You might also like
- Curso API 653Document1,266 pagesCurso API 653corviss100% (11)
- API 650 Capitulo 8Document8 pagesAPI 650 Capitulo 8Juan Alvarez Estay100% (1)
- Criterios de Aceptacion API 650 Edicion 2007 Addendum 2Document3 pagesCriterios de Aceptacion API 650 Edicion 2007 Addendum 2Jose Juan100% (5)
- Procedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BDocument14 pagesProcedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BJosé Alberto Quispe Torres50% (2)
- Introducción a los Tanques API-650 (IDocument103 pagesIntroducción a los Tanques API-650 (INestor SanchezNo ratings yet
- Api 650 en Espanol PDFDocument56 pagesApi 650 en Espanol PDFRafael Torres Sabalza98% (40)
- Inspección radiográfica de defectos de soldaduraDocument20 pagesInspección radiográfica de defectos de soldaduraManuel50% (2)
- Dia 2 Lima Inspeccion Reparacion Tanques AlmacDocument197 pagesDia 2 Lima Inspeccion Reparacion Tanques AlmacGabriel Alfredo Granda VilelaNo ratings yet
- (Met-Pro-009) Montaje Tanques API 650 v-1Document5 pages(Met-Pro-009) Montaje Tanques API 650 v-1WCORSALNo ratings yet
- API 653 Inspeccion Reparacion Modificacion Reconstruccion de TanquesDocument54 pagesAPI 653 Inspeccion Reparacion Modificacion Reconstruccion de TanquesJunior Perez100% (1)
- 03.tankes Api 650 PDFDocument226 pages03.tankes Api 650 PDFDiego100% (1)
- LT-003 - Procedimiento de Leak Test - Debutanizadora - Rev 0Document46 pagesLT-003 - Procedimiento de Leak Test - Debutanizadora - Rev 0Maria100% (1)
- Medición verticalidad tanques prueba hidrostáticaDocument3 pagesMedición verticalidad tanques prueba hidrostáticaALNAMA201180% (5)
- It Dit 44 Control Dimensional Tanques Rev.0Document18 pagesIt Dit 44 Control Dimensional Tanques Rev.0Jeka BetaNo ratings yet
- Tanques API 650 Inspeccion API 653 2020Document96 pagesTanques API 650 Inspeccion API 653 2020Isaac Aquino91% (22)
- Puentes Aws D1.5Document8 pagesPuentes Aws D1.5HM Innovametal100% (2)
- Calificación de Soldadores Según Norma ASME Sección IXDocument6 pagesCalificación de Soldadores Según Norma ASME Sección IXOmar Medina CalleNo ratings yet
- Evaluación de Verticalidad y Redondez-Tk-02Document32 pagesEvaluación de Verticalidad y Redondez-Tk-02Alexander López Prianti100% (1)
- Procedimiento de Fabricación de Tanques API 650Document11 pagesProcedimiento de Fabricación de Tanques API 650Julio SulcaNo ratings yet
- Asme B31.3 Curso InspectoresDocument97 pagesAsme B31.3 Curso InspectoresMETAMORFOSIS08100% (4)
- Norma API 650: Materiales, diseño, fabricación y montaje de tanques de almacenamientoDocument19 pagesNorma API 650: Materiales, diseño, fabricación y montaje de tanques de almacenamientoel doctol80% (5)
- API 650 Adca 1 Rev 2018Document302 pagesAPI 650 Adca 1 Rev 2018angel507pNo ratings yet
- Código ASME Sección VIII División 1 para diseño de equipos a presiónDocument186 pagesCódigo ASME Sección VIII División 1 para diseño de equipos a presiónOscar Eduardo Valladares Lopez100% (1)
- B31 11 PDFDocument113 pagesB31 11 PDFDANIELVENZUELAA100% (2)
- API 1104 CAP 6 Calificación de SoldadoresDocument39 pagesAPI 1104 CAP 6 Calificación de SoldadoresCarlos Antonio Jimenez Morales100% (1)
- Asme Ix EspañolDocument314 pagesAsme Ix EspañolUniverso Celeste90% (31)
- Reglas para Soldar Un Tanque Según Norma API STD 650Document37 pagesReglas para Soldar Un Tanque Según Norma API STD 650Diego MartinNo ratings yet
- Imnovación de Soldadura. Exposición Grupo 01Document45 pagesImnovación de Soldadura. Exposición Grupo 01César Eduardo Huaycho GutierrezNo ratings yet
- Viviendas Hormigon en BrasilDocument50 pagesViviendas Hormigon en BrasilPablo GutierrezNo ratings yet
- Conceptos básicos de soldaduraDocument140 pagesConceptos básicos de soldaduraDrk Omar100% (1)
- Catalogo IngenieríaTubexaDocument80 pagesCatalogo IngenieríaTubexaChristian VgNo ratings yet
- Ordenes de TrabajoDocument10 pagesOrdenes de Trabajoangiecarolin26941No ratings yet
- Ingeniería de la Soldadura: Procesos, Materiales y AplicacionesDocument1,280 pagesIngeniería de la Soldadura: Procesos, Materiales y AplicacionesholaNo ratings yet
- Seminario Control de Calidad ICCA FABRICACIONDocument119 pagesSeminario Control de Calidad ICCA FABRICACIONomartovar81No ratings yet
- Mod 3 - Inspección VisualDocument72 pagesMod 3 - Inspección Visualleinad_nabetseNo ratings yet
- 6 - Perfil Del Soldador Del Siglo XXIDocument100 pages6 - Perfil Del Soldador Del Siglo XXIDemetrio RodriguezNo ratings yet
- FTTH Inst.Document6 pagesFTTH Inst.humbertoNo ratings yet
- Catálogo NYLOFIXDocument48 pagesCatálogo NYLOFIXJosue MadariagaNo ratings yet
- Calificacion y Procedimientos API 1104Document56 pagesCalificacion y Procedimientos API 1104Abel Valderrama Perez100% (1)
- Mallas Electrosoldadas enDocument26 pagesMallas Electrosoldadas enGofrey Otrilla AguirreNo ratings yet
- Secuencia de SoldaduraDocument33 pagesSecuencia de SoldaduraAaron B. Quispe RomeroNo ratings yet
- Examen Diagnosico SoldaduraDocument4 pagesExamen Diagnosico SoldaduraMarco PoloNo ratings yet
- Industria Metalmecánica y Su Impacto Al Medio AmbienteDocument8 pagesIndustria Metalmecánica y Su Impacto Al Medio AmbienteManuel RestrepoNo ratings yet
- Bol111 Soldaduras en Estructuras Portuarias en El Peru PDFDocument2 pagesBol111 Soldaduras en Estructuras Portuarias en El Peru PDFwiNo ratings yet
- Manual de TuberiasDocument8 pagesManual de TuberiasGustavo Alessandro Moya DelgadoNo ratings yet
- Mantenimiento de Equipos - MineriaDocument36 pagesMantenimiento de Equipos - MineriaPedro Cerna Diaz100% (1)
- Amenabar Cadena Catalogo Cadenas 739224Document8 pagesAmenabar Cadena Catalogo Cadenas 739224joserod17No ratings yet
- Ensayos No Destructivos IntroduccionDocument48 pagesEnsayos No Destructivos IntroduccionOscar BurgosNo ratings yet
- Catalogo Piezas AceroDocument41 pagesCatalogo Piezas AceroLeonardo Contreras GuajardoNo ratings yet
- Manual Montaje Conductor ClimaverDocument33 pagesManual Montaje Conductor ClimaverIgnacio Sánchez CardeiroNo ratings yet
- Tuberias y Enpresas de InspeccionDocument9 pagesTuberias y Enpresas de InspeccionJosé Pedro Alcón LauraNo ratings yet
- Fichas TecnicasDocument18 pagesFichas TecnicasJuan Perez Marocho100% (1)
- Catalogo Tecnoweld1Document124 pagesCatalogo Tecnoweld1Luving Gomez100% (1)
- 198 Dok EsDocument16 pages198 Dok EsDaniel Nuñez HernandezNo ratings yet
- Catalogo TecnoweldDocument124 pagesCatalogo TecnoweldPercy Franz Coca MallmaNo ratings yet
- Proceso fabricación estampadora industrialDocument27 pagesProceso fabricación estampadora industrialJoseph Moran GalvezNo ratings yet
- Fundamentos de La Inspeccion de Uniones SoldadasDocument10 pagesFundamentos de La Inspeccion de Uniones SoldadasJs Grimaldo Lima100% (1)
- Catálogo de aisladores poliméricos GAMMA (40Document12 pagesCatálogo de aisladores poliméricos GAMMA (40Luis Isidro Jaimes AmayaNo ratings yet
- Anexo U LINEAS ENERGIZADAS TORRE A338 A 345 V0Document36 pagesAnexo U LINEAS ENERGIZADAS TORRE A338 A 345 V0Cristian RodrigoNo ratings yet
- Especificaciones Técnicas de Suministro de Equipos y MaterialsDocument15 pagesEspecificaciones Técnicas de Suministro de Equipos y MaterialsRoxana Ticona MamaniNo ratings yet
- Plan de Seguridad y Salud en El TrabajoDocument40 pagesPlan de Seguridad y Salud en El TrabajoDavis ParedesNo ratings yet
- RISSTDocument38 pagesRISSTDavis ParedesNo ratings yet
- RISSTDocument38 pagesRISSTDavis ParedesNo ratings yet
- 38 2.3. Administración EstratégicaDocument8 pages38 2.3. Administración EstratégicaDavis ParedesNo ratings yet
- Curso Mantto. Deutz (Avance)Document16 pagesCurso Mantto. Deutz (Avance)Davis ParedesNo ratings yet
- RISSTDocument38 pagesRISSTDavis ParedesNo ratings yet
- Deutz TCD 2012 2V - Manual de TallerDocument400 pagesDeutz TCD 2012 2V - Manual de TallerDavis Paredes92% (26)
- Mpi 2 Sem 07 Ses 07Document10 pagesMpi 2 Sem 07 Ses 07Davis ParedesNo ratings yet
- Motor D13A PDFDocument88 pagesMotor D13A PDFIr Ram Mo100% (10)
- Unidad 7 Gestion Del Tiempo Segunda ParteDocument22 pagesUnidad 7 Gestion Del Tiempo Segunda Parteginuxx100% (1)
- 02 Resolucion de Casos-1Document8 pages02 Resolucion de Casos-1Davis ParedesNo ratings yet
- Caja de Cambio Vt2514bDocument33 pagesCaja de Cambio Vt2514bCarlos David Almeida88% (42)
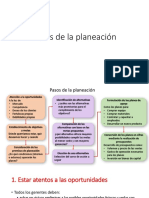
- 2.1.2 Pasos de La PlaneaciónDocument10 pages2.1.2 Pasos de La PlaneaciónDavis ParedesNo ratings yet
- 4.4. Comunicacion EmpresarialDocument20 pages4.4. Comunicacion EmpresarialDavis Paredes0% (1)
- Entrenamiento eléctricoDocument76 pagesEntrenamiento eléctricoClaudio AriasNo ratings yet
- Energia Presentacion BDocument39 pagesEnergia Presentacion BDavis ParedesNo ratings yet
- I-Shift BDocument16 pagesI-Shift BDario Luis Flores Collas100% (1)
- Tesis PDFDocument73 pagesTesis PDFDavis ParedesNo ratings yet
- Manual Par La Reparaciones AstraDocument1,280 pagesManual Par La Reparaciones AstraDavis Paredes100% (10)
- Jumbo IndicacionesDocument50 pagesJumbo IndicacionesDavis ParedesNo ratings yet
- Sistema Animado DCS2Document24 pagesSistema Animado DCS2Davis ParedesNo ratings yet
- Lecturas-Sesion 2-l A Relación Entre La Autonomía y La Integridad en La Ética Médica' Edtmnd D. Pellegino'Document12 pagesLecturas-Sesion 2-l A Relación Entre La Autonomía y La Integridad en La Ética Médica' Edtmnd D. Pellegino'Jeffrey JimenezNo ratings yet
- 000 - A1 ModelDocument1 page000 - A1 ModelDavis ParedesNo ratings yet
- 003-RM Chile CongresoAIDISDocument37 pages003-RM Chile CongresoAIDISDavis ParedesNo ratings yet
- Presentacion EmisionesDocument11 pagesPresentacion EmisionesDavis ParedesNo ratings yet
- Catalogo Motores Serie 913 Deutz Condiciones Generales Medidas Aplicaciones Vehicular IndustrialDocument4 pagesCatalogo Motores Serie 913 Deutz Condiciones Generales Medidas Aplicaciones Vehicular IndustrialFreddieCastellanoNo ratings yet
- Eurocargo Esquema GeneralDocument1 pageEurocargo Esquema GeneralDavis ParedesNo ratings yet
- Motor (Reparación)Document219 pagesMotor (Reparación)Davis Paredes90% (20)
- Eurocargo Motor Tector Sistema EDCDocument54 pagesEurocargo Motor Tector Sistema EDCfersky94% (148)
- Elec BásiDocument117 pagesElec BásiDavis ParedesNo ratings yet
- Cromatografia en Capa FinaDocument17 pagesCromatografia en Capa FinaLeo EspinosaNo ratings yet
- R-417A características y aplicacionesDocument4 pagesR-417A características y aplicacionesOthman Raphael MartínezNo ratings yet
- Métodos de fabricación de circuitos impresosDocument9 pagesMétodos de fabricación de circuitos impresosGussy BedollitaNo ratings yet
- Costeo y Control de Costos Indirectos de FabricaciònDocument35 pagesCosteo y Control de Costos Indirectos de FabricaciònMargi Chávez100% (1)
- Proceso fabricación ladrillosDocument21 pagesProceso fabricación ladrillosMarco Contreras IparraguirreNo ratings yet
- Practica de Estados de La MateriaDocument2 pagesPractica de Estados de La MateriaNAGELY LORENA APAZA CUTIPANo ratings yet
- Contabilidad Hotelera Grupo 4toDocument61 pagesContabilidad Hotelera Grupo 4tomalenaNo ratings yet
- Libro Diseño de Estructuras de Acero - McCormac-split-mergeDocument2 pagesLibro Diseño de Estructuras de Acero - McCormac-split-mergeluis hernandezNo ratings yet
- Tipos de FresadorasDocument17 pagesTipos de FresadorasEberto LeonesNo ratings yet
- Lista de Precios BG-1Document2 pagesLista de Precios BG-1Isac MartinezNo ratings yet
- Como Convertir Aceite Quemado de Carro A DieselDocument5 pagesComo Convertir Aceite Quemado de Carro A DieselGiovanni BonillaNo ratings yet
- Catalogo Wetzel EsDocument72 pagesCatalogo Wetzel EsAngel David Osorio Rivero0% (1)
- Mortero Exposicion Equipo 2Document44 pagesMortero Exposicion Equipo 2david1994No ratings yet
- Mechas de Seguridad BickfordDocument2 pagesMechas de Seguridad BickfordgagustoniNo ratings yet
- Manual Pinturas Recubrimientos PDFDocument90 pagesManual Pinturas Recubrimientos PDFneno2405No ratings yet
- Procedimiento de Seguridad y Autorizacion Soldadura Y CorteDocument5 pagesProcedimiento de Seguridad y Autorizacion Soldadura Y Cortefernandobanosc100% (2)
- Elementos 1f-2021-GabaritoDocument5 pagesElementos 1f-2021-GabaritofranciscoNo ratings yet
- Tiempos de fraguado inicial y final del cementoDocument2 pagesTiempos de fraguado inicial y final del cementoCarmenNo ratings yet
- Pasos A Seguir para La Aprobación de Permisos de Trabajo en Panasa PDFDocument20 pagesPasos A Seguir para La Aprobación de Permisos de Trabajo en Panasa PDFlesslyNo ratings yet
- Manual Tècnico PDFDocument1,770 pagesManual Tècnico PDFLester Deras97% (72)
- LUBRICANTES Y ACCESORIOS PARA MAQUINARIADocument5 pagesLUBRICANTES Y ACCESORIOS PARA MAQUINARIAsebastian376No ratings yet
- 23 Sigma Fase de Fragilidad DF MECANISMO de DAÑO 23Document9 pages23 Sigma Fase de Fragilidad DF MECANISMO de DAÑO 23Anonymous 5IFjxk3No ratings yet
- Informe IYC 1Document21 pagesInforme IYC 1Jorge David Mendoza TangaraNo ratings yet
- Catalogo Herramientas EnergotecDocument8 pagesCatalogo Herramientas EnergotecLuis PachecoNo ratings yet
- Producción de Oro en YanacochaDocument9 pagesProducción de Oro en YanacochaJAMBER SCOTT LUQUE RIVERANo ratings yet
- Techos MetalicosDocument40 pagesTechos MetalicosAristides Poveda50% (2)
- Semana 01-Sesión 01 Introducción A La Tecnología Del ConcretoDocument89 pagesSemana 01-Sesión 01 Introducción A La Tecnología Del Concretowilder CalixtroNo ratings yet
- Estrategias de Crecimiento, de Marketing, de Produccion y Financieras en MANGODocument8 pagesEstrategias de Crecimiento, de Marketing, de Produccion y Financieras en MANGOTr ValadezNo ratings yet
- Mecanismo de EmbragueDocument10 pagesMecanismo de EmbragueSamuel Santos FloresNo ratings yet
- Estructura MetálicaDocument13 pagesEstructura MetálicaMaria Huaman AlbornozNo ratings yet