You might also like
- Charlotte Plastics Tech ManualDocument132 pagesCharlotte Plastics Tech ManualChairul AnwarNo ratings yet
- ASME B16.47 Ser. A, Ser. B Industry Standard and AWWA Flanges Robert-James Sales, IncDocument25 pagesASME B16.47 Ser. A, Ser. B Industry Standard and AWWA Flanges Robert-James Sales, IncChairul AnwarNo ratings yet
- PolykenDocument7 pagesPolykenJanllo83No ratings yet
- PBV Swing Style Check Valve PDFDocument8 pagesPBV Swing Style Check Valve PDFChairul Anwar100% (1)
- Process Plant Layout and Piping DesignDocument460 pagesProcess Plant Layout and Piping Design~E~97% (32)
- Instrument Installation Hook Up DrawingsDocument0 pagesInstrument Installation Hook Up DrawingsHicoolguy Riq33% (3)
- Flowserve ValvesDocument144 pagesFlowserve ValvesRockny2011No ratings yet
- Velosi Mail Proof To CustomerDocument2 pagesVelosi Mail Proof To CustomerChairul AnwarNo ratings yet
- Design Practice For Piping Arangement (Pipe Rack)Document53 pagesDesign Practice For Piping Arangement (Pipe Rack)Chairul Anwar100% (2)
- Regulations ISO-IEC 17020 - Rev - 02 PDFDocument16 pagesRegulations ISO-IEC 17020 - Rev - 02 PDFChairul AnwarNo ratings yet
- #1027 Primer CoatingDocument6 pages#1027 Primer CoatingChairul AnwarNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 2358 PDFDocument64 pages2358 PDFMik AeilNo ratings yet
- SF Upper Intermediate Portfolio PDFDocument65 pagesSF Upper Intermediate Portfolio PDFtareas1978No ratings yet
- CDP C HK Course Handbook 1.7Document82 pagesCDP C HK Course Handbook 1.7Airbus330 Airbus330No ratings yet
- NOVA-Weathering The Future Video Questions KeyDocument2 pagesNOVA-Weathering The Future Video Questions KeyThomas NowellNo ratings yet
- A Comparative Study of Air Quality Index Based On PDFDocument18 pagesA Comparative Study of Air Quality Index Based On PDFS PrayogaNo ratings yet
- Ujian Saringan f1 (Sains)Document7 pagesUjian Saringan f1 (Sains)mariah100% (1)
- Lekcija 3 - FrekvencijeDocument57 pagesLekcija 3 - FrekvencijeАнђела МијановићNo ratings yet
- Sanyo Mco 38aic InstructionsDocument68 pagesSanyo Mco 38aic InstructionsAndrea MorenoNo ratings yet
- Grabowski e Morrison 2021Document22 pagesGrabowski e Morrison 2021Flávio d'OliveiraNo ratings yet
- Assignment # 1Document3 pagesAssignment # 1Anonymous JmeZ95P0No ratings yet
- Landscape Yang Terbentuk Oleh Proses DenudasionalDocument40 pagesLandscape Yang Terbentuk Oleh Proses DenudasionalipungjiNo ratings yet
- Pone 0187798Document20 pagesPone 0187798Aakriti DahalNo ratings yet
- JLPT Level 2 Vocabulary ListDocument14 pagesJLPT Level 2 Vocabulary ListAde SidabutarNo ratings yet
- Direction: Encircle The Letter of The Correct Answer.: Lapg EnglishDocument7 pagesDirection: Encircle The Letter of The Correct Answer.: Lapg EnglishFelbert PalaoNo ratings yet
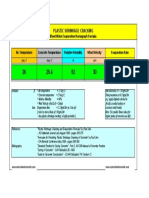
- Plastic Shrinkage Cracking: Bleed Water Evaporation Nomograph FormulaDocument1 pagePlastic Shrinkage Cracking: Bleed Water Evaporation Nomograph FormulaBesmir BeqiriNo ratings yet
- De Thi Thu Dai Hoc Mon Tieng Anh Lan 2 Khoi A1 D Nam 2014 Truong THPT Yen Lac Vinh PhucDocument8 pagesDe Thi Thu Dai Hoc Mon Tieng Anh Lan 2 Khoi A1 D Nam 2014 Truong THPT Yen Lac Vinh PhucBá DuyNo ratings yet
- Auu36rc PDFDocument22 pagesAuu36rc PDFJeremiasPereiraNo ratings yet
- Texatherm: Industrial Heat Transfer OilDocument2 pagesTexatherm: Industrial Heat Transfer OilCharith LiyanageNo ratings yet
- CP Sindh PDFDocument75 pagesCP Sindh PDFRafaqat AbbasNo ratings yet
- Sample Story StartersDocument7 pagesSample Story StartersmahfuzkhanNo ratings yet
- Manual Makita hr2510Document8 pagesManual Makita hr2510Burlacu MadalinNo ratings yet
- The Scientific MethodDocument16 pagesThe Scientific MethodJeona Kiel DominguezNo ratings yet
- Daily ReportDocument6 pagesDaily ReportSrivatsan DevarajanNo ratings yet
- Bricks Intensive Reading 3 Answer Keys: Chapter 1 Unit 1Document8 pagesBricks Intensive Reading 3 Answer Keys: Chapter 1 Unit 1DinNo ratings yet
- CH 4Document34 pagesCH 4saadkhalisNo ratings yet
- 123 125 126 131 132 DatasheetDocument2 pages123 125 126 131 132 DatasheetMhya Thu UlunNo ratings yet
- WIRTGEN Foamed BitumenDocument32 pagesWIRTGEN Foamed BitumenLuis Jorge Nahle Ortiz100% (1)
- Grain MillingDocument10 pagesGrain Millingamini_mohiNo ratings yet
- Manual HS 2023 - BS VersionDocument416 pagesManual HS 2023 - BS VersionSander KosterNo ratings yet