You might also like
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- Conveyor Pulley DrumsDocument13 pagesConveyor Pulley DrumsriysallNo ratings yet
- Pulley Idler Shaft F9265C65B8F87Document3 pagesPulley Idler Shaft F9265C65B8F87souvonik100% (1)
- The Function and Mechanism of Conveyor Pulley DrumsDocument15 pagesThe Function and Mechanism of Conveyor Pulley DrumsKroya HunNo ratings yet
- The Design of Conveyor PulleysDocument10 pagesThe Design of Conveyor PulleysJam BabNo ratings yet
- Conveyor Pulley Failure Analysis PDFDocument3 pagesConveyor Pulley Failure Analysis PDFriysallNo ratings yet
- Belt Conveyor Pulley Design - Why The Failures - Terry KingDocument11 pagesBelt Conveyor Pulley Design - Why The Failures - Terry KingJakesNo ratings yet
- SME 2017 Design and Analysis of Conveyor Pulleys - A HustrulidDocument34 pagesSME 2017 Design and Analysis of Conveyor Pulleys - A Hustrulidtadela_553439598No ratings yet
- Finite Element Analysis and Improved Design of Large Scale Belt Conveyor DrumsDocument13 pagesFinite Element Analysis and Improved Design of Large Scale Belt Conveyor Drumsjhon ortizNo ratings yet
- Shell Thickness PDFDocument6 pagesShell Thickness PDFLucia ZambranoNo ratings yet
- Understanding T2 Tensioning Requirements and The PhilosophieDocument4 pagesUnderstanding T2 Tensioning Requirements and The PhilosophieWaris La Joi WakatobiNo ratings yet
- Travelling Trippers PDFDocument4 pagesTravelling Trippers PDFkalai50% (2)
- Fenner-Dunlop Conveyor Problems & SolutionsDocument18 pagesFenner-Dunlop Conveyor Problems & Solutionsmickey262010100% (1)
- KDHI Conveyor SystemDocument25 pagesKDHI Conveyor SystemFavorSea Industrial Channel LimitedNo ratings yet
- Japan Pipe Belt Conveyor Sy...Document7 pagesJapan Pipe Belt Conveyor Sy...salkan_rahmanovic810No ratings yet
- IdlerDesignGuide PROKDocument25 pagesIdlerDesignGuide PROKEge UgurluNo ratings yet
- Conveyor Design-1Document2 pagesConveyor Design-1PRASHANTHNo ratings yet
- Chutes Design PDFDocument11 pagesChutes Design PDFWaris La Joi Wakatobi100% (1)
- CB Selecting The Proper Conveyor BeltDocument18 pagesCB Selecting The Proper Conveyor BeltdineshNo ratings yet
- Belt Conveyor Design DunlopDocument161 pagesBelt Conveyor Design DunlopByron MontejoNo ratings yet
- Extract From The Book Belt FeederDocument93 pagesExtract From The Book Belt FeederPushp Dutt100% (1)
- Belt Conveyor Pulley Design - Why The FailuresDocument16 pagesBelt Conveyor Pulley Design - Why The FailuresenrimauryNo ratings yet
- Iso 3684 1990Document8 pagesIso 3684 1990joaquin fuentealba moralesNo ratings yet
- Belt ConveyorDocument12 pagesBelt Conveyorjuan carlos alvarez gomez100% (1)
- Selecting A Conveyor DriveDocument7 pagesSelecting A Conveyor Drivegopi_ggg20016099100% (1)
- The Values Are Not Linked With Anywhere ..: Conveyor ProfileDocument33 pagesThe Values Are Not Linked With Anywhere ..: Conveyor ProfileMustafa Akbar100% (1)
- Keyless BushingsDocument52 pagesKeyless BushingsgorgonoidemarcoNo ratings yet
- Bins & Feeders in Cement IndustryDocument29 pagesBins & Feeders in Cement IndustryNaelNo ratings yet
- Belt Conveyor Take Up DesignDocument4 pagesBelt Conveyor Take Up DesignKroya HunNo ratings yet
- 2-Critical Speed of ShaftDocument5 pages2-Critical Speed of ShaftRidani Faulika Amma100% (3)
- A Review On Numerical and Experimental Study of Screw ConveyorDocument4 pagesA Review On Numerical and Experimental Study of Screw ConveyorMangatur SimamoraNo ratings yet
- Belt Conveyor CalculationDocument8 pagesBelt Conveyor CalculationFarrahxviiiNo ratings yet
- Apron Feeder SpecDocument2 pagesApron Feeder Spec20106285No ratings yet
- Fatigue Failures of Welded Conveyor DrumsDocument11 pagesFatigue Failures of Welded Conveyor DrumsWashington MoraisNo ratings yet
- Take Up Brochure - Web PDFDocument16 pagesTake Up Brochure - Web PDFM Sulaiman0% (1)
- Tracking FDA 0105Document21 pagesTracking FDA 0105최문섭No ratings yet
- Chute Design Considerations For Feeding and TransferDocument22 pagesChute Design Considerations For Feeding and TransferIsaac Kendall100% (2)
- Pipe ConveyorDocument4 pagesPipe ConveyorDIBYENDU MONDALNo ratings yet
- Conveyor Chain Design GuideDocument64 pagesConveyor Chain Design GuideAtacomaNo ratings yet
- Static Shaft Pulleys With Internal BearingsDocument14 pagesStatic Shaft Pulleys With Internal Bearingsjonodo89100% (1)
- Modern Pulley Design Techniques and Failure Analysis MethodsDocument17 pagesModern Pulley Design Techniques and Failure Analysis MethodsSiva SubramaniNo ratings yet
- Application of Weldment Fatigue Methods To Conveyors Pulley DesignDocument6 pagesApplication of Weldment Fatigue Methods To Conveyors Pulley DesignIgor San Martín PeñalozaNo ratings yet
- Foundation Design Philosophy For Bullet VesselsDocument5 pagesFoundation Design Philosophy For Bullet Vesselsdicktracy11No ratings yet
- Laughlin - A Comparison of Turbine Pulley Design Philosophies With Historical PerspectiveDocument3 pagesLaughlin - A Comparison of Turbine Pulley Design Philosophies With Historical Perspectivedarkwing888No ratings yet
- Belt Conveyor Pulley Design - Why The FailuresDocument9 pagesBelt Conveyor Pulley Design - Why The FailuresWaris La Joi WakatobiNo ratings yet
- Design of Vertical Tank TowerDocument6 pagesDesign of Vertical Tank TowerAlan C. AbanNo ratings yet
- VD - 68 Design Verification of Winch For Offshore CranesDocument4 pagesVD - 68 Design Verification of Winch For Offshore CraneskhurramNo ratings yet
- Belt Conveyor Pulley DesignDocument11 pagesBelt Conveyor Pulley Designthakur_raghab100% (1)
- PalmgrenDocument12 pagesPalmgrenGomathi SankarNo ratings yet
- Improvement Design of WinchesDocument77 pagesImprovement Design of WinchesNurseptian Pratomo100% (1)
- Design, Analysis and Safety Norms of Transmission Systems in SubmarinesDocument29 pagesDesign, Analysis and Safety Norms of Transmission Systems in SubmarinesASHUTOSH CHAURASIANo ratings yet
- Nordel Pulley Tambor FalhaDocument17 pagesNordel Pulley Tambor FalhaJoseph SilvaNo ratings yet
- Equipmrnt FoundationDocument52 pagesEquipmrnt Foundationdovi01100% (1)
- Term Paper: Topic:-Dowel BarsDocument15 pagesTerm Paper: Topic:-Dowel BarsAtish Kumar100% (2)
- Design of Plate GirderDocument109 pagesDesign of Plate GirderFAR_A_DAYNo ratings yet
- Foundation Design Philosophy For Vertical VesselDocument6 pagesFoundation Design Philosophy For Vertical VesselKyaw Kyaw AungNo ratings yet
- Otc 3669 MSDocument10 pagesOtc 3669 MSanon_401712377No ratings yet
- Apparatus Design IIDocument52 pagesApparatus Design IIEthio Dangote TubeNo ratings yet
- Design Verification of Winch For Offshore Cranes PDFDocument4 pagesDesign Verification of Winch For Offshore Cranes PDFtonyNo ratings yet
- Foundation Design Philosophy For Vertical VesselDocument6 pagesFoundation Design Philosophy For Vertical VesselKeaten Claney100% (1)
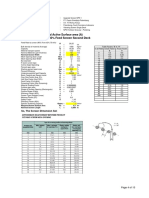
- Calc - Vibrating Screen Single Deck NPK1Document5 pagesCalc - Vibrating Screen Single Deck NPK1Waris La Joi WakatobiNo ratings yet
- Operating Instructions: BA K295 EN 06.97Document45 pagesOperating Instructions: BA K295 EN 06.97Waris La Joi WakatobiNo ratings yet
- Feeder Breaker Chain (Renold Chain) Double Pitch Sprocket DesignDocument1 pageFeeder Breaker Chain (Renold Chain) Double Pitch Sprocket DesignWaris La Joi Wakatobi0% (1)
- Technical Data Hino 700 ProfiaDocument5 pagesTechnical Data Hino 700 ProfiaWaris La Joi WakatobiNo ratings yet
- Operating Instructions: BA G298 EN 08.98Document39 pagesOperating Instructions: BA G298 EN 08.98Waris La Joi WakatobiNo ratings yet
- 8702en PDFDocument32 pages8702en PDFWaris La Joi WakatobiNo ratings yet
- 7300en PDFDocument9 pages7300en PDFWaris La Joi WakatobiNo ratings yet
- Arpex CouplingDocument38 pagesArpex CouplingWaris La Joi WakatobiNo ratings yet
- RUPEX Coupling RWNDocument26 pagesRUPEX Coupling RWNWaris La Joi WakatobiNo ratings yet
- 7300en PDFDocument9 pages7300en PDFWaris La Joi WakatobiNo ratings yet
- ZAPEX CouplingDocument22 pagesZAPEX CouplingWaris La Joi WakatobiNo ratings yet
- Coefficient of Friction PDFDocument8 pagesCoefficient of Friction PDFWaris La Joi WakatobiNo ratings yet
- 8703en PDFDocument35 pages8703en PDFWaris La Joi WakatobiNo ratings yet
- Wire Rope Drum HoistDocument3 pagesWire Rope Drum HoistWaris La Joi WakatobiNo ratings yet
- Installation GuideDocument15 pagesInstallation GuideWaris La Joi WakatobiNo ratings yet
- Survey of Cargo Handling ResearchDocument95 pagesSurvey of Cargo Handling ResearchWaris La Joi WakatobiNo ratings yet
- PARAMAX NEW Copy Rev2Document281 pagesPARAMAX NEW Copy Rev2Waris La Joi WakatobiNo ratings yet
- Vertical Curve Radius Calculations: Pt. Vortex IndonesiaDocument4 pagesVertical Curve Radius Calculations: Pt. Vortex IndonesiaWaris La Joi WakatobiNo ratings yet
- Analisis Drag Scrapper Chain Feeder (FB01 & FB02) EPIDocument10 pagesAnalisis Drag Scrapper Chain Feeder (FB01 & FB02) EPIWaris La Joi WakatobiNo ratings yet
- Trailing Chasis Axle R1Document62 pagesTrailing Chasis Axle R1Waris La Joi WakatobiNo ratings yet
- List Mining CompanyDocument12 pagesList Mining CompanyWaris La Joi WakatobiNo ratings yet
- ITCC in Riyadh Residential Complex J10-13300 01300-1 SubmittalsDocument4 pagesITCC in Riyadh Residential Complex J10-13300 01300-1 SubmittalsuddinnadeemNo ratings yet
- 978 0 7503 5301 4.previewDocument86 pages978 0 7503 5301 4.previewHakim KaciNo ratings yet
- Le Et Al v. ArciTerra Group, LLC - Document No. 7Document2 pagesLe Et Al v. ArciTerra Group, LLC - Document No. 7Justia.comNo ratings yet
- Jurnal Keselamatan Kerja Di LabDocument7 pagesJurnal Keselamatan Kerja Di LabNisa NisaNo ratings yet
- Strategic HumanresourcepdfDocument14 pagesStrategic HumanresourcepdfDanishNo ratings yet
- G1312-90010 BinaryPumpSL User EbookDocument168 pagesG1312-90010 BinaryPumpSL User EbookJeff Ong Soon HuatNo ratings yet
- Nokia's FailureDocument11 pagesNokia's FailureRohith ThampiNo ratings yet
- XCAT 2.0: A Component-Based Programming Model For Grid Web ServicesDocument10 pagesXCAT 2.0: A Component-Based Programming Model For Grid Web Servicesxico107No ratings yet
- Lab Session 13: Generics in JavaDocument11 pagesLab Session 13: Generics in JavaParsa ShereenNo ratings yet
- Rg10 BasicDocument4 pagesRg10 BasicallieNo ratings yet
- BDG TutorialDocument11 pagesBDG TutorialyassineNo ratings yet
- Module 1: Exploring EntrepreneurshipDocument5 pagesModule 1: Exploring EntrepreneurshipZara DelacruzNo ratings yet
- NYC Government Positions With DriversDocument12 pagesNYC Government Positions With DriversCity & State NYNo ratings yet
- Backplane White Paper OpenVPXDocument11 pagesBackplane White Paper OpenVPXnusha a100% (1)
- Question PaperDocument4 pagesQuestion PaperKenneth RichardsNo ratings yet
- Math3 - q2 - Mod3 - Multiplying 2-3 Numbers by 1-2 Numbers With and Without Regrouping - v1Document17 pagesMath3 - q2 - Mod3 - Multiplying 2-3 Numbers by 1-2 Numbers With and Without Regrouping - v1Serena AlmondNo ratings yet
- SKF BSD 2047 CGA - VT105 SpecificationDocument4 pagesSKF BSD 2047 CGA - VT105 Specificationugucua.01No ratings yet
- Proglaze® SSG: Single-Component, Neutral-Cure, Silicone Sealant For Structural GlazingDocument2 pagesProglaze® SSG: Single-Component, Neutral-Cure, Silicone Sealant For Structural GlazingTung ThanhNo ratings yet
- Electrical Parts List: 4-1 CS21A0MQ5X/BWTDocument10 pagesElectrical Parts List: 4-1 CS21A0MQ5X/BWTwkkchamaraNo ratings yet
- Sand Trap Louvers: A Perfect Partner in Performance... A Perfect Partner in Performance..Document12 pagesSand Trap Louvers: A Perfect Partner in Performance... A Perfect Partner in Performance..Danish MehmoodNo ratings yet
- Oh, What A Day! - Barney Wiki - FandomDocument4 pagesOh, What A Day! - Barney Wiki - FandomchefchadsmithNo ratings yet
- Collective MarketingDocument13 pagesCollective MarketingMart RuralNo ratings yet
- Electrical & Electronic Measurements Model Curriculum 2020-21Document1 pageElectrical & Electronic Measurements Model Curriculum 2020-21devi ji0% (1)
- Uvm Test TerminationDocument24 pagesUvm Test TerminationRajesh NandiNo ratings yet
- 2019 FC-FX 350 RepairDocument400 pages2019 FC-FX 350 RepairZach HersheyNo ratings yet
- Center Mount Unit Coolers: Technical GuideDocument8 pagesCenter Mount Unit Coolers: Technical GuideJay PatelNo ratings yet
- Companion: Material Safety Data Sheet ® Liquid Biological FungicideDocument2 pagesCompanion: Material Safety Data Sheet ® Liquid Biological FungicideNatalie TorresNo ratings yet
- DBP Vs COADocument20 pagesDBP Vs COAThea P PorrasNo ratings yet
- State Wise Installed Capacity As On 30.06.2019Document2 pagesState Wise Installed Capacity As On 30.06.2019Bhom Singh NokhaNo ratings yet
- Disk Cleanup PDFDocument3 pagesDisk Cleanup PDFMohammed Abdul MajeedNo ratings yet
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneFrom EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneRating: 4.5 out of 5 stars4.5/5 (5)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Laws of UX: Using Psychology to Design Better Products & ServicesFrom EverandLaws of UX: Using Psychology to Design Better Products & ServicesRating: 5 out of 5 stars5/5 (9)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessFrom EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNo ratings yet
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionFrom EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionNo ratings yet
- Pressure Vessels Field Manual: Common Operating Problems and Practical SolutionsFrom EverandPressure Vessels Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (12)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- Marine Rudders and Control Surfaces: Principles, Data, Design and ApplicationsFrom EverandMarine Rudders and Control Surfaces: Principles, Data, Design and ApplicationsRating: 4.5 out of 5 stars4.5/5 (3)
- Debugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingFrom EverandDebugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingRating: 5 out of 5 stars5/5 (1)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsFrom EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsRating: 5 out of 5 stars5/5 (1)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- Design Recipes for FPGAs: Using Verilog and VHDLFrom EverandDesign Recipes for FPGAs: Using Verilog and VHDLRating: 2 out of 5 stars2/5 (1)