
deerleri yeterince kullanlmaldr."
ekil 1 ile ematik olarak kaynak balant-
snn eitleri gsterilmitir.
ekil 1, Kaynak balants
K a y n a k b a l a n t l a r
www.guven-kutay.ch
6
Parann kaynaklanma zellii
K
A
Y
N
A
K
L
A
N
M
A
Y
E
T
E
N
E
K
A
Y
N
A
K
E
M
N
Y
E
T
KAYNAKLANMA
MKANI
PARANIN
KAYNAKLANMA
ZELL
YNTEM
KONSTRK-
SYON
MALZEME
ekil 2, Parann kaynaklanma zellii
Parann kaynaklanma zellii denince aklmza parann kaynakla birletirilebilecei gelir. Bu
zellik bir ok arta baldr. rnein; Parann malzemesi, konstrksiyonda verilmi olan ekli,
kaynak yapma yntemi ve iletmedeki zorlanmas, v.s. (bak ekil 2).
Malzemenin kaynaklanma yeteneini u grupta toplanr.
1. Gzel kaynak yaplabilme yetenei,
2. arta bal kaynak yaplabilme yetenei,
3. Kt kaynak yaplabilme veya kaynak yaplamama yetenei.
Bu zellikleri etkileyen artlar "kaynaklanma yetenei", "kaynak emniyeti" ve "kaynaklanma
imkan" diye ayr gruplarda inceleyebiliriz. Bu artlar ayn zamanda birbirlerinide etkilerler.
0.1.1 Kaynaklanma yetenei
Malzemenin kaynaklanma yetenei demek; o malzemenin herhangi bir kaynaklama yntemiyle
kat, erimi veya bulama halinde iken ayn veya benzer malzemeyle zlemeyen metalik balant
kurabilmesidir. Bu artlar balantda kullanlan malzeme ve ek malzemenin, eritilme ekilleri ve
yntemleri, dkm ekilleri, kimyasal bileimleri, malzeme hatalar, sl ilemler, v.b. zelliklerine
baldr.
0.1.1.1 eliklerin kaynaklanma yetenei
elik gzel kaynak yaplabilme yeteneine sahipse hi bir n ilem yaplmadan kolaylkla
kaynatlr. arta bal kaynaklanabilmede, kaynaktan nce, kaynak esnasnda ve kaynaktan sonra
belirli nlemlerin alnmasn gerektirir. Bylece malzeme balants oluturulur. Daha geni bilgi
iin ltfen standartlara ve zel literatre baknz.
Alamsz ve az alaml eliklerin kaynaklanma yetenekleri Tablo 1 ile gsterilmitir. Tablo 1 ile
verilen deerler 20 mm kalnla kadar geerlidir. Daha kaln malzemede kaynak yapma yetenei
azalr.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
7
Fazla alaml eliklerin kaynak yaplma yetenei karbon edeerinin tespiti ile karar verilemez.
Burada malzemenin mekanik zellikleri ve reticiden alnacak bilgilere gre karar verilmelidir.
Fakat u ekildede kaba olarak karar verilebilir. Kromlu ferrit elikleri, ki bunlar genelde
paslanmaz, asitlere dayankl ve oksitlenmeye dayankl eliklerdir, ayn malzeme zellikli veya
CrNi li ostenitten yaplm elektrotlarla gzelce kaynaklanabilirler. CrNi- und Mn-l ostenit
elikleride gayet gzel kaynaklanabilirler. Bu malzemeler hemen hemen yalnz elektrik kayna ile
kaynaklanabilirler.
elik dkmlerdede elikler iin verilen bilgiler geerlidir. Kaln cidarl malzemede ve kark
ekilli paralarda kaynaktan nce n stma ve kaynaktan sonrada gerilimsiz tavlamann yaplmas
bilhassa nerilir.
elik malzemeler genelde plastik deformasyon veya erimi durumda kaynama snrlar iinde bir
birileriyle birletirilirler (kaynatlrlar).
Genelde imalat eliklerinde (DIN17100) ve alamsz eliklerde kaynaklanma yetenekleri % olarak
karbon ktle miktar ile bantldr. Tablo 1 ile elikte % olarak karbon ktle miktar gsterilmitir.
Tablo 1, elikte % olarak karbon ktle miktar
Gzel kaynak
yaplabilme yetenei
arta bal kaynak
yaplabilme yetenei
Kt ve kaynak
yaplamama yetenei
C 0,22 %
0,2 % < C < 0,3 % 100 ile 150C kadar
0,3 % < C < 0,45 % 150 ile 275C kadar
0,45 % < C < 0,8 % 275 ile 425C kadar
n stmal.
C 0,8 %
Tablo 2, malat eliklerinde % olarak karbon ktle miktar
St 33 1.0035 ca. 0,25 % St 50-2 1.0050 ca. 0,3 %
St 34-2 1.0034 max. 0,15 % St 60-2 1.0060 ca. 0,4 %
RSt 37-2 1.0038 max. 0,2 % St 70-2 1.0070 ca. 0,5 %
Hafif alaml eliklerde karbon edeer miktar "K" ile malzemenin kaynaklamaya elverili olup
olmad bulunur.
Tablo 3, Karbon edeer miktar "K"
Gzel kaynak
yaplabilme yetenei
arta bal kaynak
yaplabilme yetenei
Kt ve hi kaynak
yaplamama yetenei
K 0,4 %
40 mm den kaln
malzemede n stma
yaplr
0,4 % < K < 0,6 %
100 ile 200 C
arasnda n stma yaplr
K 0,6 %
200 ile 350 C
arasnda n stma yaplr
Karbon edeer miktar "K" u formlle bulunur:
(
+ + + + + + =
2
P %
13
Cu %
15
Ni %
4
Mo %
5
Cr %
6
Mn %
C % K F ( 1 )
Dikkat; Bu formle (F ( 1 )) daima bilinen maksimum deerin konulmas gerekir.
Formln tatbikini grmek iin bir rnek ele alalm.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
8
22CrMo4, Malzeme No.: 1.7350 ve bileimin kimyasal analizi:
C 0,19...0,26 % Karbon S max. 0,035 % Kkrt
Si 0,15...0,40 % Silisyum Cr 0,9...1,2 % Krom
Mn 0,50...0,80 % Mangan Ni max. 0,6 % Nikel
P max. 0,035 % Fosfor Mo 0,4...0,5 % Molbden
Burada maksimum deerler:
C = 0,26 Mn = 0,8 Cr = 1,2 Mo = 0,5 Ni = 0,6 Cu = 0 P = 0,035
2
035 , 0
15
6 , 0
4
5 , 0
5
2 , 1
6
8 , 0
26 , 0 K + + + + + = = 0,79
Demekki burada 22CrMo4 malzemesinin karbon edeer miktar K = %0,79 dur. Tablo 2 ile
bulunan deeri kymetlendirirsek:
K = %0,79. > %0,6
22CrMo4 malzemesini kt veya kaynak yaplamayan malzeme grubunda buluruz. Malzemeyi
kaynatabilmek iin 200 ile 350 C arasnda n stma yapmamz ve zel elektrot kullanmamzda
arttr.
Eer byle bir malzemeyi hakikaten pratikte kaynatacaksanz, bu bilgilere dnda daha etrafl
bilgiler edinip kaynaa yle balaynz.
malat elikleri (DIN EN 10 025 bzw. DIN 17 100, s. TB 1-4) DIN de kalite grubu 2 ve 3 olarak
standartlatrlmtr. Kalite grubu 3 deki malzemeler gevreklik krlmasna kar kalite grubu 2 deki
malzemelerden daha hassastrlar ve kaynak yaplmaya grup 2 den daha elverilidirler. eliklerin her
kaynak yntemiyle kaynaklanmasnn snrsz zellii yoktur. Elektrik kayna ve gasla eritme
kaynanda problemsiz olarak St 37-2 ve St 52-3 ( 0,22 % C) kullanlr. elik St33 baz artlarda
kayna yaplabilir. Makina imalatnda ok kullanlan elikler St50-2, St60-2 ve St70-2 (C- miktar
0,3 %, 0,4 % ve 0,5 %!) sertlemeye ve gevreklik krlmasna elverilidirler. Bu zellikten dolay
artl ve bilinli n hazrlklarla kaynaklar yaplr. Ayn zamanda kaynak ilemleri bittikten sonra
muhakkak tavlanmaldrlar.
malat elikleri gaz kayna ve elektrik akm kayna ile kolayca birletirilirler. Dier kaynak
yntemlerinde (rnein; punto kayna) yalnz karbon miktar %0,22 den az olan elikler kaynaa
elverilidirler.
Gerilimi azaltma tavlamas ile kayna yaplan paralarn i gerilmeleri azaltlr. Bylece daha
sonra talal ilemede oluacak olan ekme ve deformasyonlar nlenir. Alamsz ve az alaml
elikler 600C ile 650C arasnda stlr. Istlan bu scaklkta her mm cidar kalnl iin en az
yarm saat tutulur. Tavlama esnasnda malzemenin akma snr s yardmyla daha dk dereceye
indirildiinden i gerilmeler plastik deformasyonla ortadan kalkar.
0.1.1.2 Krdkmn kaynaklanma yetenei
Krdkmn dokusundaki grafitten tr kolay kaynak yapma imkazszdr. Pratikte krdkmde
kaynak balants yaplmaz. Dzeltme veya tamir maksadyla kaynak yaplr. Yzeyde oluan
kabarcklarn doldurulmas, cidarlardaki kntlerin doldurulmas gibi. Bu maksatlada zel
elektrotlar kullanlr. Bu elektrotlar genelde Ni-, NiCu-, NiFe-almldrlar. Souk kaynaklamada
400C kadar n stma, scak kaynaklamada 800C kadar n stma gereklidir.
nce cidarl konstrksiyonda gazda erimeli kaynak, muayyen cidar kalnlndan sonra elektrik
kayna akc elektrotlarla yaplr.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
9
0.1.1.3 eitli eliklerin kaynaklanma yetenei
Kk molekll imalat elikleri (DIN 17 102 veya DIN EN 10 113 veya elik ve demir malzeme
standartlar SEW 083, 084 ve 085) btn yntemlerle kaynaklar rahatlkla yaplr. n art olarak
adallk ve atlamama zellii gelir. Balantda korunmal elektrot kullanlr. UP-kaynanda ek
malzeme kaynatlan malzemelerin ayns olmaldr. ou zaman kaynak 100 C ile 200 C aras
n stma ile yaplr.
Islah elikleri (DIN 17 200 veya DIN EN 10 083, TB 1-4) basn veya presleme yntemiyle
kaynatlrlar. C22, 25CrMo4 ve 28Mn6 elikleri eritme ve diren yntemiylede kaynatlrlar.
Ender olarak n stma gerekir.
Semantasyon elikleri (DIN 17 210, TB 1-4) sertletirilmeden nce eritme, basn veya presleme
yntemiyle kaynatlrlar. Fazla alaml 16MnCr5, 20MnCr5,15CrNi6 ve 17CrNiMo6 gibi
eliklerde n stma veya zel ilemler gerekir.
Ferrit krom elikleri (rnein X6Cr17) genelde kaynaa elverilidirler. Problem krom eliinin
gevreklemesi ve doku ekirdeklerinin bymesidir. Stabilleemiyen eliklerde (Ti veya Nb siz)
yava soutma veya ksa zamanda difzyon tavlamas gereklidir.
Martenzit elikleri (rnein X20CH3) artl olarak kaynak yaplabilir. Genelde 300 C ile 400 C
aras n stmadan sonra kaynak yaplr. Kaynaktan sonra hi soumadan 650 C ile 750 C
arasnda tavlanr.
Ostennit elikleri (rnein X5CrNi18 10) genelde kaynak yaplabilir. Problem scakta atlak
olumas ve i kristalleme ile korozyon. %0,07 C lu stabilleen eliklerde (Ti veya Nb li)
kaynaktan sonra sl ilem gerekmez.
Kkrtl otamat elikleri (rnein X10CrNiS18 9) genelde scakta atlak oluma tehlikesinden
tr kaynak yaplmas nerilmez. Eer kaynak yaplmas gerekiyorsa WIG, MIG, E ve UP
yntemleri kullanlr.
0.1.2 Kaynak emniyeti
Kaynak emniyeti genelde malzemenin gevrekleme zelliine bal olmasna ramen
konstrksiyonun dier zelliklerininde etkileri vardr. Kaynak emniyetinin salanmas iin bir ok
artn yerine getirilmesi gerekir. Bu artlar elii retenin deil, konstrksiyonu yapann yapmas
gereken ilemlerdir. Kaynak emniyeti u durumlara gre salanm olur.
letmede; gevreklik,
klcal atlamalar,
konstrksiyonda kalnlk, diki ekli, dikilerin durumu, entik etkileri,
zorlanma durumu, ekli, hz,
iletme ss,
kaynak ynteminin ve kaynakcnn kalitesi, v.s.
0.1.3 Kaynak imkanlar
Kaynak imkanlar konstrksiyonun seilen kaynak yntemiyle yaplp yaplamayacadr.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
10
0.1.3.1 Is etkisi
Kaynak yaplan malzemede kaynak yerlerinde hemen hemen nokta halinde gc 10
7
W/cm
2
kadar
ulaan kesif s oluur. Bu s yerel olarak 2000 C , snma hz bir ok 1000 K/s ve soumada bir
ok 100 K/s olur. Oluan maksimum s bir ka saniyeyi gemez. Bu zaman dalmndan dolay sl
ilemlerle kaynak esnasnda oluan s etkilerini kartrmamak gerekir. Burada bambaka etkiler
oluur.
Istma hz: Istma hz olduka yksektir. Isnma abuk ve yksek olduundan i gerilimlerde
ayn oranda yksek olurlar. Doku deiiklikleride normal deiimlerini gsteremezler.
A B
I
s
T
A
B
t zaman
IES
Kaynak ortasndan mesafe
T
0
2000 C
T C
Artan g
younluu
yntemi
Os
t
T = ID3
A ve B noktalarna s
lmek iin termik ele-
manlar konulur.
ID3 Isnma Derecesi 3
Daha fazla bilgi iin,
malzeme ksmnda "Demir
ve elik" konusuna bak-
nz.
ID1 < 723 C
ID2 = 769 C
ID3 = 911 C
ID4 = 1392 C
ekil 3, Kaynak dikii yannda s ak
rnein; elikte tamamiyle oluamaz, nk s deiikliklerideki mola zaman ok azdr.
Ostenitleme zaman ( bak ekil 3, t
Os
) ok ksa olduundan, doku homojenlii (kristallemesi) tam
olarak oluamaz.
Termik periyodlarn maksimum ss erime noktasna yakn ok yksek bir sdr. Her nekadar
ok ksa zamanda bu s etkisini gsteriyorsada molekl teekklndeki etkisi ok byktr.
1 3 2
IES
ekil 4, Molekllerin grnm
IES Is Etki Sahas
1 kaba taneli, gevrek martensit
2 T ID3 ince taneli mntka
3 T ID1 perlit oluumunun balangc
ID Isnma ve souma esnasnda Fe-C-alamlarnda
deiim noktas.
Byk souma hzlar tehlikeli i gerilimleri yaratrlar. eliklerde ostenitleme safhasnda
martensit olumasndan tr istenilmiyen sertlemelere sebep olurlar. Kaynak ve kaynak
cvarndaki s dalm ekil 3 ile gsterilmitir. Is etki sahas ne kadar daralrsa s deeri o kadar
ykselir.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
11
Kaynak yaplrken s etkisinden dolay doku deiiklii olan saha, Is Etki Sahas " IES " olarak
adlandrlr. IES ile oluan doku deiiklii kaynan kalitesini, kaynak konstrksiyonunun
emniyetini belirler. Kaynak konstrksiyonunun en kritik yeri erime snrndaki malzemenin
sertlemesidir. Tamamen ostenitleen, kaba dokulu sahada (T > ID3) souma hz kritik bykle
geldiinde doku atlamaya elverili martensite dnebilir. elikte karbon miktar ne kadar ok
olursa, malzeme martensitleir ve atlamaya hazr ekilde gevrekleir. Kaynak yaplacak eliklerin
karbon miktarnn snr maksimum %0,2 olarak kabul edilir. eliin alam fazlalatka kaynama
kabiliyeti azalr. Bu durumda malzeme kaynatlmaya balamadan nce n stmayla gereken
derecede stlr. Soutma hz yavalatlr ve konstrksiyon kaynak ilemi yapldktan sonra sl
ileme tabi tutulur. Tavlanarak malzemenin sertlik ve gevreklii alnm olunur. Yalnz ID3 den
biraz fazla stlan yerlerde ince taneli doku oluur. Bu ince taneler malzemenin kendi esas
dokusundan daha incedir.
ID1 ve daha dk sl yerler IES sna dahil edilmezler.
0.1.3.2 Kaynak dikiinde gerilimler
I II
ekil 5, Aln kayna yaplm paralarda, dikiteki gerilimler
I) Boyuna gerilimler II) Enine gerilimler
Kaynak iin verilen eritme ssndan tr bilhassa kaynak dikiinde ok byk s fark oluur. Bu
fark malzemede ekil deiikliini (ekmeler, eilmeler, v.s.) vede i gerilmeleri dourur. ekil
deiiklii ekonomik problemler yaratr. Bu deiiklikleri dzeltmek olduka zor ve pahal ilemleri
gerektirir.
Eritme yntemiyle yaplan kaynak balantlarnda oluan i gerilimler, malzemenin kalnl ile
orantl olarak byrler ve malzemenin plastik deformasyonunu ayn zamanda kaynak emniyetini
azaltrlar.
0.1.4 Kaynak balantlarnn meslek dallarna gre dalm
a) Makina konstrksiyonunda kaynak balantlar: Kaynak konstrksiyon buradada perin
konstrksiyonun yerini almakla beraber dkm konstrksiyonununda yerini almaktadr.
b) elik konstrksiyonda kaynak balantlar: Kaynak konstrksiyonu her gn daha fazla perin
konstrksiyonunun yerini almaktadr. Bu gn hemen hemen kren, vin, kpr ve kiri
balantlarnda perin konstrksiyona rastlamak imkazszdr.
c) Basnl kazan konstrksiyonunda kaynak balantlar: Kaynak konstrksiyon buradada perin
konstrksiyonun yerini almaktadr.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
12
Kaynak ve Dkm konstrksiyonunun karlatrlmas
Kaynak konstrksiyonun avantajlar:
adet retime kadar daha ucuz ve avantajldr. Model ve modelin depolama masraf gibi
masraflar yoktur.
Iskarta tehlikesi azdr. Hava kabarc, atlaklar, oyuklar, gibi skartalk olanaklar yoktur.
Daha hafif ve elegant konstrksiyondur. nce cidar kalnlklar ile byk mukavemet deerleri
elde edilir.
Model iin zaman kaybnn olmamas ksa teslim zamann salar.
Dkm konstrksiyonun avantajlar
Seri imalatta daha ekonomiktir.
Kontrksiyon ekli daha uygun olarak seilebilir.
Korosiyona kar daha dayankldr.
Greceli olarak daha az i gerilimler oluur.
0.1.5 Kaynak balantlarnn kullanma gre dalm
Konstrksiyon ve balant kayna: Btn yeni konstrksiyonlarda.
Tamirat kayna: Btn tamiratlarda.
Doldurma kayna: Yzeyde daha kaliteli ve daha sert malzeme elde etmek iin yzey kaplamas.
Kaynak ve kaynak balantlar hakknda genel ve geni bilgi almak iin DIN 1910 a veya VSM
10336 ya bakmanzda fayda vardr. Bu standartlarda 200 den fazla kaynak yntemi hakknda bilgi
bulacaksnz. Fakat bu yntemlerden ok az teknik ve ekonomik ehemmiyeti olan balantlardr.
Bu fasiklde size teknik ve ekonomik ehemmiyeti olan bu kaynak balantlar anlatlacaktr.
0.1.6 Kaynak balantlarnn yaplmasna gre dalm
Eritme kayna: Yerel olarak malzemenin eritelerek ek malzemeli veya malzemesiz olarak
balantnn salanmas.
Pres kayna: Yerel stma ve basn altnda genelde ek malzemesiz balantnn salanmas.
Souk pres kayna: Paralarn oda hararetinde byk basn altnda ek malzemesiz dokunun ekil
deitirmesiyle balantnn salanmas.
0.1.7 Kaynak balantlarnn yaplmalarna gre dalm
El ile, ksmi otomatik, tam otomatik kaynak yapma ekilleri vardr.
Kaynak yaplrken gereken s eitli yollarla elde edilir. Teknikte kaynak balantlar iin s u
yollarla elde edilir:
Gaz alevi: Oksijen kaynanda kullanlr. Gaz alevi Asetilen ve Oksijen karmnn
yaklmasyla elde edilir.
Elektrik ark: Elektik kaynanda kullanlr.
Ohm ss: Diren kaynanda kullanlr.
Hzlandrlm elektron ss: Elektron uas kaynanda kullanlr.
Ik enerjisi ss: Lazer kaynanda kullanlr.
Daha eitli s elde etme yntemleri olmasna ramen teknikte en ok gaz ve elektrik ark ile elde
edilen syla kaynak yaplr.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
13
Tablo 4, Para durumlar ve diki ekilleri (DIN 1912)
Paralarn konumu Tanmlama Sembol, Dnceler
1
Aln
konumu
*)1
a
=
t
b
a
=
t
b
a
=
t
b
Paralar bir dzlemde
bulunur ve bir birleriyle aln
temasndadr.
Kuvvet ak gayet normal.
Kullanlmas nerilen
kaynak ekli
2
Paralel
konum
Paralar bir birleriyle paralel
durumdadr.
Genelde eilmeye zorlanan
kirilerde kullanlr.
3
st ste
konum
Paralar bir birleriyle paralel
st ste kaydrlm
durumdadr.
Genelde elik
konstrksiyonda kullanlr.
4 T-konum
s
s
s
s
Bir para dier para ile dik
al T durumundadr.
Enine zorlanmada nlemler
alnmas art.
*)2
5
ift T-
konumu
F
s
s
s
F
Ayn dzlemde bulunan iki
parann arasna dik olarak
nc bir parann gelmesi.
Enine zorlanmada nlemler
alnmas art.
*)2
6
Eik
konum
a
>
6
0
a
s
s
Bir para dier para ile dik
adan daha kk bir a
durumundadr.
Eiklik as 60 .
Enine zorlanmada nlemler
alnmas art.
*)2
7
Ke
durumu
a
ki para herhangi bir a
ke durumunda.
T konumuna gre daha az
zorlanabilir.
8
ok para
durumu
1
s
3 s
t
2
s
veya daha fazla para bir
doruda herhangi bir a ile
birleme durumunda.
Byk ykler iin kullanll
deil. Paralarn hepsinin
mukavemeti kullanlamaz.
9
apraz
durum
F
s
s
s
F ift T durumunun dik a
dndaki durumu.
elik konstrksiyonda ok
ender.
*)1 " o " kaynak dikiinin bulunduu yer.
*)2 Kaynak dikileri enine zorlanmas genelde hi arzulanmayan durumdur. Esneme boyunun ok ksa olmasndan
tr atlama ihtimali. nerilen nlemler: Ultraal kontrol.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
14
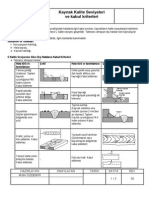
Tablo 5, Dier dikiler, " a " kaynak diki kalnln gsterir
Simge Diki ekli Diki ismi Aklama
e
e
v
d
L
c
e
v
Delik dikii
Genelde kesme etkisinde olan yerlerde kullanlr.
llendirme:
d Delik ap
c Uzun delik genilii
L Uzun delik boyu
e Diki aral
v Diki ile kenar aras
e
e
v
d
Nokta kayna
c
izgi diki
Genelde kesme etkisinde olan yerlerde kullanlr.
llendirme:
d Nokta ap
c izgi diki genilii
e Nokta aral
v Nokta ile kenar aras
t
aft kayna
Bu bir basnl s kaynadr. Zksek kaliteli
kaynak olup resmde grld gibi eitli
amalarla kullanlr.
Vidal aft, Silindirik pim ve Beton saplamas.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
15
Tablo 6, Yardmc ve ek simgeler
Simge Tanm Simge Tanm
bkey, konkav
kk kayna yaplacak
Dz
Aralksz btn evre kaynatlacak
D bkey, konveks
Montajda kaynatlacak
Diki dz ve ilenecek
Kaynak veya az ok tarafnda, nde /
kar tarafta
Tablo 7, Kaynak iaretinin teknik resimde gsterilmesi
a nxL
(e)
1 2
3
4 5 6 7 8 910
1. Kaynak dikiinin yeri, izgi olarak
2. Ok ve izgisi
3. Referans izgisi dz ve kesik
4. Ek simge
5. Diki kalnl a
6. Temel simge
7. Yardmc simge
8. Punta kaynakta diki adedi
9. Diki boyu, kaynak akma boyu hari
10. Punta kaynakta diki aras
0.1.8 Kaynak konstrksiyonunda dikkat edilecek baz durumlar
9 Hangi kaynak yntemini kullanabiliriz?
9 Hangi yntem atlyemizde var?
9 Sac ileme makinalarmz nasl? Hangi makinalar atlyemizde var?
9 n ve kaynak sonras sl ilemler iin ocaklarmz var m? Byklkleri ne kadar?
9 Kap ve asansr lleri ne byklkte? Yeteri kadar byk m?
9 Yeteri kadar kuvvetli vinlerimiz var m?
9 Kaynak dikilerini kontrol etme imkanlarmz nasl? Rntgen aletimiz v.s. var m?
K a y n a k b a l a n t l a r
www.guven-kutay.ch
16
0.1.9 Kaynak yntemleri
0.1.9.1 Oksiasetilen kayna
fle
oksijen+asetilen
Kaynatlan paralar
(ek malzeme)
Kaynak teli
Kaynak yeri
Kaynak dikii
ekil 6, Oksiasetilen kayna
Genel olarak "Oksijen" kayna diye tannr.
Oksijen ve bir yanc gaz fle vastasyla aa
yukar 3200 C syla kaynak yaplacak yeri ve ek
malzemeyi starak eritir. Scak sv hale gelen
kaynatlacak malzeme ve ek malzeme birleirler.
Gazdan metale s geii kt olduundan en fazla 15
mm ye kadar bu yntem gayet rahat kullanlr. Daha
kaln malzemelerde zel tetbirler alnmaldr.
Simgesi: G
Yapl ekli: elle, ksmi veya tam otomatik
Kullanld yer: nce sac malzeme, Borular, ...
Dnceler: Yatrm ok azdr. Hemen hemen her
yerde kullanlabilinir. Transportu gayet kolaydr.
Aln ve ke dikileri iin gayet gzel kullanlr.
0.1.9.2 Elektrik ark kayna
(ek malzeme)
Kaynak yeri
Kaynak dikii
Kaynatlan paralar
Elektrik ark
veya
ubuk elektrot
ekil 7, Elektrik ark kayna
Genel olarak "Elektrik" kayna diye tannr.
Kaynatlan paralarla elektrot (ya plak veya
korunmal) arasnda elektrik ark oluur. Bylece
3500 C syla kaynak yaplacak yer ve elektrot scak
sv hale gelerek birleirler.
Bu yntem btn demir malzeme ve metallerde her
pozisyonda kullanlr. Malzeme 1 mm kaln olursa
problemsiz olarak kaynak yaplr.
Simgesi: E
Yapl ekli: elle, ksmi veya tam otomatik
Kullanld yer: Hemen hemen btn malzemeler
Dnceler: Yatrm ok azdr. Hemen hemen her
yerde kullanlabilinir. Transportu gayet kolaydr.
Aln ve ke dikileri iin gayet gzel kullanlr.
0.1.9.3 Toz alt kayna
(ek malzeme)
Kaynak yeri
Kaynak dikii
Kaynatlan paralar
Elektrik ark
Toz
veya
Elektrot
ekil 8, Toz alt kayna
Yntem olarak "Elektrik" kaynann aynsdr.
Aradaki fark kaynak yaplrken kaynak yerine tozun
otomatik serpilmesidir. Toz erimi malmemenin
hava ile hemen temasn nleyip fazla oksitlenmesini
nler. Elektrot plak olarak genelde makara zerine
sarlm haldedir.
Bu yntem genelde yar otomatik olarak yatay
dikilerde kullanlr.
Simgesi: UP
Yapl ekli: Ksmi veya tam otomatik
Kullanld yer: Kazan, elik konstrksiyon, Gemi,
Ara ve makina retimi, ...
Dnceler: ok emniyetli. Btn diki tipleri iin
geerli. Bilhassa kaln malzelerde kullanll.
Minimum kalnlk 2 mm.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
17
0.1.9.4 Wolfram inert gaz kayna
Kaynak yeri
Kaynak dikii
Kaynatlan paralar
Koruyucu
gaz
veya
Wolfram-Elektrot
Elektrik ark
Ek malzeme
ekil 9, Wolfram inert gaz kayna
Erimiyen Wolfram elektrodu ile kaynak yaplacak
paralar eritilir. Eritilen yere koruyucu gaz (genelde
argongaz) verilerek erimi malzemenin oksitlenmesi
nlenir. Ek malzeme (kaynayan elektrot) duruma
gre ya elle veya otomatik olarak verilir.
Simgesi: WIG
Yapl ekli: Ksmi veya tam otomatik
Kullanld yer: Aparatlar, kazanlar, ev aletleri, ...
Dnceler: Hemen hemen btn metaller.
Bilhassa korozyona ve oksitlenmeye kar
korumak iin Krom-Nikel-elikleri, aluminyum
ve bakr alamlar alternetif akmla kaynatlr.
Kaln malzemeler abuk ve kolay kaynatlr.
0.1.9.5 Metal inert gaz kayna
Ek malzeme
Elektrot
Kaynak yeri
Kaynak dikii
Koruyucu
gaz
Kaynatlan paralar
Elektrik ark
veya
ekil 10, Metal inert gaz kayna
Otomatik olarak bir rulodan gelen ek malzeme
(elektrot) ile paralarn kaynak yaplacak yeri eritilir.
Eritilen yere koruyucu gaz (genelde argon, heliyum
veya bunlarn karm) verilerek erimi malzemenin
oksitlenmesi nlenir.
Simgesi: MIG
Yapl ekli: Ksmi veya tam otomatik
Kullanld yer: Aparatlar, kazanlar, gemi ve uak
sanayi, ...
Dnceler: Alaml eliklerde kullanlr. ekme
greceli olarak ok azdr. Btn diki ekillerinde
kullanlr.
0.1.9.6 Basn veya pres kayna
F
veya
Kaynatlan paralar
Kaynak yeri
Kaynak dikii
Elektrik ark
F
ekil 11, Basn veya pres kayna
Kaynatlacak malzemeler toka ettirilerek elektrik
akm ile toka ettikleri yerlerin eritilmesinden sonra
basnla birletirilir. Bu yntem demirci kaynann
elektrik direnciyle stlarak modernletirilmi
eklidir. Kaynak yerinde basntan oluan ikinlik
ya braklr veya ilenerek alnr.
Simgesi: P
Yapl ekli: Ksmi veya tam otomatik
Kullanld yer: Deiik metaller veya deiik
elikler, ...
Dnceler: ubuk, kare veya keli kesitli kaln
malzemelerde kullanlr. Bilhassa deiik
zellikteki elikler iin ok avantajl kaynak
yntemidir.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
18
0.1.9.7 Gasla eritme pres kayna
F F
Eriyen yer
Eriten
kaynak alevi
Hamla
Hamla
ekil 12, Gasla eritme pres kayna
Kaynatlacak malzemeler toka ettirilerek gazla toka
ettikleri yerlerin eritilmesinden sonra basnla
birletirilir. Bu yntem demirci kaynann gazla
stlarak modernletirilmi kaynak eklidir. Kaynak
yerinde basntan oluan ikinlik ya braklr veya
ilenerek alnr.
Simgesi: (-)
Yapl ekli: Ksmi veya tam otomatik
Kullanld yer: Deiik metaller veya deiik
elikler, ...
Dnceler: ubuk, kare veya keli kesitli kaln
malzemelerde kullanlr. Bilhassa deiik
zellikteki elikler iin ok avantajl kaynak
yntemidir.
0.1.9.8 Diren kayna
F
Kaynatlan
paralar
Kaynak yeri
F
ekil 13, Diren kayna
Kaynatlacak malzemeler hafif bir kuvvetle toka
ettirilerek elektrik akm ile toka ettikleri yerlerin
eritilmesiyle birletirilir. Bu yntem hemen hemen
pres kaynann ayndr.
Simgesi: (-)
Yapl ekli: Ksmi veya tam otomatik
Kullanld yer: Deiik metaller veya deiik
elikler, ...
Dnceler: ubuk, kare veya keli kesitli kaln
malzemelerde kullanlr. Bilhassa deiik
zellikteki elikler iin ok avantajl kaynak
yntemidir.
0.1.9.9 Elektrikle nokta kayna
F
Bakr elektrot
F
Kaynak noktas
ekil 14, Elektrikle nokta kayna
Ular istenilen apta iki bakr elektrot elektrik akm
altnda kaynatlacak malzemeyi bir birine deecek
kadar yeterli kuvvetle bastrlrlar. Elektrik akm
plakalar arasndaki havadan dolay byk diren ve
s oluturur ve kaynatlmas istenilen plakalar bu
noktada eriyerek birleirler.
Simgesi: RP
Yapl ekli: Ksmi veya tam otomatik
Kullanld yer: Sac plaka konstrksiyonu, gemi ve
uak imalat, aparat ve alet imalat, ...
Dnceler: Gayet ekonomik yntem. Bilhassa
ince kalnlklarda perin konstrksiyonun yerini
almtr.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
19
0.1.9.10 Elektrikle makara kayna
Kaynak dikii
F
F
Bakr makara
ekil 15, Elektrikle makara kayna
Elektrikle nokta kayna gibi yaplr. Pim eklindeki
bakr elektrot yerine szdrmazl garantilemek iin
bakr makaralar kullanlr. Kaynatlacak malzemeyi
bir birine deecek kadar yeterli kuvvetle bastrlr ve
makaralar plakalar zerinde yuvarlanr.. Elektrik
akm plakalar arasndaki havadan dolay byk
diren ve s oluturur ve kaynatlmas istenilen
plakalar bu doruda eriyerek birleirler.
Simgesi: RR
Yapl ekli: Ksmi veya tam otomatik
Kullanld yer: Sac plaka konstrksiyonu, gemi ve
uak imalat, aparat ve alet imalat, ...
Dnceler: Bilhassa ince kalnlkdaki sac kons-
trksiyonda kullanlan gayet ekonomik yntem.
0.1.9.11 Elektron n kayna
Eksen etraf nda dnen
elektron n
Vakum
ekil 16, Elektron n kayna
Gayet kesif toparlanm elektron n (150 kV)
kayna yaplacak birbirine kaygan gemeyle
tutturulmu geme yerine verilir ve burada kaynak
iin gereken s oluur. Inn kalnl 0,1 mm dir.
In malzemeye gerektii derinlikte verilir. Ek bir
malzemeye gerek yoktur. Paralar daha nce hassas
olarak ilenirler. Kaynak ilemi oksitlenmeyi
nlemek iin vakumda yaplr. Yntem olduka
pahal bir ilemdir.
Simgesi: EB
Yapl ekli: Ksmi veya tam otomatik
Kullanld yer: Makina, ara, uak, elektronik ve
yayn sanayi.
Dnceler: Yatrm ok fazla. eitli malzeme-
nin kaynatlmas mmkn. ok pahal yntem.
0.2 Kaynakta kalite ve snflandrma
Kaynak konstrksiyonunun iletmede btn artlar yerine getirmesine kaynak balantsnn
emniyeti denir. Kaynak balantsnn emniyeti kaynak yaplacak paralarn kaynaa hazrlanmas,
diki ekli, diki konumu ve sl ilemlerle salanr. artlar; iletme ssna, malzeme kalnlna ve
zorlanmann titreimli veya darbeli olmasna baldr.
Kaynak kalitesi balantnn d ve i durumunun deerlendirilmesiyle bulunur. Bu deerlendirme
DIN 8563T3 ile standartlatrlmtr.
a) Kaynak yerinin d grnmne gre deerlendirilmesi; Diki bombesi, yzey kakl,
snr yanklklar (entik etkisi), grlebilen gzenekler, v.s.
b) Kaynak yerinin i durumuna gre deerlendirilmesi; Kabarcklar ve boluklar, balant
hatalar, i atlaklar, v.s.
Kaynak dikii kalitesi 4 gruba ayrlmtr. Bu ayrm Tablo 7 ile gsterilmitir.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
20
Tablo 8, Kalitenin snflandrlmas, imalat ve hata sonular
Hata sonuu artlar
Kalite
snf
DIN 8563T3 e
gre kalite
nerisi
Kullanld yer
Kriterlerin
seimi
*)1
Btn iletmenin
durmas
ok ar
artlar
1 AA
Kpr kirileri, Vin
kirileri, Basnl kazanlar,
Tat aralar ve Asansr
paralar, v.s.
Ana fonksiyonun
ilememesi
Ar
artlar
2
BA
AK
Pres ats
Tahrik paralar,
Kuvvet ve kaldra kollar
Ana fonksiyonun
arzal olarak
iliyor
Normal
artlar
3
CA
BK
Redktr kasalar
ark emberi
Elektrikli makina paralar
letme kr topal
gidiyor fakat
tatmin edici deil
Hafif
artlar
4
DA
CK
*)1 Kontrol kapsam, riziko, zorlanma ve imalat maliyeti, v.s.
Kalite snfnn yannda kymetlendirme guruplar A, B, C ve D oluturulur. Kaynak dikiini tam
belirlemek iinde aln dikii iin " A ", ke dikii iin de " K " simgeleri kabul edelim. Bylece
kalite tanm AS, AK, BS, BK v.s. ile gsterilecektir.
rnek:
a) Dikiin dtan kontrol b) Dikiin ve parann iten kontrol
t
A
A
B
A
C
A
D
A
kaynak hatas
atlak
h
1 atlag
haddeleme
delik
(
1
0.3 Kaynaa uygun konstrksiyon
Kaynak konstrksiyonun hedefi, kaynan iletmede kullanlma ekline gre, yeterli emniyetle
zorlanmalar karlayp fonksiyonunu yerine getirmesi ve mmkn olduu kadar ucuza mal
olmasdr. Bu artlar yerine gelirse konstrksiyon kaynaa uygun olarak yaplm demektir. Bu
dnceler DIN 8525 ile standartlatrlmtr.
Aadaki eitli nerilere konstrksiyonun tasarm yaplrken muhakkak dikkat edilmelidir.
neriler malzeme, zorlanma ve imalat iin gruplara ayrlarak verilmitir.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
21
0.3.1 Malzemeye uygun konstrksiyon nerileri
Malzemenin kaynaa elverililii incelenmelidir. Fazla kaynak dikii olan konstrksiyonlarda
akma zellii yksek olan imalat elikleri kullanlmaldr. St 37-3 ve St 52-3 gibi. Dayankl
ve pahal elikler dnld gibi avantajl deildirler ve kullanlmalar ou yerde fayda
getirmez.
Hadde profillerinin i bkey eklem yerleri ve souk kvrlm profillerin di bkmlerine
kaynak dikii yaplmamaldr. Sebebi; i gerilmeler, gevreklik atlamalar v.s.
0.3.2 Zorlanmaya uygun konstrksiyon nerileri
Kaynan zorlanma ilkelerine sadk kalarak konstrksiyon yaplmaldr. Acele ve bilgisizce
perin, dkm veya cvata konstrksiyonlar tam tamamna kopya edilmemelidir. Her
konstrksiyonun kendine has ilkeleri vardr.
Konstrksiyonda basit paralar kullanlmaldr. rnein; lamalar, profil elikleri, kvrlm
saclar, borular ve benzeri paralar.
En emniyetli kaynak balant ekli, bilhassa dinamik zorlamalarda, aln kaynadr.
Konstrksiyonda mmkn olduu kadar aln kayna balants yapmaya gayret edilmelidir.
rnein; kazan taban balants ve benzeri balantlar.
Kuvvet aknn kesilmeden ve ayn younlukla akmas temin edilmelidir. entik etkisinden
ve sertlemi blgelerden kanmaldr.
En mkemmel kaynak kostrksiyonu en az kaynak dikii olan konstrksiyondur sz her
zaman hatrlanmaldr. Bylece malzeme ekmesi, i gerilimlerden mmkn olduu kadar
kanlm olunur.
Konstrksiyonda mmkn ve ekonomik olduu kadar elik dkm, dvme paralar veya
kvrlm sac plakalar kullanlmaldr.
Kaynak dikilerini "Gerilim glgelerine" yerletirmelidir. Bu yerler konstrksiyonda
zorlanmann az olduu yerlerdir. Eer bu imkan yoksa kalitesi yksek kaynak dikileri
kullanlmaldr.
Kaynak dikii kklerini eki tarafna getirmemelidir. Kaynak diki kkleri mmknse bas
tarafna getirilmelidir.
Ke dikileri mmkn olduu kadar ift tarafl yaplmal ve dinamik zorlamalarda i bkey
diki kullanlmaldr (entik ve kuvvet akn en iyi salamak iin).
Torsiyon zorlasnda olan kesitlerde kapal kaynak dikii yaplmaldr (bilezik, drt ke gibi).
U-Profili gibi simetrik olmayan profillerde zorlanma ya kayma ekseninde alnmal veya ift
olarak kullanlmaldr.
0.3.3 malata uygun konstrksiyon nerileri
Kaynak yerleri kullanlan ynteme gre rahat ukalan yerlerde olmaldr.
Kaynak dikilerini yatay pozisyonda yapmaya gayret edilmelidir.
Ekonomik kaynak yntemi seilmelidir. rnein; nce sac plaklarda nokta kayna, yerine
gre elle kaynak yerine yar veya tam otomatik kaynak ekli seilmelidir.
artlara gre retim kalitesi seilmeli. Korkudan gereksiz yere daha pahal kalite seilmemeli.
Isl ilemler hakikaten gerekliyse yaplmal, yoksa korkudan deil.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
22
0.3.4 Hesaplar ve imalata iin zel neriler
Yukarda verilen nerilerin yan sra elik konstrksiyonda u nerilerde dikkate alnmaldr.
Eer elik konstrksiyonda kaynak konstrksiyon cvata konstrksiyonu ile beraber
yaplacaksa, cvata konstrksiyonu muhakkak kaliteli geme cvatalar ile yaplmaldr.
Kafes konstrksiyonlarda eilme zorlamasn nlemek iin kullanlan profillerin arlk
eksenlerinin sistem eksenleri ile ayn olmalarna dikkat edilmelidir.
Kafes konstrksiyonda profiller tek kullanlabilinir. Ortaya kan eksentritet kaynak dikii
mukavemet incelenmesinde dikkate alnmaz. Kaynak konstrksiyonunun arlk ekseni ile
profilin arlk ekseninin ayn olamas istenilen durumdur. Bu durumda kaynak dikilerine
gelen zorlamalar kaldra kanununa gre hesaplanr.
Genelde kafes konstrksiyon kaval profillerle yaplr. rnein; boru, drt ke profil gibi. Bu
profillerin hesaplar DIN 18808 ile standartlatrlmtr. Kaynak balantlar ya i bkey ke
dikii veya yarm V dikii ile yaplmtr. Kaynak dikileri profil kalnlklar kadar ve ayn
kaliteli elektrotlarla yaplmsa kaynak dikilerinin mukavemet tahkiklerine DIN 18 801 gre
gerek yoktur.
Kaynak konstrksiyonlu kutu kiriler bilhassa byk torsiyon zorlamas olan yerde kullanlr.
1 Makina konstrksiyonunda kaynak balantlar
1.1 Makinada kaynak balantlarnn konstrksiyonu
Makina konstrksiyonunda kaynak dikileri makina eleman olarak kabul edilir. Makinada kaynak
dikileri dinamik yani dalgal ve deiken zorlamalara maruz kalrlar. Bu zorlamalar tayabilmek
iin kaynak konstrksiyonunun ekli gayeye uygun olarak yaplmaldr. Buda kaynak
konstrksiyonunun dier makina elemanlarnda olduu gibi kuvvet aknn prensiplere uygun
olmas ve entik etkilerinin azaltlmasyla salanr.
Kk genilii
Diki az yana
Malzeme st yzeyi
D
i
k
i
k
s
e
k
l
i
i
K
k
y
k
s
e
k
l
i
i
Yardmc plaka
A
z
a
s
Az akl
Orta dikiler
Kk dikii
st dikiler
Kart diki
K
a
y
n
a
k
y
Diki az aln
Yank entii
ekil 17, Kaynak dikiinin tanmlanmas
Konstrksiyon ve imalat ilkelerine sadk kalnd zaman, rnein; kaynak yerlerinde farkl kesit
alanlar yaplmazsa, kuvvet aklarnn keskin kelerle ynleri deitirilmesse, kaynak
konstrksiyonu baarl ve gayeye uygun yaplm olur. En mkemmel kaynak dikiinde bile entik
etkisini sfra indirmek imkanszdr. entik etkisini ve gerilim ylmalarn azaltmakla kaynak
dikiinin devaml mukavemet deeri olduka ykseltilir, bylece baarl konstrksiyon yaplm
saylr.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
23
Kaynak konstrksiyonunda dikiler iki grupta grlr:
Ke dikileri; Kuvvet ak az da olsa bozularak deitirilir. Aln dikiinin imkansz olduu yerde
yaplmaldr.
Aln dikii; Mmkn olduu kadar ok aln dikii kullanlmaldr.
Kaynak balantlar iin konstrksiyon nerileri aada Tablo 9 ile verilmitir.
Tablo 9, Kaynak balantlar iin konstrksiyon nerileri
No kt daha iyi Dnceler
1.
b) a)
c)
Aln dikii kullanlmaldr. Kuvvet ak
dikkate alnmaldr. a ve b de konstrk-
siyon dnlmeden perin konstrksi-
yonunun aynen kopyas yaplmtr.
2.
a)
1:4
1:4
1:4
c)
b)
Aln dikiinde kelerden kanlp,
kuvvet akn ymamak iin inceden
kalna meyilli gei yaplmaldr. Meyil
semeli ve kuvvet akn simetrik
salamaldr.
3.
F F
a)
F F
b
ift T balantsnda eki zorlamas kay-
nak ayrml paralarda olmamaldr. Do-
ku deiikliinden tr i atlamalar
oluur.
4.
a) b)
c)
Ke dikilerini mmkn olduu kadar
ift tarafl yapmal ve bilhassa dinamik
zorlamalarda entik etkisini azaltmak
iin i bkey ke dikii kullanmaldr.
5.
a) b)
Kuvvet iletimi aksamadan garantili
yaplmaldr.
6.
a) b) c) a') b') c')
Diki kkleri eki tarafna konulma-
maldr.
7.
a) b)
c) d) e)
Ke balantlarnda ya ift tarafl ke
dikii veya kvrlm plaka kullanlarak
aln dikii yaplmaldr.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
24
No kt daha iyi Dnceler
8.
b) a)
c)
ekme ve kalc deformasyonlar
nlemleri alnmaldr. rnein; ke
dikii iki tarafl yaplmal.
9.
a) b) c) d)
Baz konstrksiyonlarda elik dkm
veya dvme para kullanmak daha avan-
tajl ise hemen bu yola bavurulmaldr.
10.
a) b) c)
d) e)
ark gvdesi; n iilik ve merkezleme
zorluklar d ve e de yok. leme daha
kolay.
11.
Diki kesimeleri ve bulumalar nlen-
melidir. Kaynaktan nce tala kaldrmal
ilemlerden kanmaldr.
12.
a) b) c) d)
Yalnz kapal profiller torsiyon zorla-
malar iin ideal kesitlerdir. Ak profilli
kesitler burulmaya kar zayftrlar.
13.
a) b)
Perin konstrksiyonu kopya edilmeden
L ve T profili balant plakalarnda ke
dikii yerine mmknse aln dikii
kullanlmaldr.
14.
a) b)
a)
b)
Kaynak yerlerine zorluksuz erime imka-
n dnlmelidir. a da kaynak yapmak
olduka imkanszdr.
15.
a)
b) c)
Kapal profillerde ke dikii yerine
kvrlm plakalar veya kazr profillerle
aln dikii seilmelidir. Kaynak ilemi
mmkn olduu kadar az yaplmaldr.
16.
a) b)
c) d) e) f)
Kenar takviyelerinde perin konstrk-
siyonu rnek alnmamaldr. Buradada
aln dikileri ne alnmaldr.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
25
No kt daha iyi Dnceler
17.
Kaynak yerlerine zorluksuz ulama ve
kuvvet akndada normal akm salan-
maldr. Mmknse aln dikii seil-
melidir.
18.
eki
basi
F
F
F
basi
eki
F
Eilme zorlamasnda diki kk atla-
malar nlemek iin basya almaldr.
19.
a) b)
Kaburgalar, dayanak plakalarnda ular
yanmamas iin krmak, keleri diki
bulumalarn nlemek iin bo brakmak
gerekir.
20.
F
a)
F
b)
Kritik yerleri yaln eki zorlamasnda
brakmamak akll bir zmdr.
21.
b) a) d) c)
atal konstrksiyonlarda kaynak dikiine
ulamaya ve kuvvet akna dikkat edil-
melidir.
22.
a) b)
Kaldra kolu konstrksiyonu;
a) kuvvet ak ve mukavemet iin iyi,
fakat pahal.
b) Kaynak yapmna gre konstrksi-
yon, kolay ve ucuz.
23.
a)
b)
Halat tamburu; her iki kostrksiyonda
kaynak imkan ayn fakat b daha az
paral ve kaynakl vede d grn
daha elegant.
24.
a) b) c)
Yatak suportu a ve b kaynak yapm hi
iyi deil. c hem kaynak bakmndan iyi
hemde daha ucuz.
25.
d2
1 d
a)
d2
1 d
b)
Malzemeden tamamen faydalanmamz
gerekli. b de ;
Kaynak imkan daha kolay.
d
1
< d
2
, d
2
den kan para d
1
olarak kullanlr.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
26
No kt daha iyi Dnceler
26.
a) b)
Kaynak dikiini talal ilemle zayflat-
mak pek ekonomik olmasa gerek. nce
masraf edip kaynat, sonra masraf edip
kayna yont.
27.
a) c)
b)
lenmesi gereken kntlar iin kaln
malzemeyi aln dikii ile balamak hem
mukavemet hemde form bakmndan
daha avantajl.
Souk kvrlm malzeme eer kaynak
ileminden nce normal tavlanmsa,
kvrma yarapndan 5xs (malzeme
kalnl) mesafede kaynak yaplabilir.
Genelde bilhassa a pozisyonunda hi bir
zaman kaynak yaplmamaldr. malat
eliklerinde aadaki min (r/s) deeri
tutulmaldr.
max s [mm] 50 24 12 8 4
28.
R
a)
s
>5xs
>
5
x
s
R
s
b)
min (r/s) 10 3 2 1,5 1
29.
a) b)
c) d)
Nokta kaynanda kaynak yerlerine
elektrotlarla zorluksuz ulalmaldr.
30.
a) b)
c) d)
Nokta kaynanda elektrotlar iin kafi
genilikte yer olmaldr.
31.
Kaynak dikii ile malzemenin mukave-
metini eitlemek iin aln dikii kullan-
maldr. Kaynak dikiini gei yerlerine
koymamaldr.
Yukarda Tablo 9 ile kaynak balantlar iin konstrksiyon nerileri verilmitir. Grld gibi
belirli paralar konstrksiyon eleman olarak kullanlr. Yukarda verilen nerilen genel anlamda
kabul edilmelidir.
Dikkat:
Kaynak konstrksiyonu reeteyle yaplacak i deildir. Yukarda verilen nerilerin
kullanlmas art deildir. Konstrktr artlara ve elindeki imkanlara gre alm
olduu ii baarmaldr. Bu ileri yaparken yol gsterici olarak dier kiilerin
tecrbelerinden faydalanmas akllca bir yntemdir.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
27
1.2 Makinada kaynak balantlarnn hesab
1.2.1 Kaynak konstrksiyonunda dikiler ve boyutlar
1.2.1.1 Aln dikii
Tablo 10, Aln dikii ve kaynak azlar, " a " kaynak diki kalnln gsterir
Simge Diki ekli Diki ismi b c , Aklama
t
<
t
+
1
Bkme diki - - -
Genelde yk etkisi olmayan, ek
malzemesiz diki.
t < 2 mm
t
b
Dz I- dikii
0
...
t
- -
Statik yklemeler iin. t 4, kurald t =
8 mm kadar.
a = t
b
t
V- dikii,
normal
0
...
3
-
40
...
60
Genelde statik yklemeler iin kullanlr.
t = 3 ... 10 mm. a = t
c
b
t
V- dikii,
kk kaynakl
0
...
3
-
40
...
60
Dinamik ve statik yklemeler.
t = 3 ... 40 mm. a = t-c
b
c
t
Y- dikii,
kk
kaynaklda
olabilir
0
...
3
2
...
4
40
...
60
Dinamik ve statik yklemeler.
t > 10 mm, zel durumlarda daha ince
malzemedede kullanlr. a = t-c
1
h
1
b
2
h c
2 t
Y dikii
(ift Y dikii)
0
...
4
2
...
6
40
...
60
Kural: h kaynak dikii kalnl
1
=
2
, h
1
= h
2
= (t-c)/2 = a
Kural d:
1
2
, h
1
h
2
. t > 10 mm.
2
h
b
1
t
X dikii
(V; ift V
dikiide denir)
0
...
3
-
40
...
60
Dinamik ve statik yklemeler.
Kaynak az ykseklii h = t/2 a = t . Is
deformasyonu V dikie gre azdr. t > 10
mm.
c
b
t
R
U- dikii,
kk
kaynaklda
olabilir
0
...
3
3
10
Dinamik ve statik yklemeler.
t > 12 mm. Lale dikiide denilir. neri;
R t/2, a = t-c
c
R
b
t
h
2
h
1
U dikii
(ift U dikii)
0
...
3
3
10
h = kaynak az ve diki kaln-l. h
1
=
h
2
= (t-c)/2 = a
t > 30 mm. h
1
h
2
.olabilir.
b
t
YV dikii
(yarm V
dikii)
0
...
4
-
40
...
60
Genelde yatay statik yk etkisindeki
durumlarda yaplr.
t = 3 ... 40 mm, a = t
b
t
h
K dikii
(ift yarm V
dikii)
0
...
4
-
40
...
60
Dinamik ve statik yklemeler.
Kaynak az ykseklii h = t/2 a = t . Is
deformasyonu daha azdr. t > 10 mm.
R
b
t
c
YU dikii
(yarm U
dikii)
0
...
3
2
10
...
20
Dinamik ve statik yklemeler.
a = t-c . t > 16 mm. Yarm lale dikiide
denilir. neri; R t/2
K a y n a k b a l a n t l a r
www.guven-kutay.ch
28
60
a
=
t
t
a
=
t
60
2
60
a
=
t
t
2
ekil 18, Plakada aln dikii kayna
L
L
a
W
a
Dorudan kaynak
L
W
Yardmc plakal kaynak
ekil 19, Kaynak kraterli diki ekil 20, Kaynak kratersiz diki
Diki alan
W w
L a =
A
F ( 2 )
Enine eilme mukavemet momenti
6
a L
=
W
2
w
weg
F ( 3 )
Boyuna eilme mukavemet momenti
6
L a
=
W
2
W
weg
F ( 4 )
d
D
t
=
a
t
=
a
d
o
r
Ortalama alan;
d
4
d
4
=
A
2 2
or or
Ortalama ap;
a + d =
d
veya
2
d + D
=
d
or or
ekil 21, Boruda aln dikii kayna
Diki alan ( )
d
-
D
4
=
A
2 2
w
F ( 5 )
Eilme mukavemet momenti
D
d
-
D
32
=
W
4 4
weg
F ( 6 )
Torsiyon mukavemet momenti
D
d
-
D
16
=
W
4 4
wt
F ( 7 )
Bredt forml
a
A
2
W
or wt
F ( 8 )
K a y n a k b a l a n t l a r
www.guven-kutay.ch
29
1.2.1.2 Ke dikii
1.2.1.3 Basit ke dikileri
Tablo 11, Basit ke dikileri, " a " kaynak diki kalnln gsterir
Simge Diki ekli Diki ismi Aklama
a
bkey ke kayna (konkav). Kuvvet
etkisindeki balamalarda kullanlr (a).
a
Kaynak dikiinin yzeyi dz olacak.
a
t
2
1
t
a)
t
1
2 t
a
b)
Ke dikii
Kuvvet
etkisinde
a 0,7 . t
min
Kuvvet
etkisinde
olmazsa
a 0,5 . t
min
a
D bkey ke kayna (konveks)
Esas ke kaynaklarnda (b) kullanlr
a
t
2
1 t
e
L
L
Punta diki
veya
Teel ke
dikii
Her
ekilde
olabilir
Punta kayna. Kuvvet etkisinde olmayan
ve fakat balant olmas gereken yerlerde
veya n hazrlk olarak kullanlr.
a
konkav
a
Dz yzey
a
konveks
ekil 22, Ke dikii kayna
L
t
a
t
L
a
a
W
Genel neri:
t
0,7
a
min max
mm 3
a
in m
Makina imalat
mm 2
a
in m
elik konstrksiyon
ekil 23, Kraterli ke dikii kayna
Diki alan
W w
L a =
A
F ( 9 )
Enine eilme mukavemet momenti
6
a L
=
W
2
w
weg
F ( 10 )
Boyuna eilme mukavemet momenti
6
L a
=
W
2
W
weg
F ( 11 )
K a y n a k b a l a n t l a r
www.guven-kutay.ch
30
1.2.1.4 Profile ke dikileri
1.2.1.4.1 Yuvarlak boruya ke dikii
Flche;
( )
d
-
D
4
=
A
2 2
w
F ( 12 )
Eilme mukavemet momenti;
D
d
-
D
32
=
W
4 4
weg
F ( 13 )
Torsiyon mukavemet momenti;
D
d
-
D
16
=
W
4 4
wt
F ( 14 )
d
D
a
a
d
o
r
Bredt forml;
ekil 24, Yuvarlak boruya ke dikii
a
A
2
W
or wt
F ( 15 )
1.2.1.4.2 Drtke boruya ke dikii
Flche;
b h B H =
A
w
F ( 16 )
Eilme mukavemet momenti;
H 6
h b
-
H B
=
W
3 3
weg
F ( 17 )
Torsiyon mukavemet momenti;
H 3
h b
-
H B
=
W
3 3
wt
F ( 18 )
Bredt forml;
a
A
2
W
or wt
F ( 19 )
B
b
h
a
H
F
Ortalama alan;
ekil 25, Drtke boruya ke dikii
) a b ( ) a h (
A
or
+ + F ( 20 )
1.2.1.4.3 Lamaya ke dikii
Diki alan; t < a
h a 2 =
A
W
F ( 21 )
Eilme kar koyma momenti, epevre diki;
6
h a 2
=
W
2
Weg
F ( 22 )
h
F
a a
t
ekil 26, Lamaya ke dikii
K a y n a k b a l a n t l a r
www.guven-kutay.ch
31
1.2.2 Makina kaynak konstrksiyonunda mukavemet hesab
1.2.2.1 eki ve Bas gerilmesi
F
a a
L
L
a
W
t
L
a
a
F
W
L
a
ekil 27, Aln ve ke dikii kayna
( ) L a
F
=
A
F
=
W
n
w
n
w(b)
F ( 23 )
1.2.2.2 Eilme gerilmesi
d
D
a
a
d
o
r
B
b
h
a
H
F
W
M
=
Weg
eg
Weg
F ( 24 )
1.2.2.3 Kesme gerilmesi
Dolu kesit Kaval kesit
h
a
F
kOr
max
r
F
a
a
r
i
kOr
max
k = 3/2 f
W
= 4/3
a/h 0,01 0,5 1 2 4
f
W
1,00 1,03 1,13 1,40 1,99 2
a
2
i
2
a a i
2
i
r r
r r r r
k
+
+ +
=
ekil 28, f
W
ve k katsaylar
A
F
=
w
wkOr
F ( 25 )
W
W max k
A
F
k f = F ( 26 )
K a y n a k b a l a n t l a r
www.guven-kutay.ch
32
1.2.2.4 Torsiyon gerilmesi
1.2.2.4.1 Kapal konstrksiyonda torsiyon gerilmesi
t
M
i
r
a
a
r
max
max
t
M
tmax
a
b
H
h
W
M
=
wt
t
wt
F ( 27 )
W
M
=
wt
t
max wt
F ( 28 )
1.2.2.4.2 Ak konstrksiyonda torsiyon gerilmesi
= 0
= 0
k
a
F M
t
S
Z
Y
k
k max
90
k max
t max
t max
M
t
b
h
F
Mt
Mt
F
h
evrilmis,
1
1
A
F
=
w
Mt
max wt
F ( 29 )
h
M
=
F
1
t
Mt
F ( 30 )
a b =
A
1 W
F ( 31 )
1.2.2.5 Toplam gerilmeler
Normal gerilmelerin toplanmas:
=
w(b) weg w
+
F ( 32 )
Kayma gerilmelerinin toplanmas:
=
wk wt w
+ F ( 33 )
Bileik gerilme:
|
.
|
\
|
wEM
2
w
2
w w wBi
4 + + 0,5 = F ( 34 )
K a y n a k b a l a n t l a r
www.guven-kutay.ch
33
1.2.2.6 Kaynak konstrksiyonunun kontrol
Makinada kaynak konstrksiyonunun kontrol ya emniyet katsaysna gre veya mukavemet
artlarna gre yaplr.
Emniyet katsaysna gre kontrol:
WGER
Whes
WD
Whes
S S
=
F ( 35 )
S
Whes
1 Kaynak dikiinde hesaplanan emniyet katsays
WD
N/mm
2
Kaynak dikiinin devaml mukavemet deeri, bak Tablo 12 ve Tablo 13
Whes
N/mm
2
Kaynak dikiindeki hesaplanan gerilim.
Whes
=
Wmax
,
Wmax
veya
WBi
,
Bi
olabilir. Bu deerler aada verilmitir.
S
WGER
1 Kaynak dikiinin gerekli emniyet katsays
Mukavemet artlarna gre kontrol:
1 + ve 1 +
EM
2
EM
2
wEM
w
2
wEM
w
2
|
|
.
|
\
|
|
|
.
|
\
|
|
|
.
|
\
|
|
|
.
|
\
|
F ( 36 )
W
N/mm
2
Kaynak dikiindeki hesaplanan normal gerilim
W
N/mm
2
Kaynak dikiindeki hesaplanan kayma gerilimi
WEM
N/mm
2
Kaynak dikiinin emniyetli normal mukavemet deeri (bak Tablo 12 ve Tablo 13)
WEM
N/mm
2
Kaynak dikiinin emniyetli kayma mukavemet deeri bak Tablo 12 ve Tablo 13
N/mm
2
Kaynak yaplan malzemenin hesaplanan normal gerilim
W
N/mm
2
Kaynak yaplan malzemenin hesaplanan kayma gerilimi
WEM
N/mm
2
Kaynak yaplan malzemenin emniyetli normal mukavemet deeri
bak (bak Tablo 12 ve Tablo 13)
WEM
N/mm
2
Kaynak yaplan malzemenin emniyetli kayma mukavemet deeri
(bak Tablo 12 ve Tablo 13)
Normal gerilmelerin kontrol:
wEM w(b) weg wmax
+ =
F ( 37 )
Wmax
N/mm
2
Kaynak dikiinde hesaplanan maksimum normal gerilme toplam
Weg
N/mm
2
Kaynak dikiinde hesaplanan eilme gerilmesi
W(b)
N/mm
2
Kaynak dikiinin hesaplanan eki veya bas gerilmesi
WEM
N/mm
2
Kaynak dikiinn emniyetli mukavemet deeri (bak Tablo 12 ve Tablo 13)
Eilme gerilmesi: weg eg weg
W / M = F ( 38 )
eki veya bas gerilmesi: w n ) b ( w
A / F = F ( 39 )
Kayma gerilmelerin kontrol:
wEM wk wt wmax
+ = F ( 40 )
Wmax
N/mm
2
Kaynak dikiinde hesaplanan maksimum kayma gerilmeleri toplam
Wt
N/mm
2
Kaynak dikiinde hesaplanan torsiyon gerilmesi
Wk
N/mm
2
Kaynak dikiinin hesaplanan kesme gerilmesi
WEM
N/mm
2
Kaynak dikiinn emniyetli kayma deeri (bak Tablo 12 ve Tablo 13)
Torsiyon gerilmesi:
wt t wt
W / M = F ( 41 )
Kesme gerilmesi: w wk
A / F = F ( 42 )
K a y n a k b a l a n t l a r
www.guven-kutay.ch
34
Bileik gerilmenin kontrol:
Kaynak dikiinin bileik gerilmesinin kontrol:
Kaynak dikiinde bileik gerilme, Normal Gerilmeler Hipotezine "NGH" gre normal ve kayma
gerilmelerinin bileik gerilme olarak toplanmas ve karlatrlmas demektir.
|
.
|
\
|
wEM
2
w
2
w w wBi
4 + + 0,5 = F ( 43 )
WBi
N/mm
2
Kaynak dikiinde hesaplanan bileik gerilme
W
N/mm
2
Kaynak dikiinde hesaplanan normal gerilmeler toplam
W
N/mm
2
Kaynak dikiinin hesaplanan kayma gerilmeleri toplam
WEM
N/mm
2
Kaynak dikiinn emniyetli mukavemet deeri (bak Tablo 12 ve Tablo 13)
Kaynak yaplan malzemenin bileik gerilmesinin kontrol:
Kaynak yaplan malzemede bileik gerilme, Biim deitirme enerjisi Hipotezine "BEH" gre normal
ve kayma gerilmelerinin toplanmas ve karlatrlmas demektir.
EM
2 2
Bi
3 + =
F ( 44 )
Bi
N/mm
2
Kaynatlan malzemede hesaplanan bileik gerilme
N/mm
2
Kaynatlan malzemede hesaplanan normal gerilmeler toplam
N/mm
2
Kaynatlan malzemede hesaplanan kayma gerilmeleri toplam
EM
N/mm
2
Kaynatlan malzemede emniyetli mukavemet deeri
(bak Tablo 12 ve Tablo 13)
KUKA Kaynak robotu MIG/MAG, TIG, E Kaynak makinas
Dner tabla Nokta kaynak makinas
Trkiyedeki yerli firmalarn aletlerinin kaliteleri Avrupa firmalarnn aletlerinden aa kalmaz.
Burada btn yerli firmalarn aletlerini gsteremeyeceimden bir Avrupa firmasnn resimlerini
koydum.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
35
Tablo 12, Tablo 13 iin rnekler
a) Kaynak konstrksiyonunda kullanlan fakat kaynak dikii olmayan malzeme
Gsterili Tanmlama Eri
Kalite
Snf
Kaynak konstrksiyonunda kullanlan, boyuna kuvvetle
ekmeye ve/veya eilmeye zorlanan, fakat kaynak dikii
olmayan, malzeme.
A -
b) tinal ve %100 kontroll kaynak balantlar
artlar, Balama ve diki ekli, yklenme ve kontrol
Gsterili Tanmlama
Eri
Kalite
Snf
1
1.
2.
1:5 bis 1:4
1:3
2
3.
4.
3
5.
6.
R
b
1. Kuvvet ynne dik aln dikili balant. Kk dikili. Kaynak
dikii entiksiz ve %100 rntgen n ile kontroll.
2. eitli kalnlktaki paralarn kuvvet ynne dik aln dikili
balant. Kk dikili. Kaynak dikii entiksiz ve %100
rntgen n ile kontroll.
3. Kiri orta dik perdesi: ekme ve apraz kuvvet ile eilme
momenti etkisinde. Kuvvet ynne dik aln dikili balant.
Kk dikili. Kaynak dikii entiksiz ve %100 rntgen n ile
kontroll.
4. Kuvvet ynnde boyuna aln dikili balant. Kk dikili.
Kaynak dikii entiksiz ve %100 rntgen n ile kontroll.
5. Kesiksiz para zerine boyuna dik perdenin YV (K) veya
ke dikiiyle balanmas. Kaynak ilenmi ve klcal
atlamalara kar kontroll.
6. Plaka ve levha konstrksiyonu (R 0,5 b). Kk dikili.
Kaynak ilenmi ve %100 rntgen n ile kontroll.
B AA
4
1.
2.
1. Kesiksiz para zerine enine dik gelen perdenin YV
dikiiyle kaynakland boyuna kuvvet etkisindeki plaka.
Dikiler entik etkisiz ilenmi ve atlak kontrol yaplm.
2. Kesiksiz para zerine YV (K) dikiiyle kaynatlm disk
veya bilezik. Dikiler entik etkisiz ilenmi ve atlak
kontrol yaplm.
C CA
c) tinal ve %10 kontroll kaynak balantlar
artlar, Balama ve diki ekli, yklenme ve kontrol
Gsterili Tanmlama
Eri
Kalite
Snf
1
1.
2.
2
3.
4.
3
5.
R
b
1. Kuvvet ynne dik aln dikili balant. Kk dikili. En az
%10 semeli rntgen n ile kontroll.
2. Kuvvet ynnde boyuna aln dikili balant. Kk dikili. En
az %10 semeli rntgen n ile kontroll.
3. Kiri orta dik perdesi: ekme, apraz kuvvet ve eilme
momenti etkisinde kuvvet ynne dik aln dikii. Kk dikili.
Kaynak dikii entiksiz. En az %10 semeli rntgen n ile
kontroll.
4. Aln dikili boru balantlar. En az %10 semeli rntgen
n ile kontroll.
5. Aln dikili sa ve plaka ke konstrksiyonu. Kk dikili.
En az %10 semeli rntgen n ile kontroll.
D BA
K a y n a k b a l a n t l a r
www.guven-kutay.ch
36
d) Gnlk normal kaynak balantlar, dikiler ilenmemi ve kontrolsz
artlar, Balama ve diki ekli, yklenme ve kontrol
Gsterili Tanmlama
Eri
Kalite
Snf
1
1.
2.
2
3.
4.
3
5.
6.
4
7.
8.
1. Kuvvet ynne dik aln dikili balant. artlara bal,
kk dikili veya kk dikisiz. Kaynak dikii
ilenmemi.
2. Kuvvet ynnde boyuna aln dikili balant. Kaynak
dikii ilenmemi.
3. Kiri orta dik perdesi: ekme, apraz kuvvet ve eilme
momenti etkisinde kuvvet ynne dik aln dikii.
artlara bal, kk dikili veya kk dikisiz. Kaynak
dikii ilenmemi.
4. Aln dikili sa ve plaka ke konstrksiyonu. Kaynak
dikii ilenmemi.
5. Aln dikili boru balantlar. Kaynak dikii
ilenmemi.
6. eitli kalnlkta paralarn aln dikii ile balanmas.
Kk dikili. Kaynak dikii ilenmemi.
7. Kesiksiz para zerine YV (K) dikiiyle drtl
kaynak balants. Kaynak dikii ilenmi. (Kaynak
dikii ilenmemi iin F erisi alnr.)
8. Kesme ve eilme momenti etkisinde YV (K) dikili
kaynak balants. Kaynak dikii ilenmi. (Kaynak
dikii ilenmemi iin F erisi)
E
CA
BK
5
1.
2.
1. Kesiksiz para zerine enine dik perdenin YV (K)
veya ke dikiiyle balanmas. Kaynak ilenmemi.
2. Tala kaldrma ilemi gren ke dikili kaynak
balantl plaka takviyeli para. (Kaynak dikii
ilenmemi iin G erisi)
F
CA
BK
6
1.
2.
7
3.
4.
8
5.
6.
F
t
M
1. Profillerin takviyesiz aln dikiiyle balanmas.
Kaynak dikii ilenmemi..
2. Kesiksiz para zerine boyuna dik perdenin ke
dikiiyle balanmas. Kaynak dikii ilenmemi.
3. Kesiksiz para zerine boyuna dik perdenin drtl
ke dikiiyle balanmas. Kaynak dikii ilenmemi.
4. Kesiksiz para zerine enine dik perdenin drtl ke
dikiiyle balanmas. Kaynak dikii ilenmemi.
5/6 Kayma ve eilme veya eki ve eilme etkisinde ke
dikii balantlar. Kaynak dikii ilenmemi.
G
CA
BK
9
1.
2.
M
t
TORSYION / KESME ETKSNDEK BALANTILAR
Btn diki eitleri iin geerlidir. Maksimum kayma
zorlamasnn ntr ekseninde olmas deerlerin
doruluunu pekletirir. G erisi kaynaksz malzeme
iinde geerlidir.
H BA
10
1.
KESME veya MAKASLAMA
1. YV (K) veya ke dikiiyle balanm, kesme
etkisindeki balant (eilme etkisindeki vin kirii
kua). Kaynak dikii ilenmemi.
I
BA
BK
K a y n a k b a l a n t l a r
www.guven-kutay.ch
37
Tablo 13, ekle gre devaml mukavemet, DS 952 ye gre
a) RSt 37-2 ve RSt 37-3 malzemesi iin
b) St 52-3 malzemesi iin
G
F
(108)
(76)
(98)
(75)
(98)
120
-0,6
60
-0,8 -1,0
80
100
-0,2 -0,4 0
I
+0,8 +0,4 +0,2 +0,6 +1,0
H
-0,6
140
160
-0,8 -1,0
180
0
-0,2 -0,4 0
E
60
40
20
80
100
+0,8 +0,4 +0,2 +0,6
(168)
(147)
+1,0
(128)
D
C
160
140
120
180
200
B
A
240
220
260
(153)
(225)
D
-0,2
-0,2
200
100
-1,0 -0,6 -0,8 -0,4
150
(135)
125
(76)
175
H
250
225
(88)
(78)
-1,0
80
100
-0,6 -0,8 -0,4
160
(165)
(143)
(135)
(150)
140
120
(195)
180
200
E
+1,0 +0,4 0 +0,2 +0,6 +0,8
I
+1,0 +0,4 0 +0,2 +0,6 +0,8
F G
(252)
(228)
A
320
260
240
220
280
300
C
B
360
340
(232)
(360)
(325)
=
min
/
max
veya =
min
/
max
=
min
/
max
veya =
min
/
max
Tablo 14, Makina imalatnda kaynak balantlar iin geerli, malzemenin kalnlk faktr
MALZEMENIN KALINLIGI veya CAPI mm olarak
K
A
L
I
N
L
I
K
F
A
K
T
b
( .
,
10 20 30 40 50 60 70 80 90 100 120 140
0,6
0,8
1,0
K a y n a k b a l a n t l a r
www.guven-kutay.ch
38
Tablo 15, Makina imalatnda kaynak balantlarnn emniyetli mukavemet deerleri
GER
2 1 D D
WEM WEM
S
b b ) (
) (
= veya
2 1 D D WSK WSK
b b ) ( ) ( =
a ) Dinamik etkide dzeltme faktr b
1
, Dinamik faktr
Faktr b
1
Diki
gurubu
Diki ekli Dikiin resmi
/B E KAY
1
2
3
4
A
l
n
d
i
k
i
i
I- Dikii ................................................
V- ve YV- Dikii ..............................
X- Dikii ..........................................................
Y- ve U- Dikii ....................................
0,45
0,55
0,65
0,60
0,55
0,65
0,75
0,70
0,40
0,50
0,55
0,55
5
6
7
8
9
10
11
K
e
d
i
k
i
i
Tek tarafl dz ke dikii ...............................
Tek tarafl i bkey ke dikii .......................
ift tarafl veya epevre dz ke dikii .......
ift tarafl veya epevre i bkey ke dikii
YV- ve K- Dikii .............................................
Ke dikii (d ke dikii) .............................
ift tarafl d ke dikii .................................
0,35
0,40
0,55
0,65
0,70
0,35
0,55
0,20
0,20
0,70
0,80
0,90
0,20
0,70
0,35
0,40
0,55
0,65
0,70
0,35
0,55
Her taraf ilenmi kaynak dikilerinde ve kk kaynakl aln dikilerinde b
1
deeri %10 byk alnabilir.
b ) Statik etkide dzeltme faktr b
1
, statik faktr.
Beiwert b
1
Diki gurubu
ve ekli ekme Basma Eilme Kayma (
k
,
t
)
Hepsi iin 0,75 0,85 0,80 0,60
egilme
kesme
ekme
torsiyon
basma
(
(
egilme
kesme
ekme
basma
torsiyon
egilme
(
torsiyon
ekme
basma
kesme
c) malat faktr b
2
malat durumu Kontrol statik dinamik
tinal ve tam kontroll kaynak dikii %100 Kontroll 1,0 1,0
tinal ve %10 kontroll kaynak dikii %10 Kontroll 1,0 0,8
Gnlk kaynak balantlar, dikiler kontrolsz Kontrolsz 0,8 0,5
d) Emniyet faktr S
GER
EYY % olarak 100 - 75 50 25
Emniyet faktr 2,5 2,0 1,5
K a y n a k b a l a n t l a r
www.guven-kutay.ch
39
1.2.3 Nokta kayna
Basit olarak ekil 29 ve ekil 30 ile gsterilen tek ve ift kesitli nokta kaynan basit olarak
anlatmak istersek, nokta kaynan bir pim olarak dnmek en doru dncedir.
s
F
d
k
ib
s
F s
F
ib
k
s
d
s
ekil 29, Tek kesitli nokta kayna ekil 30, ift kesitli nokta kayna
Dier kark konstrksiyonlarda denemeler yaplarak deerlerin hesaplanmas gerekir. Eer nokta
kaynan bir pim olarak dnp hesaplamak istersek, aynen pimde olduu gibi paralarn
birleme kesitinde "kesme" gerilmesi, pimin paralara dayand yerdede "izdm bas"
gerilmesi kabul edilir.
Nokta ap kaynatlan paralarn en incesine gre llendirilir.
min max
s 5 d =
F ( 45 )
d
max
mm Kaynak noktasnn (bakr elektrotun deyme) maksimum ap
s
min
mm Kaynatlan malzemenin en ince kalnl
1.2.3.1 Nokta kaynandaki kesme gerilimi
kEM
No
k
m n A
F
= F ( 46 )
F
N Kesme kuvveti
A
No
mm
2
Nokta kaynan alan A
No
= .d
2
/4
n
1 Kuvvetin etkisindeki nokta says
m 1 Kesit says
kEM
N/mm
2
Kaynan emniyetli kesme mukavemet deeri
Kaynan emniyetli kesme mukavemet deerini literatrde bulmak imkansz gibidir. Bunu bildiim
iin burada literatrde hemen bulunamayan deeri DIN 1050 de anlatld gibi aka verelim.
EM kEM
65 , 0 = F ( 47 )
kEM
N/mm
2
Kaynan emniyetli kesme mukavemet deeri
EM
N/mm
2
Kaynan emniyetli normal mukavemet deeri
K a y n a k b a l a n t l a r
www.guven-kutay.ch
40
1.2.3.2 Nokta kaynandaki izdm bas gerilimi
WibEM
min
n
Wib
s n d
F
= F ( 48 )
Wib
N/mm
2
Nokta kaynandaki izdm bas gerilimi
F
n
N Nokta kaynan etkileyen kuvvet
d mm Kaynak noktasnn ap
n
1 Kuvvetin etkisindeki nokta says
s
min
mm Balantnn en kk kalnl
WibEM
N/mm
2
Kaynan emniyetli izdm bas mukavemet deeri
WibEM
= 1,8 .
EM
tek kesitli balant
WibEM
= 2,5 .
EM
ift kesitli balant
Tablo 16, Nokta kayna iin malzemenin emniyetli mukavemet "
EM
" deerleri
RSt 37-2 ve RSt 37-3 iin St 52 iin
Zorlama hali
H HZ H HZ
Emniyetli mukavemet "
EM
" N/mm
2
160 180 240 270
En ince sa kalnl s mm olarak 1,5 2 3 4 5
Nokta kayna ap d mm olarak 5 6 8 10 12
Tablo 17, Nokta kayna mesafe lleri iin neriler (DIN 18 801)
b
L
F
1
e
e
3
e
2
F
d
s
e
1
e
2
2
e
F
F
1
e
2
e
e1 F
/2 e1
F
2
e
Kuvvet tamayan balant
Kenarlar kvrlmam Kenarlar kvrlm Mesafeler
Kuvvet
balants
Bas eki Bas eki
Nokta mesafeleri e
1
(3...6).d
max 8d
veya 20s
max 12d
veya 30s
max 12d
veya 30s
max 18d
veya 45s
Kuvvet ynnde e
2
(2,5...5).d
Kenara
mesafe
Kuvvete dik e
3
(2...4).d
max 4d
veya 10s
max 6d
veya 15s
max 6d
veya 15s
max 9d
veya 22s
Nokta kaynann ap "d" ve kaynatlan en ince parann kalnl "s" olarak alnmtr.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
41
2 elik konstrksiyonda kaynak balantlar
Hesaplar genel olarak ykleme grubunda toplanr. Bu ykleme durumlar unlardr:
H ANA YKLER Deimeyen ykler; rnein: Konstrksiyonun z arl,
Deien ykler; rnein: Tanan yk, kar, insanlar v.s.
Ktle kuvvetleri; rnein: ivme ve frenleme kuvvetleri ve darbeler,v.s.
Z EK YKLER rnein: Rzgar kuvveti, Isdan ileri gelen kuvvetler, v.s.
S ZEL YKLER rnein: Kontrol ykleri, v.s.
Bu tanmlar DIN 1055 ve DIN 15018 daha detayl anlatlmtr. Hesaplarda kullanlan ykleme
durumlar u ekilde tanmlanr:
Ykleme durumu H; Hesaplar yalnz ana yklerin zorlamas kabul edilerek yaplr.
Ykleme durumu HZ; Hesaplar ana ve ek yklerin zorlamas kabul edilerek yaplr.
Ykleme durumu HS; Hesaplar toplam ana, ek ve zel yklerin zorlamas kabul edilerek
yaplr. Bu durum vin ve kpr inasnda grlr.
Ykleme durumu HS iin emniyetli mukavemet deeri 1,1 x HZ deeri
alnr.
Darbe, titreim ve yk katsaylar her brann standartndan veya artnamesinden alnr. Paradaki
gerilim hesaplar iin gereken deerler bu katsaylar ile ykseltilir ve hesaplar yaplr. Bylece sanki
para statik etki altndaym gibi kabul edilir. Burada karlatrma iin malzemenin emniyetli
mukavemet deeri daha nce standartlarca belirlenmi tabela deeri olarak alnr, hesaplanmaz.
Burada ykleme durumu ile sistemi dardan etkileyen kuvvet ifade edilmektedir. Hesaplarda u
sistem kullanlr;
Kaynak yerlerinde genel mukavemet incelenmesi yaplr.
Paralarn iletmedeki mukavemetleri ve stabilitetleri kontrol edilir.
2.1 Kaynak yerlerinde genel mukavemet incelenmesi
Genel elik konstrksiyon iin;
WEM
2
W
2
W Wbi
+ =
F ( 49 )
Wb
N/mm
2
Kaynak dikiinde bileik gerilme
W
N/mm
2
Kaynak dikiinde toplam normal gerilme
W
N/mm
2
Kaynak dikiinde toplam kayma gerilmesi
WEM
N/mm
2
Kaynak dikiinin emniyetli mukavemet deeri
Krenlerin elik konstrksiyonu iin;
WEM
2
W
2
W Wbi
2 + =
F ( 50 )
Wb
N/mm
2
Kaynak dikiinde bileik gerilme
W
N/mm
2
Kaynak dikiinde toplam normal gerilme
W
N/mm
2
Kaynak dikiinde toplam kayma gerilmesi
WEM
N/mm
2
Kaynak dikiinin emniyetli mukavemet deeri
K a y n a k b a l a n t l a r
www.guven-kutay.ch
42
Krenlerin elik konstrksiyonunda kaynak dikiindeki toplam normal gerilme;
W
WEM
EM
W
= veya
W
WbEM
EM
W
=
2.2 Stabilite ve iletmede mukavemet incelemesi
nce olan ve eilmeyle zorlanan paralarn gerilmelerden dolay bozulmalarndan nce burkulma
etkisiyle bozulurlar.
elik konstrksiyonda bu halin incelenmesi, eitli yntemler olmasna ramen, Omega yntemiyle
yaplr. Bu yntem kostrksiyon paralar kontrol edilmesini salar fakat paralar bu yntemle
llendirilemez.
Kaynak yaplan paralar u artlar yerine getirmelidir.
12 ... 10
F
A
ger
= F ( 51 )
A
ger
cm
2
Parann gerekli kesit alan
F
kN Paray zorlayan kuvvet
2
K erf
L F 12 , 0 I =
F ( 52 )
I
ger
cm
2
Parann gerekli atalet momenti
F
kN Paray zorlayan kuvvet
L
K
m Parann burkulma boyu
2.3 Merkezi basya zorlanan tek paral ubuk
ekil 31 ile gsterilen basya alan ubukta hesaplanan
-gerilimi "
bk
"
bEM bk
A
F
=
F ( 53 )
F
N Paray zorlayan kuvvet
1 Burkulma katsays
A
mm
2
Parann kesit alan,
delikler kartlmadan
bEM
N/mm
2
Emniyetli bas mukavemet deeri
min
K
i
L
=
F ( 54 )
Arlk ekseni
F
F
A
K
L
=
L
0
ekil 31, Basya alan ubuk
1 Narinlik derecesi
L
K
mm Parann burkulma boyu
i
min
mm en kk atalet yar ap
En kk atalet yar ap "i
min
"
A
I
i
min
min
=
F ( 55 )
I
min
mm
4
Parann atalet momenti
A
mm
2
Parann kesit alan
K a y n a k b a l a n t l a r
www.guven-kutay.ch
43
L
=
2
.
L
L
I
F
K
II
F
K
L
=
L
III
F
L
=
0
,
7
.
L
K
K
L
=
0
,
5
.
L
IV
F
ekil 32, Euler'e gre 4 burkulma hali
Yaplan hesaplarda narinlik says < 20 ise = 1,0 olacandan burada burkulma hesab yaplmaz,
stun veya para dorudan doruya basma gerilimi ile kontrol edilir. elik konstruksiyon, vin ve
kpr yapm hesaplarnda DIN 4114 de gsterilen "omega yntemi" ile hesaplar yaplr. Burada
burkulma says omega yardmc deer olarak kullanlr.
Burada Jger (yeger) omegay lamdann bir fonksiyonu olarak alm ve burkulma emniyet katsay-
snda 1,5 olarak deerlendirmitir. Omega Jger'e gre u ekilde gsterilir:
bkEM bEM
/ = ) ( F ( 56 )
bEM
N/mm
2
Emniyetli bas mukavemet deeri
bkEM
N/mm
2
Emniyetli burkulma mukavemet deeri
DIN 1050 ye gre St 37 iin emniyetli basma mukavemeti
bEM
= 140 N/mm
2
St 52 iin emniyetli basma mukavemeti
bEM
= 210 N/mm
2
Pratikte omega deeri aadaki Tablo 18 ile belirlenir.
Tablo 18, (DIN4114 ve DIN 1052 den) Omega () deerleri
he
20 40 60 80 100 120 140 160 180 200 220
St 37 1,04 1,14 1,30 1,55 1,90 2,43 3,31 4,32 5,47 6,75 8,17
St 52 1,06 1,19 1,41 1,79 2,53 3,65 4,96 6,48 8,21 10,13 12,26
Tahta 1,08 1,26 1,62 2,20 3,00 4,32 5,88 7,68 9,72 12,00 14,52
K a y n a k b a l a n t l a r
www.guven-kutay.ch
44
2.4 Kaynak yerlerinin genel kontrol
Hesaplar DIN 4100 e gre yaplmas avantajldr. Diki hatalarn hesaba katmak bilhassa
ke dikileri iin imkanszdr. Bu sebepten tr %100 garantili hesap yapmak imkanda
yoktur.
Emniyetli mukavemet deerleri
W
ve
W
diki kalitesi, eliin cinsi, zorlanma ekli ve
durumuna baldr.
Kaynak konstrksiyonunda aln ve ke dikileri beraber hesaplanacaksa deerler ke
dikiine gre alnr.
Hesaplama yolu ve artlar genel standartlardan deil, konstrksiyonun zel art ve istek
listesinden alnmaldr. zel artname ve meslek dallarnn standartlar ncelik tar.
Tablo 19, DIN 18 800 T1 e gre elik konstrksiyonda kaynak dikiinin emniyetli mukavemeti
Ykleme durumu HS iin H nn %30 fazlas alnabilinir.
St 37 St 52
Kaynak dikii gurubu Kalite snf Gerilim ekli
H HZ H HZ
Aln dikileri
1
Btn kaynak
kalite snflar
Basma ve
eilme
b zul
YV (K) - dikii YV- dikii
2
Kalite snf
ispatlanm
1)
ekme ve
eilme
zul
160 180 240 270
YY- dikii HY- dikii
3
Kk boluundan tr
Kalite snf
ispatlanm
Basma ve
eilme
b zul
160 180 240 270
DHY- dikii HY- dikii
4
plaka dikii
5
Yatay paralar kuvvet etkisinde
Kalite snf
ispatlanmam
ekme ve
eilme
zul
135 150 170 190
plaka dikii
6
Dikey para kuvvet etkisinde
Ke
dikii
7
Btn kaynak
kalite snflar
Basma ve
eilme
ekme ve
eilme
b zul
zul
135 150 170 190
Btn dikiler
8
Btn kaynak
kalite snflar
Diki
boyunda
kayma
W EM
135 150 170 190
YY- dikii
9
Ke dikii
10
Btn kaynak
kalite snflar
Mukayese
deeri
W EM
135 150 170 190
1) Klcal atlaklar, balant ve kk kaynanda hatasz olduu vefakat kaynak dikiinde ok az hatalar olduu
kontrol edilerek belgelenmi kaynak dikileri. Bu ancak kaynak dikilerinin en az %10 unun kontrol edilmesi ve
btn kaynak dikilerinin ayn kalitede olduu grlmse geerlidir.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
45
Tablo 20, Vin elik konstrksiyonunda genel gerilim hesaplar, DIN 15 018 T1 gre
Ykleme durumu HS iin 1,1xHZ mukavemet deeri geerlidir.
St 37 St 52
Kaynak dikii gurubu
Kalite snf
1)
Gerilim ekli 3)
H HZ H HZ
Aln dikileri
1
Btn kaynak
kalite snflar
ekme
Basma
d zul
z zul
160 180 240 270
2
DHVNaht
zel kalite
ekme 2)
Basma
Muka-yese
deeri
d zul
z zul
WV zul
160 180 240 270
DHY- Naht
3
Normal kalite ekme 2)
z zul
140 160 210 240
Kehlnaht
Basma
d zul
130 145 195 220
4
Btn kaynak
kalite snflar
ekme 2)
z zul
113 127 170 191
Btn dikiler
Muka-yese
deeri
WV EM
160 180 240 270
5
Btn kaynak
kalite snflar Kayma diki
boyuna
W EM
113 127 170 191
1) elik konstrksiyonda kaynak dikileri iin geerli artnamelerin yannda vin elik konstrksiyon hesaplar iin
dahada etrafl kalite artlar DIN 18 800 T1 veya DIN 8563 73 de verilmitir. Bunun yannda DIN 15 018 T1 ve
DIN18 800 T7 de bakmakta yarar vardr. Bylece YV dikii zel kalitesinin yannda kk dikii kaldrlm ve
komple diki haline getirilmi ve gerektiinde entik etkisiz ilenmesi n grlmtr.
2) Paray bozmadan yaplacak klasik kontrolun yannda kaynak dikiinin nla kontroluda yaplmaldr.
Dikkat: Vinlerde 20 000 yklemeyle yaplan akma snr mukayeseli gerilim hesaplarnn
dnda, letmedeki gerilimlerin zamana bal ve devaml deien ve tekrarlanan gerilim
etkilerinin belirlenmesi ve emniyetli mukavemet deerleri DIN 15 018 T1 gre
yaplmaldr.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
46
3 Basnl kazanlarda kaynak
Bir kazan veya borunun iindeki basn p<-0,2 bar veya p>0,1 bar olursa, bu kazenlara
basnl kazan denir.
Balayc standartlar, imalat artlar, malzeme artlar, hesap esaslar, kontrolleri ve iletme artlar
ait olduklar dernekler ve resmi dairelerden temin edilir. rnein Almanyada "Arbeitsgemeinschaft
Druckbehlter (AD)".
Basnl kazanlarda kaynak balantlarnda yalnz aln dikii kullanlr. Paralardaki ve kaynak
dikilerindeki gerilimler normal hesaplanr. Emniyetli mukavemet deerleri zel faktrlerle
belirlenir.
3.1 Kuvvetlerin belirlenmesi
Basnl kazanlarda yzey kuvvetleri etkilidir. Teoriyi daha kolay anlayabilmek iin kazanmz
yuvarlak bir silindir olarak kabul edelim (bak ekil 33). Yzeye dik kuvvetler malzemenin esneklii
ile (diyafram zellii) karlanr.
s
i d
Taban
L
En
A
Taban
s
di
Gmlek
A
Bo
ekil 33, Basnl kazan
Kazan boyuna zorlayan kuvvet basncn silindirin kesit alanyla arpmna (bak ekil 33) eittir.
e Bo Bo
p A = F
2
i Bo
d 25 , 0 = A
Kesit alann A
Bo
yu bu formlde yerletirirsek, kazan boyuna zorlayan kuvveti buluruz.
e
2
i Bo
p d 25 , 0 = F
F ( 57 )
F
Bo
N Boyuna kuvvet
d
i
mm Kazann i ap
p
e
N/mm
2
Kazandaki basn
K a y n a k b a l a n t l a r
www.guven-kutay.ch
47
Kazan teetsel zorlayan kuvvet basncn kazann enine kabul edilen kesit alanyla arpmna eittir.
Pratikte kazann bombeli u taraflar hesapta dikkate alnmaz (bak ekil 33), buda gizli bir emniyet
verir.
e En Te
p A = F
L d = A
i En
Kesit alann A
En
i bu formlde yerletirirsek, kazan teetsel zorlayan kuvveti buluruz.
e i Te
p L d = F F ( 58 )
F
Te
N Teet kuvvet
d
i
mm Kazann i ap
p
e
N/mm
2
Kazandaki basn
3.2 Gerilmeler
ekil 34 ile kazan cidarnn kk bir paras ematik plarak gerilmeler iaretlenerek gsterilmitir.
t
r
l
ekil 34, Basnl kazanda ematik olarak gerilmeler
3.2.1 Boyuna gerilme, eki gerilmesi
Boyuna gerilme "
l
" (bak ekil 35) boyuna kuvvetin malzemenin kesit alanna "A
l
" blnmesiyle
p
e
l
ekil 35, Boyuna gerilme
bulunur.
l
Bo
l
A
F
=
Malzemenin kesit alan kabaca u formlle bulunur:
s d = A
i l
Deerleri gerilim formlde yerletirirsek, kazann boyuna
gerilimini, eki gerilimini buluruz.
s d
p d 25 , 0
=
i
e
2
i
l
s 4
p d
=
e i
l
F ( 59 )
l
N/mm
2
Boyuna gerilme
d
i
mm Kazann i ap
p
e
N/mm
2
Kazandaki basn
s mm Cidar kalnl
K a y n a k b a l a n t l a r
www.guven-kutay.ch
48
3.2.2 Teetsel gerilme, eki gerilmesi
Teetsel gerilme "
t
" (bak ekil 36) teetsel kuvvetin malzemenin kesit alanna "A
t
" blnmesiyle
p
e
t
t
ekil 36, Teetsel gerilme
bulunur.
t
Te
t
A
F
=
Malzemenin kesit alan kabaca u formlle bulunur:
s L 2 = A
t
Deerleri gerilim formlde yerletirirsek, kazann teetsel
gerilimini, eki gerilimini buluruz.
s L 2
p L d
=
e i
t
s 2
p d
=
e i
t
F ( 60 )
t
N/mm
2
Teetsel gerilme
d
i
mm Kazann i ap
s mm Cidar kalnl
p
e
N/mm
2
Kazandaki basn
Burada dikkat edersek; ayn kalnlkta ve ayn kaynak byklnde teetsel gerilmenin boyuna
gerilmenin iki kat olduunu hemen grrz. Bunu formlle gsterirsek;
l
e i e i
t
2
s 4
p d
2
s 2
p d
= =
l t
2 = F ( 61 )
t
N/mm
2
Teetsel gerilme
l
N/mm
2
Boyuna gerilme
3.2.3 Radyal gerilme, eki gerilmesi
basn kazan i cidar yzeyinde boyuna ve teetsel gerilmelerin dnda birde radyal gerilme
oluturur (bak ekil 37). Bu gerilme kazan cidarnn i yzeyinde
maksimum olup, giderek azalarak kazan cidarnn d yzeyinde
sfr olur. Forml F ( 62 ) ile hesaplarda kullanlacak ortalama
radyal gerilme gsterilmitir.
2
p
e
r
= F ( 62 )
r
e
p
ekil 37, Radyal gerilme
r
N/mm
2
Ortalama radyal gerilme
p
e
N/mm
2
Kazandaki basn
K a y n a k b a l a n t l a r
www.guven-kutay.ch
49
3.2.4 Bileik gerilme
Basnl kazan kapal bir konstrksiyon olmasna ramen, bir ok fonksiyonu yerine getirebilmesi
iin, bir sr deliklerinde yaplmas gerekir. rnein; Bakm, kontrol, lme, kazann iine gelen
maddenin gelmesi ve gitmesi iin balant delikleri. Bu delikler yuvarlak veya elips delikler olarak
yaplr. Bu delikler konstrksiyonu zayflattklar iin, gerekli takviye konstrksiyonu ile zayflama
ortadan kaldrlr. Bu zayflama ve takviyeden tr mukavemet kontrol yaplr.
A
G
i
d
s
h h
b
A'
h
'
T
A
0
1
s
iG
d
A'
0
A
A
2
A
1
b
b
2
2
s
h
T
o
p
L
A'
L
A'
b
d
i
s
G
0
A
1
A h
diD
s
D
A'
ekil 38, Silindir veya krede takviye ekil 39, Silindir veya krede takviye
d
iG
a
d
i
s
b
T
h
h
G
b 3.s
G
ve h
T
2. s
G
iG b
d
i
s
T
G
s
ekil 40, Ek plakal takviye ekil 41, Kaln plakayla takviye
ekil 38 ile ekil 41 de takviye konstrksiyonlar ve hesaplanacak ller gsterilmitir. Burada
kullanlan notasyonlar ve hesaplama ekilleri yledir:
A' mm
2
Basn etkisindeki izdm alan
b mm Takviye boyu ) c c s ( ) c c s d ( b
2 1 G 2 1 G i
+ = ,
h mm Takviye ykseklii ) c c s ( ) c c s d ( 25 , 1 h
2 1 T 2 1 T iG
+ =
A
0
mm
2
Takviye alan A
0
= b . s
Gi
s
Gi
mm letmede gmlein cidar kalnl s
Gi
= s
G
c
1
c
2
A
1
mm
2
Takviye alan A
1
= h
Top
. s
Ti
h
Top
mm Toplam takviye ykseklii h
Top
= h + s
G
+ h'
h' mm Takviye i knts h' 0,5 . h
s
Ti
mm letmede takviyenin cidar kalnl s
Ti
= s
T
c
1
c
2
A
2
mm
2
Takviye alan A
2
= b
2
. s
2
A mm
2
Toplam takviye alan A= A
0
+A
1
+A
2
+....
ekil 38 in analizini yapp eitlik formln yazarsak, i basn kuvveti ile etkisindeki izdm
alannn arpm A . p
e
ve i kuvvetlerden oluan . A nn eit olmas gerekir. Bylece u denklem
ortaya kar;
K a y n a k b a l a n t l a r
www.guven-kutay.ch
50
A . p
e
= . A
A
' A
p
e max
=
Basnl kazanlarda bileik gerilme kayma gerilmesi hipotezine gre hesaplanr. Bu hipoteze gre
maksimum ile minimum gerilme fark bileik gerilmeyi verir. Basnl kazanlarda teetsel gerilme
maksimum, radyal gerilmede minimum deerlerdir.
Bi
=
max
-
min
=
max
-
r
Burada deerleri yerletirirsek:
2
p
A
' A
p
e
e Bi
+ =
bkEM e Bi
2
1
A
' A
p |
.
|
\
|
+ = F ( 63 )
Bi
N/mm
2
Kazan dikiindeki bileik gerilme
p
e
N/mm
2
Kazandaki basn
A mm
2
Basn etkisindeki izdm alan
A mm
2
Toplam takviye alan
bkEM
N/mm
2
Basnl kazanda dikiin emniyetli mukavemeti
Basnl kazanda dikiin emniyetli mukavemet deeri, malzemenin ayn zamanda kaynak dikiinin
devaml mukavemet deerinin artlara gre verilmi veya istenen gerekli emniyet katsaysna gre
hesaplanan bykldr.
ger
bkD
bkEM
S
=
F ( 64 )
bkEM
N/mm
2
Basnl kazanda dikiin emniyetli mukavemeti
bkD
N/mm
2
Malzemenin/kaynak dikiinin devaml mukavemet deeri
S
ger
1 Gerekli emniyet katsays
3.3 Cidar kalnlnn bulunmas
Basnl kazanlarda cidar kalnl veya kaynak bykln bulmak istersek ya F ( 63 ) ile veya
eitli kurumlarn hesap nerilerine gre cidar kalnl hesaplamamz gerekir. rnein bu kurum
Almanyada Arbeitsgemeinschaft Druckbehlter (AD) derneidir.
F ( 63 ) i ele alp forml emniyetli mukavemet deerine eit kabul edelim;
bkEM
i
e
s 2
s d
p =
+
Burada (d
i
+s)/2 deerini kabaca d yarap r
a
olarak alr ve forml ilersek;
ger
bkD d
e
S s
r
p
=
bkD
ger d e
S r p
s
F ( 65 )
p
e
N/mm
2
Kazandaki basn
r
d
mm Kazann d yar ap
bkD
N/mm
2
Malzemenin/kaynak dikiinin devaml mukavemet deeri
S
ger
1 Gerekli emniyet katsays
Burada bulunan kalnl minimum deer olarak alp durum ve artlara gre baz emniyet faktrleri
ile kontrol hesabnn yaplaca kalnla getirebiliriz.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
51
Eer hesab Alman Arbeitsgemeinschaft Druckbehlter (AD) Baznl kazan reticileri
derneinin nerilerine gre yapmak istersek, kabaca u hesaplar yapmamz gerekir:
Silindir eklindeki kazan
gmlei cidar kalnl
c
+
c
+
P
+
S
K
2
p
d
= s
2 1
e
EM
e
d
F ( 66 )
Kre eklindeki kazan gmlei
cidar kalnl
c
+
c
+
P
+
S
K
4
p
d
= s
2 1
e
EM
e
d
F ( 67 )
Bombeli kazan taban iin
gerekli cidar kalnl
Balantsz
2 1
EM
e
d
c c
S
K
4
p
d
= s + +
F ( 68 )
Bombeli kazan taban iin
gerekli cidar kalnl
Balantl
2 1
EM
2
e
d
c c
S
K
4
p
d
= s + +
F ( 69 )
Dz kazan taban iin gerekli
cidar kalnl
2 1
EM e
i s
c c
K
S p
d C = s + +
F ( 70 )
Taban ekil faktr
Kresel ekil iin
y
y
0325 , 0
9 , 1 =
7 , 0
+ +
F ( 71 )
Taban ekil faktr
Bombeli (balantsz) ekil iin
y
0255 , 0
55 , 1 =
625 , 0
+
F ( 72 )
Taban ekil faktr
Bombeli (balantl) ekil iin
y
z 933 , 0
9 , 1 =
2
2
+
F ( 73 )
y deeri
d 2 1
d / ) c c s ( = y F ( 74 )
z
2
deeri d bag 2
d / d = z F ( 75 )
p
e
N/mm
2
Kazann i basnc
d
d
mm Kazann d ap
d
i
mm Kazann i ap
s mm Kazann cidar kalnl
K N/mm
2
Malzemenin sya gre mukavemet deeri
S
EM
1 letmede gerekli emniyet faktr
1 Kaynak kalnl faktr
= 1,00 Normal kaynaksz malzemede, kontroll kkl bombeli diki
= 0,85 Kontrolsz kkl bombeli diki
= 0,80 Kksz bombeli diki
c
1
mm Cidar kalnlk tolerans
c
2
mm Malzeme emniyet kalnl tolerans
C
s
1 Hesaplama faktr. 0,3 ... 0,4 tam deerler iin artnameye baklr
K a y n a k b a l a n t l a r
www.guven-kutay.ch
52
Tablo 21, Basnl kazan malzemesinin akma mukavemet deerleri
Malzeme
Malze
me
kaln-
l
Kopma
mukavem
eti
Akma
mukavemeti
20 C
R
eH
R
p0,2
Malzemenin sya gre en kk akma mukavemet deeri
Is C ve deerler R
eH
veya R
p0,2
N/mm
2
olarak
No Ksa ad W.Nr: mm N/mm
2
N/mm
2
50 100 150 200 250 300 350 400 450 500
1
St37-2
RSt37-2
1.0037
1.0038
16
16 40
40 60
360 340
*)1
235
230
225
205 185 170 155 145 135 120 100
2
St44-2
St44-3
1.0044
1.0144
16
16 40
40 60
410
*)1
275
270
265
245 225 210 195 185 175 160 140
3 St52-3 1.0570
16
16 40
40 60
470
*)1
295
290
285
265 255 240 225 205 185 165 145
4 P235GH 1.0345
16
16 40
40 60
360 400
235
225
215
205 190 180 170 150 130 120 110
5 P265GH 1.0425
16
16 40
40 60
410 530
265
255
245
235 215 205 195 175 155 140 130
6 P295GH 1.0481
16
16 40
40 60
460 580
295
290
285
270 250 235 225 205 185 170 155
7 P355GH 1.0473
16
16 40
40 60
510 650
355
345
335
320 290 270 255 235 215 200 180
8 16Mo3 1.5415
16
16 40
40 60
440 590
275
270
260
215 200 170 160 150 145 140
9 13CrMo4-5 1.7335
16
16 60
450 600
300
295
230 220 205 190 180 170 165
10 10CrMo9-10 1.7380
16
16 40
40 60
480 630
310
300
290
245 230 220 210 200 190 180
11 11CrMo9-10 1.7383 60 520 670 310 255 235 225 215 205 195
*)1 Bu malzemeler Kazan i ap d
i
(mm olarak) ile kazan basnc p
e
(bar olarak) arpm d
i
. p
e
20 000 iin kullanlr.
Tablo 22, Is etkisindeki akma mukavemet deerine gre emniyet faktr
Emniyet faktr S
EM
Malzeme Basn kontrol
yoksa
Kontrol basnc
p=1,3 . p
e
Haddelenmi veya dvlm elikler 1,5 1,1
elik dkm 2,0 1,5
ubuk grafitli demir dkm DIN 1693
GGG 70 veya GGG 60
GGG 50
GGG 40
GGG 40.3 veya GGG 35.3
5,0
4,0
3,5
2,4
2,5
2,0
1,7
1,2
Aluminyum ve alamlar 1,5 1,1
Tablo 23, Malzeme emniyet kalnl tolerans c
2
s < 30 mm
veya
ferrit eliklerinde
Korozyon tehlikesine gre
s 30 mm
veya
korozyona kar korunmal
paslanmaz elikler iin
c
2
1 mm > 1 mm artlara gre seilir. 0
K a y n a k b a l a n t l a r
www.guven-kutay.ch
53
4 rnekler
4.1 rnek 1, Pres asisi, makina imalat
Pres asisinde (ekil 42) u deerlerin bulunmas istenmektedir;
St 37-2
St 37-2
a2
a1
... E
... E
St 37-2
F
a
2
a
1
b
H
L C
ekil 42, Pres asisi
Kaynak dikiinin emniyetli mukavemet deeri
ne kadardr?
letmedeki emniyet katsays ne kadardr?
Bilinenler:
Malzeme St 37-2. 1.0038 / DIN 17 000
F
max
= 5 kN, ; F
min
= 5 kN
H = 70 mm ; L = 120 mm
C = 60 mm ; b = 80 mm
a
1
= 5mm ; a
2
= 6 mm
stenilen emniyet S
GER
= 2
Kaynak dikileri devaml, epe evre, ilenmemi
konkav ke dikileri.
Kaynak dikiinde hesaplanan toplam gerilim
Whes
=
Wbi
konstrksiyonun bileik gerilimidir.
A
1
kaynak dikiinde bileik gerilim hesab:
a1
a1
eg max
eg max
kor
h
kor
S
F
eg
M
F
F
L
k max
ekil 43, Kaynak dikii a
1
deki gerilmeler
Konstrksiyonda, ekil 43 ile gsterilen emaya gre, bileik gerilme F ( 43 ) ile hesaplanr:
|
.
|
\
|
+ + =
2
W
2
W W WBi
4 5 , 0
|
.
|
\
|
+ + =
2 2
1 , 7 4 24 24 5 , 0
Wbi
= 26 N/mm
2
Burada toplam normal gerilme yalnz eilme zorlamasndan oluur ve F ( 24 ) formul ile bulunur:
1 We 1 e 1 Weg 1 W
W / M = =
1 We 1 e
W / M = = 200000 / 8167
W1
= 24 N/mm
2
K a y n a k b a l a n t l a r
www.guven-kutay.ch
54
Eilme momenti:
M
e1
= 0,5 . F
max
. b = 0,5 . 5000 . 80 = 200000
M
e1
= 200000
Nmm
Eilme kar koyma momenti F ( 11 ), bak ekil 26:
W
We1
= 2 . a
1
.H
2
/ 6 = 2 . 5 . 70
2
/ 6 = 8167 W
We1
= 8167 mm
3
Burada toplam kayma gerilimi yalnz ortalama kesme gerilimidir, bak F ( 25 ).
W max kor W
A / F = = =5000 / 700
W
= 7,1 N/mm
2
Kaynak dikiinin kesmeye kar alan:
A
W
= 2 . a
1
. H = 2 . 5 . 70 = 700 A
W
= 700 mm
2
Kaynak dikii a
1
in ekle gre devaml mukavemet deeri DS 952 nin artlarna gre u
ekilde hesaplanr:
Tablo 12 den 8/5, kaynak dikii ilenmemi, eri G ve Tablo 13 a) dan emniyetli ekil
mukavemet deeri, snr deerler oran = 1, iin, F den dolay
Tablo 13 a) dan G-Erisi, = 1 iin
WkD
= 60 N/mm
2
Bylece a
1
kaynak yerindeki emniyet katsays F ( 35 ) formul ile hesaplanabilinir:
WBi kD W 1 Whes
/ S = = 60 / 26 = 2,271
S
Whes1
= 2,271
Kaynak dikii a
1
in ekle gre devaml mukavemet deeri genel hesaplama artlarna gre u
ekilde hesaplanr:
Tablo 15 ile
2 1 D kD W
b b = dan
Malzemenin devaml mukavemet deeri St 37-2
05_Mukavemet Deerleri, 05-7 Forml ve Tablolar dan:
= -1 iin
D
= 180 N/mm
2
.
Dinamik faktr b
1
Tablo 15 /a dan, ift tarafl ke dikii, eilme b
1
= 0,8
malat faktr b
2
Tablo 15 /c den, gnlk kontrolsz diki, dinamik b
2
= 0,5
5 , 0 8 , 0 180 b b
2 1 D kD W
= = = 60 / 26 72
WkD
= 72 N/mm
2
Emniyet katsays;
WBi kDg W 1 Whesg
/ S = = 72 / 26 = 2,725
S
Whes1
= 2,725
K a y n a k b a l a n t l a r
www.guven-kutay.ch
55
a
2
kaynak dikiinin hesab:
eg max
L
eg max
a
2
S
a
2
F
Meg
F
L
F
ekil 44, a
2
kaynak dikii
Konstrksiyonun ekil 44 ile gsterilen gerilim emasna gre bileik gerilme F ( 43 ) formul ile
hesaplanr:
|
.
|
\
|
+ + =
2
W
2
W W WBi
4 5 , 0
Burada kayma gerilimi sfr olduundan
W
= 0, formlmz u ekli alr:
W 2 Weg WBi
2 + = = 21 + 3
Wbi2
= 24 N/mm
2
Burada eilme gerilimi F ( 24 ) formul ile bulunur:
2 We 2 e 2 Weg
W / M = = 600000 / 28800
Weg2
= 21 N/mm
2
Eilme momenti:
M
e2
= F
max
. L
F2
= 5000 . 120 = 600000
M
e2
= 600000
Nmm
L
F2
= C + 0,5 . L
W2
= 60 . 0,5 . 120 = 120 L
F2
= 120 mm
Eilme kar koyma momenti F ( 11 ), bak ekil 26::
W
We2
= 2 . a
2
.L
W2
2
/ 6 = 2 . 6 . 120
2
/ 6 = 28800 W
We2
= 28800 mm
3
Burada ekme gerilimi:
2 W max
A / F = = 5000 / 1440
Weg2
= 3 N/mm
2
Kaynak dikiinin ekmeye kar alan:
A
W
= 2 . a
2
. L = 2 . 6 . 120 = 1440 A
W
= 1440 mm
2
Kaynak dikii a
2
in devaml mukavemet deeri her iki yolla ayn byklktedir.
2 WBi kD W 2 Whes
/ S = = 60 / 24 = 2,469
S
Whes2
= 2,469
2 WBi kDg W 2 Whesg
/ S = = 72 / 24 = 2,962
S
Whes2
= 2,962
K a y n a k b a l a n t l a r
www.guven-kutay.ch
56
4.2 rnek 2, Vin tamburu
32 kN tama kapasiteli vin tamburunda (ekil 45) u deerlerin bulunmas istenmektedir;
T
D /2
H
F
a
L
F
F
Ya
L
T
D
a
F
D
F
Ya
ekil 45, Vin tamburu
Kaynak dikiinin emniyetli mukavemet deeri
ne kadardr?
letmedeki emniyet katsays ne kadardr?
Bilinenler:
F
H
= 16 kN, ; F
min
= 1 kN (0,03.F
yk
)
F
Ya
= 8 kN ikiz tambur
D
T
= 355 mm ; L
F
= 120 mm
Kaynak dikileri devaml, epe evre, ilenmemi
konkav ke dikii, a = 6 mm.
Malzeme; 1. Varyant: St 37-2 1.0038
2. Varyant: Ck 22 1.1151
Kaynak dikiinde hesaplanan toplam gerilim
Whes
=
Wbi
konstrksiyonun bileik gerilimidir.
T
D /2
kOr
T
D
F
H
a
k max
kOr
t max
eg max
t max
eg max
ekil 46, Tamburdaki gerilmeler
Konstrksiyonun ekil 46 ile gsterilen gerilim emasna gre bileik gerilme F ( 43 ) formul ile
hesaplanr:
|
.
|
\
|
+ + =
2
W
2
W W WBi
4 5 , 0
|
.
|
\
|
+ + =
2 2
6 , 9 4 5 , 1 5 , 1 5 , 0
Wbi
= 10,4 N/mm
2
Burada toplam normal gerilme yalnz eilme zorlamasndan oluur ve F ( 24 ) formul ile bulunur:
We e Weg W
W / M = =
1 We 1 e
W / M = = 960000 / 624675
W1
= 1,537 N/mm
2
Eilme momenti:
M
e
= L
F
. F
Ya
= 8000 . 120 = 960000 M
e1
= 960000 Nmm
Eilme kar koyma momenti F ( 6 ):
T
4
T
4
T
W
D 32
D ) a 2 D (
W
+
=
355 32
355 ) 6 2 355 (
4 4
+
=
W
W
= 624675 mm
3
K a y n a k b a l a n t l a r
www.guven-kutay.ch
57
Burada toplam kayma gerilimi maksimum kesme gerilimi ile torsiyon geriliminin toplamdr.
= + =
Wt max Wk W
=7,2 + 2,4
W
= 9,6 N/mm
2
Maksimum kesme gerilimi forml F ( 26 ) ile hesaplanr.
W Ya W max k
A / F k f = = 4 . 1,5 . 8000 / (3 . 6692)
W
= 7,2 N/mm
2
f
W
katsays: 4/3 bak ekil 28 ; k katsays: bak ekil 28
) r r /( ) r r r r ( k
2
a
2
i
2
a a i
2
i
+ + + =
k = 1,5
Kaynak dikiinin kesmeye kar alan:
A
W
= . a
. D
T
= . 6 . 355 = 6692 A
W
= 6692 mm
2
Kaynak dikiinin kesmeye kar alan:
A
W
= . a
. D
T
= . 6 . 355 = 6692 A
W
= 6692 mm
2
Burulma (torsiyon) gerilimi:
t t Wt
W / M = = 2840000 / 1877758 = 2,4
Wt
= 24 N/mm
2
Burulma (torsiyon) momenti:
T H t
D F 5 , 0 M = = 0,5
. 16000 . 355 = 2840000
M
t
= 2840000 Nmm
Brete gre burulma (torsiyon) kar koyma momenti:
a A 2 W
Or t
= 2
. 98980 . 6 = 1877758
W
t
= 1877758 mm
3
Ortalama alan:
2
T Or
D 25 , 0 A = = 0,25
. . 355
2
= 98980 A
Or
= 98980 mm
2
4.2.1 Kaynak dikiinin emniyetli mukavemet deeri
St 37 de a iin ekle gre devaml mukavemet DS 952 ye gre su sekilde hesaplanr:
Tablo 12 den 8/6, kaynak dikii ilenmemis, eri G ve Tablo 13 a) dan emniyetli ekil mukavemet
deeri, snr deerler oran = 0,03= 0 iin, kuvvet F hep ayn ynde
G-erisi, = 0 iin
WSt37
= 90 N/mm
2
Ck 22 de a iin genel devaml mukavemet deeri u ekilde hesaplanr:
05_Mukavemet Degerleri, 05-7 Forml ve Tablolar dan =0 iin
DCk22
= 400 N/mm
2
Dinamik faktr b
1
Tablo 15/a dan, ift tarafl ke dikii, eilme b
1
= 0,2
malat faktr b
2
Tablo 15/c den, gnlk kontrolsz diki, dinamik b
2
= 0,5
2 1 22 DCk 22 WCk
b b = = 400 . 0,2 . 0,5
WCk22
= 40 N/mm
2
Emniyet katsays St37 iin;
S
WSt37
=
WSt37
/
Wbi
= 90 / 10,4 S
WSt37
= 8,685
Emniyet katsays Ck22 iin;
S
WCk22
=
WCk22
/
Wbi
= 40 / 10,4 S
WCk22
= 3,86
K a y n a k b a l a n t l a r
www.guven-kutay.ch
58
4.3 rnek 3, Support, elik konstrksiyon
Supportda (ekil 47) u deerlerin bulunmas istenmektedir;
U 140
s
c
a
h
s
b
... E
St 37-2
F
ekil 47, Support
Ykleme durumu H iin kaynak dikiinin
emniyetli mukavemet deeri ne kadardr?
letmedeki emniyet ne kadardr?
Bilinen deerler
F
max
= 20 kN F
min
= 0
h = 200 mm b = 100 mm
s = 10 mm c = 150 mm
Kaynak dikileri devaml, ilenmemi konkav ke
dikii, a = 5 mm.
1. Alternatif: epeevre kapal kaynak dikii.
2. Alternatif: C-eklinde kaynak dikii.
Burada; 1. alternatifte kesme kuvveti iki dik diki tarafndan karland kabul edilir ve torsiyon
momentide Brete gre hesaplanr.
2. alternatifte kesme kuvveti bir dik diki tarafndan ve torsiyon momentininde iki yatay diki
tarafndan karlanaca kabul edilir.
Bylece pratikte hesap yaklak olarak yaplm olur.
4.3.1 1. Alternatif, epeevre kapal kaynak dikiinde gerilmeler
k
= 0
S
F
a
t
M
Z
1
h
90 evrili
k max
Y
b
1
k
= 0
k max
t
M
t max
a a
h
1
ekil 48, epeevre kapal kaynak dikiinde gerilmeler
Konstrksiyonun ekil 48 ile gsterilen gerilim emasna gre bileik gerilme yalnz kayma
gerilmelerinin toplamdr, F ( 33 ):
Wt Wk 1 W
+ = = 7,7 + 9,3 = 17
W1
= 17 N/mm
2
Maksimum kesme gerilmesi F ( 26 ) ekil 48 ile grld gibi iki plaka olduundan bir plaka iin
kuvvet F
= 10 kN ve kaynak dikii alanda bu alternatifte iki diki alan olarak hesaplara alnr.
W W max Wk
A / F k f = = 1,03 . 1,5 . 10000 / 2000
Wk
= 7,7 N/mm
2
f
W
ve k faktrleri, bak ekil 28, b/h = 0,5 f
W
= 1,03 ve k = 3/2 = 1,5
Kesme etkisindeki kaynak dikii kesiti, F ( 21 );
A
W
= 2 . a . h
1
= 2 . 5 . 200 = 2000 A
W
= 2000 mm
2
K a y n a k b a l a n t l a r
www.guven-kutay.ch
59
Torsiyon gerilimi F ( 27 );
Wt Wt
t
W / M = =2000000 / 215250
W
Wt
= 9,3 N/mm
2
Torsiyon momenti:
F t
L F M = = 10000 . 200 = 2000000
M
t
= 2000000 Nmm
Torsiyon kar koyma momenti Brete gre, F ( 19 ) :
a
A
2
W
or wt
= 2 . 21525 . 5 = 215250
W
Wt
= 215250 mm
3
Ortalama alan Brete gre, F ( 20 )
) a b ( ) a h (
A
or
+ + =(200+5) . (100+5) = 21525
A
Or
= 21525 mm
2
4.3.2 2. Alternatif, C-eklinde kaynak dikiinde gerilmeler
Z
1 k max 1
S
h
90 evrili
k
= 0
h
k max
a
a
F
M
t
b
1
Y
k
= 0
a
M
t
1
b
a
t max
t max
Mt
F
ekil 49, C-eklinde kaynak dikiinde gerilmeler
Konstrksiyonun ekil 49 ile gsterilen gerilim emasna gre bileik gerilme tek tek hesaplanan
kayma gerilmesinin maksimum deeridir.
Bu alternatifte ekil 49 ile grld maksimum kesme gerilmesi tek dik diki ve torsiyon
gerilmeside iki yatay diki tarafndan karland kabul edilir.
Bir plakay etkileyen kuvvet F
= 10 kN kabul edilir.
Kesme gerilimi F ( 26 );
W W max Wk
A / F k f = = 1,00 . 1,5 . 10000 / 1000
Wk
= 15 N/mm
2
f
W
ve k faktrleri, bak ekil 28, b/h = 0,025 f
W
1,00 ve k = 3/2 = 1,5
Kesme etkisindeki kaynak dikii kesiti, F ( 21 );
A
W
= a . h
1
= 5 . 200 = 1000 A
W
= 2000 mm
2
Torsiyon gerilimi F ( 27 );
WYat Wt
MtC
A / F = =11345 / 500
Wt
= 22,7 N/mm
2
K a y n a k b a l a n t l a r
www.guven-kutay.ch
60
Bir yatay dikii etkileyen kuvvet:
1 tC MtC
h / M F = = 2268900 / 200 = 11345
F
MtC
= 11345 N
Torsiyon momenti:
FC tC
L F M = = 10000 . 226,89 = 2268900
M
t
= 2268900 Nmm
Kuvvet kolu:
1 C FC
c S L + = = 76,89 + 150 = 226,89
L
FC
= 226,89 mm
S
C
mesafesi:
S
1
1
h
b
S
C
+
2
a
a
a
a
1 1 1 1 1
1 1 1 1 1 1
2
1
C
a ) a 2 h ( a b 2
a ) a 2 h ( ) a 5 , 0 b ( a b
S
+ +
+ + +
=
5 210 5 100 2
5 210 5 , 102 5 100
S
2
C
+
+
=
S
C
= 76,89 mm
ekil 50, C-kaynak dikii arlk merkezi
Tek yatay diki alan
A
Yat
= a . b
1
= 5 . 100 = 500 A
Yat
= 500 mm
2
3. Alternatif, C-eklinde kaynak dikiindeki maksimum gerilme torsiyon gerilmesidir.
Wt
= 22,7 N/mm
2
4.3.3 Kaynak dikilerinin emniyetli kayma mukavemet deeri
elik konstrksiyonda kaynak.
letmedeki zorlanma : Burulma ve makaslama,
Kaynak durumu: bkey ke dikii.
Emniyetli kayma mukavemeti, Tablo 19, 8. sra :
Ykleme durumu H, malzeme St 37-2,
Zorlanma dikite boyuna kayma,
Btn dikiler, btn kaynak kaliteleri,
Emniyetli kayma mukavemeti:
WEM
= 135 N/mm
2
elik konstrksiyonda emniyetli mukavemet deerlerinin iinde sakl olarak emniyet katsays
vardr. Kontrol
WEM
Whes
olarak yaplr.
WEM
= 135 N/mm
2
W1
= 17 N/mm
2
ve
WEM
= 135 N/mm
2
Wt
= 22,7 N/mm
2
olduu iin
konstrksiyon emniyetlidir.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
61
4.4 rnek 4, Lokma anahtar uzatmas , makina imalat
d
Kaynak
dikii
ekil 51, Lokma anahtar
zel montaj takm olarak ekil 51 ile gsterilen
lokma anahtarna M10 cvatalarn (12.9 kalitesi
dahil) skmak iin uzatma paras kaynatlacaktr.
Lokma anahtarnn ve uzatmann malzemesi ST52-3
olduu bilinmektedir.
Konstrksiyon iin S
EM
1,5 olamas istenmektedir.
Aadaki alternatif konstrksiyonlardan hangisi bu
artlar yerine getirir?
1. Alternatif: epeevre bilezik kaynak dikii.
2. Alternatif: Kama kaynak dikii.
Bilinenler;
M10, 12.9 kalitesi iin skma momenti,
bak www.guven-kutay.ch / Teknik teori / 08a n germeli cvata klavuzu M
Sk
= 46 Nm
Zorlama dinamik, kaynak balants makinada kaynak.
d
d
i
d
i
d
d
i
d
t max
a
t
M
t max
4
5
.
0
ekil 52, epeevre O-kaynak dikii
d
d d
M
t
t max
t max
ekil 53, Kama kaynak dikii
K a y n a k b a l a n t l a r
www.guven-kutay.ch
62
4.4.1 1. Alternatif, epeevre O-kaynak dikii
4. Alternatif, ekil 52.
Kaynak dikiini 5 mm yarm V dikii olarak kabul edelim .
Bylece d
i
= d 2 a = 15 2 . 5 = 5 mm bulunur.
Torsiyon gerilimi, ekil 52 iin, F ( 27 );
Wt 1 Wt
t
W / M = =46000 / 654 = 70,3
Wt1
= 70,3 N/mm
2
Torsiyon mukavemet momenti, F ( 7 ):
D
d
-
D
16
=
W
4 4
wt
15
5
-
15
16
=
4 4
= 654
W
Wt
= 654 mm
3
4.4.2 2. Alternatif, Kama kaynak dikii
5. Alternatif, ekil 53.
Torsiyon gerilimi F ( 27 );
Wt 2 Wt
t
W / M = =46000 / 663 = 69,4
Wt2
= 69,4 N/mm
2
Torsiyon mukavemet momenti:
16
d
=
W
3
wt
15
16
=
3
= 663
W
Wt
= 663 mm
3
4.4.3 Kaynak dikilerinin emniyetli kayma mukavemet deeri
Makinada kaynak konstrksiyonu, dinamik kayma zorlamas.
St 52-3 iin ekle gre devaml mukavemet DS 952 ye gre su sekilde hesaplanr:
Tablo 12 den 9, eri H ve Tablo 13 b) dan emniyetli ekil mukavemet deeri, snr deerler oran
= 0 iin, maksimum ve sfr.
H-erisi, = 0 iin
WSt52
= 165 N/mm
2
4.4.4 Kaynak dikilerinin emniyet katsays
Emniyet katsays 1. alternatif iin;
S
W1
=
WSt52
/
W1
= 165 / 70,3 S
WSt37
= 8,685
Emniyet katsays 2. alternatif iin;
S
W2
=
WSt52
/
W2
= 165 / 69,4 S
WCk22
= 3,86
Her iki konstrksiyon artlar yerine getirecektir.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
63
4.5 rnek 5, Tayc kiri, elik konstrksiyon
Tayc kirite (ekil 51) u deerlerin bulunmas istenmektedir;
B
L
a ... E
St 37-2
h
1
b
1
1
a
ekil 54, Tayc kiri
Ykleme durumu H iin kaynak dikiinin
emniyetli mukavemet deeri ne kadardr?
letmedeki emniyet ne kadardr?
elik konstrksiyonda kaynak, statik zorlama.
Konstrksiyon tamamen kesmeye zorlanr. Kesme
kuvvetini yalnz dik dililer karlar. Genel olarak
epeevre kapal diki kuvvetin tanmas iin olma-
yp, paslanma ve korozyonu nlemek iin yaplr.
Bilinenler: q
1
= 60000 N/m
2
B = 1m L = 1m.
A = 5 mm,
h
1
= 140 mm (NPU140)
4.5.1 Kaynak dikiindeki gerilmeler
90 Verdreht
F
q
S
a
= 0
h
1
Z
b1
Y
a
a
= 0
a max
a max
ekil 55, Kama kaynak dikii
Kesme gerilimi F ( 26 );
Bir balanty zorlayan kuvvet 60000 / 4 = 15000 N
W W max Wk
A / F k f = = 1,00 . 1,5 . 15000 / 1400 = 16,07
Wk
= 16 N/mm
2
f
W
ve k faktrleri, bak ekil 28, b/h = 5/140 = 0,036 f
W
1,00 ve k = 3/2 = 1,5
Kesme etkisindeki kaynak dikii kesiti, F ( 21 );
A
W
= 2 . a . h
1
= 2 . 5 . 140 = 1400 A
W
= 1400 mm
2
K a y n a k b a l a n t l a r
www.guven-kutay.ch
64
4.5.2 Kaynak dikilerinin emniyetli kayma mukavemet deeri
elik konstrksiyonda kaynak. letmedeki zorlanma : makaslama,
Kaynak durumu: bkey ke dikii.
Emniyetli kayma mukavemeti, Tablo 19, 8. sra :
Ykleme durumu H,
malzeme St 37-2,
Zorlanma dikite boyuna kayma,
Btn dikiler, btn kaynak kaliteleri,
Emniyetli kayma mukavemeti:
WEM
= 135 N/mm
2
4.5.3 Konstrksiyonun analizi
elik konstrksiyonda emniyetli mukavemet deerlerinin iinde sakl olarak emniyet katsays
vardr.
Kontrol
WEM
Wk
olarak yaplr.
Burada
WEM
= 135 N/mm
2
Wk
= 16 N/mm
2
olduundan konstrksiyon gayet emin durumdadr.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
65
4.6 rnek 6, Support, elik konstrksiyon
Supportta (ekil 51) u deerlerin bulunmas istenmektedir;
L1
s
L2
h
St 37-2
St 37-2
F
... E a
ekil 56, Support
Ykleme durumu H iin kaynak dikiinin
emniyetli mukavemet deeri ne kadardr?
letmedeki emniyet ne kadardr?
elik konstrksiyonda kaynak, statik zorlama.
Bilinenler: F
1
= 6000 N
h
1
= 150 mm
a = 5 mm,
4.6.1 Kaynak dikiindeki gerilmeler
a
h
1
1
S
M
F
F
a
L
eg
eg max
eg max
kOr
k max
ekil 57, Kaynak dikiindeki gerilmeler
Eilme gerilimi;
Konstrksiyonun ekil 57 ile gsterilen gerilim emasna gre bileik gerilme F ( 43 ) formul ile
hesaplanr:
|
.
|
\
|
+ + =
2
W
2
W W WBi
4 5 , 0
|
.
|
\
|
+ + =
2 2
6 4 128 128 5 , 0
Wbi
= 128 N/mm
2
Burada toplam normal gerilme yalnz eilme zorlamasndan oluur ve F ( 24 ) formul ile bulunur:
We e Weg W
W / M = =
1 We 1 e
W / M = = 900000 / 7031
W1
= 128 N/mm
2
Eilme momenti:
M
e
= L
F
. F
Ya
= 6000 . 150 = 900000 M
e1
= 900000 Nmm
Eilme kar koyma momenti F ( 11 ), bak ekil 26::
W
We
= 2 . a
2
.h
1
2
/ 6 = 2 . 5 . 150
2
/ 6 = 7031 W
We
= 7031 mm
3
K a y n a k b a l a n t l a r
www.guven-kutay.ch
66
Kesme gerilimi F ( 26 );
W W max Wk
A / F k f = = 1,00 . 1,5 . 6000 / 1500 = 6,00
Wk
= 6 N/mm
2
f
W
ve k faktrleri, bak ekil 28, b/h = 5/200 = 0,025 f
W
1,00 ve k = 3/2 = 1,5
Kesme etkisindeki kaynak dikii kesiti, F ( 21 );
A
W
= 2 . a . h
1
= 2 . 5 . 150 = 1500 A
W
= 1500 mm
2
4.6.2 Kaynak dikilerinin emniyetli mukavemet deeri
elik konstrksiyonda kaynak. letmedeki zorlanma : eilme ve makaslama,
Kaynak durumu: bkey ke dikii.
Emniyetli mukavemet deeri, Tablo 19, 10. sra :
Ykleme durumu H,
malzeme St 37-2,
Btn kaynak kaliteleri,
Mukayese mukavemet deeri
Emniyetli mukayese mukavemet deeri:
WEM
= 135 N/mm
2
4.6.3 Konstrksiyonun analizi
elik konstrksiyonda emniyetli mukavemet deerlerinin iinde sakl olarak emniyet katsays
vardr.
Kontrol
WEM
Wbi
olarak yaplr.
Burada
WEM
= 135 N/mm
2
Wbi
= 128 N/mm
2
olduundan konstrksiyonda hesapca bir saknca
yoktur.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
67
4.7 rnek 7, Kazan konstrksiyonu
Hacmi aa yukar en az 2,5 m
3
olan ve p
e
=18 Bar = 0,1 . 18 = 1,8 N/mm
2
iletme basnc iin bir
kazan yaplacaktr. En fazla iletme ss 60...80 C derecedir. Kaynak dikileri kontrolsz.
letmede korozyon tehlikesi yok.
GD
1
G
s
2
b s
d
d
G
D
h
GD
L
3 5 4
L
ekil 58, Kazan konstrksiyonu, 1. Alternatif
1 Taban 2 Kazan gmlei 3 Giri delii
4 Kazan ayaklar 5 Kazan girili taban
Bilinen seilmi ller:
Kazan d ap d
d
= 1000 mm Kazan boyu L = 3200 mm
Bakm delii boyu L
GD
= 400 mm Bakm delii eni b
GD
= 300 mm
Bakm delii ykseklii h
GD
= 100 mm Bakm delii cidar b
GD
= 15 mm
zm, 1. Alternatif;
Malzemenin seimi, tecrbelere gre veya depomuzda bulunan malzemelerden seilir. Yardmc
olarak Tablo 21 ilede malzeme seimi yaplabilir. rnein; p
e
. D
i
= 18 . 1000 = 18000 <
20000 bantsndan RSt 37-2, W.Nr. 1.0038 malzemesinin seilmesinde bir saknca yoktur.
Gmlek kalnl, seimi F ( 66 ) forml ile yaplr.
c
+
c
+
P
+
S
K
2
p
d
= s
2 1
e
EM
e
d
G
1 + 4 , 0 +
8 , 1 + 85 , 0
5 , 1
185
2
8 , 1 1000
=
= 9,82
s
G
= 10 mm
K a y n a k b a l a n t l a r
www.guven-kutay.ch
68
d
d
= 1000 mm Kazann d ap, Hacim iin verilen deer.
P
e
= 1,8 N/mm
2
Kazan basnc, konstrksiyon istekler listesinden.
K
100
=185 N/mm
2
Is etkisinde akma mukavemet deeri. letmedeki sy T = 100 C kabul
edelim ( 80 C), RSt 37-2 iin Tablo 21 ile bulunan deer.
S
EM
= 1,5 Emniyet katsays, Tablo 22 ile, haddelenmi elik, basn kontrol olmadan.
= 0,85 Dikiin kalnla oran.
C
1
= 0,4 mm Malzeme kalnl tolerans . 10 ile 20 mm arasndaki kalnlk iin mal
retenin verdii deer.
C
2
= 1 mm Malzeme emniyet kalnl tolerans, Tablo 23 ile, s < 30 mm iin,
Taban kalnl, Poz 1, seimi F ( 68 ) forml ile yaplr.
2 1
EM
e
d
T
c c
S
K
4
p
d
= s + +
1 + 4 , 0 +
85 , 0
5 , 1
185
2
75 , 2 8 , 1 1000
=
= 11,33
s
T
= 12 mm
Burada btn deerler gmlek kalnlndaki gibi aynen alnr yalnz taban ekli faktr deeri
yaklak kresel ekil iin F ( 71 ) forml ile hesaplanr.
y
y
0325 , 0
9 , 1 =
7 , 0
+ + 0096 , 0
0096 , 0
0325 , 0
9 , 1 =
7 , 0
+ + = 2,75
= 2,75
y deeri forml F ( 74 ) ile hesaplanr. Burada s
x
kalnl deeri iin daha nce hesaplanm
olan gmlek kalnlndan 1 mm daha kaln alnr alnr.
d 2 1 x
d / ) c c s ( = y = (11 0,4 1) / 1000 = 0,0096 y = 0,0096
R
d
d
1
h
s
R
T
2
h
ekil 59, Bombeli taban ekli, balantsz, ounlukla yaplan konstrksiyon
Bombeli taban parasnn lleri;
Taban yar ap R
T
= d
d
= 1000 R
T
= 1000 mm
Taban ke yar ap R = 0,1 . d
d
= 0,1 . 1000 = 100 R = 100 mm
Bord ykseklii h
1
3,5 . s
T
= 3,5 . 12 = 42 h
1
= 42 mm
Bombeli ksm h
2
= 0,1935 . d
d
0,455 . s
T
= 0,1935 . 1000 0,455 . 12 h
2
= 188 mm
Taban kalnl, Poz 2, (Balant taraf taban) seimi Poz 1 gibi yaplr. Yalnz burada balant
flan iin kaynak dikileri bulunduundan daha kaln malzeme kullanp kontrol etmekte fayda
vardr. Buradada hesaplar iin taban kalnln s
x2
= 15 mm kabul edelim.
d 2 1 2 x 2
d / ) c c s ( = y = (15 0,4 1) / 1000 = 0,0136 y = 0,0136
K a y n a k b a l a n t l a r
www.guven-kutay.ch
69
Balant konstrksiyonunun lleri;
d
i
b
ekil 60, Bombeli taban ekli,
balantl
Taban ekil faktr bombeli (balantl) iin, F ( 73 )
y
z 933 , 0
9 , 1 =
2
2
2
+
0136 , 0
2 , 0 933 , 0
9 , 1 =
+ = 3,5
z
2
= d
ib
/ d
i
0,2
Bombeli kazan taban iin gerekli cidar kalnl, Balantl, forml
F ( 69 ) ile;
2 1
EM
2
e
d
2
c c
S
K
4
p
d
= s + +
1 4 , 0
85 , 0
5 , 1
185
4
5 , 3 8 , 1 000 ' 1
= + +
= 14,03
Bombeli balantl kazan taban cidar kalnl s
2
= 15 mm
Mukavemet hesab, Konstrksiyon eklimize gre bakm giri delii konstrksiyonu ekil 61 ile
gsterilmitir. Bu konstrksiyonunun mukavemet kontrol F ( 63 ) ile yaplr;
1
0
0
0
d
d
A'
d
i
1
0
s
G
A A
0
b
15
1
GD
s
300/2=150
GD
L
L
A'
1
0
0
G
D
h
ekil 61, Bakm giri delii lleri
bkEM e Bi
2
1
A
' A
p |
.
|
\
|
+ =
zdm alan;
A = L
A
. r
i
= 255,6 . 490 = 126031 mm
2
L
A
= b + s
GD
+ L
GD
=92,21 + 15 + 150 = 257,21 mm
) c c s ( ) c c s d ( b
2 1 G 2 1 G i
+ =
G d i
s 2 d d = = 1000 2 . 10 = 980 mm
) 1 4 , 0 10 ( ) 1 4 , 0 10 980 ( b + = = 92,21 mm
Toplam takviye alan;
1 0 Top
A A = A + = 793 + 1'340 = 2'133
A
1
= 2'133 mm
2
) c c s ( b = A
2 1 G 0
= 92,21 . (10 0,4 1) = 793
A
0
= 793
) c c s ( h = A
2 1 GD 1
= 100 . (15 0,6 1) = 1'340
A
1
= 1'340 mm
2
) c c s ( ) c c s d ( 25 , 1 h
2 1 T 2 1 T iG
+ =
) 1 6 , 0 15 ( ) 1 6 , 0 15 980 ( 25 , 1 h + = = 144 > 100 mm
h = 100 mm
|
.
|
\
|
+ =
2
1
A
' A
p
e Bi
|
.
|
\
|
+ =
2
1
133 ' 2
031 ' 126
8 , 1 = 107,3
Bi
= 110 N/mm
2
K
100
=185 N/mm
2
Is etkisinde akma mukavemet deeri. letmedeki sy T = 100 C kabul
edelim ( 80 C), RSt 37-2 iin Tablo 21 ile bulunan deer.
S
EM
= 1,5 Emniyet katsays, Tablo 22 ile, haddelenmi elik, basn kontrol olmadan.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
70
5 , 1
185
S
K
EM
100
bkEM
= = 125
bkEM
= 125 N/mm
2
Bi
= 110 N/mm
2
<
bkEM
= 125 N/mm
2
Bakm giri deliinin konstrksiyonu zayflatmas takviye ile karlanm ve tehlikeli bir durum
yaratmamtr.
Emniyet kontrol; Gmlek kalnl F ( 66 ) formlnden;
c
+
c
+
' p +
S
K
2
' p
d
= s
2 1
EM
d
G
S ' p + K 2
S ' p
d
=
1
c c
s
EM
EM d 2 1 G
S ' p d
S ' p K 2
=
c c
s
1
EM d
EM
2 1 G
+
S ' p d
K 2
=
d
1
c c
s
1
EM d d 2 1 G
8 , 1 3 , 1
1 4 , 0 10
8 , 1 3 , 1 000 ' 1
85 , 0 185 2
' p
c c s
' p d
K 2
S
2 1 G
d
100
EM
=
= 1,18
S
EMhes
= 1,18
S
EMGER
= 1,1 Emniyet katsays, Tablo 22 ile, haddelenmi elik, basn kontrol p' = 1,3 . p
e
Burada; S
EMhes
= 1,18 > S
EMGER
= 1,1
Konstrksiyon hesaplara gre fonksiyonunu yapar.
K a y n a k b a l a n t l a r
www.guven-kutay.ch
71
5 Konu indeksi
A
Aln dikii .................................................................. 27
B
Basn kayna........................................................... 17
Basnl kazan............................................................ 46
Byk souma hz .................................................... 10
elik dkmler ............................................................ 7
elik konstruksiyonda kaynak................................... 41
elikte % olarak karbon ktle miktar ......................... 8
D
Diren kayna........................................................... 18
Doldurma kayna ..................................................... 12
E
Elektrik ark kayna.................................................. 16
Elektrik nokta kayna ............................................... 18
Elektrikle makara kayna ......................................... 19
Elektron n kayna ................................................ 19
Emniyet katsays....................................................... 33
Eritme kayna........................................................... 12
F
Fazla alaml elikler .................................................. 7
G
Gasla eritme pres kayna.......................................... 18
I
Is Etki Sahas ............................................................ 10
Is etkisi ..................................................................... 10
Istma hz .................................................................. 10
J
Jger........................................................................... 43
K
Karbon edeer miktar................................................ 7
Kaynak dikiinde gerilimler....................................... 11
Kaynak emniyeti .......................................................... 9
Kaynak imkanlar......................................................... 9
Kaynaklanma zellii .................................................. 6
Kaynaklanma yetenei................................................. 6
Kaynakta boyutlar...................................................... 27
Kaynakta gerilmeler................................................... 33
Kaynakta mukavemet........................................... 37, 38
Krdkm..................................................................... 7
Konstrksiyon nerileri ............................................. 23
Konstrksiyon ve balant kayna............................ 12
M
Makina imalatnda kaynak......................................... 32
Metal inert gaz kayna.............................................. 17
N
Nokta kayna ............................................................ 39
O
Oksiasetilen kayna .................................................. 16
Oksijen kayna ......................................................... 16
Omega yntemi.................................................... 42, 43
P
Pres kayna......................................................... 12, 17
S
Souk pres kayna .................................................... 12
T
Tamirat kayna ......................................................... 12
Termik periyodlarn maksimum ss .......................... 10
Toz alt kayna ......................................................... 16
W
Wolfram inert gaz kayna......................................... 17
72
6 Kaynaklar
6.1 Literatr
Bargel/Schulze Werkstoffkunde, VDI Verlag GmbH, Dsseldorf
Dubbel, H. Taschenbuch fr den Maschinenbau,
Springer Verlag,Berlin/Heidelberg/New York, 14. Auflage 1981
Decker, K-H. MASCHINENELEMENTE, Gestaltung und Berechnung
Carl Hanser Verlag, Mnchen Wien, 8.Auflage
Khler / Rgnitz MASCHINENTEILE, Teil 1 und Teil 2
B.G.Teubner, Stuttgart
Langer, E. MASCHINENELEMENTE, Berechnung und Gestaltung
Dmmler
Matek, W. / Muhs, D. / Wittel, H. ROLOFF / MATEK MASCHINENELEMENTE, LEHR UND
TABELLENBUCH,
Verlag Fried. Vieweg & Sohn, Braunschweig / Wiessbaden,
14.Auflage 2000
Neumann, A. SCHWEISSTECHNISCHES HANDBUCH,
Teil 1, Grundlagen, Tragfhigkeit, Gestaltung
Deutscher Verlag fr Schweisstechnik (DVS)
Neumann, A. SCHWEISSTECHNISCHES HANDBUCH, Teil 3,
Maschinen- und Fahrzeugbau
Deutscher Verlag fr Schweisstechnik (DVS)
Niemann, G. MASCHINENELEMENTE, Band I
Springer Verlag, Berlin/Heidelberg/New York, 2.Auflage 1981
Scheermann, H. LEITFADEN FR DEN SCHWEISSKONSTRUKTEUR
Deutscher Verlag fr Schweisstechnik (DVS)
Wellinger,K. / Dietmann, H. Festigkeitsberechnung, Grundlagen und technische Anwendung,
Alfred Krner Verlag, Stuttgart 1976
You might also like
- Kaynak ProblemleriDocument17 pagesKaynak ProblemleriHakan GüngörNo ratings yet
- Kaynak Türleri Kaynak Bağlantıları PDFDocument89 pagesKaynak Türleri Kaynak Bağlantıları PDFKadirOzturkNo ratings yet
- Kaynak Ders NotuDocument11 pagesKaynak Ders NotuUgur SenNo ratings yet
- ÇELİK YAPILAR DERS NOTU 4-BİRL ARAÇLARI KaynakDocument73 pagesÇELİK YAPILAR DERS NOTU 4-BİRL ARAÇLARI KaynakVeysel YUSUFOĞLUNo ratings yet
- Kaynak Agizlarinin Hazirlanmasi-2Document18 pagesKaynak Agizlarinin Hazirlanmasi-2Ömer TAŞNo ratings yet
- Tse 825-Binalarda Isi Yalitim KurallariDocument80 pagesTse 825-Binalarda Isi Yalitim Kurallarimotaba7No ratings yet
- Teknik Resim Standartlari PDFDocument2 pagesTeknik Resim Standartlari PDFSinan Yücel100% (1)
- Kaynak Perçin CivataDocument46 pagesKaynak Perçin CivataMüslüm KOÇNo ratings yet
- 13.2.kaynak Yöntemleri 2Document8 pages13.2.kaynak Yöntemleri 2blgndllNo ratings yet
- Kaynak Çeşitleri HTTPTR - Wikipedia.orgwikikaynak - (Imalat)Document28 pagesKaynak Çeşitleri HTTPTR - Wikipedia.orgwikikaynak - (Imalat)Alpar DalgicNo ratings yet
- Kaynakli BirlestirmelerDocument26 pagesKaynakli BirlestirmeleroddomancanNo ratings yet
- Celik Yapi Uygulamalarinda Kullanilacak Kaynak YontemleriDocument10 pagesCelik Yapi Uygulamalarinda Kullanilacak Kaynak YontemleriyusamengNo ratings yet
- Kaynak YöntemleriDocument197 pagesKaynak YöntemleriKaan CanNo ratings yet
- Kaynak SoruDocument4 pagesKaynak SoruOnur Kaplan100% (3)
- 13.2.kaynak Yöntemleri 2Document8 pages13.2.kaynak Yöntemleri 2Erdem AkçayNo ratings yet
- 05 - Statik Mukavemet Icin TasarimDocument17 pages05 - Statik Mukavemet Icin TasarimIrfan Ilbey TurediNo ratings yet
- Kaynaklı BirleştirmelerDocument21 pagesKaynaklı BirleştirmelerArif AkbasNo ratings yet
- Kaynak Kalite SeviyeleriDocument3 pagesKaynak Kalite SeviyelerierenbasaraNo ratings yet
- Toz Altı KaynakDocument28 pagesToz Altı Kaynakİbrahim Etem IşıkNo ratings yet
- Dusuk Alasimli Surunmeye Dayancli CeliklerDocument14 pagesDusuk Alasimli Surunmeye Dayancli Celiklermustafa gözüaçıkNo ratings yet
- TASIMDA MALZEME SEyOMDocument280 pagesTASIMDA MALZEME SEyOMkerasus353No ratings yet
- 2004508030-Osman Arda GöçmenDocument56 pages2004508030-Osman Arda Göçmenmankurt13561356No ratings yet
- Carpilma Ve Sekil Degistirmelerin DuzeltilmesiDocument11 pagesCarpilma Ve Sekil Degistirmelerin DuzeltilmesipcstorecenterNo ratings yet
- Celikler Ve Celiklerin Isil IslemiDocument37 pagesCelikler Ve Celiklerin Isil Islemiali akayNo ratings yet
- 5 Kama BağlantılarıDocument12 pages5 Kama Bağlantılarıbrkyylmz96No ratings yet
- Kaynakta KatilasmaDocument30 pagesKaynakta KatilasmaOrhan BAYLANNo ratings yet
- Kaynak MetalurjisiDocument23 pagesKaynak Metalurjisinolofinwe85No ratings yet
- Yatayda Köşe KaynağıDocument26 pagesYatayda Köşe KaynağıKadirOzturkNo ratings yet
- Kaynak Dikişlerinin Mukavemet Hesabı PDFDocument14 pagesKaynak Dikişlerinin Mukavemet Hesabı PDFosman osmanNo ratings yet
- TS 245 en ISO 2062 IpliğinKopmauzamaMukavemetiDocument10 pagesTS 245 en ISO 2062 IpliğinKopmauzamaMukavemetiCEMRE YAŞLINo ratings yet
- 12.kaynak Teknolojisinin EsaslarıDocument12 pages12.kaynak Teknolojisinin EsaslarıGokhan TurhanNo ratings yet
- Çeli̇k Halat HesabiDocument24 pagesÇeli̇k Halat Hesabideepscub100% (2)
- Kaynak TeknigiDocument36 pagesKaynak Teknigicengizarda1979No ratings yet
- Kaynak 6Document56 pagesKaynak 6Erdem AkçayNo ratings yet
- Isıl İşlemlerDocument29 pagesIsıl İşlemlerahmat Sa100% (1)
- Kaynak Mukavemet HesaplarıDocument14 pagesKaynak Mukavemet HesaplarıMehmet ısıkNo ratings yet
- Celik CizimlerDocument87 pagesCelik Cizimlerbekir aslan100% (2)
- Erdoğan Tekin Çelik PDFDocument60 pagesErdoğan Tekin Çelik PDFMahmutNo ratings yet
- Gerilim Giderme Normalizasyon Ve TavlamaDocument4 pagesGerilim Giderme Normalizasyon Ve TavlamaMurat ÖzdilNo ratings yet
- Oyal MetalDocument1 pageOyal MetalUfuk KıvançNo ratings yet
- Kesintisiz Güç Kaynaklarinda Kullanilan Doğrultucularin Oluşturduğu Akim Harmoniklerinin AnaliziDocument115 pagesKesintisiz Güç Kaynaklarinda Kullanilan Doğrultucularin Oluşturduğu Akim Harmoniklerinin AnalizitjtrajrNo ratings yet
- Civata SomunDocument70 pagesCivata SomunkrmktsNo ratings yet
- 245154Document128 pages245154SagoKolera Mf KajmerNo ratings yet
- 10a Yaylar PDFDocument81 pages10a Yaylar PDFkkkprot100% (1)
- Analog Haberlesme ResearchgateDocument15 pagesAnalog Haberlesme Researchgategs fdsfdsfNo ratings yet
- No-Frost Dolabın Elektrik Devresi ArızalarıDocument102 pagesNo-Frost Dolabın Elektrik Devresi ArızalarıhileveltiviNo ratings yet
- Profi̇l Ekstrüzyonunda Profi̇l Faktörünün Malzeme Akişi Ve Ekstrüzyon Kuvveti̇ Üzeri̇ne Etki̇si̇ni̇n AraştirilmasiDocument97 pagesProfi̇l Ekstrüzyonunda Profi̇l Faktörünün Malzeme Akişi Ve Ekstrüzyon Kuvveti̇ Üzeri̇ne Etki̇si̇ni̇n AraştirilmasiKaan BulutNo ratings yet
- AgTeknolojilerineGiris Cbakan 2Document244 pagesAgTeknolojilerineGiris Cbakan 2Emre Köprülü100% (1)
- DC KaynaklarDocument113 pagesDC KaynaklarleylaNo ratings yet
- Fabrika Trafo ÜnitesiDocument108 pagesFabrika Trafo ÜnitesiSanal AtölyeNo ratings yet
- Guc - Elektronigi - PDF Hacı BodurDocument102 pagesGuc - Elektronigi - PDF Hacı BodurAhmet Tipi75% (4)
- Memristörler Ve Kullanım AlanlarıDocument44 pagesMemristörler Ve Kullanım AlanlarıMuhammet PekmezciNo ratings yet
- Elektrik Ark KaynağıDocument139 pagesElektrik Ark Kaynağıoguzhanunver98No ratings yet
- Elek TrikDocument148 pagesElek Trikİbrahim TürkmenNo ratings yet
- VERİ YAPILARI v.6.3 PDFDocument96 pagesVERİ YAPILARI v.6.3 PDFmisafir34No ratings yet
- Hidrolik Motor Sisteminin Konum Kontrolü: Yildiz Teknik Üniversitesi Fen Bilimleri EnstitüsüDocument76 pagesHidrolik Motor Sisteminin Konum Kontrolü: Yildiz Teknik Üniversitesi Fen Bilimleri EnstitüsüIwan SiburianNo ratings yet
- IO 00 İstatistik Ve Olasılık - Ders NotuDocument284 pagesIO 00 İstatistik Ve Olasılık - Ders NotuSiyahNo ratings yet
- Tramvay Teknik ŞartnamesiDocument97 pagesTramvay Teknik Şartnamesiyodainsaat100% (1)
- Soğutma Sistemi Elemanları PDFDocument80 pagesSoğutma Sistemi Elemanları PDFRamazan Esra KılınçNo ratings yet
- TEİAŞ Faaliyet Raporu 2020Document52 pagesTEİAŞ Faaliyet Raporu 2020windreader1No ratings yet
- Otto WoodformDocument10 pagesOtto WoodformAlpar DalgicNo ratings yet
- BTM Izolasyon Teknik ÇizimlerDocument21 pagesBTM Izolasyon Teknik ÇizimlerAlpar DalgicNo ratings yet
- Kiriş Kesit HesabıDocument6 pagesKiriş Kesit HesabıAlpar DalgicNo ratings yet
- Lovelet Keif 11.07Document1 pageLovelet Keif 11.07Alpar DalgicNo ratings yet
- Kaynak Çeşitleri HTTPTR - Wikipedia.orgwikikaynak - (Imalat)Document28 pagesKaynak Çeşitleri HTTPTR - Wikipedia.orgwikikaynak - (Imalat)Alpar DalgicNo ratings yet
- Uğraşma, Kafayı Kullan BirazDocument6 pagesUğraşma, Kafayı Kullan BirazAlpar DalgicNo ratings yet
- 19dkda RhinocerosDocument19 pages19dkda RhinocerosAlpar DalgicNo ratings yet