You might also like
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Manufacturer of Cobalt & Nickel Based Hardfacing & Wear Resistant AlloysDocument24 pagesManufacturer of Cobalt & Nickel Based Hardfacing & Wear Resistant AlloysMilli Aline SantannaNo ratings yet
- Wall Colmonoy Surfacing Alloys Selector ChartDocument3 pagesWall Colmonoy Surfacing Alloys Selector ChartAjimKe'enNo ratings yet
- 62sa, 62SM, 62DJ, 63, 63HVDocument4 pages62sa, 62SM, 62DJ, 63, 63HVzaiofracassado100% (1)
- WCC Colmonoy 200 Series - TDSDocument3 pagesWCC Colmonoy 200 Series - TDSedipson100% (2)
- Brazing Filler Metal Selector Chart: NicrobrazDocument2 pagesBrazing Filler Metal Selector Chart: NicrobrazathulpcucekNo ratings yet
- 1.9.1.2-ALCRO - Arc Sprayed Iron-Chrome-Aluminum WireDocument4 pages1.9.1.2-ALCRO - Arc Sprayed Iron-Chrome-Aluminum WirechonubobbyNo ratings yet
- A Guide To Nickel AlloysDocument2 pagesA Guide To Nickel Alloysaliali2662No ratings yet
- Metco105TechnicalBulletin PDFDocument8 pagesMetco105TechnicalBulletin PDF張政雄100% (1)
- AISI SteelsDocument5 pagesAISI Steelsanirudh_indana100% (1)
- Colmonoy 69 AlloDocument4 pagesColmonoy 69 Allopushpak100% (1)
- Tata Motors PCBUDocument42 pagesTata Motors PCBUGirish Sp100% (1)
- Precision Torque PDFDocument18 pagesPrecision Torque PDFAndres HernandezNo ratings yet
- Telesis - IntroduccionDocument8 pagesTelesis - IntroduccionAnonymous ST8oiydNo ratings yet
- Msds - Nicrobraz Green Stop-Off Type II - InglesDocument3 pagesMsds - Nicrobraz Green Stop-Off Type II - InglesIvan CalderonNo ratings yet
- List of Screw DrivesDocument18 pagesList of Screw Drivespoutsasmplemare100% (2)
- Lincoln Submerged ArcDocument54 pagesLincoln Submerged ArcjdNo ratings yet
- STEEL RODSDocument3 pagesSTEEL RODSHamed GeramiNo ratings yet
- Fittings Grease GuideDocument10 pagesFittings Grease GuideveereshNo ratings yet
- By Ayuba IsaacDocument18 pagesBy Ayuba Isaacloganathan100% (1)
- O-ring groove sizing dimensions and specificationsDocument6 pagesO-ring groove sizing dimensions and specificationsbewnigolNo ratings yet
- Exciter Gearbox Service ExchangeDocument2 pagesExciter Gearbox Service ExchangeRafael JaraNo ratings yet
- Hot Working Guide: A Compendium of Processing MapsDocument10 pagesHot Working Guide: A Compendium of Processing MapsAnket DeshmukhNo ratings yet
- Nitronic 30 BrochureDocument24 pagesNitronic 30 BrochuremkozinNo ratings yet
- API 5CT P110 7Document2 pagesAPI 5CT P110 7rageshmv100% (1)
- Properties of Ss410Document5 pagesProperties of Ss410gregkilatonNo ratings yet
- Dodge Bearing WebDocument1,184 pagesDodge Bearing Webmalhotramill75% (4)
- ANSI AWS A5 (1) .29 Specification For Low Alloy Steel ElectrodesDocument47 pagesANSI AWS A5 (1) .29 Specification For Low Alloy Steel ElectrodescatmanmayNo ratings yet
- The Fundamentals of Orbital Welding: Material Weldability, Joint Design, Procedures..Document4 pagesThe Fundamentals of Orbital Welding: Material Weldability, Joint Design, Procedures..OnderNo ratings yet
- 562Document98 pages562Kelvin Octavianus DjohanNo ratings yet
- Intergard 345 - DatasheetDocument4 pagesIntergard 345 - DatasheetmanuthomasNo ratings yet
- Identification of Genuineness of FAG Bearing by Visual ExaminationDocument3 pagesIdentification of Genuineness of FAG Bearing by Visual Examinationwholenumber0% (1)
- Application Notes Welding (English)Document8 pagesApplication Notes Welding (English)metallurgist100% (6)
- Welding AISI 4130 PDFDocument5 pagesWelding AISI 4130 PDFDarioNo ratings yet
- Sfa-5.7Document10 pagesSfa-5.7vannie_yundaNo ratings yet
- Australian Castolin Eutectic: Flame Spray Equipment and PowdersDocument18 pagesAustralian Castolin Eutectic: Flame Spray Equipment and PowdersАлмаз КенжетаевNo ratings yet
- EscortsDocument2 pagesEscortspratikNo ratings yet
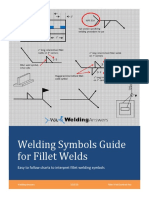
- Welding Symbols Guide For Fillet WeldsDocument10 pagesWelding Symbols Guide For Fillet WeldsGerardo JM PalaciosNo ratings yet
- Technical Service Manual: Model Number ChartDocument19 pagesTechnical Service Manual: Model Number ChartIván NavarroNo ratings yet
- ASM Material Data SheetDocument2 pagesASM Material Data SheetShankar PranavNo ratings yet
- Arcoplate TecnologiaPresentationDocument75 pagesArcoplate TecnologiaPresentationrinaldo KurniawanNo ratings yet
- Part Numbering System For Perma-SeriesDocument3 pagesPart Numbering System For Perma-Seriesazert511No ratings yet
- RMA Handbook, 6th Edition 2005Document66 pagesRMA Handbook, 6th Edition 2005toughluck100% (1)
- Vagt EnglishDocument8 pagesVagt EnglishSarathiraja SekarNo ratings yet
- TorqueDocument2 pagesTorquestaedtlerpNo ratings yet
- Pre-Heating & Post Heating ProcedureDocument2 pagesPre-Heating & Post Heating ProcedureMohammad AdilNo ratings yet
- HVOF Design GuidelinesDocument46 pagesHVOF Design GuidelinesRichard De Medeiros CastroNo ratings yet
- Bolt Depot CatalogDocument104 pagesBolt Depot Catalogalexmontell100% (2)
- Hydrogen Embrittlement - What It Looks Like PDFDocument2 pagesHydrogen Embrittlement - What It Looks Like PDFAdnan SheikhNo ratings yet
- Astm A192 Asme Sa192 PDFDocument4 pagesAstm A192 Asme Sa192 PDFWil Vasquez C100% (1)
- DSM 0397.1 - Mo NiCrFeBSiC BlendDocument3 pagesDSM 0397.1 - Mo NiCrFeBSiC BlendApichitNo ratings yet
- Eutalloy 11496Document2 pagesEutalloy 11496jorge_20120% (1)
- Thermaline 400: Selection & Specification DataDocument3 pagesThermaline 400: Selection & Specification DataJalaluddinNo ratings yet
- Thermaline Heat Shield PDSDocument4 pagesThermaline Heat Shield PDSfrosted296No ratings yet
- Neoprene Lining: Technical Data SheetDocument2 pagesNeoprene Lining: Technical Data SheetinfoNo ratings yet
- Product Description SheetDocument2 pagesProduct Description SheetFabio ParceroNo ratings yet
- Silirub IS Technical Data SheetDocument2 pagesSilirub IS Technical Data SheetGomathi SankarNo ratings yet
- 3 6077 RTVDocument2 pages3 6077 RTVgkretroNo ratings yet
- Thermaline 4700 Aluminum: Selection & Specification DataDocument4 pagesThermaline 4700 Aluminum: Selection & Specification DataSHAIK ASIMUDDINNo ratings yet
- TDS LF-371 - Dec22Document2 pagesTDS LF-371 - Dec22ofershochetNo ratings yet
- Data Sheets 2010 Data Sheet 410Document5 pagesData Sheets 2010 Data Sheet 410Luis HernandezNo ratings yet
- Aleaciones Ni-Cr Con PTADocument9 pagesAleaciones Ni-Cr Con PTALuis HernandezNo ratings yet
- Aleaciones Ni-Cr Con PTADocument9 pagesAleaciones Ni-Cr Con PTALuis HernandezNo ratings yet
- Continuous Roll Casting of AluminiumDocument4 pagesContinuous Roll Casting of AluminiumLuis HernandezNo ratings yet
- MGR Thesis PDFDocument315 pagesMGR Thesis PDFAnonymous p0mg44xNo ratings yet
- CompanypresentationDocument25 pagesCompanypresentationkamran kainporNo ratings yet
- BS en 01395-1-2007Document12 pagesBS en 01395-1-2007sepehr heidariNo ratings yet
- Material Product Data Sheet Nickel Cobalt Chromium Aluminum Yttrium (Nicocraly) Thermal Spray PowdersDocument5 pagesMaterial Product Data Sheet Nickel Cobalt Chromium Aluminum Yttrium (Nicocraly) Thermal Spray PowdersfrdnNo ratings yet
- Spray WeldingDocument11 pagesSpray WeldingsuriantoNo ratings yet
- AWS-Welding CodesDocument11 pagesAWS-Welding CodesPradip Tapan Banerjee100% (2)
- Metco 34F 10-046Document8 pagesMetco 34F 10-046JSH100No ratings yet
- QA/QC Over All NotesDocument34 pagesQA/QC Over All NotesmohdNo ratings yet
- Aws 2012 50549Document8 pagesAws 2012 50549anandelectricalsNo ratings yet
- Mechanical Transmissions Expert Over 50 Years ExperienceDocument14 pagesMechanical Transmissions Expert Over 50 Years ExperienceGioVanni LorizioNo ratings yet
- Surface treatments for automotive applicationsDocument7 pagesSurface treatments for automotive applicationsSasiKumar PetchiappanNo ratings yet
- Oerlikon Metco FeCrAlYDocument3 pagesOerlikon Metco FeCrAlYMarcin LisNo ratings yet
- M.tech. Computational Design Syllabus-DTUDocument37 pagesM.tech. Computational Design Syllabus-DTUakshay2992100% (1)
- DSM-0381.0 FeMo WireDocument2 pagesDSM-0381.0 FeMo WireApichitNo ratings yet
- 3.2.1.basics of Cold Spray SystemDocument25 pages3.2.1.basics of Cold Spray SystemmuthuNo ratings yet
- Welding and Cutting Issue 2 2014 LowresDocument64 pagesWelding and Cutting Issue 2 2014 LowresScott TrainorNo ratings yet
- Hardfacing For Valves - Materials and ProcessesDocument3 pagesHardfacing For Valves - Materials and ProcessesiJordanScribdNo ratings yet
- Review of Manufacturing Techniques for Functionally Graded MaterialsDocument46 pagesReview of Manufacturing Techniques for Functionally Graded MaterialsAmit JoshiNo ratings yet
- Data Sheet: Elcometer 108 Hydraulic Adhesion TestersDocument3 pagesData Sheet: Elcometer 108 Hydraulic Adhesion TesterstilanfernandoNo ratings yet
- Astm C633 PDFDocument8 pagesAstm C633 PDFKH100% (1)
- Microsoft PowerPoint - Deloro Stellite Intro HistoryDocument42 pagesMicrosoft PowerPoint - Deloro Stellite Intro HistorytakemetovikasNo ratings yet
- Hot-Dip Galvanizing Process ExplainedDocument18 pagesHot-Dip Galvanizing Process Explainedsample use100% (1)
- F4-VB Spray Gun Plasma Spraying: Parts List PL 40333 EN 07Document12 pagesF4-VB Spray Gun Plasma Spraying: Parts List PL 40333 EN 07a.n.87711990No ratings yet
- Laser-Assisted Direct Manufacturing of Functionally Graded 3D ObjectsDocument10 pagesLaser-Assisted Direct Manufacturing of Functionally Graded 3D ObjectsKeyvan Rahmani MonfaredNo ratings yet
- Supplier ListDocument213 pagesSupplier ListAbhijeet AnkushNo ratings yet
- Catalogo TafaDocument8 pagesCatalogo TafaLucy CubillosNo ratings yet
- A Review On Thermal Spray Coating ProcessesDocument8 pagesA Review On Thermal Spray Coating ProcessesThanhluan Nguyen100% (1)
- Repair Document RD-51-B1-1001 Rev: BDocument13 pagesRepair Document RD-51-B1-1001 Rev: BCiro MontielNo ratings yet
- Delta e PDFDocument4 pagesDelta e PDFchipulinoNo ratings yet
- Kulka 2018Document4 pagesKulka 2018Cherif AbbasNo ratings yet