You might also like
- Failure Mode and Effects Analysis (FMEA)Document37 pagesFailure Mode and Effects Analysis (FMEA)Charlie Tubaon100% (3)
- Is My Machine OK?: A Field Guide to Assessing Process MachineryFrom EverandIs My Machine OK?: A Field Guide to Assessing Process MachineryNo ratings yet
- FMEADocument88 pagesFMEAapi-26802090100% (3)
- Maintenance Planning and Scheduling TrainingDocument9 pagesMaintenance Planning and Scheduling TrainingSunday Paul100% (1)
- RCM Process RCM ProcessDocument58 pagesRCM Process RCM Processgoldu18100% (2)
- CMRP Exam Study ResourcesDocument2 pagesCMRP Exam Study Resourcesabdulrahman elsaiedNo ratings yet
- ABC Based Equipment CriticalityDocument7 pagesABC Based Equipment CriticalityHugoCabanillasNo ratings yet
- 12 TPMDocument50 pages12 TPMGatut SulianaNo ratings yet
- Reliability, Maintainability & Availability IntroductionDocument42 pagesReliability, Maintainability & Availability IntroductionVinoth KumarNo ratings yet
- SMRP Metric 5.5.38 Storeroom Maintenance Material CostDocument5 pagesSMRP Metric 5.5.38 Storeroom Maintenance Material CostJorge FracaroNo ratings yet
- Equipment Criticality RankingDocument8 pagesEquipment Criticality RankingJerome Morta100% (1)
- Failure Mode and Effects Analysis in Reliability CenteredDocument41 pagesFailure Mode and Effects Analysis in Reliability CenteredAkanksha KumariNo ratings yet
- Reliability Centered Maintenance (RCM) ProgramDocument8 pagesReliability Centered Maintenance (RCM) ProgramWily Fitra Dermawan100% (1)
- FMEA Template - Road To ReliabilityDocument27 pagesFMEA Template - Road To ReliabilityVinicius Ucelli100% (2)
- Failure Modes and Effects Analysis (FMEA)Document43 pagesFailure Modes and Effects Analysis (FMEA)Muhammad Bilal100% (4)
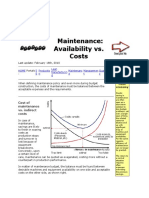
- Availability Vs CostsDocument29 pagesAvailability Vs CostsEbhamboh Ntui AlfredNo ratings yet
- Equipment Criticality TutorialDocument7 pagesEquipment Criticality TutorialmailboxofmurliNo ratings yet
- Lean Maintenance RoadmapDocument11 pagesLean Maintenance Roadmapreynancs0% (1)
- 1 - Overview Rev-20170225Document11 pages1 - Overview Rev-20170225AhmadNo ratings yet
- Reliability EngineeringDocument17 pagesReliability EngineeringPratik PanchalNo ratings yet
- RCM TrainingDocument123 pagesRCM Trainingdodi alexander100% (1)
- How GRIHA data analysis improves asset management performanceDocument15 pagesHow GRIHA data analysis improves asset management performanceRaju Ramaswami100% (1)
- ABC Based Equipment CriticalityDocument7 pagesABC Based Equipment CriticalityAya KusumaNo ratings yet
- Reliability Centred Mai NotDocument2 pagesReliability Centred Mai NotAhmed El-FayoomiNo ratings yet
- Chapter 2 Maintenance StrategiesDocument113 pagesChapter 2 Maintenance StrategiesdanielNo ratings yet
- Class 11 - Maintenance Planning and Scheduling - DR - AdelDocument30 pagesClass 11 - Maintenance Planning and Scheduling - DR - AdelRajmchzNo ratings yet
- Maintenance ManagementDocument28 pagesMaintenance ManagementAbdul RashidNo ratings yet
- Maintenance Best Practices Training SlidesDocument142 pagesMaintenance Best Practices Training Slidesmelator100% (1)
- DOE RCFA Guideline Document PDFDocument69 pagesDOE RCFA Guideline Document PDFrosyidnurdinfauziNo ratings yet
- 8 RELIABILITY WeibulDocument20 pages8 RELIABILITY WeibulFajarKomara100% (1)
- Effective MaintenanceDocument19 pagesEffective Maintenanceemad sabri100% (1)
- Fmeca ProcedureDocument11 pagesFmeca Procedurewarigiyatno100% (1)
- Journal of Quality in Maintenance EngineeringDocument20 pagesJournal of Quality in Maintenance EngineeringJose100% (1)
- Failure Mode and Effect Analysis-FMEADocument39 pagesFailure Mode and Effect Analysis-FMEAKishor kumar Bhatia100% (10)
- Failure Mode Effects and Criticality Analysis PDFDocument2 pagesFailure Mode Effects and Criticality Analysis PDFMacNo ratings yet
- 18 Maintenance Best Practices For Outstanding Equipment Reliability and Maintenance ResultsDocument142 pages18 Maintenance Best Practices For Outstanding Equipment Reliability and Maintenance ResultsVinoth KumarNo ratings yet
- Maintainability-Planning and SchedulingDocument42 pagesMaintainability-Planning and Schedulinglinglom100% (1)
- RES Global - Maintenance Planning and SchedulingDocument11 pagesRES Global - Maintenance Planning and SchedulingMohamedNo ratings yet
- Total Productive MaintenanceDocument14 pagesTotal Productive Maintenancenatrix029No ratings yet
- 02 FMEA Training - How To DoDocument45 pages02 FMEA Training - How To DoRamkumar PerumalNo ratings yet
- Top Five Maintenance Reliability Enablers For Improved Operational PerformanceDocument10 pagesTop Five Maintenance Reliability Enablers For Improved Operational PerformanceElvis DiazNo ratings yet
- Engineering ReliabilityDocument11 pagesEngineering Reliabilityernestaugustus5167No ratings yet
- Failure Modes and Effects Analysis: (FMEA)Document32 pagesFailure Modes and Effects Analysis: (FMEA)pmzabNo ratings yet
- Reliability Centered MaintenanceDocument27 pagesReliability Centered MaintenanceKen Arthur67% (3)
- Bad Actor Defect EliminationDocument28 pagesBad Actor Defect EliminationMunazar HussainNo ratings yet
- (Whitepaper) Essential Tips For Optimizing Your Preventive MaintenanceDocument11 pages(Whitepaper) Essential Tips For Optimizing Your Preventive MaintenanceNazar Alrodainy100% (1)
- CBP Current Best Practices For Reliability and MaintenanceDocument8 pagesCBP Current Best Practices For Reliability and MaintenancepkbijuNo ratings yet
- Life Cycle Institute-SMRP BOK-Detailed Outline (2840)Document3 pagesLife Cycle Institute-SMRP BOK-Detailed Outline (2840)jhonatan lorenzoNo ratings yet
- Maintenance Planning and SchedullingDocument3 pagesMaintenance Planning and SchedullingAnnisa MarlinNo ratings yet
- Basic Maintenance Strategy of Engineering Assets) : Echanical Ngineering Epartment Diponegoro UniversityDocument45 pagesBasic Maintenance Strategy of Engineering Assets) : Echanical Ngineering Epartment Diponegoro Universitysurya kusumaNo ratings yet
- Fmea PumpDocument8 pagesFmea Pumpsumantabal_uceNo ratings yet
- RCM FmecaDocument58 pagesRCM Fmecapmzab100% (11)
- Reliability Centered Maintenance-GaryDocument15 pagesReliability Centered Maintenance-GaryAshwin80% (5)
- Cause Analysis Manual: Incident Investigation Method & TechniquesFrom EverandCause Analysis Manual: Incident Investigation Method & TechniquesNo ratings yet
- CMMS computerized maintenance management system The Ultimate Step-By-Step GuideFrom EverandCMMS computerized maintenance management system The Ultimate Step-By-Step GuideNo ratings yet
- Maintenance, Replacement, and ReliabilityDocument17 pagesMaintenance, Replacement, and Reliabilityapi-3732848No ratings yet
- Data Management For Asset Management Decision MakingDocument91 pagesData Management For Asset Management Decision Makingapi-3732848100% (1)
- Life Cycle CostingDocument116 pagesLife Cycle Costingapi-373284867% (3)
- Process RedesignDocument48 pagesProcess Redesignapi-3732848No ratings yet
- Finance and Budgeting For MaintenanceDocument51 pagesFinance and Budgeting For Maintenanceapi-3732848100% (1)
- Education in Engineering Asset Management-PrDocument22 pagesEducation in Engineering Asset Management-Prapi-3732848No ratings yet
- Education in Engineering Asset Management - Current Trends and ChallengesDocument10 pagesEducation in Engineering Asset Management - Current Trends and Challengesapi-3732848100% (1)
- Capital Equipment Replacement DecisionsDocument93 pagesCapital Equipment Replacement Decisionsapi-3732848100% (5)
- The Value of RCM in Business TodayDocument8 pagesThe Value of RCM in Business Todayapi-3732848No ratings yet
- Inspection Decisions Including Condition-Based MaintenanceDocument79 pagesInspection Decisions Including Condition-Based Maintenanceapi-3732848100% (1)
- Maintenance StrategyDocument47 pagesMaintenance Strategyapi-3732848100% (1)
- Improving Equipment Reliability Using A CMMS-EAM-prDocument9 pagesImproving Equipment Reliability Using A CMMS-EAM-prapi-3732848No ratings yet
- Spare Parts ProvisioningDocument47 pagesSpare Parts Provisioningapi-3732848100% (3)
- Business Process Reengineering Analysis & RecommendationsDocument11 pagesBusiness Process Reengineering Analysis & Recommendationsapi-3732848No ratings yet
- CMMSand EAM06Document54 pagesCMMSand EAM06api-3732848No ratings yet
- Introduction To PDMDocument188 pagesIntroduction To PDMapi-3732848No ratings yet
- Maintenance OutsourcingDocument68 pagesMaintenance Outsourcingapi-3732848100% (2)
- Component Preventive Replacement DecisionsDocument71 pagesComponent Preventive Replacement Decisionsapi-3732848No ratings yet
- The Changing Role of Maintenance-PrDocument23 pagesThe Changing Role of Maintenance-Prapi-3732848100% (1)
- Making Evidence-Based Maintenance DecisionsDocument29 pagesMaking Evidence-Based Maintenance Decisionsapi-3732848100% (2)
- Evidence-Based Maintenance DecisionsDocument6 pagesEvidence-Based Maintenance Decisionsapi-3732848No ratings yet
- Maintenance, Replacement, and ReliabilityDocument17 pagesMaintenance, Replacement, and Reliabilityapi-3732848No ratings yet
- Lean MaintenanceDocument55 pagesLean Maintenanceapi-3732848No ratings yet
- The Love Songs - Chris de BurghDocument17 pagesThe Love Songs - Chris de Burghapi-373284875% (4)
- Work Flow and Work DesignDocument48 pagesWork Flow and Work Designapi-3732848100% (1)
- Bro SH orDocument10 pagesBro SH orapi-3732848No ratings yet
- Maintenance Planning and SchedulingDocument74 pagesMaintenance Planning and Schedulingapi-3732848100% (16)
- Oee WorkshopDocument3 pagesOee Workshopapi-3732848No ratings yet
- Ps WorkshopDocument3 pagesPs Workshopapi-3732848No ratings yet
- Steel Design Handout Chapters 1 3Document119 pagesSteel Design Handout Chapters 1 3Hannan Sarrondo VitugNo ratings yet
- Group Technology Implementation and BenefitsDocument24 pagesGroup Technology Implementation and BenefitsChamoda liyanageNo ratings yet
- 2023 TVEE AL ResultsDocument80 pages2023 TVEE AL ResultsArush JamesNo ratings yet
- B 438 - B 438m - 00 Qjqzoc9cndm4ts1sruqDocument12 pagesB 438 - B 438m - 00 Qjqzoc9cndm4ts1sruqPablo Andrés Pino MeriñoNo ratings yet
- Aplication Pipe and Tube - Nippon SteelDocument29 pagesAplication Pipe and Tube - Nippon Steelmatheus david100% (1)
- Operator Driven Reliability BrochureDocument8 pagesOperator Driven Reliability Brochuremcdiazr1961No ratings yet
- Upgrading the DigitalFilipino Engineer for World PracticeDocument71 pagesUpgrading the DigitalFilipino Engineer for World PracticesedexxNo ratings yet
- STC-SC-BEC-LTR-0272 Water Supply PPR Piping Mock-Up WIR PDFDocument2 pagesSTC-SC-BEC-LTR-0272 Water Supply PPR Piping Mock-Up WIR PDFAdel MorsyNo ratings yet
- Engineering Fracture Mechanics and Fatigue Analysis NotesDocument403 pagesEngineering Fracture Mechanics and Fatigue Analysis NotesAtheena PaulsonNo ratings yet
- Aicte 2010 EVENDocument105 pagesAicte 2010 EVENbalusharma1212No ratings yet
- Maven Silicon VLSI RNDocument4 pagesMaven Silicon VLSI RNPeter Gata AyubaNo ratings yet
- Construction of Multistoried Boys Hostel by Kanwarjot SinghDocument22 pagesConstruction of Multistoried Boys Hostel by Kanwarjot SinghvipinNo ratings yet
- Online Acces of Grades - RevisedDocument17 pagesOnline Acces of Grades - RevisedJennelie jandusayNo ratings yet
- 01 Catalog Mesin - MV-01 Vertical Winding Machine Range 1.2inch - 10inchDocument2 pages01 Catalog Mesin - MV-01 Vertical Winding Machine Range 1.2inch - 10inchSUPPORT GTE100% (1)
- 24-Saturday HVAC Design CourseDocument3 pages24-Saturday HVAC Design CourseAsyraf ZaidiNo ratings yet
- CSI Conversion List 1995 vs. 2004 Cross ReferenceDocument16 pagesCSI Conversion List 1995 vs. 2004 Cross ReferenceCarol SantosNo ratings yet
- History of control systems from ancient times to modern computersDocument1 pageHistory of control systems from ancient times to modern computersAfeef Abu BakarNo ratings yet
- Brochure AERTEC AVIATION en PDFDocument11 pagesBrochure AERTEC AVIATION en PDFSyed Kashif Ali ShahNo ratings yet
- IRB 52 DatasheetDocument2 pagesIRB 52 DatasheetHồ ThànhNo ratings yet
- Electrical Service Manual 96-0284C Rev C English June 2007Document240 pagesElectrical Service Manual 96-0284C Rev C English June 2007Ahmed Alejandro CarranzaNo ratings yet
- 06 Best Practices For Datacom Facility Energy Efficiency - 2edDocument231 pages06 Best Practices For Datacom Facility Energy Efficiency - 2edDomingo RuizNo ratings yet
- MOI QCDD-FPD Recognized Listing Testing AuthoritiesDocument9 pagesMOI QCDD-FPD Recognized Listing Testing AuthoritiessynkanNo ratings yet
- Configure Static and Dynamic IP Addresses.: Practical No: 11Document3 pagesConfigure Static and Dynamic IP Addresses.: Practical No: 1128-TYCM-1-SANDESH KADAMNo ratings yet
- Construction Method Statement FOR RCC Boundry Wall With Precast Panel & ColumnDocument8 pagesConstruction Method Statement FOR RCC Boundry Wall With Precast Panel & Columnkhurshidoman123No ratings yet
- 16441Document7 pages16441uddinnadeemNo ratings yet
- Functions of An EngineerDocument4 pagesFunctions of An EngineerKurt Francis AcostaNo ratings yet
- Top Branches at IIT BombayDocument111 pagesTop Branches at IIT BombayAdil Ali NirbanNo ratings yet
- wwwww123 PDFDocument4 pageswwwww123 PDFChandu CKNo ratings yet
- Axon Bracing Technical SupplementDocument1 pageAxon Bracing Technical SupplementRajeev SharanNo ratings yet
- Section 6 TroubleshootingDocument4 pagesSection 6 TroubleshootingRached DouahchuaNo ratings yet