You might also like
- Chemical Analysis of Cuprous Oxide and Copper Pigments: Standard Test Methods ForDocument5 pagesChemical Analysis of Cuprous Oxide and Copper Pigments: Standard Test Methods ForMadhavanNo ratings yet
- SHEETPILE INSTALLATION-TrainingDocument17 pagesSHEETPILE INSTALLATION-TrainingMadhavanNo ratings yet
- Zinc Oxide Pigments: Standard Specification ForDocument2 pagesZinc Oxide Pigments: Standard Specification ForMadhavanNo ratings yet
- What Effect Does Waterjet Cleaning Have On The Surface? Thirty Years Perspective Lydia Frenzel Advisory Council San Marcos TXDocument70 pagesWhat Effect Does Waterjet Cleaning Have On The Surface? Thirty Years Perspective Lydia Frenzel Advisory Council San Marcos TXRauf AliyevNo ratings yet
- AMCRPS Piling Handbook 9th Web-3Document455 pagesAMCRPS Piling Handbook 9th Web-3loketeloko100% (1)
- Concrete Crack PresentationDocument32 pagesConcrete Crack PresentationMadhavanNo ratings yet
- Bore Pile Procedure - Training Presentation - Rev.01Document23 pagesBore Pile Procedure - Training Presentation - Rev.01MadhavanNo ratings yet
- SHEETPILE INSTALLATION-TrainingDocument17 pagesSHEETPILE INSTALLATION-TrainingMadhavanNo ratings yet
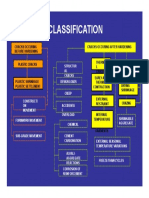
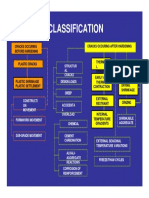
- Concrete Crack ClassificationDocument1 pageConcrete Crack ClassificationMadhavanNo ratings yet
- Instruction Manual For Safety and Comfort PDFDocument24 pagesInstruction Manual For Safety and Comfort PDFmjrobust05No ratings yet
- Bs 1387 PDFDocument26 pagesBs 1387 PDFMadhavanNo ratings yet
- Concrete Crack PresentationDocument32 pagesConcrete Crack PresentationMadhavanNo ratings yet
- Concrete Crack ClassificationDocument1 pageConcrete Crack ClassificationMadhavanNo ratings yet
- Concrete Crack ClassificationDocument1 pageConcrete Crack ClassificationMadhavanNo ratings yet
- Understanding The Basic Commissioning (CX) ProcessDocument3 pagesUnderstanding The Basic Commissioning (CX) ProcessMadhavanNo ratings yet
- Buildings Comissioning PresentDocument3 pagesBuildings Comissioning PresentMadhavanNo ratings yet
- Understanding The Basic Commissioning (CX) ProcessDocument3 pagesUnderstanding The Basic Commissioning (CX) ProcessMadhavanNo ratings yet
- Concrete Crack PresentationDocument32 pagesConcrete Crack PresentationMadhavanNo ratings yet
- The First Core-Loc BreakwaterDocument13 pagesThe First Core-Loc BreakwaterFelipe FernandesNo ratings yet
- Understanding The Basic Commissioning (CX) ProcessDocument3 pagesUnderstanding The Basic Commissioning (CX) ProcessMadhavanNo ratings yet
- Project Quality ManagementDocument33 pagesProject Quality ManagementMadhavanNo ratings yet
- Understanding The Basic Commissioning (CX) ProcessDocument3 pagesUnderstanding The Basic Commissioning (CX) ProcessMadhavanNo ratings yet
- Understanding The Basic Commissioning (CX) ProcessDocument3 pagesUnderstanding The Basic Commissioning (CX) ProcessMadhavanNo ratings yet
- Nominal Pipe Size Conversion To Metric SizeDocument2 pagesNominal Pipe Size Conversion To Metric SizetowiwaNo ratings yet
- Capping Beam Installation - Training Presentation - Rev.01-ChinmoyDocument15 pagesCapping Beam Installation - Training Presentation - Rev.01-ChinmoyMadhavanNo ratings yet
- Understanding The Basic Commissioning (CX) ProcessDocument3 pagesUnderstanding The Basic Commissioning (CX) ProcessMadhavanNo ratings yet
- 1b6 Project CostsDocument25 pages1b6 Project CostsHoangNo ratings yet
- Holiday DetectionDocument4 pagesHoliday DetectionAnsar Ali100% (1)
- 1b6 Project CostsDocument25 pages1b6 Project CostsHoangNo ratings yet
- Rockland Manual REV BDocument42 pagesRockland Manual REV BMadhavan100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Euroleague Basketball: Change Pays Off ForDocument36 pagesEuroleague Basketball: Change Pays Off ForNikos TagalnikNo ratings yet
- City of London SWM Guidelines 2Document22 pagesCity of London SWM Guidelines 2Dotan NutodNo ratings yet
- Key GroupsDocument11 pagesKey GroupsJose RodríguezNo ratings yet
- Acctg 14 - MidtermDocument5 pagesAcctg 14 - MidtermRannah Raymundo100% (1)
- Plewa2016 - Reputation in Higher Education: A Fuzzy Set Analysis of Resource ConfigurationsDocument9 pagesPlewa2016 - Reputation in Higher Education: A Fuzzy Set Analysis of Resource ConfigurationsAlice ChenNo ratings yet
- Privatization of ExtensionDocument49 pagesPrivatization of ExtensionLiam Tesat67% (3)
- Due Friday, February 21, 2014 by 5:00 P.M. To The AE312 MailboxDocument3 pagesDue Friday, February 21, 2014 by 5:00 P.M. To The AE312 MailboxankstamanNo ratings yet
- Welcome To Our Presentation: Submitted byDocument30 pagesWelcome To Our Presentation: Submitted byShamim MridhaNo ratings yet
- Raghad Kamel's ResumeDocument7 pagesRaghad Kamel's ResumeMostafa Mohamed GamalNo ratings yet
- Cyber Attack NotesDocument4 pagesCyber Attack NotesCindy The GoddessNo ratings yet
- BA Trolley AMC PO Vijay Sabre Cont - PrintDocument7 pagesBA Trolley AMC PO Vijay Sabre Cont - PrintParag ChandankhedeNo ratings yet
- 12 C AdminstrationDocument2 pages12 C AdminstrationMuditNo ratings yet
- 24 Antiseizure DrugsDocument71 pages24 Antiseizure DrugsThea MallariNo ratings yet
- Nishat ISDocument11 pagesNishat ISSaeed MahmoodNo ratings yet
- GT Reading Test 5, 2Document2 pagesGT Reading Test 5, 2Muzammel Hossian MatinNo ratings yet
- Communication To Offer-ContractsDocument20 pagesCommunication To Offer-ContractsAarif Mohammad BilgramiNo ratings yet
- Aga 11Document7 pagesAga 11elijbbNo ratings yet
- April 24, 2008Document80 pagesApril 24, 2008Reynaldo EstomataNo ratings yet
- D Fwxfs Fzô Fee F Fs Wû Àfiy°Ff WX' Af° F Ff°Fe W F FF 21 D F°Ff Izy QZVF FWX A FZ Afz FF FF 23Document24 pagesD Fwxfs Fzô Fee F Fs Wû Àfiy°Ff WX' Af° F Ff°Fe W F FF 21 D F°Ff Izy QZVF FWX A FZ Afz FF FF 23Govind Chandra DwivediNo ratings yet
- METHODOLOG1Document3 pagesMETHODOLOG1Essa M RoshanNo ratings yet
- Accounting QuestionsDocument16 pagesAccounting QuestionsPrachi ChananaNo ratings yet
- Geometric Latent Diffusion ModelDocument18 pagesGeometric Latent Diffusion ModelmartaNo ratings yet
- FFA Test CHP INV and 16Document8 pagesFFA Test CHP INV and 16zainabNo ratings yet
- 04 HSE Inspection ChecklistDocument2 pages04 HSE Inspection ChecklistAjay Hazarika100% (2)
- How To Use The R Software: July 2019Document28 pagesHow To Use The R Software: July 2019Paul GokoolNo ratings yet
- COURT CLERK NoticeDocument10 pagesCOURT CLERK NoticeED Curtis100% (3)
- W01 358 7304Document29 pagesW01 358 7304MROstop.comNo ratings yet
- Power GREPDocument392 pagesPower GREPCeles NubesNo ratings yet
- Contracts Act, 2010Document59 pagesContracts Act, 2010Sam KNo ratings yet
- Mystique-1 Shark Bay Block Diagram: Project Code: 91.4LY01.001 PCB (Raw Card) : 12298-2Document80 pagesMystique-1 Shark Bay Block Diagram: Project Code: 91.4LY01.001 PCB (Raw Card) : 12298-2Ion PetruscaNo ratings yet