You might also like
- Examen 3.1 John CenaDocument4 pagesExamen 3.1 John CenanooormaaahernaanndezNo ratings yet
- 3.2 Muestreo Por Variables y AtributosDocument25 pages3.2 Muestreo Por Variables y AtributosGerry Fields100% (2)
- 03 Requisitos de La Norma Iso 9001-2015 de La Seccion 4 A La 10 - Enero 2021Document38 pages03 Requisitos de La Norma Iso 9001-2015 de La Seccion 4 A La 10 - Enero 2021alejandroNo ratings yet
- EJERCICIOS fFIABILIDADDocument5 pagesEJERCICIOS fFIABILIDADMarcela LopezNo ratings yet
- Las Consecuencias de Una Deficiente Logística Internacional - UTTT - Examen - Junio - 2012Document2 pagesLas Consecuencias de Una Deficiente Logística Internacional - UTTT - Examen - Junio - 2012Cristino Cid Cruz0% (1)
- Actividad 1 (Unidad 4) . - Plan de MuestreoDocument11 pagesActividad 1 (Unidad 4) . - Plan de Muestreoalberto hernandezNo ratings yet
- Evidencia 2 - Control Estadístico de CalidadDocument5 pagesEvidencia 2 - Control Estadístico de CalidadEmilio FrancoNo ratings yet
- Analisis de Sensibilidad Ejercicios 2018Document3 pagesAnalisis de Sensibilidad Ejercicios 2018Julio Cesar Castillo HuisacaynaNo ratings yet
- Actividad Unidad 4Document28 pagesActividad Unidad 4Francisco SchuldinerNo ratings yet
- Conceptos Básicos para La Formulación de AlgoritmosDocument3 pagesConceptos Básicos para La Formulación de AlgoritmosJose Francisco Vidaña PeñaNo ratings yet
- ExamenDocument10 pagesExamenNathalia Díaz Escobar33% (3)
- Capitulo 17Document25 pagesCapitulo 17Mariana Del MoralNo ratings yet
- Monitoreo y análisis estadístico de procesos con aplicacionesFrom EverandMonitoreo y análisis estadístico de procesos con aplicacionesRating: 4 out of 5 stars4/5 (1)
- PP Muestreo AceptacionDocument46 pagesPP Muestreo AceptacionRCA_CONSULTORESNo ratings yet
- Aql Por VariablesDocument17 pagesAql Por Variableslaqb_ileanaNo ratings yet
- Diseño Factorial 2Document12 pagesDiseño Factorial 2Agustin MirafuentesNo ratings yet
- Carmen - A1 - U4 - Cuadro Comparativo de Tipo de Muestreos de AceptaciónDocument8 pagesCarmen - A1 - U4 - Cuadro Comparativo de Tipo de Muestreos de AceptaciónSan ConstaNo ratings yet
- Actividad 3 Funciones de PerdidaDocument7 pagesActividad 3 Funciones de PerdidaChristian AlvaradoNo ratings yet
- Evaluación 3 Sandoval Alvarado AlbertoDocument3 pagesEvaluación 3 Sandoval Alvarado AlbertonooormaaahernaanndezNo ratings yet
- Ejercicios Plan de MuestreoDocument4 pagesEjercicios Plan de MuestreoRulox RivasNo ratings yet
- Co Aql LTPD AoqDocument12 pagesCo Aql LTPD AoqRodriguez Canaza Julio CesarNo ratings yet
- Trabajo de Calidad SaucedeoDocument17 pagesTrabajo de Calidad SaucedeoclaudiaNo ratings yet
- R&R Por AtributosDocument4 pagesR&R Por AtributosJeny MaribelNo ratings yet
- Taller 04272020 Auditoria de La Mezcla de MercadotecniaDocument26 pagesTaller 04272020 Auditoria de La Mezcla de MercadotecniaAndrea Cardona100% (1)
- Capacidad Del Proceso y Metodología Six SigmaDocument36 pagesCapacidad Del Proceso y Metodología Six SigmaAngel Evaristo Flores RamirezNo ratings yet
- Tarea 04. Inspección y Planes de MuestreoDocument9 pagesTarea 04. Inspección y Planes de MuestreoMARILIZA HERNANDEZ ROJASNo ratings yet
- Teoría Del Despilfarro (Taller)Document12 pagesTeoría Del Despilfarro (Taller)katleen mileth lara rivadeneiraNo ratings yet
- Que Hizo Philip Crosby Por La Gestión de La CalidadDocument30 pagesQue Hizo Philip Crosby Por La Gestión de La CalidadRoy CookeNo ratings yet
- Muestreo de AceptacionDocument16 pagesMuestreo de AceptacionKarlos Andrés Valenzuela100% (1)
- Problemario Unidad 5 y 6 2 PDF FreeDocument31 pagesProblemario Unidad 5 y 6 2 PDF FreeNelson R Rivero GonzálezNo ratings yet
- Actividad 5Document4 pagesActividad 5Roberto CabreraNo ratings yet
- Gráficos de Control - IntroducciónDocument20 pagesGráficos de Control - Introducciónalexa_2397No ratings yet
- Problemario 1Document2 pagesProblemario 1XDMILS martinez100% (1)
- Protocolo Six SigmaDocument11 pagesProtocolo Six SigmaJosé Martínez100% (1)
- Aseguramiento Metrologico en Una EmpresaDocument14 pagesAseguramiento Metrologico en Una EmpresaDavidCovicNo ratings yet
- Inspeccion y Muestro Por Normas Militar EstandarDocument18 pagesInspeccion y Muestro Por Normas Militar EstandaringjuanstNo ratings yet
- Qué Es CPK AnaDocument18 pagesQué Es CPK AnaKrishyun AkabaneNo ratings yet
- Muestreo de Aceptación Por VariablesDocument3 pagesMuestreo de Aceptación Por VariablesDilan OrozcoNo ratings yet
- Gasto CaloricoDocument4 pagesGasto CaloricoJohanna BlanquicethNo ratings yet
- Unidad 1 Despliegue de La Funcion de La CalidadDocument10 pagesUnidad 1 Despliegue de La Funcion de La CalidadMariianiita ALor100% (1)
- Tipos de Celdas de ManufacturaDocument43 pagesTipos de Celdas de ManufacturaJose Aurelio Contreras PalomoNo ratings yet
- NORMA MILITAR 414 Castellano - Revision1 PDFDocument57 pagesNORMA MILITAR 414 Castellano - Revision1 PDFDennys BerriosNo ratings yet
- Metodología DMAICDocument4 pagesMetodología DMAICShanel LamarNo ratings yet
- Aql ChaleDocument45 pagesAql ChaleAnonymous nrjd0eq0No ratings yet
- Teoria - JITDocument27 pagesTeoria - JITMarceloNo ratings yet
- Mapa Conceptual CEP, APQP y PPAP.Document3 pagesMapa Conceptual CEP, APQP y PPAP.aileen guluarte100% (1)
- Talleres Mantener - ConservarDocument2 pagesTalleres Mantener - ConservarSteppenWolfNo ratings yet
- Calibracion de Equipos de MediconDocument3 pagesCalibracion de Equipos de MediconManuel Cesar GarcíaNo ratings yet
- Capítulo 18 Muestreo de AceptaciònDocument20 pagesCapítulo 18 Muestreo de AceptaciònJhenny Yampasi Choque50% (2)
- Indicadores UPV (FTT) PDFDocument7 pagesIndicadores UPV (FTT) PDFangelo_1989No ratings yet
- Proyecto Seis SigmaDocument14 pagesProyecto Seis SigmaDavid JesusNo ratings yet
- Mikel HarryDocument7 pagesMikel HarrybrianNo ratings yet
- Gage R&R AtributosDocument5 pagesGage R&R AtributosVeronica OlguinNo ratings yet
- Estudios de Repetibilidad y ReproducibilidadDocument26 pagesEstudios de Repetibilidad y ReproducibilidadJose Deyson VelásquezNo ratings yet
- Taller 1 Six SigmaDocument34 pagesTaller 1 Six Sigmaerika toro0% (1)
- Tarea 3.1 Pablo Manuel Pereyra SanchezDocument3 pagesTarea 3.1 Pablo Manuel Pereyra SanchezPablo PereyraNo ratings yet
- Medicion de TrabajoDocument22 pagesMedicion de TrabajoVictoria MonteroNo ratings yet
- Problemas CARTAS DE CONTROLDocument4 pagesProblemas CARTAS DE CONTROLDIEGO MARCELO JUELA QUINTUÑANo ratings yet
- Muestreo Por Aceptacion 1Document26 pagesMuestreo Por Aceptacion 1ulises coloradoNo ratings yet
- Capitulo - 4 - Planes de Muestreo de AceptaciónDocument26 pagesCapitulo - 4 - Planes de Muestreo de AceptaciónPedro Carrillo PeredoNo ratings yet
- Act - 4.2 - Coronado Rios - Denisse - 19380223Document8 pagesAct - 4.2 - Coronado Rios - Denisse - 19380223JULIANA CORONA RIOS DENISSENo ratings yet
- Marco TeóricoDocument7 pagesMarco TeóricoMaria Guerra OspinoNo ratings yet
- FodaDocument3 pagesFodaJose Francisco Vidaña PeñaNo ratings yet
- Componentes Rectangulares de Una Fuerza en El EspacioDocument25 pagesComponentes Rectangulares de Una Fuerza en El EspacioJose Francisco Vidaña Peña33% (3)
- Work FactorDocument17 pagesWork FactorJose Francisco Vidaña PeñaNo ratings yet
- Orina - Soy LaboDocument49 pagesOrina - Soy LaboMelania MontiNo ratings yet
- IV Trabajo PersonalidadDocument10 pagesIV Trabajo Personalidaduan PerniaNo ratings yet
- Artrópodos Del SueloDocument4 pagesArtrópodos Del SueloElioGustavoCordobaNo ratings yet
- Pasos Implementaciòn de Un Sistema de Gestion de La CalidadDocument5 pagesPasos Implementaciòn de Un Sistema de Gestion de La CalidadBRAHIAN STEVEN PARRADO CADENANo ratings yet
- MultilateracionDocument29 pagesMultilateracionmartins79120479No ratings yet
- Semana 31 Cuento La Hormiga Desobediente - Inicial 3 - 4 - 5 AñosDocument5 pagesSemana 31 Cuento La Hormiga Desobediente - Inicial 3 - 4 - 5 AñosJoel Medina100% (1)
- Procesoso Tendencias de La EvolucionDocument3 pagesProcesoso Tendencias de La EvolucionSoco FloresNo ratings yet
- Criterios de Diseño SciDocument6 pagesCriterios de Diseño SciJosé Oswaldo Atalaya SánchezNo ratings yet
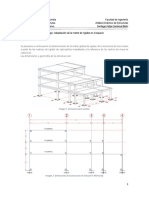
- Trabajo - Idealizacion de La Matriz de RigidezDocument10 pagesTrabajo - Idealizacion de La Matriz de Rigidezromulo182No ratings yet
- Modelo de Dahlgreen y Whitehead de Producción de Inequidades en SaludDocument2 pagesModelo de Dahlgreen y Whitehead de Producción de Inequidades en SaludkathuNo ratings yet
- Manual - Netbook - F021-GG-01-V - 18-06-09Document27 pagesManual - Netbook - F021-GG-01-V - 18-06-09Andrè Paul BenoitNo ratings yet
- Como Aumentar Tu AutoestimaDocument15 pagesComo Aumentar Tu AutoestimajoseraulmarroquinNo ratings yet
- QFD - FinalDocument6 pagesQFD - FinalTony MgNo ratings yet
- Ruth Flores MEI401 Entregable1Document10 pagesRuth Flores MEI401 Entregable1Ruth Sarai Flores GalvezNo ratings yet
- Perfil Electrificación Rural Huayllán y Quinuabamba, FinalDocument86 pagesPerfil Electrificación Rural Huayllán y Quinuabamba, FinalLiz Julissa Rodriguez Sabino100% (1)
- MERCADEO - EJE 4 (1) - FinalDocument21 pagesMERCADEO - EJE 4 (1) - FinalXiomara Andrea Murillo MazueraNo ratings yet
- Valoracion ACIDO ACETICODocument3 pagesValoracion ACIDO ACETICOJhonier Jesus Ruiz PerezNo ratings yet
- Ore Wo Suki Nano Wa Omae Dake Ka Yo Novela Ligera Volumen 5 Capitulo 1Document80 pagesOre Wo Suki Nano Wa Omae Dake Ka Yo Novela Ligera Volumen 5 Capitulo 1Aaron100% (1)
- La Celulosa Ova 2Document17 pagesLa Celulosa Ova 2Elias Fernando Haro AroNo ratings yet
- PLAN 3ro Secundaria LenguajeDocument16 pagesPLAN 3ro Secundaria LenguajeCandy Bécquer80% (5)
- Tarea 1 - AlgoritmoDocument4 pagesTarea 1 - AlgoritmoAlejandro Monroy JimenezNo ratings yet
- Principiosde SCRUMDocument38 pagesPrincipiosde SCRUMrosa choquepata100% (1)
- Master Internacional Parapsicología CientíficaDocument11 pagesMaster Internacional Parapsicología CientíficaDavid LozanoNo ratings yet
- Análisis Sociológico. Los Amos de Juan BoschDocument4 pagesAnálisis Sociológico. Los Amos de Juan BoschElba MariñezNo ratings yet
- Vocacion y Alienacion ProfesionalDocument22 pagesVocacion y Alienacion Profesionalmarcelo muñozNo ratings yet
- CasoDocument2 pagesCasoJesus RojasNo ratings yet
- Procedimiento de Riesgo PsicosocialDocument4 pagesProcedimiento de Riesgo PsicosocialS'ebas P'sNo ratings yet
- Violencia SexualDocument3 pagesViolencia SexualShirley LilamíNo ratings yet
- Tesis: Conciencia Ambiental en Estudiantes Del Nivel Secundaria de La Selva Central de JunínDocument22 pagesTesis: Conciencia Ambiental en Estudiantes Del Nivel Secundaria de La Selva Central de JunínAlexis SVNo ratings yet