You might also like
- Greddy E-Manage Installation ManualDocument6 pagesGreddy E-Manage Installation ManualTHMotorsports.net100% (2)
- Thrust Free Tailbar For Mill DriveDocument3 pagesThrust Free Tailbar For Mill Driveanwar mughalNo ratings yet
- Diffusion - HandoutDocument19 pagesDiffusion - HandoutOmar Ahmed ElkhalilNo ratings yet
- OZ Accountability TrainingDocument59 pagesOZ Accountability TrainingFederico Leon100% (6)
- Sample:OPS-English Evaluation FormDocument3 pagesSample:OPS-English Evaluation FormshieroNo ratings yet
- Modern Soil Stabilization TechniquesDocument25 pagesModern Soil Stabilization TechniquesSagar Jha100% (3)
- Manual de Mantenimiento Del Piper PA-24Document863 pagesManual de Mantenimiento Del Piper PA-24Bruno Starczewski50% (2)
- Aztech+700WR-3G User ManualDocument57 pagesAztech+700WR-3G User Manualkero_the_hero67% (3)
- 2000 - Smith - Some Developments in FlotationDocument4 pages2000 - Smith - Some Developments in FlotationmaithanhhaiNo ratings yet
- Performance of An Improved Pan Stirrer A PDFDocument12 pagesPerformance of An Improved Pan Stirrer A PDFbkarakoseNo ratings yet
- Bioenergy PPT Baggasse OnDocument17 pagesBioenergy PPT Baggasse Onjambo98No ratings yet
- 1999 - Peaceock - Robust Designs Evaporator Station - 2 PDFDocument14 pages1999 - Peaceock - Robust Designs Evaporator Station - 2 PDFnghiNo ratings yet
- PROPERTIES AND OPERATING EXPERIENCE WITH BAGASSE AS A BOILER FUELDocument6 pagesPROPERTIES AND OPERATING EXPERIENCE WITH BAGASSE AS A BOILER FUELAmulya KumarNo ratings yet
- 1988 - Tosio - A New Sugar Mill PDFDocument4 pages1988 - Tosio - A New Sugar Mill PDFShan ShahNo ratings yet
- South African Sugar Technologists' Proceedings 1972Document6 pagesSouth African Sugar Technologists' Proceedings 1972NaeemSiddiquiNo ratings yet
- SRI Jigger Tubes System Delivers Improved Vacuum Pan PerformanceDocument2 pagesSRI Jigger Tubes System Delivers Improved Vacuum Pan PerformanceRoberto Rasgado MarroquinNo ratings yet
- Energy Management in Multiple Effect EvaporatorDocument5 pagesEnergy Management in Multiple Effect EvaporatorI. Murali KrishnaNo ratings yet
- EvaporatorDocument4 pagesEvaporatorVipul PrakashNo ratings yet
- KJHGDocument18 pagesKJHGSandeep Yäðäv100% (1)
- Research On Heat Transfer Coefficient of Horizontal Tube Falling Film EvaporatorDocument5 pagesResearch On Heat Transfer Coefficient of Horizontal Tube Falling Film EvaporatordonyaNo ratings yet
- Cane preparation optimisedDocument7 pagesCane preparation optimisedarcher178No ratings yet
- Ejectors Give Any Suction PressureDocument7 pagesEjectors Give Any Suction Pressurehappale2002No ratings yet
- ISJ 2014 BMA-Evaporator 02Document6 pagesISJ 2014 BMA-Evaporator 02Douglas TondelloNo ratings yet
- A Lehnberger, D Laue, SS Mallikarjun and HR MaheshDocument3 pagesA Lehnberger, D Laue, SS Mallikarjun and HR MaheshJoao Bortolussi - JBR ENGENHARIA100% (1)
- Effect of Non-PolDocument6 pagesEffect of Non-PolKevynNo ratings yet
- CIAT Price List 2017 Cool Designs1Document60 pagesCIAT Price List 2017 Cool Designs1ikac3No ratings yet
- Optimization of Milling Performance of A Sugar Mill by UsingDocument12 pagesOptimization of Milling Performance of A Sugar Mill by Usingduraiprakash830% (1)
- A Comparison of Cane Diffusion & MillingDocument5 pagesA Comparison of Cane Diffusion & MillingRicardo Albino100% (1)
- Removal of Suspended Fine Particulate Matter From Raw Juice PPT ScribdDocument45 pagesRemoval of Suspended Fine Particulate Matter From Raw Juice PPT ScribdKunchey JagadeeshNo ratings yet
- International Sugar JournalDocument11 pagesInternational Sugar JournalAhmed AboulmagdNo ratings yet
- 1994 Gibbon Cad Thrashplate DesignDocument3 pages1994 Gibbon Cad Thrashplate DesignnghiNo ratings yet
- Maintenance Strategy MBA Assignment - Dave PhelanDocument15 pagesMaintenance Strategy MBA Assignment - Dave PhelanDave Phelan100% (1)
- 15 Chapter 5Document44 pages15 Chapter 5Taufik Binasr100% (1)
- Mirpurkhas Sugar Mills Internship ReportDocument31 pagesMirpurkhas Sugar Mills Internship ReportSuresh KumarNo ratings yet
- Vaccum Pan Circulator PDFDocument10 pagesVaccum Pan Circulator PDFMiguel MurilloNo ratings yet
- Energy Conservation in Bagasse Fired BoilerDocument4 pagesEnergy Conservation in Bagasse Fired BoilerEditor IJRITCCNo ratings yet
- Reliability Centered Maintenance of A Ply Industry A Case Study IJERTV5IS110228Document8 pagesReliability Centered Maintenance of A Ply Industry A Case Study IJERTV5IS110228cuongNo ratings yet
- C04 - Automation of Sugar Boiling Process in Batch Vacuum Pans Using ABBDocument6 pagesC04 - Automation of Sugar Boiling Process in Batch Vacuum Pans Using ABBZishan TyagiNo ratings yet
- CANE PREPARATION EQUIPMENT FEATURESDocument2 pagesCANE PREPARATION EQUIPMENT FEATURESOmar Ahmed ElkhalilNo ratings yet
- Trials of A New Stirrer-Less Juice Sulphiter at Experimental Sugar FactoryDocument4 pagesTrials of A New Stirrer-Less Juice Sulphiter at Experimental Sugar FactoryInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- 07-Refined Sugar Boiling, Jul. 26, 2017Document16 pages07-Refined Sugar Boiling, Jul. 26, 2017jantskie100% (1)
- PROCESS FLOW OF MATERIALS THROUGH SUGAR REFINERYDocument12 pagesPROCESS FLOW OF MATERIALS THROUGH SUGAR REFINERYRnm ZltaNo ratings yet
- Brix Curve 2022-23.Document6 pagesBrix Curve 2022-23.Mohit SrivastavaNo ratings yet
- Steam Temp. Required Steam Temp. Initial Steam Pressure. Final Steam Pressure. Added Water TempDocument3 pagesSteam Temp. Required Steam Temp. Initial Steam Pressure. Final Steam Pressure. Added Water TempBrijesh SrivastavNo ratings yet
- List of authors and papersDocument6 pagesList of authors and papersFanilo RazafindralamboNo ratings yet
- Handbook of Sugar A 00 BrowneDocument990 pagesHandbook of Sugar A 00 BrowneHugo Tototzintle75% (4)
- Shakrgang Mills JHGDocument28 pagesShakrgang Mills JHGAitazaz AhsanNo ratings yet
- Design and Development of An Extensive Vapour Bleeding System at The EvaporatorsDocument3 pagesDesign and Development of An Extensive Vapour Bleeding System at The EvaporatorsnghiNo ratings yet
- 02 Affination Mingling Centrifugation MeltingDocument2 pages02 Affination Mingling Centrifugation MeltingjantskieNo ratings yet
- Optimum Vapor Bleeding Arrangements for Sugar Juice EvaporationDocument8 pagesOptimum Vapor Bleeding Arrangements for Sugar Juice EvaporationGenzo WakabayashiNo ratings yet
- 2005 RefineryBoilingSchemes SKILDocument12 pages2005 RefineryBoilingSchemes SKILRicardo A. PolNo ratings yet
- 131A Piping BrochureDocument12 pages131A Piping Brochuredeanewing11No ratings yet
- Maintenance Planner and Scheduler Skills and Competency ListDocument2 pagesMaintenance Planner and Scheduler Skills and Competency ListCBF INDUSTRIAL DE GUSANo ratings yet
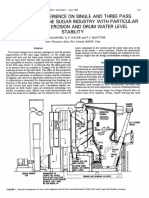
- Operating Experience On Single and Three Pass BoilersDocument7 pagesOperating Experience On Single and Three Pass Boilersbonginkosi mathunjwaNo ratings yet
- Java Ratio Analysis Breaks Down as an Equitable Cane Evaluation MethodDocument3 pagesJava Ratio Analysis Breaks Down as an Equitable Cane Evaluation MethodRobin KusmantoNo ratings yet
- Areview of Cane Knifing PDFDocument3 pagesAreview of Cane Knifing PDFamarnath jagirdarNo ratings yet
- Shoa Internship Report: Chapter OneDocument53 pagesShoa Internship Report: Chapter OneSegni KitilaNo ratings yet
- Performance indicators for sugar processing efficiencyDocument3 pagesPerformance indicators for sugar processing efficiencyJavier Manuel IbanezNo ratings yet
- Energy Audit in Sugar IndustryDocument6 pagesEnergy Audit in Sugar IndustryVikram Porje100% (1)
- Instrument Loop Diagrams: ANSI/ISA-5.4-1991Document22 pagesInstrument Loop Diagrams: ANSI/ISA-5.4-1991wintermacNo ratings yet
- Mill Material Balance-BOOK-Toat PDFDocument62 pagesMill Material Balance-BOOK-Toat PDFKeziaagus HiaNo ratings yet
- Cleaning Methods for Sugar Cane HarvestingDocument54 pagesCleaning Methods for Sugar Cane HarvestingPranetr R.100% (1)
- Specification of Sugar Plant 9000 TCDDocument7 pagesSpecification of Sugar Plant 9000 TCDArif ShafiNo ratings yet
- 1981 - Addison - Large Falling Film EvaporatorsDocument3 pages1981 - Addison - Large Falling Film EvaporatorsshondabagueNo ratings yet
- Efficiency Calculations of BagasseDocument4 pagesEfficiency Calculations of BagasseOmar Ahmed ElkhalilNo ratings yet
- Process Automation Examples From Various Plant Stations in A Beet Sugar FactoryDocument36 pagesProcess Automation Examples From Various Plant Stations in A Beet Sugar FactoryRiadh2012No ratings yet
- MONTECARDocument19 pagesMONTECARFederico Leon100% (1)
- Montecarlosimulations: Software By: Barringer & Associates, IncDocument19 pagesMontecarlosimulations: Software By: Barringer & Associates, IncSaâd Eddine Atif100% (1)
- Food HygieneDocument22 pagesFood HygieneFederico LeonNo ratings yet
- The Manning EquationDocument10 pagesThe Manning EquationFederico LeonNo ratings yet
- Risk Assessment-Creating A Risk MatrixDocument11 pagesRisk Assessment-Creating A Risk MatrixFederico LeonNo ratings yet
- I So StandardsDocument1 pageI So StandardsCHOFOR VITALISNo ratings yet
- Food Safety BasicsDocument30 pagesFood Safety BasicsFederico LeonNo ratings yet
- UNIVER 400 Filter - Wine/DregsDocument2 pagesUNIVER 400 Filter - Wine/DregsFederico LeonNo ratings yet
- Specific Aspects of Food Safety AuditingDocument62 pagesSpecific Aspects of Food Safety AuditingFederico LeonNo ratings yet
- BRC Food Safety Quality Management System Training GuideDocument61 pagesBRC Food Safety Quality Management System Training GuideFederico Leon100% (1)
- Sanitation and Safety Functions of Food ServiceDocument9 pagesSanitation and Safety Functions of Food ServiceFederico LeonNo ratings yet
- Sanitation and Safety in Food & Beverage OperationDocument15 pagesSanitation and Safety in Food & Beverage OperationFederico Leon50% (2)
- Fermentation BasicsDocument18 pagesFermentation BasicsFederico LeonNo ratings yet
- CocoaDocument37 pagesCocoaFederico LeonNo ratings yet
- Biofilm FormationDocument7 pagesBiofilm FormationFederico LeonNo ratings yet
- Fermentation Process: Production of Antibiotics Like PenicillinDocument44 pagesFermentation Process: Production of Antibiotics Like PenicillinIsmaelovf100% (3)
- Educational AccountabilityDocument29 pagesEducational AccountabilityFederico LeonNo ratings yet
- CH 4-6 Lactic AcidDocument12 pagesCH 4-6 Lactic AcidKavitha VarakNo ratings yet
- Theories of Responsibility Accountability LiabilityDocument95 pagesTheories of Responsibility Accountability Liabilityankit boxer100% (1)
- Samplepagesfromworldcommercialaircraftmromarket2013 2023Document5 pagesSamplepagesfromworldcommercialaircraftmromarket2013 2023Federico LeonNo ratings yet
- AccountabilityDocument5 pagesAccountabilityFederico LeonNo ratings yet
- Removal of Color in Cane Juice ClarificationDocument8 pagesRemoval of Color in Cane Juice ClarificationFederico LeonNo ratings yet
- County Accountability TrainingDocument27 pagesCounty Accountability TrainingFederico LeonNo ratings yet
- Kemtalo Sugar and Bioethanol KemiraDocument3 pagesKemtalo Sugar and Bioethanol KemiraFederico LeonNo ratings yet
- CO2 Volume in EggsDocument5 pagesCO2 Volume in EggsFederico LeonNo ratings yet
- Cane Sugar PDFDocument633 pagesCane Sugar PDFbernie_bph50% (2)
- Hazard ID ProceduresDocument11 pagesHazard ID ProceduresFederico LeonNo ratings yet
- Hazard ID ProceduresDocument11 pagesHazard ID ProceduresFederico LeonNo ratings yet
- VTT R 01177 17Document27 pagesVTT R 01177 17Joseph BookerNo ratings yet
- Ax2012 Enus Sam 04 PDFDocument26 pagesAx2012 Enus Sam 04 PDFErnesto J DuranNo ratings yet
- Science Manuscript Word TemplateDocument4 pagesScience Manuscript Word TemplatepopularsodaNo ratings yet
- SmartPlant Instrumentation installation checklistDocument2 pagesSmartPlant Instrumentation installation checklistmnoormohamed82No ratings yet
- Me 2403 Power Plant Engineering - Short Question and AnswersDocument16 pagesMe 2403 Power Plant Engineering - Short Question and AnswersBIBIN CHIDAMBARANATHANNo ratings yet
- Definitions of CEC2017 Benchmark Suite Final Version UpdatedDocument34 pagesDefinitions of CEC2017 Benchmark Suite Final Version Updatedpc100% (1)
- Unix For Beginners - SLDocument220 pagesUnix For Beginners - SLPavan VasanthamNo ratings yet
- FREE UX Books @UXlinksDocument4 pagesFREE UX Books @UXlinksSyaifudin MashuriNo ratings yet
- Electronics QuestionnaireDocument4 pagesElectronics QuestionnaireRenie FedericoNo ratings yet
- Dwg. No. 63170016 - ER-15Document1 pageDwg. No. 63170016 - ER-15GiantcanaNo ratings yet
- Blackberry Enterprise Server For Microsoft Exchange: Troubleshooting GuideDocument48 pagesBlackberry Enterprise Server For Microsoft Exchange: Troubleshooting GuideKhaled AjouzNo ratings yet
- Unethical Business Pratices in Corporates: March 2016Document13 pagesUnethical Business Pratices in Corporates: March 2016Manju Nadh ChakravadhanulaNo ratings yet
- Oops (Object Oriented Programming System)Document3 pagesOops (Object Oriented Programming System)shamagondalNo ratings yet
- DYNAenergetics 2.875 PA Auto-Vent Firing Head Field Assembly ProcedureDocument7 pagesDYNAenergetics 2.875 PA Auto-Vent Firing Head Field Assembly ProceduremahsaNo ratings yet
- Calculation Procedure, Low-Finned Tubes: Exxon EngineeringDocument56 pagesCalculation Procedure, Low-Finned Tubes: Exxon Engineeringvin ssNo ratings yet
- Lot Inspection Report For LPG New CylindersDocument3 pagesLot Inspection Report For LPG New CylindersJagannath MajhiNo ratings yet
- Exercise 4 - HERBICIDE CALCULATION - MSMP Version - Docx Version 1Document4 pagesExercise 4 - HERBICIDE CALCULATION - MSMP Version - Docx Version 1Omaiwa Mo ShinderuNo ratings yet
- Physics Roller Coaster ProjectDocument13 pagesPhysics Roller Coaster Projectapi-348624957No ratings yet
- Ee-316 - Circuit Theory LabDocument47 pagesEe-316 - Circuit Theory LabsureshhasiniNo ratings yet
- Task #2 SIA-309 Perancangan Fondasi 2: Retaining WallsDocument1 pageTask #2 SIA-309 Perancangan Fondasi 2: Retaining WallsDesti Santi PratiwiNo ratings yet
- Scoring Rubric For Oral Presentations Total Points ScoreDocument2 pagesScoring Rubric For Oral Presentations Total Points ScoreLezia pagdonsolanNo ratings yet
- Manufacturing Technology (ME461) Lecture1Document39 pagesManufacturing Technology (ME461) Lecture1Rishabh JainNo ratings yet
- 218477these Stufy of An in Vehicule Infotainement SystemDocument79 pages218477these Stufy of An in Vehicule Infotainement SystemKhaled GharbiNo ratings yet
- Online School Management System Integrated With Accounting Management SystemDocument24 pagesOnline School Management System Integrated With Accounting Management SystemKIRUTHIKA SNo ratings yet
- 29 KprogDocument582 pages29 KprogMike MorrowNo ratings yet