You might also like
- Design and Analysis of Screw Conveyor at Inlet of Ash/Dust ConditionerDocument6 pagesDesign and Analysis of Screw Conveyor at Inlet of Ash/Dust ConditionerMohd HafizzNo ratings yet
- Ventilation Design Rates Heat Gain Commercial AppliancesDocument1 pageVentilation Design Rates Heat Gain Commercial AppliancesAnonymous PCsoNCt0mFNo ratings yet
- Air Receiver Sizing PDFDocument3 pagesAir Receiver Sizing PDFTifano KhristiyantoNo ratings yet
- Technological Institute of the Philippines Equipment DesignDocument48 pagesTechnological Institute of the Philippines Equipment DesignJeen AdameNo ratings yet
- Calculation Authored and Generated by CTC Design, Inc. Fan Laws and Fan HPDocument3 pagesCalculation Authored and Generated by CTC Design, Inc. Fan Laws and Fan HPmisdi habibiNo ratings yet
- 00.02 Wear Calculations Chain ConveyorDocument1 page00.02 Wear Calculations Chain ConveyorSandy DumisaniNo ratings yet
- Pipe Incompresable Fluid Pressure Drop Calculations: Input DataDocument9 pagesPipe Incompresable Fluid Pressure Drop Calculations: Input DataPratik KachalwarNo ratings yet
- Lecture 1-2 Vacuum SystemDocument113 pagesLecture 1-2 Vacuum SystemMehreen AkmalNo ratings yet
- AHU SizingDocument8 pagesAHU Sizingmohammad hamdanNo ratings yet
- PomeDocument17 pagesPomeAnirudh KaushikNo ratings yet
- Sizing Duct Work SheetDocument4 pagesSizing Duct Work SheetMaulana MaftuhiNo ratings yet
- Cost estimation of 6T rotary tilting dryerDocument4 pagesCost estimation of 6T rotary tilting dryerAlok NayakNo ratings yet
- C Cross Sectional Area (A)Document14 pagesC Cross Sectional Area (A)Jitheesh SahadevanNo ratings yet
- Pipes. Maxi 1Document1 pagePipes. Maxi 1Nasrul AdliNo ratings yet
- Design (Imperial) 7.23Document9 pagesDesign (Imperial) 7.23Salih HasNo ratings yet
- Calculation Tank - 1500 KL SolarDocument2 pagesCalculation Tank - 1500 KL SolarAnonymous 6S9tcbhNo ratings yet
- Conversion Factors: A Comprehensive Guide to Measurement UnitsDocument11 pagesConversion Factors: A Comprehensive Guide to Measurement Unitsmicro kidNo ratings yet
- Equipment DesignDocument11 pagesEquipment DesignMuhammad AamirNo ratings yet
- MixerDocument10 pagesMixerKRYSTEL WENDY LAHOMNo ratings yet
- Boiler Specific Energy Consumption and Heat Rate CalculationDocument11 pagesBoiler Specific Energy Consumption and Heat Rate CalculationNimi SharmaNo ratings yet
- OXYGEN/NITROGEN GAS PLANT FEATURESDocument4 pagesOXYGEN/NITROGEN GAS PLANT FEATURESMamadou Tamar DiouaneNo ratings yet
- Misc Equipment ItemsDocument18 pagesMisc Equipment Itemshk168No ratings yet
- Pneumatic Conveying Spreadsheet-ContentDocument27 pagesPneumatic Conveying Spreadsheet-Contentaladdin4dNo ratings yet
- DheerajDocument7 pagesDheerajSaksham KakarNo ratings yet
- Sewer Pumpstation Design Calculations For AlqiDocument7 pagesSewer Pumpstation Design Calculations For AlqiTahirJabbarNo ratings yet
- Pump Power CalculatorDocument2 pagesPump Power CalculatorArpit ShahNo ratings yet
- 3 - Heating - Calculation - Tool - EmptyDocument7 pages3 - Heating - Calculation - Tool - EmptyThaigroup CementNo ratings yet
- NPSHa Calculation SpreadsheetDocument3 pagesNPSHa Calculation Spreadsheetprasad durgaNo ratings yet
- 11005312-IBR Pipe CalculationDocument40 pages11005312-IBR Pipe CalculationTrishul Nath PallayNo ratings yet
- Contraction Expansion Pressure Drop CalculatorDocument3 pagesContraction Expansion Pressure Drop CalculatorBubai111No ratings yet
- AHUs Calculations Air Side Friction & Dynamic Losses.F.1 01.17PMDocument73 pagesAHUs Calculations Air Side Friction & Dynamic Losses.F.1 01.17PMAdnan AttishNo ratings yet
- Conveyor Screws PDFDocument9 pagesConveyor Screws PDFldavilaluceralNo ratings yet
- Measuring Flow with a Venturi MeterDocument11 pagesMeasuring Flow with a Venturi MeterPrakein RajNo ratings yet
- HRD Hot Water Pump P001Document6 pagesHRD Hot Water Pump P001nguyenquoc1988No ratings yet
- Vertical In-Line Pumps ELINE / ELINE-D Technical SpecsDocument22 pagesVertical In-Line Pumps ELINE / ELINE-D Technical SpecsHicham HrslNo ratings yet
- Excel PolynomialDocument5 pagesExcel Polynomial______.________No ratings yet
- Welcome To The Bill Pentz Cyclone Design Spreadsheet.: 0 No 1 YesDocument10 pagesWelcome To The Bill Pentz Cyclone Design Spreadsheet.: 0 No 1 YesMarcelo MoraisNo ratings yet
- FMV Spreadsheets-Master-FMVIDocument15 pagesFMV Spreadsheets-Master-FMVIadrianaortizv100% (1)
- XL For Boiler FootingDocument47 pagesXL For Boiler FootingAyazAkram100% (2)
- FD Fan Sizing CalculationDocument3 pagesFD Fan Sizing CalculationkumarananyarupeshNo ratings yet
- PSYCH v10Document9 pagesPSYCH v10Daniel Puello RodeloNo ratings yet
- Norgren Sizing Calculations Cylinder Sizing Calculations Force Pressure X Area of Piston (F PA)Document5 pagesNorgren Sizing Calculations Cylinder Sizing Calculations Force Pressure X Area of Piston (F PA)navneetNo ratings yet
- Rotary LockDocument224 pagesRotary LockTahirMutluNo ratings yet
- Brosur Harga Bio Septic Tank Fiberglass BandungDocument1 pageBrosur Harga Bio Septic Tank Fiberglass BandungFiberglass BandungNo ratings yet
- PULSE JET BAG FILTER DESIGNDocument3 pagesPULSE JET BAG FILTER DESIGNNITIN P SHAHNo ratings yet
- LASTlifting Pump PDSDocument3 pagesLASTlifting Pump PDSsunii19847908No ratings yet
- Pneumatic Conveyor: I. Introduction of Pneumatics and Its ApplicationsDocument11 pagesPneumatic Conveyor: I. Introduction of Pneumatics and Its ApplicationsAbas S. AcmadNo ratings yet
- LQ Unit 11 Mensuration SolDocument12 pagesLQ Unit 11 Mensuration SolSamson YauNo ratings yet
- Elevator CalculationsDocument2 pagesElevator CalculationsJerry ReyesNo ratings yet
- Dedusting Cyclone Sizing and Pressure DropDocument1 pageDedusting Cyclone Sizing and Pressure DropVijay BhanNo ratings yet
- 2K Method Excess Head Loss in Pipe FittingsDocument8 pages2K Method Excess Head Loss in Pipe Fittingsjxd3261No ratings yet
- Belt ChainDocument95 pagesBelt ChainLuis BalducciNo ratings yet
- Using Formulae and Functions in Microsoft Excel 2002 (Office XP)Document0 pagesUsing Formulae and Functions in Microsoft Excel 2002 (Office XP)Praveen VijayNo ratings yet
- Static Pressure Calculation SheetDocument24 pagesStatic Pressure Calculation SheetMuhammad ZubairNo ratings yet
- Static Pressure Calculation SheetDocument24 pagesStatic Pressure Calculation SheetSreekanth MadakaNo ratings yet
- StaticCalc Duct Sizing CalculatorDocument14 pagesStaticCalc Duct Sizing CalculatorArif MohammedNo ratings yet
- STATIC PRESSURE CALCULATION SHEETDocument14 pagesSTATIC PRESSURE CALCULATION SHEETRayhan SayeedNo ratings yet
- StaticCalc Duct Sizing CalculatorDocument14 pagesStaticCalc Duct Sizing CalculatorSteve WanNo ratings yet
- StaticCalc Duct Sizing CalculatorDocument14 pagesStaticCalc Duct Sizing CalculatorMohammed Abdul MoiedNo ratings yet
- Static Pressure Calculation SheetDocument22 pagesStatic Pressure Calculation SheetsafaldNo ratings yet
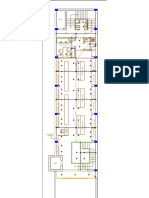
- Second floor plan layout under 40 charactersDocument1 pageSecond floor plan layout under 40 characterssam7sNo ratings yet
- GF Smoke Detector Layout, Ideal Distributors, Dayalbagh, Agra 01.09.2020Document1 pageGF Smoke Detector Layout, Ideal Distributors, Dayalbagh, Agra 01.09.2020sam7sNo ratings yet
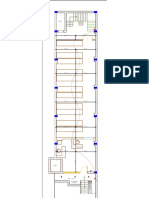
- Lift Inverter & UPS Stairs Space Downside Basement PlanDocument1 pageLift Inverter & UPS Stairs Space Downside Basement Plansam7sNo ratings yet
- LCSDocument1 pageLCSsam7sNo ratings yet
- Dell CCDocument1 pageDell CCsam7sNo ratings yet
- Electrical Layout: Lift Lift Lift Lift LiftDocument1 pageElectrical Layout: Lift Lift Lift Lift Liftsam7sNo ratings yet
- FF Smoke Detector Layout, Ideal Distributors, Dayalbagh, Agra 01.09.2020Document1 pageFF Smoke Detector Layout, Ideal Distributors, Dayalbagh, Agra 01.09.2020sam7sNo ratings yet
- JB375Document1 pageJB375sam7sNo ratings yet
- Cable Tray & RacewaysDocument2 pagesCable Tray & Racewayssam7sNo ratings yet
- Category 6 PVC Cable: Catalogue Number: 6 327 24/26Document2 pagesCategory 6 PVC Cable: Catalogue Number: 6 327 24/26sam7sNo ratings yet
- Light RequirementDocument2 pagesLight Requirementsam7sNo ratings yet
- LEDDocument1 pageLEDsam7sNo ratings yet
- CFD Lecture1Document25 pagesCFD Lecture1GCVishnuKumar100% (1)
- Voter ID ComplaintDocument1 pageVoter ID Complaintsam7sNo ratings yet
- Pending Issue For Shankar GreensDocument2 pagesPending Issue For Shankar Greenssam7sNo ratings yet
- Boq LanDocument2 pagesBoq Lansam7sNo ratings yet
- Dsre - M 2016Document120 pagesDsre - M 2016Mohit KohliNo ratings yet
- Fire CodesDocument1 pageFire Codessam7sNo ratings yet
- Tide Load 10 V 1Document43 pagesTide Load 10 V 1sam7s100% (1)
- Indoor Car Parks - CFD ApplicationDocument19 pagesIndoor Car Parks - CFD Applicationgkgmech2886No ratings yet
- CableDocument6 pagesCablesam7sNo ratings yet
- Is Codes For Fire FightingDocument1 pageIs Codes For Fire Fightingsam7sNo ratings yet
- Chap - 7-Ventilation and Smoke Purging SystemDocument21 pagesChap - 7-Ventilation and Smoke Purging SystemAbubacker Siddique SulthanNo ratings yet
- Paper 1 SetA 24nov2009 KeyDocument12 pagesPaper 1 SetA 24nov2009 KeyRagesh GopinathNo ratings yet
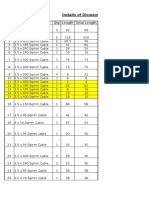
- Cable BOQDocument8 pagesCable BOQsam7sNo ratings yet
- Manual For The Design of Pipe Systems and Pumps - GEADocument56 pagesManual For The Design of Pipe Systems and Pumps - GEABeomHee LeeNo ratings yet
- Heat&CoolCost7 10Document5 pagesHeat&CoolCost7 10sam7sNo ratings yet
- High Rise BuildingsDocument52 pagesHigh Rise Buildingssam7sNo ratings yet
- DOUMMAR Files-Company ProfileDocument31 pagesDOUMMAR Files-Company Profilesam7sNo ratings yet