You might also like
- Tahribatsız MuayeneDocument15 pagesTahribatsız MuayeneÖzgür Berk Sarısakal100% (1)
- Tahribatsiz MuayeneDocument49 pagesTahribatsiz Muayenemetasla100% (1)
- Boyutsal ToleranslarDocument61 pagesBoyutsal ToleranslarMustafa AkdağNo ratings yet
- PolisajDocument43 pagesPolisajYasin DemirhanNo ratings yet
- Kaynak MetalurjisiDocument23 pagesKaynak Metalurjisinolofinwe85No ratings yet
- Talaşli İmalat 3 oDocument15 pagesTalaşli İmalat 3 oefeln1No ratings yet
- Aluminyum KaynakDocument22 pagesAluminyum KaynakBerk ÖzdirikNo ratings yet
- Gazaltı Ark KaynağıDocument74 pagesGazaltı Ark KaynağıCemal NergizNo ratings yet
- Sac PresciligiDocument89 pagesSac Presciligiproje01No ratings yet
- Gazalti Kaynak YontemleriDocument78 pagesGazalti Kaynak YontemleriYiğit ÇolakNo ratings yet
- Mig Mag Gazalti KaynağiDocument93 pagesMig Mag Gazalti KaynağiAnonymous nKOyHb100% (2)
- Toz Altı KaynakDocument28 pagesToz Altı Kaynakİbrahim Etem IşıkNo ratings yet
- Modern Kay Nak 2008Document106 pagesModern Kay Nak 2008kıvanç_bayramNo ratings yet
- Kaynak Yapımında Hatalar PDFDocument28 pagesKaynak Yapımında Hatalar PDFali akayNo ratings yet
- Yuksek Sicakligin Mekanik Ozelliklere EtkisiDocument44 pagesYuksek Sicakligin Mekanik Ozelliklere EtkisiOnur KaplanNo ratings yet
- Yorulma ÇeşitleriDocument14 pagesYorulma ÇeşitleriEnes BayramNo ratings yet
- Kaynak Agizlarinin Hazirlanmasi-2Document18 pagesKaynak Agizlarinin Hazirlanmasi-2Ömer TAŞNo ratings yet
- KM Gaz Altı Ark YurtisikDocument36 pagesKM Gaz Altı Ark YurtisikErsin AydınNo ratings yet
- Tozaltı Kaynağı-Submerged Arc WeldingDocument37 pagesTozaltı Kaynağı-Submerged Arc WeldingOrhan BAYLAN100% (3)
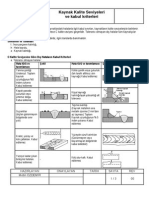
- Kaynak Kalite SeviyeleriDocument3 pagesKaynak Kalite SeviyelerierenbasaraNo ratings yet
- Yorulma HasarlarıDocument74 pagesYorulma HasarlarıMehmet Akif AyirtNo ratings yet
- Yorulma DeneyiDocument54 pagesYorulma DeneyiaasdcdcNo ratings yet
- Malzeme BilimiDocument34 pagesMalzeme Bilimibinicihuseyin100% (1)
- Teknik Resim Standartlari PDFDocument2 pagesTeknik Resim Standartlari PDFSinan Yücel100% (1)
- Teknik Resimde Yuzey Isaretleri 02Document33 pagesTeknik Resimde Yuzey Isaretleri 02enver328No ratings yet
- Metal Sac Şekillendirme EĞİTİM 2013Document19 pagesMetal Sac Şekillendirme EĞİTİM 2013Sinan Aslan100% (1)
- 14 - Ts 4922 Anodi̇zasyonDocument10 pages14 - Ts 4922 Anodi̇zasyonersin esenNo ratings yet
- Kaynak Tekni I Ders NotlarDocument71 pagesKaynak Tekni I Ders NotlarMarian Gabriel VasilescuNo ratings yet
- Kaynak Çeşitleri HTTPTR - Wikipedia.orgwikikaynak - (Imalat)Document28 pagesKaynak Çeşitleri HTTPTR - Wikipedia.orgwikikaynak - (Imalat)Alpar DalgicNo ratings yet
- Plastik Şekil Verme Yöntemleri PDFDocument25 pagesPlastik Şekil Verme Yöntemleri PDFAdem Ceran100% (2)
- Demir Karbon Denge DiyagramiDocument20 pagesDemir Karbon Denge Diyagramiberatkuralay100% (1)
- Metallere Plastik Şekil VermeDocument29 pagesMetallere Plastik Şekil VermeAnonymous YuxbYIWNo ratings yet
- Dokum+Teknolojileri 1Document142 pagesDokum+Teknolojileri 1arda akkayaNo ratings yet
- Tig KaynağıDocument41 pagesTig KaynağıX100% (1)
- TASIMDA MALZEME SEyOMDocument280 pagesTASIMDA MALZEME SEyOMkerasus353No ratings yet
- Kaynak SembolleriDocument7 pagesKaynak Sembolleriwelding163893No ratings yet
- Takım Malzemeleri Ve SınıflandırılmasıDocument26 pagesTakım Malzemeleri Ve SınıflandırılmasıSedat GüvenNo ratings yet
- Malzeme Bilgisi Malzeme BilimiDocument91 pagesMalzeme Bilgisi Malzeme BilimiSerkan KeçeNo ratings yet
- Tekni̇k Resi̇m OkumaDocument49 pagesTekni̇k Resi̇m OkumaAhmet Sezer88% (8)
- Standartlar PDFDocument2 pagesStandartlar PDFHamdi zorluNo ratings yet
- EkstrüzyonDocument4 pagesEkstrüzyonturambar254No ratings yet
- Otomotiv Malzemeleri-1Document209 pagesOtomotiv Malzemeleri-1erdems116733% (3)
- U Bükme Ve U KalıplarDocument30 pagesU Bükme Ve U KalıplarSinan AslanNo ratings yet
- Sac Levhalarin Sekillendirilebilirligine Etki Eden Degiskenliklerin Incelenmesi An Analysis of Process and Modelling Parameters in Sheet Metal Form AbilityDocument123 pagesSac Levhalarin Sekillendirilebilirligine Etki Eden Degiskenliklerin Incelenmesi An Analysis of Process and Modelling Parameters in Sheet Metal Form Abilitymya_1No ratings yet
- Paslanmaz CeliklerDocument83 pagesPaslanmaz CeliklerEymen KulNo ratings yet
- Elektro Metal Kaplama Tekniği Ders 4Document33 pagesElektro Metal Kaplama Tekniği Ders 4kelebekkNo ratings yet
- Süper Alaşım: Daha sıcak, daha hızlı ve daha verimli olmak için türbin motorları tarafından üretilen 2700 derece Fahrenheit ısıya dayanıklıFrom EverandSüper Alaşım: Daha sıcak, daha hızlı ve daha verimli olmak için türbin motorları tarafından üretilen 2700 derece Fahrenheit ısıya dayanıklıNo ratings yet
- Metal Köpük: Arabanızın tamponundaysa, saatte otuz millik bir çarpışma, daha çok saatte beş millik bir çamurluk bükücü gibi olur.From EverandMetal Köpük: Arabanızın tamponundaysa, saatte otuz millik bir çarpışma, daha çok saatte beş millik bir çamurluk bükücü gibi olur.No ratings yet
- Amorf Metal: Gelecekten gelen ince metalik cam, alüminyum folyoya benziyor, ancak onu yırtmaya çalışın ya da tüm gücünüzle kesip kesemeyeceğinizi görün.From EverandAmorf Metal: Gelecekten gelen ince metalik cam, alüminyum folyoya benziyor, ancak onu yırtmaya çalışın ya da tüm gücünüzle kesip kesemeyeceğinizi görün.No ratings yet
- Yoğunlaştırılmış Güneş Enerjisi: Güneş ışığını bir alıcıya yoğunlaştırmak için aynalar veya lensler kullanmaFrom EverandYoğunlaştırılmış Güneş Enerjisi: Güneş ışığını bir alıcıya yoğunlaştırmak için aynalar veya lensler kullanmaNo ratings yet
- Lityum Demir Fosfat Pil: Elektrikli araçlarda, mobil cihazlarda ve dizüstü bilgisayarlarda Lityum İyonu tahttan indirmekFrom EverandLityum Demir Fosfat Pil: Elektrikli araçlarda, mobil cihazlarda ve dizüstü bilgisayarlarda Lityum İyonu tahttan indirmekNo ratings yet
- Dinamik Zırh: Büyük miktarda enerjiyi deliciye boşaltmak, buharlaştırmak, hatta bir plazmaya dönüştürmek ve saldırıyı önemli ölçüde dağıtmakFrom EverandDinamik Zırh: Büyük miktarda enerjiyi deliciye boşaltmak, buharlaştırmak, hatta bir plazmaya dönüştürmek ve saldırıyı önemli ölçüde dağıtmakNo ratings yet
- Tahribatsiz Testler PDFDocument5 pagesTahribatsiz Testler PDFOkumakicin Sevmek0% (1)
- Tahribatsız Muayene YöntemleriDocument11 pagesTahribatsız Muayene YöntemleriGülizar YaparNo ratings yet
- Malzeme Karakterizasyonu 8Document18 pagesMalzeme Karakterizasyonu 8öykü polatNo ratings yet
- TahribatIı VE TAHRİBATSIZ Malzeme MuayenesiDocument134 pagesTahribatIı VE TAHRİBATSIZ Malzeme MuayenesiBuse İnanNo ratings yet
- Tahribatsız Muayene YöntemleriDocument32 pagesTahribatsız Muayene YöntemleriEtkin Eğitim0% (1)
- KAYNAK HATALARININ SAPTANMASINDA UYGULANAN MUAYENE YÖNTEMLERİ Kaynak bağlantıları kendilerinden beklenen işlevleri yerine getirebilmeleri için hata içermemeli ve önceden saptanmış mekanik özelikleri sağlamalıdırlarDocument2 pagesKAYNAK HATALARININ SAPTANMASINDA UYGULANAN MUAYENE YÖNTEMLERİ Kaynak bağlantıları kendilerinden beklenen işlevleri yerine getirebilmeleri için hata içermemeli ve önceden saptanmış mekanik özelikleri sağlamalıdırlarSemih Kardaş0% (1)
- Malzeme Hasar Tespit YönetimiDocument167 pagesMalzeme Hasar Tespit YönetimiYusuf Ensar Topçu100% (1)
- Tahribatsız Muayene YöntemleriDocument48 pagesTahribatsız Muayene YöntemleriErdinc Bayat100% (1)
- Yüzey IşlemleriDocument33 pagesYüzey IşlemleriGökhan ArıcıNo ratings yet
- Takım ÇelikleriDocument23 pagesTakım ÇelikleriGökhan ArıcıNo ratings yet
- Çeli̇klere Uygulanan Isil İşlemlerDocument114 pagesÇeli̇klere Uygulanan Isil İşlemlercoldfirex41175% (4)
- Plasti̇k Esasli Kompozi̇tler Gi̇ri̇ş PDFDocument106 pagesPlasti̇k Esasli Kompozi̇tler Gi̇ri̇ş PDFGökhan ArıcıNo ratings yet
- Darbe DeneyiDocument11 pagesDarbe DeneyiGökhan ArıcıNo ratings yet
- Plasti̇k Esasli Kompozi̇tler Gi̇ri̇ş PDFDocument106 pagesPlasti̇k Esasli Kompozi̇tler Gi̇ri̇ş PDFGökhan ArıcıNo ratings yet
- Lecture 2Document12 pagesLecture 2nirvanacanNo ratings yet
- 2011 Sonbahar Üds SorulariDocument68 pages2011 Sonbahar Üds SorularinejatalperenNo ratings yet
- Kaynak Çeşitleri HTTPTR - Wikipedia.orgwikikaynak - (Imalat)Document28 pagesKaynak Çeşitleri HTTPTR - Wikipedia.orgwikikaynak - (Imalat)Alpar DalgicNo ratings yet
- N KelDocument12 pagesN KelFerhat KahveciNo ratings yet