You might also like
- Part Catalog QSX-15Document118 pagesPart Catalog QSX-15Engineering Engineer100% (1)
- How To Build Modern FurnitureDocument224 pagesHow To Build Modern Furnituredavid david david100% (2)
- GEKKON GeylDocument12 pagesGEKKON Geylmarcica2100% (2)
- Julieta Azarcoya Alemán Facebook: Lossospechosostoys Instagram: Lossospechosos MailDocument8 pagesJulieta Azarcoya Alemán Facebook: Lossospechosostoys Instagram: Lossospechosos MailMaria Lúcia PereiraNo ratings yet
- German Shepherd Puppy PatternDocument5 pagesGerman Shepherd Puppy PatternVilellita VilellaNo ratings yet
- 2008 Parts WebDocument28 pages2008 Parts WebAntal Franyó100% (1)
- Daily Painting Inspection Report 01Document1 pageDaily Painting Inspection Report 01Oussama Ben AbbesNo ratings yet
- Parts Catalogue 6CTAA-8.3-G4Document125 pagesParts Catalogue 6CTAA-8.3-G4Joko Irawanto100% (2)
- Times Square C2C Cardigan: Finished Measurements NotionsDocument8 pagesTimes Square C2C Cardigan: Finished Measurements Notionsdiana.alyNo ratings yet
- Check ValvesDocument12 pagesCheck Valveshaniif mkNo ratings yet
- FMS-220 (ATR 72-600) Version 1Document344 pagesFMS-220 (ATR 72-600) Version 1Christiano Santos100% (2)
- ENG-JOB-010-TMS-DSH-03.001 MDS For Pig Launcher (Tanjung Batu)Document4 pagesENG-JOB-010-TMS-DSH-03.001 MDS For Pig Launcher (Tanjung Batu)m khaeronNo ratings yet
- F Tool EngineeringDocument23 pagesF Tool EngineeringGiduthuri Es Prakasa RaoNo ratings yet
- Technical Information KosongDocument94 pagesTechnical Information KosongYusron Rizza100% (1)
- SIP 2011 CatalogueDocument44 pagesSIP 2011 CatalogueDave StewartNo ratings yet
- Cleaning of Pitot Probe Drain HolesDocument7 pagesCleaning of Pitot Probe Drain HolesSuman BajracharyaNo ratings yet
- Free Pattern: Black LadyDocument9 pagesFree Pattern: Black LadyMarina Assa80% (5)
- Indra: Load Test Procedure For Lifting DevicesDocument8 pagesIndra: Load Test Procedure For Lifting Devicesmed chabaneNo ratings yet
- Drilling Fluids Processing HandbookFrom EverandDrilling Fluids Processing HandbookRating: 4.5 out of 5 stars4.5/5 (4)
- Piping Tie in Procedure Rev A PDFDocument15 pagesPiping Tie in Procedure Rev A PDFMohammed Sibghatulla100% (1)
- 2539 4046 02 A1001 003 - Datasheet For Manual Valve - Rev ADocument8 pages2539 4046 02 A1001 003 - Datasheet For Manual Valve - Rev ANguyễn ThựcNo ratings yet
- Bunny Plyusha PatternDocument31 pagesBunny Plyusha Patternkerryrobsonstevenson100% (2)
- Foundry BasicsDocument30 pagesFoundry BasicsJeevani Battula100% (1)
- High Speed MachiningDocument21 pagesHigh Speed MachiningMani Kandan100% (1)
- Pleated Skirt: Test SquareDocument33 pagesPleated Skirt: Test SquareMonika SalNo ratings yet
- Wooden Mallet Plans 2 - WoodArchivistDocument4 pagesWooden Mallet Plans 2 - WoodArchivistEricsNo ratings yet
- Klingspor's Woodworking Shop Volume 125 CatalogDocument92 pagesKlingspor's Woodworking Shop Volume 125 CatalogKlingspor's Woodworking Shop80% (5)
- Bscu - Brakes Released Auto BRK Fault at Landing PDFDocument4 pagesBscu - Brakes Released Auto BRK Fault at Landing PDFWei LiaoNo ratings yet
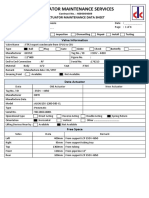
- Actuator Maintenance ServicesDocument7 pagesActuator Maintenance ServicesKevin MuhalingNo ratings yet
- Heavy Fab Process ChartDocument1 pageHeavy Fab Process ChartEmmanuel ofowuNo ratings yet
- Actuator Maintenance ServicesDocument7 pagesActuator Maintenance ServicesKevin MuhalingNo ratings yet
- Norris Prueba Hidrostatica PDFDocument11 pagesNorris Prueba Hidrostatica PDFAngelo Melgar Gozzer100% (1)
- Material Test ReportDocument5 pagesMaterial Test ReportJuan Carlos Sua SuaNo ratings yet
- 19SWCG30204 1 200 R01GCK Kem Ir 300221 - 000Document2,291 pages19SWCG30204 1 200 R01GCK Kem Ir 300221 - 000Sherif ElRefaieNo ratings yet
- Pto Lever Assy. PFDDocument5 pagesPto Lever Assy. PFDRohit SharmaNo ratings yet
- A323 EA07 VN 00278197 Last Minutes R00 PDFDocument12 pagesA323 EA07 VN 00278197 Last Minutes R00 PDFhợp trầnNo ratings yet
- MI Plan For NDC Expected Order Date 05-06-2018 Rev 1 With VF50 - String 3Document29 pagesMI Plan For NDC Expected Order Date 05-06-2018 Rev 1 With VF50 - String 3EduardNo ratings yet
- Basf Mechanical Euipmen: 08-01-20 R3.1 d0 IFB ST PV AL HS RMDocument9 pagesBasf Mechanical Euipmen: 08-01-20 R3.1 d0 IFB ST PV AL HS RMbecpavanNo ratings yet
- PW1100 FWD Mount Shackle Assembly Removal - Installation Schedule Issue-01, Rev 00Document15 pagesPW1100 FWD Mount Shackle Assembly Removal - Installation Schedule Issue-01, Rev 00Pradeep K s100% (1)
- SWC Mec DTS P001abDocument9 pagesSWC Mec DTS P001abAlonso1593No ratings yet
- Gap Flush - Filled ReportDocument7 pagesGap Flush - Filled ReportajayNo ratings yet
- WK231207 Mill CertificateDocument1 pageWK231207 Mill CertificatemrwolveringNo ratings yet
- 3Y2160 Vibrating Screen Consumables and Wear PartsDocument4 pages3Y2160 Vibrating Screen Consumables and Wear PartsLkha LkhagvasurenNo ratings yet
- 7.2 TW09166 CMTR-FlangeDocument3 pages7.2 TW09166 CMTR-FlangeYair Sánchez blancoNo ratings yet
- Ds-Me-0018 - Mechanical Data Sheet For Overfill Prevention Valve (Rev.0)Document2 pagesDs-Me-0018 - Mechanical Data Sheet For Overfill Prevention Valve (Rev.0)Panisa BanimaNo ratings yet
- DLC3010Document2 pagesDLC3010Abid Hossain RupamNo ratings yet
- ITR-MFH (Fired Heater)Document30 pagesITR-MFH (Fired Heater)mahmoudNo ratings yet
- Hav HKN 219001 Gas Me DS 0017Document5 pagesHav HKN 219001 Gas Me DS 0017bkm dizaynNo ratings yet
- Dcp-00-Peb - 2018Document6 pagesDcp-00-Peb - 2018unan wololiNo ratings yet
- Gatch MaterialDocument7 pagesGatch MaterialamesbNo ratings yet
- Item #18 - 8 in Gate Valve 150# A216 - ID - 1000051424 & 10000514240 - Page - 4Document1 pageItem #18 - 8 in Gate Valve 150# A216 - ID - 1000051424 & 10000514240 - Page - 4Mostafa FadhelNo ratings yet
- Customer Information Valve Identification: New Relief Valve Test Report Date October 05,2020Document1 pageCustomer Information Valve Identification: New Relief Valve Test Report Date October 05,2020Juan Manuel RodriguezNo ratings yet
- Arabian Fal Limited Company: 6600036109 RPO Line# 6510966428 Service Line Item# TK 103b Direct / Part of L.I. DescriptionDocument4 pagesArabian Fal Limited Company: 6600036109 RPO Line# 6510966428 Service Line Item# TK 103b Direct / Part of L.I. DescriptionGurumoorthy RajavijayanNo ratings yet
- NDT-PT Report For C-0821Document21 pagesNDT-PT Report For C-0821Himanyu RafiqNo ratings yet
- UT ProcedureDocument32 pagesUT Procedureefmartin21No ratings yet
- Contacts: VernolabDocument2 pagesContacts: VernolabYassineNo ratings yet
- 4516219-C0801 - 1 Hmi Parameter ListDocument9 pages4516219-C0801 - 1 Hmi Parameter ListDavid AponteNo ratings yet
- Gap Flush (49631-79J00)Document6 pagesGap Flush (49631-79J00)ajayNo ratings yet
- 009 Mam Etr Mks Att Saga Vii 2023Document33 pages009 Mam Etr Mks Att Saga Vii 2023M. Anggoro MustikoNo ratings yet
- Axle 4LSDocument1 pageAxle 4LSPreetam KumarNo ratings yet
- F10077 Ssa PCS DTS 10007 M - 0Document13 pagesF10077 Ssa PCS DTS 10007 M - 0Ayoub MagroudNo ratings yet
- Turbine ProsedureDocument100 pagesTurbine ProseduremuhbayusaputroiNo ratings yet
- Woosu PTC & PMCDocument15 pagesWoosu PTC & PMCMani VannanNo ratings yet
- AIC ToFD - 100 Procedure TOFDDocument21 pagesAIC ToFD - 100 Procedure TOFDFahim AkhtarNo ratings yet
- Ut PQRDocument10 pagesUt PQRArvind Sahani100% (1)
- HS Everett-Foam Vluae F0271Document1 pageHS Everett-Foam Vluae F0271Dinesh KhatiNo ratings yet
- Ircx Hdpe Plant: Specification For Flexible Joints - NonmetalDocument7 pagesIrcx Hdpe Plant: Specification For Flexible Joints - NonmetalmohsenNo ratings yet
- DT 41Document1 pageDT 41Ridha IkhsanNo ratings yet
- Inspection Report For Masonry WallsDocument2 pagesInspection Report For Masonry WallsAndile CeleNo ratings yet
- NMTG Mechtrans Techniques Pvt. LTD.: Final Inspection ReportDocument5 pagesNMTG Mechtrans Techniques Pvt. LTD.: Final Inspection ReportSuresh PrajapatiNo ratings yet
- Опросные листы клапана отсекатели 100Document24 pagesОпросные листы клапана отсекатели 100meng maxNo ratings yet
- Plant Monitoring ChecksheetDocument7 pagesPlant Monitoring ChecksheetshinuNo ratings yet
- 1PDSforPlantAirReceiver 220505 235117Document4 pages1PDSforPlantAirReceiver 220505 235117abhishek bawgeNo ratings yet
- Martinmas ShawlDocument4 pagesMartinmas Shawle.cantero03No ratings yet
- Parts and Instruction To Build Macro-AFMDocument13 pagesParts and Instruction To Build Macro-AFMNanoEdNo ratings yet
- 1255 - Qualified Welder ListDocument1 page1255 - Qualified Welder ListattaullaNo ratings yet
- MODULE 11 Unified Screw Thread ValuesDocument5 pagesMODULE 11 Unified Screw Thread ValuesJCNo ratings yet
- GraflexDocument104 pagesGraflexMd. Alam HasnatNo ratings yet
- Thyssen Aceros y Servicios S.A.: Thyrodur 2842Document2 pagesThyssen Aceros y Servicios S.A.: Thyrodur 2842Rolando CastilloNo ratings yet
- Material Removal Processes: ©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/eDocument51 pagesMaterial Removal Processes: ©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/eKushNo ratings yet
- Drums, Lanterns, Conical Hat, Marble, Paintings, Silk, Lacquerware, PotteryDocument3 pagesDrums, Lanterns, Conical Hat, Marble, Paintings, Silk, Lacquerware, Potterykhong co ten KhongNo ratings yet
- 3 Free Scarf Knitting PatternsDocument9 pages3 Free Scarf Knitting PatternsAvangaline Hull100% (1)
- Material: Title:Receiving Gauge For Combi-Swich Bracket 7337040960Document3 pagesMaterial: Title:Receiving Gauge For Combi-Swich Bracket 7337040960Vasant bhoknalNo ratings yet
- Cutting Tool Applications: by George Schneider, Jr. CmfgeDocument9 pagesCutting Tool Applications: by George Schneider, Jr. CmfgeyvanNo ratings yet
- English Term 1 Sample PaperDocument4 pagesEnglish Term 1 Sample Papersreeya arlagadda100% (1)
- Basic Quality Parameters of Ihb Updated 111218Document26 pagesBasic Quality Parameters of Ihb Updated 111218Muani HmarNo ratings yet
- Cardigan in Rico Creative Soft Wool Aran R2009 DownloadableDocument2 pagesCardigan in Rico Creative Soft Wool Aran R2009 DownloadableViktor del campoNo ratings yet