You might also like
- BacklogDocument5 pagesBacklogHenry Padilla jaqueNo ratings yet
- Ratios de MantenimientoDocument4 pagesRatios de MantenimientoSahaquielNo ratings yet
- El Backlog o Acumulacion de Trabajo PDFDocument22 pagesEl Backlog o Acumulacion de Trabajo PDFAlberto LobonesNo ratings yet
- Análisis de BacklogsDocument10 pagesAnálisis de BacklogsWILLIAMS RICARDO SORIA CHAVEZNo ratings yet
- Administracion BacklogsDocument2 pagesAdministracion BacklogsPablo Andres100% (1)
- Marco Teorico RCMDocument4 pagesMarco Teorico RCMLubrication´s RoomNo ratings yet
- El Backlog o Acumulacion de TrabajoDocument22 pagesEl Backlog o Acumulacion de Trabajojose_14666103950% (2)
- ÍNDICE LIBRO Gestion Integral de Activos Fisicos y MantenimientoDocument3 pagesÍNDICE LIBRO Gestion Integral de Activos Fisicos y MantenimientoVicente Paz100% (2)
- Técnicas de MantenimientoDocument8 pagesTécnicas de MantenimientoLuisEnriqueMezaAvendañoNo ratings yet
- CMRP - Pilar 5 Gestión Del TrabajoDocument12 pagesCMRP - Pilar 5 Gestión Del Trabajopeter100% (1)
- Trabajo Final PredictivoDocument28 pagesTrabajo Final PredictivoCésar Eduardo Huaycho Gutierrez100% (1)
- Procedimiento Backlogs v2Document13 pagesProcedimiento Backlogs v2Jher Armas LazoNo ratings yet
- NOrma ISO 14224Document11 pagesNOrma ISO 14224Elmer Suarez MedranoNo ratings yet
- Presentacion Losas de Lavado TecmocarDocument10 pagesPresentacion Losas de Lavado TecmocarAlexi Ibakatxe DiazNo ratings yet
- MantenibilidadDocument24 pagesMantenibilidadIng VeraNo ratings yet
- Aplicación Del Mantenimiento Centrado en La Confiabilidad (RCM) A Un Cargador Frontal Caterpillar 950H-V08Document88 pagesAplicación Del Mantenimiento Centrado en La Confiabilidad (RCM) A Un Cargador Frontal Caterpillar 950H-V08florhuachacaNo ratings yet
- 4.4 RAM Eliminando Los Malos ActoresDocument9 pages4.4 RAM Eliminando Los Malos ActoresptapiavNo ratings yet
- Procedimiento de Analisis de Criticidad y Jerarquización de Activos - CMPC Pulp Rev D 19112018Document6 pagesProcedimiento de Analisis de Criticidad y Jerarquización de Activos - CMPC Pulp Rev D 19112018Joselin Barra OrmeñoNo ratings yet
- Porque Fallan Los Programas Basados en MBCDocument5 pagesPorque Fallan Los Programas Basados en MBCEstefanny Arispe100% (2)
- Norma Europea EN 15341Document1 pageNorma Europea EN 15341Miguel CoronadoNo ratings yet
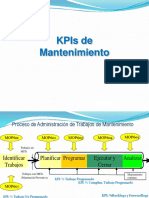
- Kpis MantenimientoDocument13 pagesKpis MantenimientoAnonymous JsAdg5No ratings yet
- Confiabilidad - Rodrigo Pascual - El Arte de MantenerDocument113 pagesConfiabilidad - Rodrigo Pascual - El Arte de MantenerRobert Almeyda50% (2)
- TPM RCM CasoDocument8 pagesTPM RCM Casoramigary0% (1)
- RCM Flota de Equipos OrugaDocument122 pagesRCM Flota de Equipos OrugaLoco Rene100% (1)
- KPI's de Mantenimiento MecánicoDocument15 pagesKPI's de Mantenimiento MecánicoChávez Ordoñez Remy100% (2)
- Z 008 EspañolDocument54 pagesZ 008 Españolcesar_villanueva_4590% (10)
- Norma Iso 55000Document36 pagesNorma Iso 55000giovanny enrique altamarNo ratings yet
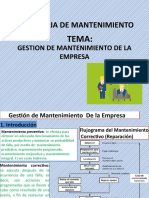
- Gestión de Mantenimiento de La EmpresaDocument30 pagesGestión de Mantenimiento de La EmpresaIsma Rivera100% (2)
- PPM 04-Definiciones Tipos de Mantenimiento Iso 14224Document11 pagesPPM 04-Definiciones Tipos de Mantenimiento Iso 14224pierre zuñigaNo ratings yet
- OEE MiningDocument3 pagesOEE MiningKevin David Guao Bolano100% (1)
- P&P Mtto - Unidad6 Sistemas de Criticidad de Los EquiposDocument27 pagesP&P Mtto - Unidad6 Sistemas de Criticidad de Los Equiposjoel_ayala_22No ratings yet
- Estudio Curva P-FDocument8 pagesEstudio Curva P-FallmcbeallNo ratings yet
- Norma Sae Ja1011Document9 pagesNorma Sae Ja1011Hans Daza Castro0% (1)
- Tesis RCMDocument95 pagesTesis RCMAlexandra Gabriela Pacheco PrietoNo ratings yet
- Mantenimiento AutonomoDocument9 pagesMantenimiento Autonomojuan carlosNo ratings yet
- Criticidad de RepuestosDocument7 pagesCriticidad de RepuestosMelvin Smith100% (2)
- Gestión de Mantenimiento Equipo Pesado - PiuraDocument105 pagesGestión de Mantenimiento Equipo Pesado - PiuraCRMS137100% (1)
- Interpretación de Análisis de AceiteDocument108 pagesInterpretación de Análisis de AceiteBertho Quisocala LlampiNo ratings yet
- Politicas MantenimientoDocument22 pagesPoliticas MantenimientoEdwin Javier Pizarro33% (3)
- TaxonomiaDocument17 pagesTaxonomiaJose Gabriel Hernandez Felix100% (2)
- La OEEDocument5 pagesLa OEELuis Alberto Lamas LavinNo ratings yet
- Comparacion TPM Y RCMDocument17 pagesComparacion TPM Y RCMRobinsonAmortegui Rodriguez50% (2)
- Extracto Norma en Español UNE 16646Document3 pagesExtracto Norma en Español UNE 16646Carlos Parra0% (3)
- Gestion Moderna ZegarraDocument11 pagesGestion Moderna ZegarraHarold BendezuNo ratings yet
- ¿Modo, Mecanismo o Causa de Falla Robinson Medina. CMRP LinkedInDocument8 pages¿Modo, Mecanismo o Causa de Falla Robinson Medina. CMRP LinkedInSergio CarvajalNo ratings yet
- Estadísticas de MantenimientoDocument16 pagesEstadísticas de MantenimientoMike Moreno Acevedo100% (1)
- Solución de Problemas Mediante El Uso de ACRDocument114 pagesSolución de Problemas Mediante El Uso de ACRLuis Ángel Rios Cruz100% (1)
- Planificacion Del Mantenimiento 2bDocument1 pagePlanificacion Del Mantenimiento 2broboan100% (2)
- Codificacion de Activos (Art Predictiva 21)Document3 pagesCodificacion de Activos (Art Predictiva 21)Lubrication´s RoomNo ratings yet
- QRMDocument40 pagesQRMluidgi12345100% (2)
- Mejora EnfocadaDocument34 pagesMejora EnfocadaARNOLD75% (4)
- Indicadores de MantenimientoDocument22 pagesIndicadores de Mantenimientogilmer flores mamani100% (1)
- Backlog El Índice Clave para El Manejo de La Carga de Trabajo en MantenimientoDocument4 pagesBacklog El Índice Clave para El Manejo de La Carga de Trabajo en MantenimientoJosé EstradaNo ratings yet
- Backlog El Índice Clave para El Manejo de La Carga de Trabajo en MantenimientoDocument4 pagesBacklog El Índice Clave para El Manejo de La Carga de Trabajo en MantenimientoMark Antony Fernández Aguilar100% (1)
- Article No 11 - Backlog - Indice Clave para El WMDocument4 pagesArticle No 11 - Backlog - Indice Clave para El WMjimeneajNo ratings yet
- Orden de Trabajo y BacklogDocument13 pagesOrden de Trabajo y BacklogRobinson Manuel Acuña MalcaNo ratings yet
- Tarea 10 GestionDocument3 pagesTarea 10 Gestionluis medinaNo ratings yet
- Trabajo 2 de MantenimientoDocument10 pagesTrabajo 2 de MantenimientoRuben CardierNo ratings yet
- Misiá Elena ErrázurizDocument4 pagesMisiá Elena ErrázurizOmegaTop100% (1)
- Cabezas Clavas de La Cultura ChavinDocument9 pagesCabezas Clavas de La Cultura ChavinRoberto Portocarrero FloresNo ratings yet
- MSF México. Informe "Sin Salida"Document40 pagesMSF México. Informe "Sin Salida"Carmen RengelNo ratings yet
- CRISTOLOGÍADocument11 pagesCRISTOLOGÍAAlvarez Sandra100% (2)
- Presentación Diplomado CICP FIDIC - DSPDocument14 pagesPresentación Diplomado CICP FIDIC - DSPvictorNo ratings yet
- DerechoDocument77 pagesDerechoDaniel PeñalverNo ratings yet
- Exámenes 1eros FilosofiaDocument9 pagesExámenes 1eros FilosofiaElsa Muñoz JiménezNo ratings yet
- Empresa HoteleraDocument4 pagesEmpresa HoteleraJesús De La Cruz Coaquira LauraNo ratings yet
- 2016-06-23Document112 pages2016-06-23Libertad de Expresión YucatánNo ratings yet
- 04 Egel Area 1 220129Document46 pages04 Egel Area 1 220129Erick NubeNo ratings yet
- Bases Del III Concurso de Decoración Sostenible en NavidadDocument2 pagesBases Del III Concurso de Decoración Sostenible en NavidadYuset SurcoNo ratings yet
- Final Fantasy Tactics Advance Todas Las MisionesDocument19 pagesFinal Fantasy Tactics Advance Todas Las MisionesMiguel Galindo0% (1)
- La Negación. FreudDocument2 pagesLa Negación. FreudanitabelengNo ratings yet
- HistlogiaDocument4 pagesHistlogiaPalacios MixelNo ratings yet
- Check List VibropizonDocument5 pagesCheck List VibropizonRichard PerezNo ratings yet
- Tutoría - Actvidad 1 - 6°Document4 pagesTutoría - Actvidad 1 - 6°Denis Huanca De La CruzNo ratings yet
- Presupuesto Compañia Nacional de ChocolatesDocument7 pagesPresupuesto Compañia Nacional de ChocolatesJose Keith Robles DominguezNo ratings yet
- Sesion 3 - Transformación de Radicales Dobles A Simples - 3ero Avanzado - EneroDocument4 pagesSesion 3 - Transformación de Radicales Dobles A Simples - 3ero Avanzado - EneroleonardoNo ratings yet
- Influenciador El Poder de Cambiarlo TodoDocument10 pagesInfluenciador El Poder de Cambiarlo TodoRita Gonzalez FernandezNo ratings yet
- Asociacion Civil NandyDocument7 pagesAsociacion Civil NandyEdgardo MataNo ratings yet
- La Edad MediaDocument11 pagesLa Edad MediaEber Efren Roman LucioNo ratings yet
- Plan de Formación para Data Analytics Con Enfoque en FinanzasDocument4 pagesPlan de Formación para Data Analytics Con Enfoque en FinanzasRafael MurilloNo ratings yet
- La Función Apelativa o Conativa AsmirDocument6 pagesLa Función Apelativa o Conativa AsmirÁngel BogarinNo ratings yet
- DIÁCONOSDocument23 pagesDIÁCONOSdubandjNo ratings yet
- Da Proceso 22-11-13136208 252378011 106186250Document8 pagesDa Proceso 22-11-13136208 252378011 106186250MANUEL BRAVONo ratings yet
- CANVASDocument7 pagesCANVASRoderick Ivan Paco IrustaNo ratings yet
- Diversidad de Termitas (Isoptera: Termitidae, Rhinotermitidae) en Plantaciones de Caucho en Puerto López (Meta, Colombia)Document9 pagesDiversidad de Termitas (Isoptera: Termitidae, Rhinotermitidae) en Plantaciones de Caucho en Puerto López (Meta, Colombia)Daniela Farfan MolinaresNo ratings yet
- MicroeconomíaDocument62 pagesMicroeconomíaFlor karina Fernandez quispeNo ratings yet
- Batalla Del Alto de La Alianza 26.05.1880-Tomo II-Capts. XX-XXI-Wilhelm EkdahlDocument60 pagesBatalla Del Alto de La Alianza 26.05.1880-Tomo II-Capts. XX-XXI-Wilhelm EkdahlhumbertorafaelgNo ratings yet
- Caso Anita JairamDocument2 pagesCaso Anita JairamAndrés CabreraNo ratings yet