You might also like
- Holographic and Shearographic NDT Application in Aerospace ManufacturingDocument5 pagesHolographic and Shearographic NDT Application in Aerospace ManufacturingPDDELUCANo ratings yet
- Carbon Arc Cutting PDFDocument44 pagesCarbon Arc Cutting PDFMark InnesNo ratings yet
- Tweco Welding Catalogue 2001Document84 pagesTweco Welding Catalogue 2001Andrew Schroeder0% (1)
- Kyocera Substrates) Electronic Fine CeramicsDocument17 pagesKyocera Substrates) Electronic Fine Ceramicsmanolo_superNo ratings yet
- THermit Rialtech - InstructionDocument17 pagesTHermit Rialtech - Instructionbest_wisitNo ratings yet
- ADE7753 EvalBoardDocument20 pagesADE7753 EvalBoardRicardo Hyppolite FleriscatNo ratings yet
- XXG-Ceramic Tube Directional: Max. Penetrate A3 Steel (MM)Document2 pagesXXG-Ceramic Tube Directional: Max. Penetrate A3 Steel (MM)SerkanNo ratings yet
- Ultrasonidos Manual PDFDocument78 pagesUltrasonidos Manual PDFJose Luis Gonzalez Perez100% (1)
- ECOPRESS 100/200: Operating and Instructions ManualDocument25 pagesECOPRESS 100/200: Operating and Instructions ManualRohman AzizNo ratings yet
- A Finite Element Parametric Study On Block Shear Failure of Steel Tension Members-2004 PDFDocument21 pagesA Finite Element Parametric Study On Block Shear Failure of Steel Tension Members-2004 PDFMohammed Essam ShatnawiNo ratings yet
- Mil STD 1344aDocument129 pagesMil STD 1344aBillTrager100% (1)
- Lc-32le350m enDocument70 pagesLc-32le350m encandraNo ratings yet
- Cold Metal Transfer: A Revolution in Mechanised Root Pass Pipeline WeldingDocument3 pagesCold Metal Transfer: A Revolution in Mechanised Root Pass Pipeline Weldingargentino_ar01No ratings yet
- Data Sheet AluminaDocument10 pagesData Sheet AluminaXin EnNo ratings yet
- Manual Olympus Epoch XTDocument240 pagesManual Olympus Epoch XTcpoliNo ratings yet
- Pages From ASME B31.3 - 2016Document5 pagesPages From ASME B31.3 - 2016Gulzar AliNo ratings yet
- PachometerDocument2 pagesPachometerkylegazeNo ratings yet
- NCEES Ethics CodeDocument2 pagesNCEES Ethics CodeMariana López Jaimez100% (2)
- Entraco To Glenair Cross Reference: MIL-PRF-24758ADocument6 pagesEntraco To Glenair Cross Reference: MIL-PRF-24758AJoseph BernardNo ratings yet
- Is 866 1957Document7 pagesIs 866 1957sarath6725No ratings yet
- Eslon: SCH80 PVC & CPVC Piping Systems Specifications & Engineering ManualDocument112 pagesEslon: SCH80 PVC & CPVC Piping Systems Specifications & Engineering ManualseksonNo ratings yet
- Another Look at Visual InspectionDocument17 pagesAnother Look at Visual InspectionwaheedNo ratings yet
- Chapter 6 Material ScienceDocument42 pagesChapter 6 Material Science9al6oonNo ratings yet
- 1Document9 pages1Shoaib A JamalNo ratings yet
- Asme P NumberDocument2 pagesAsme P Numbersandesh_honraoNo ratings yet
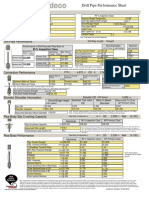
- DrillPipe, 80%, 4.000 OD, 0.330 Wall, IU, G-105.. XT39 (4.875 X 2.563)Document3 pagesDrillPipe, 80%, 4.000 OD, 0.330 Wall, IU, G-105.. XT39 (4.875 X 2.563)Johann ZabaletaNo ratings yet
- Secnav M 5216.5 (2015)Document151 pagesSecnav M 5216.5 (2015)Jay WilliamsNo ratings yet
- MKMB 2603 Materials Testing and Quality Control: Yap Pui Yee MKM 171013Document12 pagesMKMB 2603 Materials Testing and Quality Control: Yap Pui Yee MKM 171013Penny YapNo ratings yet
- J-Lay Collars: Innovative Tubular AccessoriesDocument4 pagesJ-Lay Collars: Innovative Tubular AccessoriesLakibbal Nicky NikmatullahNo ratings yet
- Phu Tung YokeDocument19 pagesPhu Tung YokeAnh TranNo ratings yet
- Combined Test Piece.: Single Wire Resolution (Test No.1)Document3 pagesCombined Test Piece.: Single Wire Resolution (Test No.1)Manahil SabirNo ratings yet
- FPS HseDocument313 pagesFPS Hseavinash-mokashiNo ratings yet
- Solidification Analysis of Investment Cast Knee Joint ImplantDocument7 pagesSolidification Analysis of Investment Cast Knee Joint ImplantijsretNo ratings yet
- CHG 55B2Document1 pageCHG 55B2Nhien ManNo ratings yet
- 37DLPLUS ManualDocument300 pages37DLPLUS ManualAriel TerrensNo ratings yet
- Safety Wedge Lock WasherDocument2 pagesSafety Wedge Lock WasherVijay BhureNo ratings yet
- Derrick Sample Report PDFDocument11 pagesDerrick Sample Report PDFRajesh ThorweNo ratings yet
- Minicoder: Speed and Position Sensor With Amplitude Control OptionDocument12 pagesMinicoder: Speed and Position Sensor With Amplitude Control OptionAlex CarmonaNo ratings yet
- NDT From WikiDocument11 pagesNDT From WikiRohan ChauguleNo ratings yet
- Srut GWDocument2 pagesSrut GWNour MasmoudiNo ratings yet
- WedgesDocument4 pagesWedgesBrandon EricksonNo ratings yet
- NDT of Welds - State of The ArtDocument7 pagesNDT of Welds - State of The ArtElias JagielloNo ratings yet
- Wheatland Electrical Metallic Tubing CatalogDocument2 pagesWheatland Electrical Metallic Tubing CatalogYousif_AbdalhalimNo ratings yet
- Failure Report Tower Crane BoltDocument16 pagesFailure Report Tower Crane BoltRaul MoraNo ratings yet
- B31.3 Code Case 178 PDFDocument16 pagesB31.3 Code Case 178 PDFmfathi1356No ratings yet
- BS 2452 (1954)Document30 pagesBS 2452 (1954)siswou100% (1)
- Of The Nuclear Safety Standards Commission (KTA)Document41 pagesOf The Nuclear Safety Standards Commission (KTA)Ehab MohamedNo ratings yet
- Corrosion DetectionDocument4 pagesCorrosion DetectionTravis WoodNo ratings yet
- RG213 50JFDocument1 pageRG213 50JFCarlos SaldanhaNo ratings yet
- LG 19ls4r TaDocument34 pagesLG 19ls4r Tatarpino100% (1)
- Thermal Dynamics Ultra-Cut 200 Eng-OmDocument168 pagesThermal Dynamics Ultra-Cut 200 Eng-OmsajsigalomaNo ratings yet
- Service Wire Company - Jacketed MCDocument99 pagesService Wire Company - Jacketed MCÁrthur LimaNo ratings yet
- 22B116A - Ball Shear TestDocument18 pages22B116A - Ball Shear TestAnonymous PJbXnB1TzNo ratings yet
- Microstructures and Failure Mechanisms of Friction Stir Spot Welds of Aluminum 6061-T6 SheetsDocument24 pagesMicrostructures and Failure Mechanisms of Friction Stir Spot Welds of Aluminum 6061-T6 SheetsAnand Kumar MandalNo ratings yet
- Drill Stem Test (DST) Tools: General RequirementsDocument4 pagesDrill Stem Test (DST) Tools: General Requirementsislam atifNo ratings yet
- Wirebonding Application NotesDocument16 pagesWirebonding Application NotesAh YeapNo ratings yet
- Casing and Tubing Crossovers: ScopeDocument4 pagesCasing and Tubing Crossovers: Scopeislam atifNo ratings yet
- Integral Joint Tubing (TTRD) : General RequirementsDocument5 pagesIntegral Joint Tubing (TTRD) : General Requirementsislam atifNo ratings yet
- Cementing Tools: General RequirementsDocument4 pagesCementing Tools: General Requirementsislam atifNo ratings yet
- Global OEM EV Innovation Ranking May 2023 1685551164Document71 pagesGlobal OEM EV Innovation Ranking May 2023 1685551164electronarutoNo ratings yet
- AutoScrum Automating Project Planning 1685989039Document25 pagesAutoScrum Automating Project Planning 1685989039electronarutoNo ratings yet
- TAC 900.054 GBL WP The-Value-Of-Smart-ManufacturingDocument7 pagesTAC 900.054 GBL WP The-Value-Of-Smart-ManufacturingelectronarutoNo ratings yet
- VIA Product Brief 2021Document4 pagesVIA Product Brief 2021electronarutoNo ratings yet
- Systems Engineering in Large Infrastructure Projects 1686141423Document15 pagesSystems Engineering in Large Infrastructure Projects 1686141423electronarutoNo ratings yet
- How To Restore Your Energy in 10 Minutes NSDR 1684762593Document8 pagesHow To Restore Your Energy in 10 Minutes NSDR 1684762593electronarutoNo ratings yet
- RTE GeneratorDocument7 pagesRTE GeneratorelectronarutoNo ratings yet
- Use ChatGPT To Plan On Brand Content 1685378296Document12 pagesUse ChatGPT To Plan On Brand Content 1685378296electronarutoNo ratings yet
- D N R R M C: Evelopment of A EW Espiration ATE Onitor For AttleDocument6 pagesD N R R M C: Evelopment of A EW Espiration ATE Onitor For AttleelectronarutoNo ratings yet
- Magazine PDFDocument44 pagesMagazine PDFelectronarutoNo ratings yet
- Ford TrainingDocument7 pagesFord TrainingelectronarutoNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Us 5827149Document8 pagesUs 5827149electronarutoNo ratings yet
- Sensirion SHTA1 V2.2 C3Document10 pagesSensirion SHTA1 V2.2 C3electronarutoNo ratings yet
- Lead-Free Solder Implementation For Automotive Electronics: Electronic Components and Technology ConferenceDocument6 pagesLead-Free Solder Implementation For Automotive Electronics: Electronic Components and Technology ConferenceelectronarutoNo ratings yet
- EWARM CompilerReferenceDocument242 pagesEWARM CompilerReferenceelectronarutoNo ratings yet
- Chapter 10 - Cooling TowerDocument24 pagesChapter 10 - Cooling TowerAsyraf Sabri100% (1)
- ) 1D Consolidation Analysis and Design - SoilWorksDocument59 pages) 1D Consolidation Analysis and Design - SoilWorksDeepthiNo ratings yet
- GeomaticaDocument5 pagesGeomaticaAlcantaraSusyNo ratings yet
- Presented By:: ASQ Section 0700 ASQ Section 0701Document35 pagesPresented By:: ASQ Section 0700 ASQ Section 0701fennyNo ratings yet
- Bouncing Balls Gcse CourseworkDocument5 pagesBouncing Balls Gcse Courseworkrhpvslnfg100% (2)
- Sinumerik 810T 820T GA3 ProgrammingDocument219 pagesSinumerik 810T 820T GA3 ProgrammingNedret BajramovicNo ratings yet
- Surface PlateDocument3 pagesSurface PlateSaket OraonNo ratings yet
- Gel ElectrophoresisDocument13 pagesGel ElectrophoresisVishnu Reddy Vardhan PulimiNo ratings yet
- Momentum Transfer: Engr. Eric R. HalabasoDocument32 pagesMomentum Transfer: Engr. Eric R. HalabasoClaire dela CruzNo ratings yet
- The Pipeline-Steels X100 and X120Document24 pagesThe Pipeline-Steels X100 and X120thepleguyNo ratings yet
- CH 3Document3 pagesCH 3MohammadAboHlielNo ratings yet
- Chapter 17 Electromagnetic Induction Notes Answers PDFDocument2 pagesChapter 17 Electromagnetic Induction Notes Answers PDFabdul halimNo ratings yet
- Intro To PhysicsDocument3 pagesIntro To PhysicsB.VNo ratings yet
- 110 MBRSDocument4 pages110 MBRSknsvel20005966No ratings yet
- ME 388 Assignment - NTMDocument3 pagesME 388 Assignment - NTMGanesh ChelluboyinaNo ratings yet
- Cross Taping - A Practical Guide 12Document2 pagesCross Taping - A Practical Guide 12jfjjfjfjjfjfNo ratings yet
- PVD Design ReportDocument61 pagesPVD Design ReportCEG BangladeshNo ratings yet
- 4Document13 pages4Aruna KumarasiriNo ratings yet
- Treatment of Anchorage of Main Bars in Reinforced Concrete by Codes of Practice - A Critical Review (Part One: Straight Bar Anchorages)Document19 pagesTreatment of Anchorage of Main Bars in Reinforced Concrete by Codes of Practice - A Critical Review (Part One: Straight Bar Anchorages)Govind GauravNo ratings yet
- Chapter 5 QS015 2017 18 Nota Pelajar 1Document220 pagesChapter 5 QS015 2017 18 Nota Pelajar 1Ahmad MutqmaNo ratings yet
- Acido AceticoDocument13 pagesAcido Aceticoting_tatNo ratings yet
- Vortex Shedding Induced Vibrations of A Light MastDocument15 pagesVortex Shedding Induced Vibrations of A Light MastDM2No ratings yet
- 1-5 Practice - ADocument2 pages1-5 Practice - AStanleyNo ratings yet
- Basic Geotechnical Earthquake Engineering - (Malestrom)Document153 pagesBasic Geotechnical Earthquake Engineering - (Malestrom)Nguyen Dang Hanh100% (15)
- CE225 SM 15 Stresses in SoilDocument46 pagesCE225 SM 15 Stresses in SoilM Modood Abbasi AbbasiNo ratings yet
- Water Testing Lab ReportDocument8 pagesWater Testing Lab ReportJacqueline WongNo ratings yet
- Evs 1Document76 pagesEvs 1AbhishekSinghNo ratings yet
- 3.3B Antenas PDFDocument4 pages3.3B Antenas PDFHéctor González DortaNo ratings yet
- Radio Electronics 1963 12 PDFDocument118 pagesRadio Electronics 1963 12 PDFkachappilly2012100% (1)
- Structural Analysis and Design of Hospital Building and Associated Structures Surkhet Block "A" and "B" RampDocument88 pagesStructural Analysis and Design of Hospital Building and Associated Structures Surkhet Block "A" and "B" RampSudip ShresthaNo ratings yet