Professional Documents
Culture Documents
Kaynak Çeşitleri HTTPTR - Wikipedia.orgwikikaynak - (Imalat)
Uploaded by
Alpar DalgicOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Kaynak Çeşitleri HTTPTR - Wikipedia.orgwikikaynak - (Imalat)
Uploaded by
Alpar DalgicCopyright:
Available Formats
KAYNAK TEKNOLOJS III
GAZALTI KAYNAK TEKN
Prof. Selahattin ANIK Do. Kutsal TLBENT
GEDK KAYNAK SAN. TC. A. Ankara Cad. No:306 eyhli Pendik STANBUL Tel: (0216) 378 50 00 (pbx)
GAZALTI KAYNAI (KORUYUCU GAZLA KAYNAK)
1-Giri Gazalt yahut da koruyucu gazla kaynakta, genellikle yeri bir gazla korunan zel bir ark kayna usul hatra gelir. Koruyucu bir gazn kullanlmas fikri olduka eskidir. lk defa 1926 ylnda ortaya atlan Alexander usulnde gelimitir. Arcogen usulnde hem bir elektrot hem de oksiasetilen alevi birlikte kullanlmtr. Burada fle alevi dikii havann etkisinden korumutur. Her iki usulde bugn artk terkedilmitir. Dier taraftan, kaynak esnasnda erimi metalin, atmosferin tesirlerinden korunmas sistemli bir ekilde incelenmi ve yine 1926 ylnda A.B.D.'de Weinmann ve Langmuir tarafndan hidrojenin koruyucu gaz olarak kullanlmasyla, ark atom (atomik hidrojen) kaynak usul uygulama alanna girmitir. Koruyucu gaz olarak soy bir gazn kullanlmas, ancak 1930 ylnda A.B.D.'de Hobart ve Devers tarafndan patent olarak alnm ve 1940 ylnda da uak inasnda magnezyum alamlarnn kaynanda kullanlmtr. Kaynak yerinde aktif bir gazn kullanlmas konusundaki ilk almalara 1952 ylnda balanmtr. Bugn eitli soy gaz karmlar ile aktif gazlarn kullanld donanmlar ayn, fakat gaz karmlar farkl olan eitli koruyucu gaz (gazalt) kayna usulleri vardr (Tablo 1)
Not: X= Kullanlabilir (X) = artl kullanlabilir.
Tablo-1: Koruyucu gazlar ve balca kullanma yerleri
Balca koruyucu gaz kayna usullerini yle snflandrabiliriz: 1- Erimeyen elektrotla (Tungsten) yaplan koruyucu gaz kayna: a- Erimeyen iki elektrotla yaplan kaynak usul (arkkatom veya atomik hidrojen) b- Erimeyen bir elektrotla yaplan kaynak usul (TIG/WIG) 2- Eriyen metal elektrotla yaplan koruyucu gaz kayna: a- Soy gaz atmosferi altnda yaplan kaynak usul (MIG) b- Aktif gaz atmosferi altnda yaplan kaynak usul (MAG) 2- Arkatom veya atomik hidrojen kayna Arkatom kayna bugn en eski koruyucu gaz kayna usullerinden biridir. Arkn teekkl srasnda kaynak yerine gelen diatomik (molekl halindeki) hidrojen, aadaki denkleme gre ark scaklnda s alarak atomlarna ayrlr (dissosiasyona urar):
Kaynak yerinden ayrlan ve dissosiasyona urayan hidrojen gaz, dk scaklkta yeniden birleir ve bylece alman s tekrar geri verilmi olur. Bu olayda kaynak ilemini kolaylatrr (ekil 1).
ekil1: Arkatom kaynanda kullanlan hamlacn ematik grn a- Hamla kafas b- Meme c- Tungsten elektrotlar Kaynak srasnda hidrojen gaznn kullanlmas, hidrojenin dissosiasyona urayarak kaynak yerine verdii sdan baka, btn kaynak yerini ve tavl haldeki tungsten elektrotlar bir redkleyici atmosferle sarp oksidasyona kar koruma faydas da vardr. Kaynak yerinde bir soy gaz kullanlmas fikrinin geliip endstriye uygulanmasna kadar, ark atom kayna alminyum, magnezyum ve alamlar ile yksek alam-eliklerin kaynanda uzun sre kullanma alan bulmutur. Argon ve helyum gibi soy gazlarn uygulama alanna girmesiyle bu usul yerini TIG ve MIG kaynaklarna terk etmitir. 3-TIG/WIG- Kayna
Bu usul, 19401944 senelerinde A.B.D.'de magnezyum ve dier hafif metal alamlarnn kayna iin gelitirilmi ve koruyucu gaz olarak da o zamanlar helyum gaz kullanlmtr (Heliark) TIG- 'Tungsten nert Gas"/WIG-"Wolfram nert Gas" usulnde kaynak ark erimeyen bir tungsten elektrot ile i paras arasnda teekkl etmekte; ark, elektrot ve erimi banyo havann tesirinden bir argon veya helyum atmosferi ile korunmaktadr (ekil2). Koruyucu gazn soy bir gaz olmas dolaysyla oksidasyon ve dier istenmeyen haller nlenmektedir. Kaynak lemi iinde oksiasetilen kaynanda olduu gibi, ayrca bir kaynak ilave metaline (teline) ihtiya vardr.
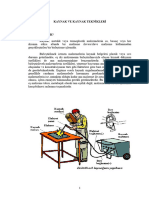
ekI-2-TIG-Kaynamn yapl ekli (ematik) 1. Kaynak tabancas veya hamlac 2. Tungsten elektrot 3. Kaynak ark 4. lave metal (kaynak teli) 5. paras 6. Elektrik akm 7. Argon veya helyum gaznn girii 8. Soutma suyu 9. Erimi kaynak banyosu Basit bir TIG/WIG kaynak donanm, hava veya su ile soutulan bir kaynak fleyici (hamlac), bir akm memba ve birde koruyucu gaz donanmndan oluur. eitli sanayi kollarnda kullanlan donanmlarda, ayrca bir otomatik kumanda cihaz da vardr. Bu kumanda tertibat, soutma suyu iin bir su sigortas, koruyucu gaz in bir ayar ventili, akm iin otomatik alter ve bir yksek frekans jeneratrn ihtiva eder. Bylece koruyucu gaz sarfiyatnn ihtiyaca gre snrlandrlmas salanr ve ayrca iletmede emniyet de artar. 3-1: Koruyucu gazlar TIG/WIG kaynanda koruyucu gaz olarak nceleri yalnzca helyum kullanlmtr. Fakat helyum yerini ok ksa bir zamanda argona terk etmitir. Bugn her iki gazn karmlarnn kullanld hallerde vardr. Mesela % 70 He+-% 30Ar gibi. Her iki gaz da monoatomik olup, soy gazdr. Bunlar kimyasal olarak ntr bir karakter tar ve
dier elemanlarla birlemez, her ikisi de renksiz ve kokusuz birer gaz olup, yanmazlar. Hafif metal ve alamlarnn kaynanda bulunan argonun ok saf olmas istenir. Mesela, / 99.99 gibi ierisinde bulman gayet az miktardaki su buhar, oksijen ve azot kaynann kalitesine tesir eder. Paslanmaz elikler, bakr, ve alamlarnn kaynacnda da en ok % 0.1 Oksijen ve % 0.5-1.5 azot bulunabilir. Hafif metallerin kaynanda ise, oksijenin % 0.01 ve azotun da % 0.02'nin altnda olmas gerekir. Oksijen ve azotu az olan argon temiz ve parlak bir kaynak diki yzeyi verir. Eer azot ve oksijen miktar snr zerinde bulunursa, yaplan kaynakta dikiin yzeyi ve gei blgeleri gri kahverengi veya mat bir durum alr. Argon gaz 150-180 atmosfer basn altnda tplere doldurularak nakledilir. Tpn muhtevas, tpn byklne gre 6-9 m3'drArgon, oksijen gibi kaynak basncna zel basn drme monometreleriyle drlr. Argon miktar, yine tp zerinde bulunan ve basn drme monometresiyle birlikte taklan zel aletlerle llr. Bu da ayrca otomatik kumanda cihazna baldr. 3-2: Elektrotlar TIG/WIG Kaynanda kullanlan elektrotlar ya saf tungsten ya da toryum veya zirkonyumla alamlandrlm elektrotlardr. Tungsten elektrotlar toz halindeki tungstenin yksek scaklkta sinterlenmesiyle elde edilir. Toryumla alamlandrlm elektrotlarda se, sinterleme ilemi srasnda % 1-4 kadar toryumoksit verilir ve bylece btn kesite muntazam bir ekilde yaylr. Alamlandrlm tungsten elektrotlar aadaki stnleri salar (Tablo-2). a- yi bir elektron emizyonu meydana getirir. b- Alamsz elektrotlara nazaran alaml elektrotlar % 25 daha yksek bir akm iddeti ile yklemek mmkndr. c- Alaml elektrotlarn mrleri daha uzundur ve sarfiyatlar da alamsz elektrotlara nazaran % 50 kadar daha azdr. d- Elektrodun tesadfen kaynak yeri ile temas etmesi halinde kaynak banyosunda husule gelen srama ve buharlama saf elektrotlara nispeten daha azdr. Toryum ile alamlandrlm elektrotlar, ksa bir kullanmay mteakip ularnda meydana gelen trtllarla tannr. Elektrotlarn aplarna uygun olarak imalats tarafndan verilen akm iddetleri bilaistina korunmaldr. Ar ykleme kuvvetli bir snmaya sebebiyet verdiinden, elektrodun ucu erimeye balar. Elektrodun ucunda oluan sv tungsten damlasnn titreimi kararsz bir arkn teekklne sebep olur. Dier taraftan az akm iddetiyle yklenen elektrotlarda, elektrodun ucundaki katodikleke btn yzeyi doldurmaz.
Tablo2:DlN 32528'e gre tungsten elektrotlar ve kullanma yerleri:
Elektrodun ucunun scakl akm younluu, akmn cinsi, kutup durumu ve elektrodun apna baldr. Dier taraftan elektrot ucunun formu da arka ve paraya verilen sya tesir eder. Ucu yarm yuvarlak ekillendirilmi bir silindirik elektrotla yaplan kaynakta geni fakat derinlii az bir nfuziyet salanr. Dier taraftan ucu konik olan bir elektrotla ayn akm iddetinde yaplan kaynakta ise, dar ve derinlii fazla bir nfuziyet meydana gelir (ekil3).
ekil3: Ayn akm iddetiyle yaplan TIG/WIG- kaynanda elektrot ucu formunun nfuziyete tesiri. Bir tungsten elektrodun, kaynak esnasnda uygun a! iddetiyle yklenip, yklenmedii ucunun eklinden anlalr (ekil4).
ekil4 TIG/WIG kaynanda akm iddetine gre elektrot ucunun formu
Yal ve kirli elektrotlar, dikiin safiyetini bozduundan, bunlarn temizlenmesi gerekir. Kaynak ilemi bitince argonun ak hemen kesilmez ve bir mddet daha akmaya devam ederek kzgn elektrodun oksitlenmesini nler. Eer koruyucu gaz erken kesilirse, elektrot oksitlenerek koyu kahverengini alr. Standart elektrot aplar ve boylar yledir (mm): Elektrot aplar: 03-1.0-1.6 (2.0) -2.4(3.0) -3.24.0 (5.0)-6.0-6.4-8.0 Elektrot boylar: 50-75-150-175 3.3- Kaynak hamlalar Tatbikatta kullanlaca yere uygun olarak TIG/WIG kaynak hamlalar eitli ekil ve byklklerde bulunur. Kaide olarak bir kaynak iletmesinde birok tipte hamlalarn bulunmas gerekir. Hamlalar belirli bir akm iddeti alan iin ina edilir. Bu alann almamas gerekir. Akm iddetine gre elektrotlar ve gaz memeleri eitli byklklerde olmak zere kullanlr. Mesel, 200 A akm iddetine kadar hamlalar su ile soutulmaz. Meme ve elektrodun soutulmas koruyucu gaz akm ve etrafndaki hava ile soutulur. Yksek akm iddetlerin de hamlalar su ile soutulmaktadr. Gaz memeleri ya metalden ya da seramikten yaplr. Metal memeler arkn tesiriyle erimesin diye su ile soutulur. Sunun iin de yksek akm iddetlerinde kullanlan hamlalarn memeleri metaldir. Akm iddetinin kk olduu ilerde kullanlan hamlalarn memeleri de seramiktir. Burada su ile soutma sz konusu deildir. Elektrot ve kaynak yeri iin emin bir gaz korunmas arzu edildii takdirde, elektrot ucunun memeden darda kalan ksm 5-8 mm'den fazla olmamaldr. Dier taraftan gaz memesi kaynak banyosunu rttnden, kaynaknn, kaynak banyosuna yalnz yandan bakabilmesi imknn verir. Bunun in hem elektrodun memeden darda kalan ksmnn 8 mm.den fazla olmasn ve kaynakm da kaynak yerini iyice kontrol altna alabilmesini salamak gayesiyle hamlalar iin zel tertibatlar gelitirilmitir. Bunlara gaz mercei denir. Bylece gazn aknn daha uzun bir boy iin laminer olmas salanr. Bu gaz mercekleriyle elektrodu 20 mm.ye kadar memeden dar karmak
mmkndr. Ayrca bu gaz merceiyle kaynaknn almas daha kolaylar ve kaynak banyosu da istenen ekilde korunmu olur. 3.4-Akm membalar Genel olarak TIG/WIG kaynanda hem doru hem de alternatif akm kullanlr. Fakat pratikte her iki akm cins ile yaplan kaynak farkl neticeler vermektedir. Ekseri malzemeler doru akmla kaynak yaplmasna ramen, alminyum ve magnezyum ile alamlarnn alternatif akm ile kaynak yaplmas zorunluluu vardr. Doru akmda, elektrot negatif kutupta balanarak yaplan kaynakta, direkt kutuplama bahis konusudur. Elektrotlarn yaynlad katodik leke, elektrodun ucunda bulunur ve pozitif kutbun baland paraya yaplan elektron bombardman ile derin bir nfuziyet salanr (ekil4), fakat arkn erimi banyoda elektriki bir temizleme tesiri yoktur. Yzeyde meydana gelen tabii oksit tabakas dolaysyla, hafif metallerin kayna iin byle bir kutuplama tarz uygun deildir- Buna ramen bakr ve paslanmaz elik gibi malzemenin kayna iin gayet elverilidir.
ekil5: Doru akmda elektrodun negatif ve pozitif kutba balanmasnda gaz iyonlarnn ak (ematik)
Elektrot pozitif kutba baland zaman ters kutuplama sz konusu olur. Bu durumda ark, erimi banyoda byk bir elektriki temizleme kabiliyetine sahiptir ve oluan katodik leke oksit tabakasn paralar. Elektrot ar snr. Byle bir kutu, lama hafif metallerde, ince saclarn kaynanda kullanl (ekil5). Alternatif akmla yaplan kaynakta doru akma nazaran bir uzlama vardr. Negatif yarm dalga esnasnda anot olan kaynak banyosu snr ve bunu takip eden pozitif dalga ile de bir temizleme tesiri elde edilir. Bylece oksit tabakas paralanr. Elektrotta ar bir snma bahis konusu deildir. Fakat doru yani direkt kutupla-maya nazaran snma daha fazladr. Bylece elektron emizyonu scakln fonksiyonu olarak artar (ekil6)
ekil6 Doru akmda negatif ve pozitif kutba balan ile alternatif akmdaki nfuziyet miktarlar
Herhangi bir aptaki elektrot le doru akmda negatif kutba bal ark, pozitif kutba bal arka nazaran drt il sekiz defa daha fazla, alternatif akm arkna nazaran da iki defa daha fazla akm ok fazla snmadan tayabilir. Elektrot toryum veya zikronyumoksit ile alamlandrld takdirde arkn akm tama kapasitesi daha da artar; alma ss der ve arkn tutumas da kolaylar. ok dk akm iddetiyle alrken bilhassa bu son zellik nem arz eder. Birbirine benzeyen yap ve bileimdeki malzemeler arasnda arkn yan, balama ekillerine gre deiik karakteristikler gsterir. Mesela, deiik kutuplarn kullanlmalar ile ark gerilimi de deiir. Eit uzunluktaki arklar iin negatif kutba balama halinde ark gerilimi 11 il 13 V, pozitif kutba balama halinde ise, 8 il 20 V arasndadr (ekil7).
ekil7 Eit boydaki arklarn balama durumuna gre orta lama ark gerilimi
Bir kutuptan dier kutba deitirme yaplmas, halinde Volt/Amper de deiir. Negatif kutup ark gerilimi ile f kutup ark gerilimi arasndaki fark 6 Volt kadar yksek olabilir veya ortalama ark gerilimlerinin % 25'inden fazla olabilir. Negatif kutup ark, esnasnda ark akm iinde buna uygun bir yzde de akm art, vardr; pozitif kutup ark esnasnda ise akm dkl olur. Alternatif akm arknda Volt/Amper deimeleri 50 periyotluk frekansta saniyede 100 defa olur. Negatif yarm periyotlar esnasndaki akmn ak, pozitif yarm periyotlarnkinden daha fazladr. Bu fazlalk doru akm bileeni olarak bilinir. Yksek frekans cihazlar, nceleri baz zel hallerde normal metal ark kaynanda kullanlm ise de bunlarn gelimeleri TIG/WIG kaynak usulnn uygulanmasndan sonra olmutur. TIG/WIG kaynanda bu cihazlarn balca iki faydas vardr. a-Tungsten elektrot ile kaynak yaplan para arasnda temas teminine gerek kalmadan arkn otomatik olarak tutumasn salar. b- zellikle pozitif yarm periyotlarn balangcnda, sfr periyotlarn da arkn tutumasna yardm eder ve bylece bota alma gerilimi ihtiyacn ortadan kaldrr. Yksek frekans cihaz taklm tesisatlar kararl bir ark ile alma salad gibi, demir ve demir olmayan metallerin kaynanda byk bir mkemmeliyet salar. Yksek frekans cihaz ile takviyeli kaynakta akm ok zayf olduu iin, bu yksek frekansl gerilim mutlak olarak tehlike arz etmez. Taklan yksek frekansl osilatrlerden iyonizasyonun devamnda istifade edilmektedir. Kaynak akm getikten ve ark olutuktan sonra, osilatr otomatik olarak devreyi aar. 3.5- Darbeli (Pulslu) TIGAVIG Kayna
Darbeli TIG Kaynanda, kaynak akm periyodik ve ksa sreli olmak zere, farkl iki yksek deer (1 ve 1 ) arasnda deiir. (ekil8) Bu deiimin darbe frekans saniyede 1 il 5 arasndadr.
ekil-8 Darbeli TIG/WIG Kaynanda akmn deiimi (ematik) Yksek akm darbelerinde 1 1 kaynak yerine fazla s verilmi olur ve bylece malzeme erir. Dk akm darbelerinde ise, kaynak yerine az miktarda s verilir. Bylece kaynak banyosu yava bir ekilde sour ve ksmen de katlar (ekil 1-9) Paraya, daha dorusu kaynak yerine, verilen s miktar, (t 1 ) ve (t 2 ) zaman aralklar ile (11 ve (12) akm iddetlerini deitirmek suretiyle istenen ekilde ayarlanabilir:
ekil9 Darbeli TIG Kaynanda s ak Darbeli TIG Kayna balca aadaki avantajlar salar: 1. nce saclar, kaynak azlan fena hazrlanm olsa bile asgari distorsyonla kaynak yaplr. 2. Kaln kalarn zor kaynak pozisyonlarna kolaylkla uygulanabilir. Esas akm sresindeki souma faz, kaynak banyosunun zor pozisyonlardaki akmasn nler. 3. Boru kaynaklarnda, borular arasndaki aralk toleranslar kenar kaymalar dolaysyla deise bile, kk pasosunun kayna rahatlkla yaplabilir. 4. Farkl kalnlklardaki paralarn birbirleriyle kaynanda, bir zorluk sz konusu deildir. 5. Kk paralarn kaynak dikilerinin sonlarnda oluan s younlamas, bu usulle nlenmi olur. 6. Kaynak yerindeki s miktarnn ayarlanabilmesi; kaynak banyosuna hakimiyeti daha kolay saladndan, fena birletirme ekillerinde paralar arasndaki kpr kurabilme imknn salar. 7. Kurun gibi, erime derecesi dk metallerin el le tavan kaynaklarnn yaplmas imkn dhiline girer. 8. Kaynak metalindeki kristalizasyon ilemine uygun bir etki yapar. Bylece atlama
meyline sahip alaml eliklerin, bu meyli azaltlm olur. Isya dayankl eliklerin kaynak dikilerinin mekanik zellikleri iyiletirilir. Titanyumun kaynanda porozite oluunu azaltr. 3.6-Kullanlan akm reteleri TIG/WIG Kaynanda mesel, alminyum ve magnezyum gibi metal ve alamlarn kaynanda genellikle alternatif akm ve bakrn kaynanda da doru akm kullanlmaktadr. Paslanmaz elikler ve dier malzemeler iin akm eklinin, kaynan kalitesi zerine byk bir tesiri yoktur. Prensip bakmndan akm reteci olarak elektrik ark kaynandan bilinen kaynak jeneratrleri, redresrleri ve transformatrleri kullanlabilir. Fakat gnmzde genellikle redresrler tercih edilmektedir. Bunun balca sebebi de, bilindii gibi, bir redresr elemanlarndan olumasdr. Kaynak yaplan malzemeye gre baz hallerde alternatif akma ihtiya olduundan, bu gibi durumlarda, redresr devreden kartlarak kaynak akm yalnz transformatrden alnmakta; doru akmn gerekli olduu hallerde ise, redresr devreye sokulmaktadr. Bu nemli stnlnden baka, redresrler dier akm retelerine nazaran aadaki avantajlar salar: a- alma sessizdir. b- Soutma gayesi He kullanlan vantilatrler hari dner aksamlar yoktur. c- Isnma dolays ile akm dmesi azdr. d- Yk deimelerine sratle cevap verirler. 3.7- TIG/WIG Kaynak teknii Yksek kaliteli birletirmelerin elde edilmesinde, kaynak azlarnn ve ilave metalinin iyi bir ekilde temizlenmesi gerekir. Mevcut kir ve pislikler bir tel fra ile veya benzeri bir vasta le yice temizlenmelidir. Kaynak masasndan i parasna akmn geii iyice mkemmel olmaldr. Byk paralar dorudan doruya akm membana balanmaldr. Uzun dikiler kaynak ileminden nce balanmal (puntalanmal) ve arkn etrafndaki argon zarfnn hava akm tarafndan paralanmamasna dikkat edilmelidir. Kaynaa balarken elektrot paraya yaklatrlr ve yksek frekans kvlcmlar ile arkn tutumas salanr. Hafif metallerin kaynanda hibir zaman elektrodun paraya demesine msaade edilmez. Aksi takdirde kaynak yeri alamlanr ve elektrot da kirlenir Kaynak ilemi kaide olarak sadan sola doru yaplr. Hamlacn paraya takriben 75'lik bir a ile tutulmas gerekir. Balantlar, kaynan iyi nfuz edecek ekilde yaplmas gerekir. Kaynak hz, akm iddetinin byklne, malzemenin zelliklerine ve parann boyutuna baldr. Bu hz, iyi bir kk nfuziyeti elde edilecek ekilde seilir.
Hamla ve kaynak telinin hareketi, oksiasetilen kaynann ayndr (ekil 9). Kaynak teli ark alanna erimeden, erimi banyonun erisinde hafif hareketler yapar. Normal artlarda sola kaynak usul kullanlr. Sa kaynakta nfuziyet iyi deildir. almaya balarken ark paslanmaz elik, tungsten, alminyum veya bakr bir para zerinde tututurulduktan sonra, dorudan doruya kaynak yaplacak paraya geilir. Ark mmkn mertebe paraya temas etmeyecek ekilde ksa tutulur. lave metal, birletirilecek kenarlar erimeye balaynca kaynak yerine verilir. (ekil 10)
ekil10 Alminyum ve alamlarnn TIG/WIG Kaynanda hamlacn durumlar yukardan aaya doru: 1. Doru alma ekli 2. Hamlacn fazla meyilli tutulmu ekli. 3. Hamlacn ne doru fazla eilmi ekli TIG/WIG kayna genel olarak hafif metal ve alamlar, paslanmaz elikler ile bakrn kaynanda geni apta kullanlan bir birletirme usul olarak uygulamada byk bir nem kazanmtr. Dier taraftan, yksek miktarda, inko ihtiva eden bronzlar, titanyum ve alamlar, zirkonyum, uranyum gibi kaynak kabiliyeti zor metal ve alamlar TIG/WIG usul ile gzeneksiz olarak kaynak yapmak mmkndr. TIG/WIG kaynann balca stnlklerini yle sralayabiliriz: a) Yksek bir kaynak hznn salanmas b) Verilen snn belirli bir blgeye younlatrlmas c) Isl distorsyonlarn azl d) Mekanik zelliklerin iyi bir ekilde korunmas e) Temiz kaynak dikilerinin elde edilmesi
f)
Kayna mteakip temizleme ilemine ihtiya gstermemesi
g) Kolay bir ekilde mekanize edilmesi 3.8- Plazma TIG Kayna Bu kavramdan, molekllerden, atomlardan ve elektrotlardan oluan kzdrlm gaz anlalr. Tamam, fiziksel olarak ntrdr. Plazma usulnde esas olarak iki farkl ark dzeni kullanlr. Tayc olmayan ark, erimeyen tungsten elektrot ve su ile soutulan bakr meme arasnda yanar. Bakr meme, ark odaklayc, g younluunu arttrc ve buna bal olarak plazma demetinin scakln ykseltici bir etki yapar. Tungsten elektrot negatif ve bakr memede pozitif olarak kutuplanmtr. Bu ekildeki bir tertip, plazma le yaplan pskrtmede kullanlr. Buna karlk arkl sistemde, tungsten elektrodun katot memenin anot olarak baland, toryumoksitle alam (andrlm tungsten elektrot ile n (demeti) odaklayan ve suyla soutulan bakr memenin ierisinden geerek i paras arasnda yanar. Plazma gaz elektrotla meme arasndaki silindirik hacma pskrtlr. Bu sistem birletirme kaynanda ve plazma ile yaplan kesmede kullanlr. Tayc ark, yksek frekans zerinden geirilen yardmc ark ile elektrot ve meme arasnda yaklr. Tayc ark tututuunda yardmc ark sner. Yalnz mikro plazma kaynanda, kaynak ilemi esnasnda yardmc ark muhafaza edilir. Bir diren vastasyla yardmc ark zerinden akan akmn deeri snrlanr. Plazma birletirme kaynanda, plazma gazna ilaveten, kaynak banyosunu atmosferin tesirlerine kar koruyan ikinci bir gaz akm (% 99,95 argon) kullanlr. Plazma kayna cihazlarnn byk bir ounluunda nc bir gaz akm, plazma demetini odaklayc meme dnda daraltmak iin odaklayc gaz (Argon + He, Ar+H2, Ar+N2) olarak kullanlmaktadr. 3 mm. kalnlktan itibaren saclarn plazma birletirme kaynanda plazma demeti i parasna nfuz edip, bir anahtar delii oluturur. lerleyen kaynakla birlikte bu delik birletirilecek saclarn kaynak alnlar boyunca hareket eder. Kaynak banyosunun ve delikteki buhar basncnn yzey gerilimi nedeni ile erimi malzeme deliin hemen ardndan birleir ve kaynak dikiini oluturur. Plazma doldurma kaynanda her iki arkn kombinasyonu kullanlr. Bu usulde den karakteristikli akm memba kullanlmaktadr. Birinci akm memba elektrot ile para arasnda ve ikinci akm memba da elektrot ile para arasna balanmtr. Elektrot negatif, meme ve i paras pozitif olarak kutuplanmtr. Tayc olmayan ark yksek frekans zerinden tututurulur ve tungsten elektrot ile i paras arasndaki tayc ark iletir. Her iki ark kaynak ilemi srasnda yanar. Tayc arkn ayar ile nfuziyet miktar ve onunla birlikte esas malzeme vastasyla doldurma blgesinin bileimi etkilenir. Genellikle toz halindeki doldurma malzemesi bir gaz akm (% 99,95 Argon) zerinden kaynak cihazna iletilir; plazma demetinde eritilir ve tayc arkla esas malzemeye kaynak edilir. nc bir gaz akm da (%99,95 Argon) kaynak banyosunu atmosferin etkilerinden korur.
Plazma kaynak donanmlar kaln saclarn birletirilmesinde, folye ve mikro elemanlarn kaynanda kullanlr. Kaynak cihazlar su ile soutulur. Bir plazma birletirme kayna donanm, hortum grubu, akm memba (den karakteristikli), ateleme cihaz, kumanda cihaz ve eitli gazlar iin basnl gaz tplerinden oluur. Plazma doldurma kaynanda kaynak cihaz, ateleme ve kumanda birbirlerinin yannda olmak zere iki tane doru akm memba kullanlr. Kaynak cihazlar 10 il 15 kw g ekimi iin hazrlanmtr. Plazma birletirme kayna byk sa kalnlna sahip malzemelerin kt aln birletirmesinde (I) ilave metal kullanlmadan uygulanr. Ostenitik eliklerde aln kayna yaplabilecek maksimum sac kalnl yaklak 8 l 10 mm kadardr. Burada kaynak hz TIG usul ile ulalabilenden % 100 kadar fazladr.
4-MIG KAYNAI MIG Kaynanda "Metal Inert Gas", genel olarak argon veya helyum atmosferi altnda yaplmaktadr. lk defa 1948 ylnda A.B.D.'de nce alminyum ve alamlarnn sonra da srasyla yksek alaml eliklerin, bakr ve alamlarnn ve karbonlu eliklerin kaynanda kullanlmtr. MIG Kaynak usul, TIG usulnden arkn, kaynak yerine otomatik olarak gelen ilave metal ile paras arasnda teekkl etmesiyle ayrlr. (ekil 11)
ekil 11-MIG Kaynak usulnn prensibi
Bir Mig Kaynak donanm aadaki ksmlardan oluur: a. Bir doru akm memba b. Bir kaynak tabancas c. plak elektrot teli, argon, kaynak akm, suyun giri ve kn salayan hortum eklinde iletkenler. d. Kaynak telinin hareketini salayan tertibat e. Kaynak akmnn geiini, souma suyunun devreye giriini, argon gaznn akn ve telin hareketini salayan kumanda tertibat f. Basn drme monometresi ve l aleti ile tehiz edilmi bir adet argon tp
Kaynakta mkemmel bir erime zelliine ancak yksek akm younluu ile alld zaman eriilir. Bu akm younluunda arkn durumuna bal olarak 60-150 A/mm arasnda deiir.
2
Kuvvetli bir ultraviyole n emizyonu meydana geldiinden, bilhassa gz rahatszlklarna ve cilt yanmalarna dikkat edilmelidir. Yksek akm iddeti derin bir nfuziyet salar. 4.1-Koruyucu gazlar Alminyum ve alamlar iin genel olarak yksek derecedeki saflkta bulunan (% 99,99) ekstra saf argona ihtiya vardr. Argona hidrojen, karbondioksit, azot ve oksijen gibi gazlarn ilavesi, hafif metallerin kaynanda dikiin kalitesinin bozulmasna sebep olmaktadr. eliin MIG Kaynanda argon gazna oksijen ve karbondioksit kartrlmaktadr. Bylece kolay eriyen kk miktardaki oksitlerin teekkln hzlandrarak, eriyen elektrot telinden den damlalarn yzey gerili mini zayflatmakta ve ince taneli bir metal geii salamaktadr. Aada, pratikte kullanlan byle ki karm gaz bileimleri verilmitir. Gaz Karm Karm Gaz I Karm II Argon (%) 89 84 CO2 5 13 O2 6 3 (%)
ekil 12'de eitli gazlara bal olarak metallerdeki nfuziyet durumlar verilmitir. Oksijenin ilavesi arkn kararlln ve den damlalarn yzeyde iyi tutunabilmelerini salamas yannda, erimi banyoda alam elemanlar zerinde kuvvetli bir yanma tesiri meydana getirmektedir. Fakat argon gazna % 5 nispetindeki oksijen gaznn ilavesi, gei akm iddetini % 50 kadar drmesine ramen, nfuziyeti derinletirmekte ve gzenek teekkln de azaltmaktadr.
ekil 12-eitli gazlara bal olarak metallerdeki nfuziyet durumlar. eliin kaynanda diki formu ile nfuziyeti, eitli gaz karmlarnn durumu ekil-12'de verilmitir.
ekil-13 Diki formu ile nfuzyetin, eitli gaz karmlarndaki durumu 4.2-Akm memba MIG Kaynanda doru akm kullanlr ve genellikle elektrot pozitif kutba balanr (ters kutuplama) Ark kararl bir ekilde yanarak, derin bir nfuziyet salar. Baz zel hallerde doru kutuplama ile de kaynak yaplabilir. Hafif metallerin kaynanda, parann yzeyinde meydana gelen oksit tabakasnn paralanmas, ancak elektrodun pozitif kutba balanmasyla mmkndr. Elektrodun doru akmda negatif kutba balanmasyla oksidin paralanma tesiri ortadan kalkt gibi, arkn kararll ve dier taraftan da nfuziyet derinlii azalr. Mesela, paslanmaz eliklerin ke kaynaklarnda yksek erime gc ve doldurma kaynanda da nfuziyetin azl dolaysyla elektrot negatif kutba balanarak kullanlabilir. Kaynak esnasnda damlalarn gei frekansnn deiimi, elektrodun kaynak yerine gelme hzyla deiir. Alminyum-Argon atmosferi altnda yaplan MIG Kaynanda, normal olarak saniyede 100 ila 200 damla geer. Ark boyu uzaynca damlalar bir ksa devre meydana getirmez ve bylece damlalarn geii ufak taneli olur. Bu ufak taneli gei iinde kullanlan elektrot apna gre belirli bir akm younluunun zerine kmak gerekir. Eer akm iddeti bu gei akm iddetinin altnda bulunursa, kritik blgenin altna dtmzden, damlalarn geiinde daima bu kritik blgeye dikkat etmek gerekir (ekil 14).
ekil 14-Elektrot telinin hzna bal olarak damlalarn gei frekansnn deiimi
MIG Kaynak usulnde ark boyu daima deitiinden, ark gerilimi de deiir. Bylece akm membann karakteristiine gre az veya ok miktarda bir akm dalgalanmas meydana gelir. Den (alalan) karakteristikli jeneratr veya redresrler byk miktardaki akm dalgalanmalarna kar tepki gsterirler. Bunun iin btn akm membalarnda sabit (yatay) tip karakteristikli kaynak akm
membalar gelitirilmitir. Bu makineler her ne suretle olursa olsun, ok ksa sreli ark tutumalarnda ok yksek ksa devre akm hasl ederler. Bu ksa sre zarfnda elektrodun ucu buharlar ve ark tutuur. Den tip statik karakteristikli kaynak makinelerinde, akm iddeti ayar alan vardr (ekil 15). Buna mukabil, sabit tip karakteristikli makinelerde ise, akm ayar skalas yerine ark gerilimi ayar skalas mevcuttur. Sabit tip statik karakteristikli akm membalar, MIG Kayna gibi, yar ve tam otomatik kaynak usullerinde kullanlmaktadr. (ekil 16)
ekil 15-Bir akm membana ait den tip statik karakteristik: E: Akm ayar alan Lk : Arkn karakteristii
ekil 16-Sabit gerilimli kaynak makinelerinde statik karakteristik E: Akm membann ayar alan Lk : Arkn karakteristii Sabit gerilimli tip kaynak makinelerinde gerekli akm iddeti, elektrodun, ilerleme hzyla ayarlanr. Bunun iin kaynaa balamadan nce gerekli ayarlar istenen kaynak gerilimi ve tel hz ile ayarlanarak, kaynak akm hemen tespit edilmi olur. Kaynak yaparken kaynak karakteristiklerini dorudan doruya telin ilerleme hzna tesir ederek byk bir alan ierisinde deitirmek mmkndr. ekil 16'da (A) ile gsterilen nokta (Lk ) ark karakteristii ile (Kg) sabit gerili karakteristiinin kesitii alma noktasdr. Elektrot, yine ayn eklin sa tarafnda bulunan (M) motoru tarafndan sabit bir hz ile paraya doru sevk edilmektedir. Eer ark boyu sabit kalrsa, daima (A) alma noktasnda kalrz.
Herhangi bir ekilde ark boyu aniden byrse, (Lk ) ark karakteristii paralel olarak kayp (Lk ) konumuna geer ve yeni alma noktas (A)ye gelir. Bunun neticesinde de byk l fark hsl olur ve bu an iin erime gc azalr, l farkna mukabil fark gayet azdr. Telin sabit bir hzla evki neticesinde ark boyu otomatikman eski haline geer. Bu tip kaynak makinelerine sabit gerilimli (Cp = Constant Potential) akm memba ad verilir. 4.3-alma teknii Prensip olarak bilinen diki ekilleri MIG usul le kaynak yaplabilir. Yatay pozisyondaki dikiler hem el hem de otomatik olarak kaynak edilebilir. Buna mukabil zor pozisyonlarda yalnz el kayna kullanlr. Genel anlamda MIG usulnn teknii, kaynak yaplacak malzemenin cinsine, kaynak ve s iletme kabiliyetine, az ekline ve kaynak pozisyonuna baldr. Kaynak dikiinin ykseklii, genilii ve nfuziyet miktar, ayn hamla tutuluunda kaynak gerilimini, kaynak akm iddetini ve kaynak hzn deitirerek ayarlanabilir. Akm iddeti ykseldike nfuziyet artar, buna mukabil diki genilii ve ykseklii azalr. Kaynak geriliminin ve hznn yksel de, dikiin geniliine ters istikamette en fazla 30'lik bir eimli tutularak kaynak yaplrsa (ekil 16), bu halde daha ok, ksmen mekanize edilmi MIG usulnn btn pozisyonlara uygulama tarz hatra gelir. Bylece kaynak, kaynak banyosuna ve elektrodun erime ilemine kolayca bakabilir. Eer bu meyil fazlalarsa, nfuziyet azalr ve dikite incelir. Bu takdirde de kaynak hznn ykseltilmesi gerekir. Aksi takdirde, kaynak banyosunun nnde bir ylma olur ve ayn zamanda dikite kalnt ve gzenekleri teekklne sebebiyet verir. Fazla eim dier taraftan koruyucu gaz akmna da tesir ettiinden gazn koruma kabiliyeti de azalr. Byle bir alma, bilhassa ince dikilerin ve kk pasolarn kaynak edilmesinde kullanlr.
ekil 17-Hamlacn kaynak ynne ters istikamette bir eime sahip olmas hali
ekil 18-Hamlacn kaynak ynnde bir meyle sahip olmas hali
Eer derin bir nfuziyet ve kaln bir kaynak pasosunun salanmas bahis konusu ise, bu
takdirde hamlaca kaynak ynne doru en fazla 30 'lik bir eim verilir (ekil. 8). Byle bir almann en fazla uyguland hal, oluk pozisyonundaki tam metanize MIG usul kaynaklardr. Yksek akm iddeti le yaplan kaynakta gei direncinin kk olmas bir mahzur tekil eder. Bunun iin parann dikkatli bir ekilde kutuplandrlmas gerekir. Kaynak yaplacak parann kutuplanm masaya geliigzel braklmas yeterli deildir. flemenin artmasna kutup balantsnn yerini deitirerek mani olunmaldr. 5-MAG KAYNAI C02 atmosfer altnda yaplan MAG kaynann "Metal Activ Gas", normal MIG kaynandan fark, yalnz kullanlan gazdadr. Yani karbondioksit atmosferi altnda kaynak yaparken ayr bir kaynak donanmna ihtiya yoktur. TIG/WIG ve MIG kaynaklarnda kullanlan argon gaznn pahal olmas dolaysyla, daha ucuza elde edilen gazlarn kullanlmas iin yaplan aratrmalar sonunda en uygun gazn karbondioksit olduu grlmtr. Alminyum, magnezyum ve alamlar gibi kolay oksitleen malzemelerin kaynanda, karbondioksitin koruyucu gaz olarak kullanlmas sz konusu deildir. Gnmzde bu usul, bilhassa eliin kaynanda byk stnlkler saladndan, geni apta kullanlmaktadr. Piyasada bulunan eitli donanmlar, tel ve koruyucu gaz deitirerek hem MIG, hem de MAG kaynaklarnda kullanmak mmkndr. 5.1-Karbondioksit kaynak atmosferi Karbondioksit, argon gaznn aksine monoatomik bir gaz olmad iin, yksek ark scaklnda aadaki denkleme gre karbonmonoksit ve oksijene ayrr:
6500 K scaklnda karbondioksit tamamen (CO ve O ) dissosiasyona urar. Serbest oksijen erimi banyodaki elemanlarla birleir, Karbondioksitin yksek scaklktaki dissosiasyonu endotermik bir reaksiyondur. Hemen iyonize olan gaz akm, kaynak parasnn metalik demiri tarafndan alnr ve tekrar atomlarn molekl halinde birlemesini salar. Burada serbest hale geen dissosiasyon ss, derin bir nfuziyet meydana getirir. Sv haldeki demir aadaki denkleme gre karbondioksit tarafndan oksidasyona urar: Fe (sv) + CO2 (gaz halinde) Fe O(sv) + CO (gaz halinde) Demiroksit dier taraftan manganez ve silisyumla birleerek, neticede manganez ve silisyum yanmasna sebep olur. Manganez ve silisyumun yanma dolaysyla yksek miktardaki kaybnn kaynak telinin bileimi veya kullanlan ilave bir tozla karlanmas gerekir.
C +CO22 CO ve 2 COCO2 + C Bu denkleme gre ya bir karbon azalmas ya da karbon fazlalamas meydana gelir. Tecrbeler, eer kullanlan kaynak telinin karbon miktar % 0.09'un altnda ise, bir karbon fazlalamas ve stnde ise, karbon azalmasnn meydana geldiini gstermitir. MAG Kaynanda kullanlan karbondioksitin saf ve kuru olmas nemlidir. Karbondioksitte bulunan rutubet balantya gevreklik verir ve kaynak yerinde balk gzlerinin olumasna neden olur. Dier taraftan karbondioksitin bileiminde bulunan oksijen ve azotun da dk olmas gerekir. Fazla miktarda azot ve oksijen mekanik zellikleri fenalatrr. MAG kaynanda kullanlan karbondioksitin safiyet derecesi % 99,7 civarnda bulunur. Ayn cins kaynak teli ve deiik kaliteli karbondioksitin kullanlmas halinde, farkl zellikleri haiz kaynak dikileri elde edilir. Karbondioksit sv halinde ve eitli byklkteki elik tpler iinde piyasaya ar/edilir. Kullanma srasnda sv halindeki karbondioksit gaz haline geer. Byk miktarlardaki gaz sarfiyatlarnda, yani gaz ekilmesinde, gerek svnn gerekse gazn getii ayar organlarnn scakl ekilen gaz miktarna bal olarak gayet abuk der. Bylece gaz, asit karbonie dnr ve ayar organlar alamaz hale gelir. Bu sebepten tr fazla miktardaki gaz ekilmelerinde birka tpn paralel balanmas veya elektrikli bir 5n stcnn kullanlmas icabeder. Argon ve karbondioksit gaz iin ayn l aleti kullanlr; yalnz karbondioksit, argon ve helyumdan daha youn olduundan, l aletinin karbondioksit iin yeniden ayarlanmas gerekir. 1 Kg. sv karbondioksit = 540 litre (0.540 m 3) gaz C02 1.85 Kg. Sv karbondioksit =1000 litre (1.0 m3) gaz CO2 5.2-Kaynak donanm ve telin erimesi MAG Kaynak donanm, daha evvel de belirttiimiz zere, argon gaz ile alan MIG kaynak donanmnn ayndr. Bu donanm bir tel makas, tel hareket mekanizmas, karbondioksit tp, ayar cihaz, birok hortum ve kaynak tabancasndan ibarettir. MIG usulnde kullanlan kaynak tabancalarn (hamlalarn) -MAG-kaynanda da kullanabiliriz. Burada bilhassa gaz aknn laminer olmasna dikkat edilmelidir. Her ne kadar karbondioksitin kritik hz, hafif olan argondan takriben yarm kat daha byk ise de, umumiyetle argon memesinin bykl yeterlidir. MAG Kaynanda, akm ekli o.arak yalnz doru akm sz konusudur. Bu da kaynak jeneratrne ya da kaynak redresrne ihtiya gsterir. Pratikte ekseriya ters kutuplama ile kaynak yaplr. yi bir netice almak iin akm membann k geriliminin akma bal olmamas gerekir. Bu art da sabit gerilimli kaynak makineleri yerine getirmektedir.
Erime gc akm iddetinin bir fonksiyonudur. Ayn akm iddetinde ve 1.6 mm.lik tel zerinde MIG usul ile mukayese edildii zaman, MAG kaynann argon gazna nazaran daha yksek bir erime gcne sahip olduu grlr. Aradaki fark takriben 1 Kg/saat'a erimektedir. plak elektrotla yaplan MAG kaynanda aadaki neticeler elde edilmitir: a) Kaynak esnasnda elektrot, sivri bir ekilde erimez. Erime meyilli olur. b) Damlalar elektrodun eri tarafnda oluur. c) MAG Kaynanda, damlalar MIG kaynana nazaran daha byktr. d) Srama kayb, MIG kaynana gre daha azdr. e) Ark boyu, MIG kaynana nazaran daha ksadr. 5.3-Darbeli MIG ya da MAG Kayna Darbeli (impuls'lu) MIG veya MAG kaynanda damla geii ayarldr. Bu usulde kaynak akmnn ak zamana bal olarak bir minimum ile bir maksimum arasnda deiir. (ekil18) Bylece damlalarn geiine kumanda edilmi olur. Bugn saniyede 25,33,50 veya 100 darbeli kaynak akm kullanlmaktadr.
ekil 19- Darbeli MIG/MAG kaynanda akmn zamana bal olarak ak 5.4- Kaynak teknii ve kaynak telleri MAG Kaynak usulnde alrken, MIG kaynana nazaran ark daha ksa tutulur. Kaynak teli ile para arasndaki mesafe takriben 1 l 2 mm.dir. Kaynak tabancas mmkn mertebe -paraya dik bir ekilde tutulur. Ark boyu byrse, kaynak dikiinin ierisinde faz kabarcklar kalr. Yani gzenekli bir kaynak dikii elde edilir. Kaynan yapl ekli tamamen MIG Kaynann ayndr. Kk pasosu ileri-geri hareketle ekilir. El ile yaplan MAG Kaynan btn pozisyonlara uygulamak mmkndr. a. Alamsz elik teller Bunlarn yalnz manganez ve silisyum miktarlar biraz fazladr. b. Alaml teller: Bunlar zel ilerde kullanlr. Zikronyum ve titanyum gibi deoksidan maddelerle alamlandrlm kaynak telleridir. c. Kenetli teller: Bu teller ince bandlarn aralarnda bir toz ile birlikte sarlmasyla elde edilir. Sonra bunlar normal tel apnda ekilir (ekil 20).
d. Toz ilaveli elik teller: Ark teekkl etmeden ksa bir sre nce toz halindeki dekapan magnetik olarak elik tele yapr ve sonra oluan arka geer. (ekil 21).
ekil 20- MAG Kaynanda kenetli tel kullanarak yaplan kaynak usulnn ematik grn (koruyucu gaz cruf kombinezonu) 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. Kenetli kaynak teli Telin getii kovan Karbondioksit memesi Karbondioksit gaz atmosferi Kat cruf Snek cruf Sv cruf Katlam metal Sv metal Esas metal Kenetli telin kesiti
ekil 21- MAG kaynanda toz ilaveli-elik tel kullanarak yaplan kaynak usulnn ematik grn (koruyucu gaz cruf kombinezonu) 1. 2. 3. 4. 5. 6. 7. Kaynak teli Koruyucu gaz ve toz halindeki cruf yapc maddeler Meme Kaynak teline yapm cruf yapc tozlar Koruyucu gaz (CO2) Cruf Kaynak dikii
eliin kaynanda MAG usulnn, MIG usulne nazaran balca stnlklerini yle sralayabiliriz: a. Karbondioksit, argon gazna nazaran daha ucuz olduu iin; gaz masraf ok azdr.
b. Ayn hacimli tplere, argon gazna nispeten takriben misli daha fazla karbonmonoksit konur. (CO2 sv halinde nakledildii zaman) c. MAG kaynanda, MIG kaynana nazaran daha derin bir nfuziyet salanr. d. Daha yksek kaynak hz ile allr. e. MAG kaynanda hsl olan ultraviyole nlar, MIG kaynana nazaran daha zayftr. Bundan tr de daha ak renkli kaynak maske camlar ile allr. 6- KISA ARK BOYU LE MAG KAYNAI Prensip itibariyle MIG veya MAG kaynana benzeyen bu usulde, ark boyu normal MAG kaynandaki ark boyundan daha ksa ve kullanlan kaynak telinin ap da daha incedir. Bunun neticesinde de kaynak telinden eriyerek esas metale geen damlalar daha iri olmakta ve bylece esas metale verilen s miktar azaldndan, bilhassa ince saclarn kaynanda stnlk salamaktadr. Burada, karbonlu eliin, % 3 oksijen kartrlm argon gaz kullanarak yaplan MIG kayna ile argon, karbondioksit ve oksijen gaz karmnn kullanld MAG kaynandaki damla geii saysn, akm iddetine bal olarak inceleyelim. Normal MIG kaynanda damla geii, suyun bir dutan ak gibi du eklindedir. Dier bir deyimle damlalar ok ince taneli olup, akmn getii telin ucundan doru eklinde (yani izgisel olarak) kaynak yaplan paraya geer. Normal bir akm iddetiyle telin yklenmesinde 6 mm.lik ark boyu iin, damlalarn (partikllerin) gei hz da 2 ila 4 m/san.dr. Bu hz ayn kalmaz artar. Paraya arpt zamanki hz, telin ucundan kan hzn % 50 la 100' kadar daha fazladr. 1.6 mm apndaki tel ve normal akm iddetiyle yaplan kaynakta bir damlacn arl takriben 7/1000 gramdr. Bu da 5 kg/saat'lik bir erime gcne tekabl edip, saniyede geen damlalar saysnn da 200 civarnda olduunu gsterir. Eer akm iddeti artarsa, ekil 22de olduu gibi, geen damla says da artar ve damla bykl de deiir. Bu halde artk damlalarn takip ettii yol tam izgisel deildir ve frlayarak gidecei yere arpar.
ekil 22- Karbonlu eliin MG kaynanda damla saysnn akm iddetiyle deimesi I: % 3 oksijen kartrlm argon atmosferinde yaplan kaynak II: argon, karbondioksit ve oksijen atmosferinde yaplan kaynak
ekil 22, kaynak akm iddetinin 260 Amperden 280 Ampere kmas halinde, saniyede geen damla saysnn da takriben 15'den 240'a kadar ykseldiini gstermektedir. (l) numaral eri manganez ve silisyumla hafif alamlandrlm bir karbonlu elik telin % 3 oksijen kartrlm argon atmosferi altnda yaplan kaynana ait hali; (II) numaral eri de ayn telin argon, karbondioksit ve oksijen karmndan ibaret bir gaz atmosferi altnda yaplan kaynaktaki durumunu gstermektedir. Burada koruyucu gazn karbondioksit ihtiva etmesiyle gei noktas yksek akm iddetine doru kuvvetle kaymakta ve bylece iri taneli metal geiine faydal olmaktadr. Gei noktasnn yeri, koruyucu gazn bileiminin yannda, telin serbest ucunun uzunluu ile bunun snmas ve telin ihtiva enii alam elemanna da baldr. Ksa ark boyu ile yaplan kaynak ta metal geii iri tanelidir. (ekil 23).
ekil 23- Du eklindeki bir metal geii ile ksa ark boyunda yaplan kaynaktaki durum
Ksa ark boyu ile yaplan kaynakta elektrodun ucunda oluan damla yandan der ve paraya gemek zere yolunu arar. Bu da, ksa ark boy ile yaplan kaynan tipik zellikleridir. Bu usul, genellikle ark boyunun ksal, metal geiinin iri taneli oluu, kullanlan kaynak telini incelii (0.60.8-1.0 ve 1.2 mm. aplarnda), ark geriliminin ve akm iddetinin dkl ile normal MIG ve MAG kaynandan ayrlr. ekil 23'de grlen ilem saniyede 2- ila 140 defa tekrarlanmakta ve buna aadaki faktrler tesir etmektedir: a- Kullanlan koruyucu gazn cinsi (gaz karm, argon veya CO2 gibi) b- Telin zgr yklenmesi c- Ark boyu d- Telin memenin dnda kalan serbest ksmnn uzunluu e- Akm membann statik ve dinamik zellikleri Koruyucu gazn, damlalarn gei frekans (yani saniyede geen damla says) zerine olan tesiri ekil 24'de grlmektedir. Burada deiebilen dier faktrler sabit tutulmutur. % 60-80 Argon ile % 20-40 karbondioksit karm en yksek damla gei frekansn vermektedir
ekil 24- Damlalarn gei frekans zerine karbondioksit ile argon karmnn tesiri
6.1- Kaynak donanm ve akm memba Normal MAG ve MIG kaynak usullerinde kullanlan ayn kaynak donanmlar gibi, ksa ark boyu ile yaplan MAG kayna donanmnda da aadaki ksmlar bulunur: a- Akm memba b-Tel hareket mekanizmas c- Kumanda cihaz d- Kaynak hamlac (tabancas) ve kablolar Ksa ark boyu ile yaplan MAG kaynanda kullanlacak akm membann yalnz statik deil, dinamik zelliklerinin de ince tellerle yaplan MAG kayna tekniine cevap vermesi istenir. Akm membann ekil 25'de grlen ark ilemini yerine getirmesi ve buna uymas gerekir. Akm membann ayrca ark boyunun durumundan da mesul olduunu unutmamak gerekir.
ekil 25- Karbondioksit atmosferi altnda ve ksa ark boyu ile yaplan kaynakta, akm iddeti ve ark geriliminin damlalarn gei srasndaki deiiminin ematik olarak gsterilii
Ksa ark boyu ve kaynak telleriyle yaplan MAG kayna tekniinde, piyasada rastlanan akm membalarnn statik karakteristikleri ok hafif den tiptir (sabit gerilim karakteristiine yakn). ekil 26'da durumu yakndan inceleyelim.
ekil 26-Den, alalan ve ok hafif den (sabit gerilime yakn) statik karakteristikli akm membalar l: Den (alalan) statik karakteristik II, ok hafif den (sabit gerilimliye yakn) statik karakteristikli Lk: Arkn karakteristii (A 1) noktas ark karakteristiinin den (alalan) tip karakteristik ile (I) ok hafif den tip karakteristiin kesim noktasdr. (A ) noktasna tekabl eden ark gerilimi (U1) ve akm iddeti de (Jj)dir. Yandaki ematik ekil zerinde grlen tel hareket motoru ile kaynak yerine tel sabit hzla otomatik olarak gelecek ve bu sre zarfnda da ark boyu sabit kalacaktr. Fakat herhangi bir ekilde ark boyu biraz artarsa (Lk ) ark karakteristiinin (I) ve (II) numaral karakteristiklerle kesim noktas (A2) ve (A'2) olacaktr. Bylece (I) numaral karakteristikte (AJ) ve (II) numaral karakteristikte de (AJ) kadar akm iddetinin deimesi ister stemez ok ksa sre ierisinde gcn azaltacaktr. Bunun neticesi olarak da, sabit hzl tel hareket mekanizmasyla ark boyu otomatikman ilk haline gelecektir. Alalan tip karakteristikli makinedeki (AJ) kadar akmn azalmas ok ksa sre erisinde erime gcn dremediinden ark boyu lk haline hemen gelemez. Bunun iin, bu halde telin lerleme hzn bizatihi ok ykseltmek gerekir ki, ark eski boyuna gelebilsin. Ksa ark boyu ile yaplan kaynakta, periyodik olarak arkta meydana gelen ksa devrelerle ark uzunluu deimekte ve hemen de ark ile balangtaki boyuna ok abuk erimektedir. Bu da, ancak ok hafif alalan statik karakteristikli akm memba ile salanmaktadr. Bu tip makinelerde ark boyu ile tel ilerletme motoru arasnda iyi bir ayar devresi mevcuttur. Ksa ark boyu ile yaplan MAG kaynanda kullanlan kaynak tellerinin ince olmas dolay isiyle, bunlarn hamlalar ayr bir zellik tar. Baz kaynak hamlalarnda tel hareket mekanizmas hamlacn ierisinde bulunur ve kangalda hamlaca taklr. Bylece gayet ince aplardaki tel de ilerlerken herhangi bir kvrlma olmaz. 6.2-Kullanma yerleri Ksa ark boyu ile yaplan MAG kayna bilhassa karbonlu ince elik salarn birletirilmesinde geni bir kullanma alanna sahiptir. Aralk doldurma kabiliyeti iyi olduundan, muntazam olarak hazrlanamayan azlarn birletirilmesinde kolaylk salar. Mesel, 1.8 mm. kalnlndaki iki
karbonlu elik sacn birletirilmesinde aradaki mesafe 6 mm olmasna ramen, kolaylkla kpr kurulabilmektedir. 7- ift koruyucu gazla yaplan kaynak usulleri Koruyucu gazla kaynak yapma teknii daima gelime halinde olan bir usuldr. Balangta yalnz hidrojen ve sonralar da helyum ile argon gazlarnn koruyucu gaz olarak kullanlmasna ramen, daha sonralar da karbondioksit ve bunun eitli alternatifleriyle MAG usul byk apta gelime gstermitir. Dier gazlarn kullanlmas iin son almalarda azot ve klor gazlar da teklif edilmitir. Erimi banyonun tam olarak korunmas gerektii hallerde, birbirinin zerini rten iki koruyucu gaz atmosferinin kullanlmas leri srlmtr. Mesel, titanyum alamlarnn kaynanda i ksmn argon d ksmnda helyum veya tersi atmosferinde korunmas bahis konusudur. Ayn zamanda kaynak dikiinin ters taraf da ilave bir tertibatla korunur. MIG usul le kaynak yaplan hafif metallerdeki poroziyeteye, asgari miktarda bulunan hidrojen muhtevasnn sebep olduu, yaplan geni aratrmalar sonucu renilmitir. Bu hidrojen, koruyucu gaza mesela, kaynak telinin zerinde bulunan oksit tabakasndan veya yine tel zerindeki gayet nce bir ya veyahut kirden geebilir. Argon veya helyuma az miktarda klor gaznn ilavesi hidrojenin sebep olduu btn tesirleri yok eder. Bu gaye iin gelitirilen yeni usul unlardr: a-"Oualiweld" Usul Oualiweld usulnde, normal MIG kaynandan farkl olarak, tabancann telinin sevk edildii kanaldan ayr bir koruyucu gaz sevk edilir. Bu da helyum veya argonla kark klor gazdr. Normal koruyucu gaz memesinden de argon veya helyum gaz gnderilir. Bu usulde, cihazn i ksmlar nikel kapldr ve kaynak dikii de gzeneksizdir. b-"Econoweld" Usul Bu usul, MIG kaynann hafif metallere uygulamasn ucuzlatmak gayesiyle, ekonomiklik noktay nazarndan gelitirilmitir. Kaynak telinin sevk edildii kanaldan argon veya helyum gaz geirilir. Normal koruyucu gaz kanalnda da azot sevk edilir. Bylece normal MIG usulne gre elde edilen gaz tasarrufu % 34 kadardr. Econoweld usuln, yksek kaliteli dikilerin istenmedii hafif metallerin normal kaynak ilerinde kullanlr. c- "Chlorecon" Usul Bu usul, ucuz fakat yatay pozisyonda yksek kaliteli kaynak dikileri elde etmek iin gelitirilmitir. Telin sevk edildii kanaldan klor gaz ile kark argon veya helyum gaz gnderilmektedir. Normal gaz kanalndan da argon veya argon-helyum karm veyahutta helyum gaz
kullanlmaktadr. Oualiweld usul ile arasndaki fark, kullanlan koruyucu gazda deil d gaz zarfndaki k hznn ok kk olmasndadr. Argon gaz ile yaplan MIG kaynana nazaran elde edilen tasarruf takriben % 10 kadardr. 7.1-"MAGCI USUL MAGCI Usulnde de ift koruyucu gaz kullanlmaktadr. Fakat burada ift gaz memesi vardr. Birinci yani i memeden de karbondioksit gaz sevk edilir. MAG'n sonundaki "C" harfi "CO 2" ve "l" harfi de "lnert"i ifade etmektedir. Bu bir patent usuldr. 11.10.1979 "Kohlensaurewerke C.G. Rommenhller GmbH. -3490 Bac Drilewg-Herste" firmas tarafndan patenti alnmtr (ekil 27).
ekil 17- MAGCI Usul (ematik)
MAGCI usulnde kullanlan gazn % 15-20i Argon veya helyum % 80-85i de karbondioksittir. 4,8, 10,12 ve 15 mm. kalnlklarda tam otomatik olarak kullanlabilir. Bilhassa yap eliklerinin sramasz gazalt kaynanda gayet uygun mekanik deerler vermitir. ift koruyucu gazl yap eliklerinin kaynanda srama asgariye indirilmitir.
You might also like
- Celik Yapi Uygulamalarinda Kullanilacak Kaynak YontemleriDocument10 pagesCelik Yapi Uygulamalarinda Kullanilacak Kaynak YontemleriyusamengNo ratings yet
- Gazalti Kaynak Yöntemleri̇ Gi̇ri̇ş Ve DonanimlariDocument76 pagesGazalti Kaynak Yöntemleri̇ Gi̇ri̇ş Ve DonanimlariMurat CKNo ratings yet
- Kaynak Telleri Ve Koruyucu GazlarDocument12 pagesKaynak Telleri Ve Koruyucu GazlarbulentuygullNo ratings yet
- Kaynak TeknigiDocument36 pagesKaynak Teknigicengizarda1979No ratings yet
- CH 31 - Kaynak YöntemleriDocument34 pagesCH 31 - Kaynak YöntemlerimadconnerNo ratings yet
- Kaynak YöntemleriDocument197 pagesKaynak YöntemleriKaan CanNo ratings yet
- Tozaltı Kaynağı-Submerged Arc WeldingDocument37 pagesTozaltı Kaynağı-Submerged Arc WeldingOrhan BAYLAN100% (3)
- Kaynak Tekni I Ders NotlarDocument71 pagesKaynak Tekni I Ders NotlarMarian Gabriel VasilescuNo ratings yet
- Kaynak Agizlarinin Hazirlanmasi-2Document18 pagesKaynak Agizlarinin Hazirlanmasi-2Ömer TAŞNo ratings yet
- Gazalti Kaynak YontemleriDocument78 pagesGazalti Kaynak YontemleriYiğit ÇolakNo ratings yet
- Aluminyum KaynakDocument22 pagesAluminyum KaynakBerk ÖzdirikNo ratings yet
- Borusan BoruDocument52 pagesBorusan BoruVacheron ConstantineNo ratings yet
- Gazaltı Ark KaynağıDocument74 pagesGazaltı Ark KaynağıCemal NergizNo ratings yet
- Elektrod Sarfiyat Cizelgeleri Kisim-G ÇizelgeleriDocument3 pagesElektrod Sarfiyat Cizelgeleri Kisim-G ÇizelgelerierenbasaraNo ratings yet
- Mig Mag Gazalti KaynağiDocument93 pagesMig Mag Gazalti KaynağiAnonymous nKOyHb100% (2)
- GAZALTI ARK KAYNAĞI TIG MIG MAGlibrary - 1Document308 pagesGAZALTI ARK KAYNAĞI TIG MIG MAGlibrary - 1Metin GünüşenNo ratings yet
- Paslanmaz CeliklerDocument83 pagesPaslanmaz CeliklerEymen KulNo ratings yet
- 1 Fe-C AlaşımlarıDocument47 pages1 Fe-C AlaşımlarıerenbasaraNo ratings yet
- Kaynak MetalurjisiDocument23 pagesKaynak Metalurjisinolofinwe85No ratings yet
- Kaynak Hataları, Nedenleri Ve Çözüm ÖnerileriDocument6 pagesKaynak Hataları, Nedenleri Ve Çözüm Önerileriunalal17No ratings yet
- Yatayda Köşe KaynağıDocument26 pagesYatayda Köşe KaynağıKadirOzturkNo ratings yet
- Kaynak Asamasinda Kalite Guvencesinin Arttirilmasi Improving Quality Assurance During WeldingDocument148 pagesKaynak Asamasinda Kalite Guvencesinin Arttirilmasi Improving Quality Assurance During WeldingKerem İnanNo ratings yet
- Sac PresciligiDocument89 pagesSac Presciligiproje01No ratings yet
- Tse 825-Binalarda Isi Yalitim KurallariDocument80 pagesTse 825-Binalarda Isi Yalitim Kurallarimotaba7No ratings yet
- Kaynak 1Document163 pagesKaynak 1Hakan GüngörNo ratings yet
- KM Gaz Altı Ark YurtisikDocument36 pagesKM Gaz Altı Ark YurtisikErsin AydınNo ratings yet
- Kaynakta KatilasmaDocument30 pagesKaynakta KatilasmaOrhan BAYLANNo ratings yet
- Yuksek Sicakligin Mekanik Ozelliklere EtkisiDocument44 pagesYuksek Sicakligin Mekanik Ozelliklere EtkisiOnur KaplanNo ratings yet
- Çeli̇k Yapi İmalat KontrolüDocument49 pagesÇeli̇k Yapi İmalat Kontrolüqality01No ratings yet
- ÇELİK YAPILAR DERS NOTU 4-BİRL ARAÇLARI KaynakDocument73 pagesÇELİK YAPILAR DERS NOTU 4-BİRL ARAÇLARI KaynakVeysel YUSUFOĞLUNo ratings yet
- Kaynakli BirlestirmelerDocument26 pagesKaynakli BirlestirmeleroddomancanNo ratings yet
- Kaynak 6Document56 pagesKaynak 6Erdem AkçayNo ratings yet
- Paslanmaz Çeli̇kler SunumDocument32 pagesPaslanmaz Çeli̇kler Sunumtokio1912No ratings yet
- Tozaltı Kaynak Yönteminde Altlık Olarak Kullanılan Kaynak Yöntemlerinin Kaynak Yeterliliklerinin Ve PDFDocument150 pagesTozaltı Kaynak Yönteminde Altlık Olarak Kullanılan Kaynak Yöntemlerinin Kaynak Yeterliliklerinin Ve PDFHakanNo ratings yet
- Tig KaynağıDocument41 pagesTig KaynağıX100% (1)
- 12.kaynak Teknolojisinin EsaslarıDocument12 pages12.kaynak Teknolojisinin EsaslarıGokhan TurhanNo ratings yet
- Toz Altı KaynakDocument28 pagesToz Altı Kaynakİbrahim Etem IşıkNo ratings yet
- Kaynak Türleri Kaynak Bağlantıları PDFDocument89 pagesKaynak Türleri Kaynak Bağlantıları PDFKadirOzturkNo ratings yet
- Kaynaklı BirleştirmelerDocument21 pagesKaynaklı BirleştirmelerArif AkbasNo ratings yet
- 13.2.kaynak Yöntemleri 2Document8 pages13.2.kaynak Yöntemleri 2Erdem AkçayNo ratings yet
- Gerilim Giderme Normalizasyon Ve TavlamaDocument4 pagesGerilim Giderme Normalizasyon Ve TavlamaMurat ÖzdilNo ratings yet
- Elektrolitk BakirDocument8 pagesElektrolitk BakirSamet SarıoğluNo ratings yet
- Carpilma Ve Sekil Degistirmelerin DuzeltilmesiDocument11 pagesCarpilma Ve Sekil Degistirmelerin DuzeltilmesipcstorecenterNo ratings yet
- 2-2 - Çelik Üretimi & GösterimiDocument54 pages2-2 - Çelik Üretimi & GösterimierenbasaraNo ratings yet
- Baglanti Civata OlculeriDocument3 pagesBaglanti Civata Olculeribkm dizayn0% (1)
- 13.1.kaynak Yöntemleri 1Document19 pages13.1.kaynak Yöntemleri 1Erdem AkçayNo ratings yet
- Akaryakıt Stoklama Tank Ve TesisleriDocument7 pagesAkaryakıt Stoklama Tank Ve TesisleriocayliNo ratings yet
- Demir Karbon Denge DiyagramiDocument20 pagesDemir Karbon Denge Diyagramiberatkuralay100% (1)
- Sunum-Borulama SistemleriDocument131 pagesSunum-Borulama SistemleriFikret YenenNo ratings yet
- Metal Köpük: Arabanızın tamponundaysa, saatte otuz millik bir çarpışma, daha çok saatte beş millik bir çamurluk bükücü gibi olur.From EverandMetal Köpük: Arabanızın tamponundaysa, saatte otuz millik bir çarpışma, daha çok saatte beş millik bir çamurluk bükücü gibi olur.No ratings yet
- Lityum Demir Fosfat Pil: Elektrikli araçlarda, mobil cihazlarda ve dizüstü bilgisayarlarda Lityum İyonu tahttan indirmekFrom EverandLityum Demir Fosfat Pil: Elektrikli araçlarda, mobil cihazlarda ve dizüstü bilgisayarlarda Lityum İyonu tahttan indirmekNo ratings yet
- Gazalti Ark Kaynaği: Kaynak BölgesininDocument35 pagesGazalti Ark Kaynaği: Kaynak BölgesininAyberk AydogumuNo ratings yet
- Adsız 1Document4 pagesAdsız 1vNo ratings yet
- Şekil 2 Kaynak YonuDocument2 pagesŞekil 2 Kaynak YonuSemih KardaşNo ratings yet
- Bölüm 2-Kaynaklı - BirleşimlerDocument32 pagesBölüm 2-Kaynaklı - Birleşimlersergen serinNo ratings yet
- Kaynak Ve Kaynak Tekni̇kleri̇Document45 pagesKaynak Ve Kaynak Tekni̇kleri̇AHMET DURAN CEYHANNo ratings yet
- Kay TekDocument45 pagesKay TekKaan çelikoğluNo ratings yet
- Ozlu Telle Ark KaynagiDocument24 pagesOzlu Telle Ark KaynagiSuphi YükselNo ratings yet
- Kaynak Teorisi HakkındaDocument3 pagesKaynak Teorisi HakkındaSemih KardaşNo ratings yet
- Kaynak Teorisi HakkındaDocument3 pagesKaynak Teorisi HakkındaSemih KardaşNo ratings yet
- Otto WoodformDocument10 pagesOtto WoodformAlpar DalgicNo ratings yet
- BTM Izolasyon Teknik ÇizimlerDocument21 pagesBTM Izolasyon Teknik ÇizimlerAlpar DalgicNo ratings yet
- Kiriş Kesit HesabıDocument6 pagesKiriş Kesit HesabıAlpar DalgicNo ratings yet
- Lovelet Keif 11.07Document1 pageLovelet Keif 11.07Alpar DalgicNo ratings yet
- Kaynak BağlantılarıDocument72 pagesKaynak BağlantılarıAlpar DalgicNo ratings yet
- Uğraşma, Kafayı Kullan BirazDocument6 pagesUğraşma, Kafayı Kullan BirazAlpar DalgicNo ratings yet
- 19dkda RhinocerosDocument19 pages19dkda RhinocerosAlpar DalgicNo ratings yet