You might also like
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Automotive Sensor Testing and Waveform AnalysisFrom EverandAutomotive Sensor Testing and Waveform AnalysisRating: 4.5 out of 5 stars4.5/5 (13)
- Alignment SOPDocument14 pagesAlignment SOPSoumya Ranjan SahooNo ratings yet
- Rotating AlignmentDocument16 pagesRotating Alignmentabhishek jhaNo ratings yet
- Alignment ProcedureDocument31 pagesAlignment ProcedurekuldipsinhNo ratings yet
- A Practical Guide To Shaft AlignmentDocument74 pagesA Practical Guide To Shaft AlignmentRjeb mohamed92% (12)
- Radial Thrust BRG Case StudiesDocument14 pagesRadial Thrust BRG Case StudiesRajagopal100% (1)
- Reverse Dial Alignment ProcedureDocument7 pagesReverse Dial Alignment ProcedurejohnsaballaNo ratings yet
- FabricationDocument50 pagesFabricationashishghadiya75% (16)
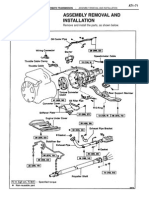
- Assembly Removal and Installation: Remove and Install The Parts, As Shown BelowDocument5 pagesAssembly Removal and Installation: Remove and Install The Parts, As Shown BelowHugoE.TorresNo ratings yet
- Alignment Training (Presentation) - Apr07Document50 pagesAlignment Training (Presentation) - Apr07Mohamed Belall100% (3)
- Pump AlignmentDocument6 pagesPump AlignmentJuned Hamid KhanNo ratings yet
- Reverse Dial-Indicator-Alignment-Procedure PDFDocument4 pagesReverse Dial-Indicator-Alignment-Procedure PDFamirthraj74No ratings yet
- Manual de Servicio Haas VF-1 1996Document246 pagesManual de Servicio Haas VF-1 1996Alejandro Rivera Vega100% (1)
- AlignmentDocument35 pagesAlignmentdf100% (1)
- Pre Alignment Checks P. S. Rathore SR EngineerDocument4 pagesPre Alignment Checks P. S. Rathore SR EngineersppramNo ratings yet
- Effects of MisalignmentDocument50 pagesEffects of MisalignmentRana RandhirNo ratings yet
- Dial Gauge and Alignment: We Are Your Team MembersDocument11 pagesDial Gauge and Alignment: We Are Your Team MembersSIVAPATHASEKARAN100% (2)
- Flying Wing Calc July 2009Document14 pagesFlying Wing Calc July 2009rcpilotNo ratings yet
- AlignmentDocument31 pagesAlignmentRajendra Singh50% (2)
- Ifs Scorpio 06 2006 V0Document49 pagesIfs Scorpio 06 2006 V0JOSE FRANCISCONo ratings yet
- EN Prevent Turbomachinery Thrust FailuresDocument4 pagesEN Prevent Turbomachinery Thrust FailuresUmair NaseemNo ratings yet
- Five Basic Errors in Shaft AlignmentDocument9 pagesFive Basic Errors in Shaft AlignmentTomy lee youngNo ratings yet
- Shaft AlignmentDocument44 pagesShaft Alignmentrodolfosti100% (1)
- Mazhar Hussain - Bt13Mec045 Sahil Mishra - Bt13Mec046 N.Siva Prasad - Bt13Mec047Document12 pagesMazhar Hussain - Bt13Mec045 Sahil Mishra - Bt13Mec046 N.Siva Prasad - Bt13Mec047pankajNo ratings yet
- DegreeingcamshafttDocument2 pagesDegreeingcamshafttmohd azzuhri kumaranNo ratings yet
- Factors Influencing Alignment ProcedureDocument23 pagesFactors Influencing Alignment ProcedureClint Garcia100% (1)
- Alignment Tolerances: 9:1 Methods For Evaluating The Alignment QualityDocument5 pagesAlignment Tolerances: 9:1 Methods For Evaluating The Alignment Qualityمنذر بوجازيةNo ratings yet
- Kiln DriveDocument83 pagesKiln DriveMohammed BNo ratings yet
- Turbine AlignmentDocument3 pagesTurbine AlignmentParmasamy SubramaniNo ratings yet
- Overhauling TP800C Gbox ME-810cDocument10 pagesOverhauling TP800C Gbox ME-810cwasay0% (1)
- CM M 03 AlignmentDocument76 pagesCM M 03 AlignmentAjay RanganathanNo ratings yet
- Recommended Maintenance Intervals For Continuous Duty Reciprocating CompressorsDocument8 pagesRecommended Maintenance Intervals For Continuous Duty Reciprocating CompressorsManuel LiñeiroNo ratings yet
- English DH Air End ManualDocument124 pagesEnglish DH Air End Manualemmanuel slimNo ratings yet
- LS1 Tuning Info 1Document64 pagesLS1 Tuning Info 1George Goulemas100% (2)
- Dial Indicator Alignment ProcedureDocument4 pagesDial Indicator Alignment ProcedureAnonymous HtYWpEtXGzNo ratings yet
- Pump Alignment.Document3 pagesPump Alignment.sen_subhasis_58100% (1)
- Service Manual Dacia Supernova DemoDocument15 pagesService Manual Dacia Supernova DemomatushenkovolodimirNo ratings yet
- Five Basic Errors in Shaft AlignmentDocument5 pagesFive Basic Errors in Shaft AlignmentiosalcidoNo ratings yet
- 14 Shaft Alignment - 1Document25 pages14 Shaft Alignment - 1sppramNo ratings yet
- Soft FootDocument4 pagesSoft FootXthesinosNo ratings yet
- Damping Force at Zero Velocity ExplainedDocument6 pagesDamping Force at Zero Velocity ExplainedRajaSekarsajjaNo ratings yet
- 7" Liner Running ProcedureDocument2 pages7" Liner Running ProcedureYougchu Luan100% (2)
- Alinear Tambor HoistDocument13 pagesAlinear Tambor HoistFreud CutireNo ratings yet
- 944-950 Manual With PartsDocument27 pages944-950 Manual With PartsGabeNo ratings yet
- Shaft Jack UpDocument3 pagesShaft Jack UptsousiNo ratings yet
- How To Adjust The Load Sensors On Mooring WinchesDocument3 pagesHow To Adjust The Load Sensors On Mooring WinchesGiorgi KandelakiNo ratings yet
- Daewoo DW-172C DWM161C011Document26 pagesDaewoo DW-172C DWM161C011GIOVANNI VIDAL MORALESNo ratings yet
- Alignment HandoutDocument34 pagesAlignment HandoutAbdul ShanawasNo ratings yet
- What's All This Ruckus About Suspension These Days? It Seems Everyone Is Clued in That SuspensionDocument3 pagesWhat's All This Ruckus About Suspension These Days? It Seems Everyone Is Clued in That SuspensionAleksander VargaNo ratings yet
- Altima Shifting Concerns: Minimum OverdriveDocument7 pagesAltima Shifting Concerns: Minimum OverdrivejuanNo ratings yet
- Fuel Meter CatalogueDocument5 pagesFuel Meter CataloguenajikolakkodenNo ratings yet
- Trouble Shooting PressesDocument17 pagesTrouble Shooting PressesJulio Vazquez MorenoNo ratings yet
- 1 AlignmentDocument62 pages1 AlignmentTanoj PatroNo ratings yet
- Annual: FY (Year)Document13 pagesAnnual: FY (Year)Muthu KumaranNo ratings yet
- Steps of AlignmentDocument12 pagesSteps of AlignmentRupesh SinhaNo ratings yet
- Null MOTORDocument215 pagesNull MOTORAditya JoglekarNo ratings yet
- Lab 1Document19 pagesLab 1DáshingBôyNo ratings yet
- Alignment Lecture2Document42 pagesAlignment Lecture2jlaguilar100% (1)
- Training Program On: Vibration Monitoring, Alignment and Balancing Triveni Reliability Services and Training AcademyDocument77 pagesTraining Program On: Vibration Monitoring, Alignment and Balancing Triveni Reliability Services and Training AcademyMithlesh SharmaNo ratings yet
- Unit 4 Balancingofrotatingmasses 131127012048 Phpapp01Document53 pagesUnit 4 Balancingofrotatingmasses 131127012048 Phpapp01adarsh pushpan100% (1)
- Dynamics of Rotating Machinery With Emphasis On Balancing Technical ServicesDocument76 pagesDynamics of Rotating Machinery With Emphasis On Balancing Technical Servicesadarsh pushpan100% (1)
- Material Cerificate6Document24 pagesMaterial Cerificate6adarsh pushpanNo ratings yet
- Welding Consumable CertificatesDocument5 pagesWelding Consumable Certificatesadarsh pushpanNo ratings yet
- Material Cerificate5Document41 pagesMaterial Cerificate5adarsh pushpanNo ratings yet
- Voith CouplingDocument100 pagesVoith Couplingadarsh pushpanNo ratings yet
- Turbine FundamentalsDocument75 pagesTurbine FundamentalsingeniraNo ratings yet
- Radiographic TestingDocument62 pagesRadiographic Testingadarsh pushpanNo ratings yet
- Radiographic Testing Study Material With Film ReadingDocument54 pagesRadiographic Testing Study Material With Film Readingadarsh pushpanNo ratings yet
- S60MC-C8 2Document385 pagesS60MC-C8 2Silvia GeorgianaNo ratings yet
- Central Hydraulics IncDocument30 pagesCentral Hydraulics Incmetin metinNo ratings yet
- Kuhl Tek Catalog 2013Document8 pagesKuhl Tek Catalog 2013Ivansk8No ratings yet
- Tech Paper Rajiv GuptaDocument2 pagesTech Paper Rajiv GuptaMARCO HernándezNo ratings yet
- Nitrous Instructions - DryDocument6 pagesNitrous Instructions - DrytoñyNo ratings yet
- 98708-90100 OEMM マスト版Document70 pages98708-90100 OEMM マスト版Alfinur HasanuddinNo ratings yet
- Exhaust Muffler Design Principles PDFDocument2 pagesExhaust Muffler Design Principles PDFWesley0% (1)
- EURO TRAKKER REPAIR MANUAL ELECTRICAL PDF (201 290)Document90 pagesEURO TRAKKER REPAIR MANUAL ELECTRICAL PDF (201 290)Lucyan IonescuNo ratings yet
- LOCK-O-RING Flanges and PlugsDocument6 pagesLOCK-O-RING Flanges and Plugsrafael_camacho_15No ratings yet
- MPD-1000 Bug-ODocument59 pagesMPD-1000 Bug-OROMERJOSENo ratings yet
- Cooline CDL SeriesDocument20 pagesCooline CDL SeriesRafik MeksenNo ratings yet
- Turbocharger and SuperchargerDocument16 pagesTurbocharger and SuperchargerPrajwal ZinjadeNo ratings yet
- Theory of Machine-1 - PPTDocument224 pagesTheory of Machine-1 - PPTHabib A BtooshNo ratings yet
- KR130-KR160 BalotieraDocument147 pagesKR130-KR160 BalotieraIulian MoiseiNo ratings yet
- Mitsubishi Pajero 1994 2002 Electrical Wiring DiagramsDocument1,601 pagesMitsubishi Pajero 1994 2002 Electrical Wiring Diagramsemiliqn velikov100% (5)
- Science Unit 5 - Moving Things, People and Ideas (11. Force, Machine and Energy)Document5 pagesScience Unit 5 - Moving Things, People and Ideas (11. Force, Machine and Energy)Dhiman DeyNo ratings yet
- C7 SchematicsDocument2 pagesC7 SchematicsJ Eduardo Garcia Moreno100% (5)
- Pulsar220S PLANOS PDFDocument32 pagesPulsar220S PLANOS PDFJuan Jose MoralesNo ratings yet
- Design Requirements of An Experimental Combine-HarvesterDocument68 pagesDesign Requirements of An Experimental Combine-Harvestermohit130794No ratings yet
- STC TRD 03 PDFDocument223 pagesSTC TRD 03 PDFVsrisai Chaitanya100% (1)
- DM25 A OperationDocument302 pagesDM25 A OperationRodrigo Andres Diaz Bascuñan100% (1)
- Chapter 3 DC MOTORDocument28 pagesChapter 3 DC MOTORBawan AramNo ratings yet
- MEK - QuestionsDocument5 pagesMEK - QuestionsManeesh100% (2)
- Manual Subaru LegacyDocument5 pagesManual Subaru LegacyJesus Daniel VasconcelosNo ratings yet
- ICE Lab ReportDocument34 pagesICE Lab ReportUmair Ali RajputNo ratings yet
- 9096940455-01 CPB NewDocument32 pages9096940455-01 CPB Newsuresh avhadNo ratings yet
- Lokotrack ST3.8 SN 77769 PDFDocument364 pagesLokotrack ST3.8 SN 77769 PDFMiguel Angel Felix Merino0% (1)
- Continental Aerospace Technologies, IncDocument9 pagesContinental Aerospace Technologies, IncVictor FernandezNo ratings yet
- U660E, U660F, U760E & U760F: Technical Bulletin #1660Document18 pagesU660E, U660F, U760E & U760F: Technical Bulletin #1660ossoskiNo ratings yet
- AE Paper B TechDocument3 pagesAE Paper B TechgoreabhayNo ratings yet