You might also like
- Production and Maintenance Optimization Problems: Logistic Constraints and Leasing Warranty ServicesFrom EverandProduction and Maintenance Optimization Problems: Logistic Constraints and Leasing Warranty ServicesNo ratings yet
- HW3 SolutionDocument6 pagesHW3 SolutionAnh Cao Thị MinhNo ratings yet
- Aggregate Planning Exercises (Solved)Document14 pagesAggregate Planning Exercises (Solved)Caro Lop100% (1)
- Transportation Problems - Answer KeyDocument21 pagesTransportation Problems - Answer KeySasi SarvamNo ratings yet
- Assignment#1Document7 pagesAssignment#1Ankit Srivastava0% (1)
- MRP SolutionsDocument44 pagesMRP SolutionsJasmyn PernitoNo ratings yet
- Assignment ExamplesDocument8 pagesAssignment Exampleswhatever152207No ratings yet
- Practice Problems of Inventory ManagementDocument8 pagesPractice Problems of Inventory ManagementChaerul Amien0% (1)
- Answer To VMD Medical Imaging CenterDocument2 pagesAnswer To VMD Medical Imaging CenterPragathi SundarNo ratings yet
- Waiting Lines (Class Problems) PDFDocument20 pagesWaiting Lines (Class Problems) PDFdreanichole100% (3)
- Chase: Eventhough This Case Shows How Campany Hires and Layoffs Strategy Would Work Best Due To Unstable Demand ForcestDocument3 pagesChase: Eventhough This Case Shows How Campany Hires and Layoffs Strategy Would Work Best Due To Unstable Demand ForcestCristhian ValverdeNo ratings yet
- Transportation AssignmentDocument28 pagesTransportation AssignmentMaaz KaziNo ratings yet
- Sample Quiz Operations ManagementDocument25 pagesSample Quiz Operations Managementakamalapuri388100% (2)
- A Product Mix ExampleDocument10 pagesA Product Mix Examplebulati100% (2)
- Group 2: Wilkins, A Zurn Company: Aggregate Production PlanningDocument10 pagesGroup 2: Wilkins, A Zurn Company: Aggregate Production PlanningSiddhant SinghNo ratings yet
- Problem Set 2Document2 pagesProblem Set 2Rithesh KNo ratings yet
- Chapter - 3 Oprns MGMT Q&aDocument46 pagesChapter - 3 Oprns MGMT Q&aJai JohnNo ratings yet
- OM WordDocument3 pagesOM WordpulakitNo ratings yet
- Little's Law: Relating Average Flow Time, Throughput, and Average InventoryDocument65 pagesLittle's Law: Relating Average Flow Time, Throughput, and Average InventoryVerb8No ratings yet
- Aggregate Planning Practice ProblemsDocument1 pageAggregate Planning Practice ProblemsWalid Mohamed AnwarNo ratings yet
- Activity Based Costing - Case StudyDocument8 pagesActivity Based Costing - Case StudyViksit Choudhary100% (1)
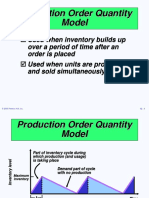
- Production Order Quantity Model: Used When Inventory Builds UpDocument7 pagesProduction Order Quantity Model: Used When Inventory Builds UpANKITA LUTHRA EPGDIB 2018-20No ratings yet
- Solutions To Inventory Practice ProblemsDocument7 pagesSolutions To Inventory Practice ProblemsOSAMANo ratings yet
- Wall Street Efficiency MeasureDocument7 pagesWall Street Efficiency MeasureMuhammad HaikalNo ratings yet
- Chapter 11 SolutionsDocument22 pagesChapter 11 SolutionsSrijon Moitra100% (1)
- Wilkins, A Zurn Company-: Case AnalysisDocument16 pagesWilkins, A Zurn Company-: Case AnalysisIjas100% (2)
- Introduction To Management Science: by Bernard W. Taylor IIIDocument50 pagesIntroduction To Management Science: by Bernard W. Taylor IIIJudy BallardNo ratings yet
- CH 13 - Aggregate Planning PDFDocument15 pagesCH 13 - Aggregate Planning PDFMERINANo ratings yet
- Additional Cases Ch06Document5 pagesAdditional Cases Ch06amanraaj0% (1)
- Transportation Model For Agrregate PlanningDocument3 pagesTransportation Model For Agrregate PlanningZohaib MaqboolNo ratings yet
- Case Study of Woolworths Sa: Something in The Yoghurt MixDocument27 pagesCase Study of Woolworths Sa: Something in The Yoghurt MixEryne Riptantya50% (2)
- Wilkins Case SolutionDocument10 pagesWilkins Case SolutionrenaldooNo ratings yet
- Forecasting Sheet SoltionDocument10 pagesForecasting Sheet SoltionArun kumar rouniyar100% (1)
- Capacity AssignmentDocument2 pagesCapacity AssignmentAkshayNo ratings yet
- InventoryDocument46 pagesInventoryAnkit SharmaNo ratings yet
- Case Analysis Ibm.Document8 pagesCase Analysis Ibm.Leyya VivoNo ratings yet
- Problems For PresentationDocument15 pagesProblems For PresentationNachiketa0% (1)
- 2 Manas BuildingDocument6 pages2 Manas BuildingSandhali JoshiNo ratings yet
- Elms Quiz: Oligopoly I. MULTIPLE CHOICE (10 Items X 2 Points)Document2 pagesElms Quiz: Oligopoly I. MULTIPLE CHOICE (10 Items X 2 Points)Thirdy SuarezNo ratings yet
- Aggregate Planning NumericalsDocument19 pagesAggregate Planning Numericalsdhruv001100% (1)
- CHAPTER III: Linear Programming ApplicationsDocument24 pagesCHAPTER III: Linear Programming ApplicationsLouisRemNo ratings yet
- Balance Sheet Detective Additional AnalysisDocument2 pagesBalance Sheet Detective Additional AnalysisAlina ZubairNo ratings yet
- Big Mis FailuresDocument5 pagesBig Mis FailuresFaisal100% (1)
- Transportation ProblemDocument63 pagesTransportation ProblemlulughoshNo ratings yet
- Wilkins, A Zuran CompanyDocument13 pagesWilkins, A Zuran CompanyPratik BiswasNo ratings yet
- Linear and Integer Programming 1 PDFDocument160 pagesLinear and Integer Programming 1 PDFHammad Arshad QadriNo ratings yet
- AnswerDocument3 pagesAnswerRIJu KuNNo ratings yet
- Ch19 Aggregate PlanningDocument3 pagesCh19 Aggregate Planningnurul_azizah01No ratings yet
- Linear Programming - Case StudiesDocument29 pagesLinear Programming - Case StudiesViswanathan GNo ratings yet
- Inventory Problems SolutionsDocument5 pagesInventory Problems SolutionsVenkata Dinesh100% (1)
- Break Even AnalysisDocument5 pagesBreak Even Analysisblue_mugNo ratings yet
- Cutting Cafeteria Cost (Case Study)Document7 pagesCutting Cafeteria Cost (Case Study)Utkarsh GurjarNo ratings yet
- Decision MakingDocument4 pagesDecision MakingRocket BhatNo ratings yet
- Chapter 3 SolutionDocument6 pagesChapter 3 Solutionrobertrnicol0% (1)
- Inventory Management ProblemsDocument6 pagesInventory Management ProblemsJagadeesh RajNo ratings yet
- Space RequirementsDocument45 pagesSpace RequirementsRaj DeepanNo ratings yet
- Product/Production Relationships: Solution: This Problem Neglects The Effect of Assembly TimeDocument2 pagesProduct/Production Relationships: Solution: This Problem Neglects The Effect of Assembly TimeParamaSivanNo ratings yet
- ISE216 (2011) - Questions of Chapter4Document15 pagesISE216 (2011) - Questions of Chapter4Alessandro NájeraaNo ratings yet
- P 6 + 4 + 8 18 Different Models.: 5 300 000 2000,, / / Ker HR Yr HR WorDocument3 pagesP 6 + 4 + 8 18 Different Models.: 5 300 000 2000,, / / Ker HR Yr HR WorIlhamNo ratings yet
- Economic Order Quantity QuestionsDocument11 pagesEconomic Order Quantity QuestionsAnkit Srivastava59% (17)
- Notes - Marketing StrategiesDocument5 pagesNotes - Marketing StrategiesganeshantreNo ratings yet
- ABC CursiveDocument26 pagesABC CursivebakhshiNo ratings yet
- Practical Paper Model UCTITDocument9 pagesPractical Paper Model UCTITganeshantreNo ratings yet
- Speciman 303 (A) MKG Research GEADocument2 pagesSpeciman 303 (A) MKG Research GEAganeshantreNo ratings yet
- Group Dynamics OkDocument52 pagesGroup Dynamics OkganeshantreNo ratings yet
- Ba (Eng) and Bed (Eng Edu) / Bed (El) Year 4 Elective Module Eng2281 Integrating Information Technology in The Esl ClassroomDocument33 pagesBa (Eng) and Bed (Eng Edu) / Bed (El) Year 4 Elective Module Eng2281 Integrating Information Technology in The Esl ClassroomganeshantreNo ratings yet
- Evaluation of BondsDocument16 pagesEvaluation of BondsMohit VijayNo ratings yet
- Speciman 303 (A) MKG Research GEADocument2 pagesSpeciman 303 (A) MKG Research GEAganeshantreNo ratings yet
- 08-169the Role of The Board of Directors in CSR Report WEB28Document52 pages08-169the Role of The Board of Directors in CSR Report WEB28ganeshantreNo ratings yet
- EY - Advance Diploma in Export Import ManagementDocument11 pagesEY - Advance Diploma in Export Import ManagementganeshantreNo ratings yet
- SPSS For Windows: Introduction ToDocument26 pagesSPSS For Windows: Introduction ToganeshantreNo ratings yet
- McKinsey Capacity BuildingDocument120 pagesMcKinsey Capacity BuildingGloria Jean100% (2)
- PalmistryDocument116 pagesPalmistrymarinoyogaNo ratings yet
- Soal Bahasa Inggris X - XiDocument6 pagesSoal Bahasa Inggris X - XiBydowie IqbalNo ratings yet
- Ansible Automation SA Technical Deck Q2FY19Document43 pagesAnsible Automation SA Technical Deck Q2FY19daniel_vp21No ratings yet
- +chapter 6 Binomial CoefficientsDocument34 pages+chapter 6 Binomial CoefficientsArash RastiNo ratings yet
- MX 400Document231 pagesMX 400Percy JimenezNo ratings yet
- Daphne Alpha Cleaner Series: Lubricant Product InformationDocument2 pagesDaphne Alpha Cleaner Series: Lubricant Product InformationChart ChNo ratings yet
- Leaflet CycleManager Ep CycleManager ErDocument7 pagesLeaflet CycleManager Ep CycleManager ErValeska ArdilesNo ratings yet
- NURS1108 Lecture 10 - Nervous System ENHANCEDDocument40 pagesNURS1108 Lecture 10 - Nervous System ENHANCEDJacia’s SpaceshipNo ratings yet
- The Failed Rotator CuffDocument307 pagesThe Failed Rotator Cufforthofitness2017No ratings yet
- Amc 20-21Document33 pagesAmc 20-21Vasco M C SantosNo ratings yet
- Mathematics For Engineers and Scientists 3 PDFDocument89 pagesMathematics For Engineers and Scientists 3 PDFShailin SequeiraNo ratings yet
- Company Profile: Only Milling Since 1967Document16 pagesCompany Profile: Only Milling Since 1967PavelNo ratings yet
- Ac 521 007Document10 pagesAc 521 007JacquesNo ratings yet
- Popular CultureDocument6 pagesPopular CultureAmritaNo ratings yet
- InTech-Batteries Charging Systems For Electric and Plug in Hybrid Electric VehiclesDocument20 pagesInTech-Batteries Charging Systems For Electric and Plug in Hybrid Electric VehiclesM VetriselviNo ratings yet
- 2014 An125hkl4Document69 pages2014 An125hkl4El Turco ChalabeNo ratings yet
- Additive Manufacturing Objective QuestionsDocument7 pagesAdditive Manufacturing Objective Questionsmohammad shaqib100% (4)
- University of Engineering and Technology TaxilaDocument5 pagesUniversity of Engineering and Technology TaxilagndfgNo ratings yet
- 10 Q - Switching & Mode LockingDocument21 pages10 Q - Switching & Mode Lockingkaushik42080% (1)
- Lcnews227 - Nexera SeriesDocument47 pagesLcnews227 - Nexera SeriesMuhammad RohmanNo ratings yet
- IFIS - Intraoperative Floppy Iris Syndrome Wa Wa 27-09-2008Document18 pagesIFIS - Intraoperative Floppy Iris Syndrome Wa Wa 27-09-2008JanuszNo ratings yet
- Yamaha r6 Yec Kit ManualDocument2 pagesYamaha r6 Yec Kit ManualAlexander0% (1)
- 2UEB000487 v1 Drive On GeneratorDocument19 pages2UEB000487 v1 Drive On GeneratorSherifNo ratings yet
- ManufactureDocument2 pagesManufactureRahima Akter RakhiNo ratings yet
- Lec 8-10Document5 pagesLec 8-10osamamahmood333No ratings yet
- Iloilo City Regulation Ordinance 2006-010Document4 pagesIloilo City Regulation Ordinance 2006-010Iloilo City CouncilNo ratings yet
- EB-300 310 Service ManualDocument32 pagesEB-300 310 Service ManualVictor ArizagaNo ratings yet
- Assignment 7 - Cocktail RecipiesDocument20 pagesAssignment 7 - Cocktail RecipiesDebjyoti BanerjeeNo ratings yet
- Komatsu Technical BrochurDocument7 pagesKomatsu Technical BrochurBenjamin MossoNo ratings yet
- Into The Unknown 21 Doc PDFDocument9 pagesInto The Unknown 21 Doc PDFFernando AlbuquerqueNo ratings yet
- The End of Craving: Recovering the Lost Wisdom of Eating WellFrom EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellRating: 4.5 out of 5 stars4.5/5 (80)
- Sully: The Untold Story Behind the Miracle on the HudsonFrom EverandSully: The Untold Story Behind the Miracle on the HudsonRating: 4 out of 5 stars4/5 (103)
- Hero Found: The Greatest POW Escape of the Vietnam WarFrom EverandHero Found: The Greatest POW Escape of the Vietnam WarRating: 4 out of 5 stars4/5 (19)
- The Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaFrom EverandThe Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaNo ratings yet
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindFrom EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNo ratings yet
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyFrom EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyNo ratings yet
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestFrom EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestRating: 4 out of 5 stars4/5 (28)
- The Fabric of Civilization: How Textiles Made the WorldFrom EverandThe Fabric of Civilization: How Textiles Made the WorldRating: 4.5 out of 5 stars4.5/5 (57)
- A Place of My Own: The Architecture of DaydreamsFrom EverandA Place of My Own: The Architecture of DaydreamsRating: 4 out of 5 stars4/5 (242)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Broken Money: Why Our Financial System is Failing Us and How We Can Make it BetterFrom EverandBroken Money: Why Our Financial System is Failing Us and How We Can Make it BetterRating: 5 out of 5 stars5/5 (3)
- The Weather Machine: A Journey Inside the ForecastFrom EverandThe Weather Machine: A Journey Inside the ForecastRating: 3.5 out of 5 stars3.5/5 (31)
- The Technology Trap: Capital, Labor, and Power in the Age of AutomationFrom EverandThe Technology Trap: Capital, Labor, and Power in the Age of AutomationRating: 4.5 out of 5 stars4.5/5 (46)
- Mini Farming: Self-Sufficiency on 1/4 AcreFrom EverandMini Farming: Self-Sufficiency on 1/4 AcreRating: 4 out of 5 stars4/5 (76)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNo ratings yet
- How to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerFrom EverandHow to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerRating: 4.5 out of 5 stars4.5/5 (54)
- Pale Blue Dot: A Vision of the Human Future in SpaceFrom EverandPale Blue Dot: A Vision of the Human Future in SpaceRating: 4.5 out of 5 stars4.5/5 (588)
- The Future of Geography: How the Competition in Space Will Change Our WorldFrom EverandThe Future of Geography: How the Competition in Space Will Change Our WorldRating: 4.5 out of 5 stars4.5/5 (5)
- Packing for Mars: The Curious Science of Life in the VoidFrom EverandPacking for Mars: The Curious Science of Life in the VoidRating: 4 out of 5 stars4/5 (1395)
- Reality+: Virtual Worlds and the Problems of PhilosophyFrom EverandReality+: Virtual Worlds and the Problems of PhilosophyRating: 4 out of 5 stars4/5 (24)
- How to Do Nothing: Resisting the Attention EconomyFrom EverandHow to Do Nothing: Resisting the Attention EconomyRating: 4 out of 5 stars4/5 (421)
- 35 Miles From Shore: The Ditching and Rescue of ALM Flight 980From Everand35 Miles From Shore: The Ditching and Rescue of ALM Flight 980Rating: 4 out of 5 stars4/5 (21)