You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Geosynthetics Technology Transfer From A Korean Perspective: GSRL (G S R L)Document20 pagesGeosynthetics Technology Transfer From A Korean Perspective: GSRL (G S R L)Omer AlansalNo ratings yet
- Construction Technology. 4th Sem CivilDocument12 pagesConstruction Technology. 4th Sem CivilZerro erANo ratings yet
- Astm A269Document6 pagesAstm A269Leonardo Borsari SixelNo ratings yet
- 1 LubricantsDocument21 pages1 LubricantsAmishaNo ratings yet
- SoS and DoTDocument2 pagesSoS and DoTDaniel TorralbaNo ratings yet
- Hot Weather ConcretingDocument4 pagesHot Weather ConcretingyurendraNo ratings yet
- Nehad Paper-1Document16 pagesNehad Paper-1Nguyễn Chính TrườngNo ratings yet
- Glass Material: Engineering Properties of The GlassDocument18 pagesGlass Material: Engineering Properties of The GlassSujith StephenNo ratings yet
- Ar Ged 04 001 01Document1 pageAr Ged 04 001 01Bahaa MohamedNo ratings yet
- Standards and Approvals For Valves: American Petroleum Institute (APIDocument3 pagesStandards and Approvals For Valves: American Petroleum Institute (APImilton1987100% (1)
- TDS - Glenium 54 PDFDocument3 pagesTDS - Glenium 54 PDFAlexi ALfred H. TagoNo ratings yet
- 09-SAMSS-071 - (2016) Qualification Requirements For Inorganic Zinc Primer (APCS-17A) and (APCS-17B)Document9 pages09-SAMSS-071 - (2016) Qualification Requirements For Inorganic Zinc Primer (APCS-17A) and (APCS-17B)middlepermian100% (1)
- Geotextile: Past, Present and Future in PakistanDocument26 pagesGeotextile: Past, Present and Future in Pakistanvicho ramadhanNo ratings yet
- Composites and Non MetallicsDocument112 pagesComposites and Non MetallicssreeramNo ratings yet
- What Is The Difference Between The Hardness, Toughness, Resilience, and Stiffness of Materials - QuoraDocument5 pagesWhat Is The Difference Between The Hardness, Toughness, Resilience, and Stiffness of Materials - QuoraUdit AgarwalNo ratings yet
- 2.3 Organic Compounds LabDocument3 pages2.3 Organic Compounds LabKiên KiênNo ratings yet
- Kajian Penggunaan Batu Laterit Dari Kecamatan Tenggarong Seberang Pada Campuran Asphalt Concrete - Binder Course (Ac-Bc)Document8 pagesKajian Penggunaan Batu Laterit Dari Kecamatan Tenggarong Seberang Pada Campuran Asphalt Concrete - Binder Course (Ac-Bc)ashadi asriNo ratings yet
- Sos Sampling ReportDocument2 pagesSos Sampling Reportomar solimanNo ratings yet
- How To Identify Metal Surface Preparation Standards GradesDocument2 pagesHow To Identify Metal Surface Preparation Standards GradesMahmoud GwailyNo ratings yet
- Aws A5.1 (1991) PDFDocument57 pagesAws A5.1 (1991) PDFRenier KoenNo ratings yet
- Hempadur 35760Document4 pagesHempadur 35760aerudzikriNo ratings yet
- Mix Design M45 PDFDocument6 pagesMix Design M45 PDFHarsh PatelNo ratings yet
- DNV RP F102 PDFDocument38 pagesDNV RP F102 PDFFernando Ytozu TairaNo ratings yet
- 3146 Element Bingo Activity Sheet - WEB PDFDocument122 pages3146 Element Bingo Activity Sheet - WEB PDFmessiNo ratings yet
- MF Product CatalogueDocument16 pagesMF Product CatalogueFrancois-No ratings yet
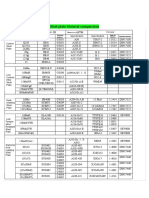
- Steel Plate Comparision PDFDocument2 pagesSteel Plate Comparision PDFchandakweNo ratings yet
- Civil Engineering, Sustainability and The FutureDocument29 pagesCivil Engineering, Sustainability and The FutureRaymond LuberiaNo ratings yet
- Pva Water Soluble Film Machine 600Document4 pagesPva Water Soluble Film Machine 600Moises DiazNo ratings yet
- Reinforced Concrete and Masonry StructurDocument821 pagesReinforced Concrete and Masonry StructurHarley FrenchNo ratings yet
- Wolsong Tritium Removal Facility TritiumDocument30 pagesWolsong Tritium Removal Facility TritiumCodrut CoiceaNo ratings yet