You might also like
- Weld Defects or Imperfections in Welds - Lack of Sidewall and Inter-Run FusionDocument4 pagesWeld Defects or Imperfections in Welds - Lack of Sidewall and Inter-Run FusionmanimaranNo ratings yet
- Significance of Defects in WeldsDocument9 pagesSignificance of Defects in Weldsssk48100% (1)
- Weld DefectsDocument31 pagesWeld DefectsThulasi RamNo ratings yet
- Learn Welding Defects in 40 CharactersDocument13 pagesLearn Welding Defects in 40 CharactersVinay Kumar SharmaNo ratings yet
- Chapter 8Document31 pagesChapter 8louie jay aguadoNo ratings yet
- Welding Variables Guide: Effects of Current, Voltage, Speed & MoreDocument34 pagesWelding Variables Guide: Effects of Current, Voltage, Speed & MoremilindNo ratings yet
- Weld Imperfection Examination StandardDocument4 pagesWeld Imperfection Examination StandardMohd Akmal ShafieNo ratings yet
- Competitive Solutions For Joining TechnologyDocument19 pagesCompetitive Solutions For Joining Technologyjy12bhuNo ratings yet
- MCQS .... CSWIP Questions and AnswersDocument67 pagesMCQS .... CSWIP Questions and AnswersAli Kashif100% (1)
- Welding IiwDocument6 pagesWelding IiwletsmakeithappenNo ratings yet
- WeldingDocument84 pagesWeldingJigar DodiaNo ratings yet
- Twi - Welding Inspection - SteelsDocument209 pagesTwi - Welding Inspection - Steelsenels77No ratings yet
- 112 Ewf 652r1 11 Sv00 Ewf Guideline Welding Coordination 1090 October 2011Document33 pages112 Ewf 652r1 11 Sv00 Ewf Guideline Welding Coordination 1090 October 2011Carlos Nombela PalaciosNo ratings yet
- Weld RadiographsDocument18 pagesWeld Radiographsadeoye_okunoyeNo ratings yet
- 1143 EWF IIW Diploma Overview - August 2013Document2 pages1143 EWF IIW Diploma Overview - August 2013Sean ฌอนNo ratings yet
- Cswip - Section 09-Welding SymbolsDocument14 pagesCswip - Section 09-Welding SymbolsNsidibe Michael Etim100% (1)
- Welding Inspection Multi-Choice QuestionsDocument4 pagesWelding Inspection Multi-Choice QuestionsPratheep ShansNo ratings yet
- Welder Question PaperDocument22 pagesWelder Question PaperDevraj VermaNo ratings yet
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Document60 pages3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmNo ratings yet
- Acceptance Criteria of Weld Defects As Per Different CodesDocument17 pagesAcceptance Criteria of Weld Defects As Per Different CodesdhasdjNo ratings yet
- Example Slide of User Functions: Time Guide The Slide Should Be Finished byDocument220 pagesExample Slide of User Functions: Time Guide The Slide Should Be Finished byScott K.L LeeNo ratings yet
- MODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsDocument7 pagesMODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsNsidibe Michael EtimNo ratings yet
- Welding Standard Ver1Document4 pagesWelding Standard Ver1Sowmen ChakrobortyNo ratings yet
- TestDocument6 pagesTestAdil Hasanov100% (2)
- Visual Inspection - AWS & BS PDFDocument22 pagesVisual Inspection - AWS & BS PDFSelvakpm06No ratings yet
- MCQ'ScswipDocument29 pagesMCQ'ScswipAkhilesh KumarNo ratings yet
- Gmaw Guide PDFDocument54 pagesGmaw Guide PDFJorge perezNo ratings yet
- Basic Welding Training QuestionsDocument6 pagesBasic Welding Training QuestionsshivNo ratings yet
- Sample Questions On CSWIP 3.1Document16 pagesSample Questions On CSWIP 3.1mushruff100% (2)
- Defects Hydrogen Cracks IdentificationDocument5 pagesDefects Hydrogen Cracks Identificationarif maulanafNo ratings yet
- Quality Level CDocument17 pagesQuality Level CUgonnaNo ratings yet
- Acceptance Criteria of Weld Defects As Per Different Codes - The Engineers Edge Institute of NDT CBEDocument18 pagesAcceptance Criteria of Weld Defects As Per Different Codes - The Engineers Edge Institute of NDT CBEEngineersEDGE CoimbatoreNo ratings yet
- Nickel and Nickel Alloys: Weldability and Joining of MaterialsDocument4 pagesNickel and Nickel Alloys: Weldability and Joining of MaterialsMehmet SoysalNo ratings yet
- GTAWDocument61 pagesGTAWIela TeoNo ratings yet
- WIS 5 EOCA QuestionsDocument31 pagesWIS 5 EOCA QuestionsAli ClubistNo ratings yet
- GMAW Practical Slide Show - FINALDocument36 pagesGMAW Practical Slide Show - FINALDanem HalasNo ratings yet
- Welding Defects PDFDocument50 pagesWelding Defects PDFJohn Dare100% (4)
- Wtia Iiw Iwe V3 - 0Document2 pagesWtia Iiw Iwe V3 - 0Rizwan NazirNo ratings yet
- ISO 5817 Chennai 2011 Pres PDFDocument17 pagesISO 5817 Chennai 2011 Pres PDFcesargamboaNo ratings yet
- Welding Processes and EquipmentDocument167 pagesWelding Processes and EquipmentTAF150850No ratings yet
- Online & Blended IWE Course GuideDocument4 pagesOnline & Blended IWE Course GuideKamal HalawiNo ratings yet
- CSWIP MULTIPLE CHOICE ASSESSMENTDocument4 pagesCSWIP MULTIPLE CHOICE ASSESSMENTLe TuanNo ratings yet
- X-ray Films Reveal Welding DiscontinuitiesDocument12 pagesX-ray Films Reveal Welding DiscontinuitiesAlienshowNo ratings yet
- Heat Input Effects in WeldingDocument34 pagesHeat Input Effects in WeldingMohammed SulemanNo ratings yet
- Welding Defects - PresentationDocument40 pagesWelding Defects - Presentationforgameslive100% (17)
- PCN NDT Training Facility in ChennaiDocument17 pagesPCN NDT Training Facility in ChennaiAMITNo ratings yet
- Course Fully Sponsored By: (W International Institute of Welding (IIW) Diploma of International Welding Specialist (IWS)Document8 pagesCourse Fully Sponsored By: (W International Institute of Welding (IIW) Diploma of International Welding Specialist (IWS)SanthaKumar Muthu ThankaveluNo ratings yet
- ISO 3834-1 Quality RequirenmentsDocument15 pagesISO 3834-1 Quality RequirenmentszstNo ratings yet
- Quality Level BDocument17 pagesQuality Level BUgonnaNo ratings yet
- CSWIP Practical Plate AnswersDocument31 pagesCSWIP Practical Plate AnswersSha Zha100% (1)
- Visual Testing Welds GuideDocument37 pagesVisual Testing Welds GuideRajesh KumarNo ratings yet
- Cswip - Section 02-Terms and Definition PDFDocument19 pagesCswip - Section 02-Terms and Definition PDFNsidibe Michael EtimNo ratings yet
- Weld DefectsDocument80 pagesWeld Defectsakhilsyam21100% (1)
- Incomplete Root Fusion & PenetrationDocument3 pagesIncomplete Root Fusion & PenetrationFsNo ratings yet
- Weld DefectDocument4 pagesWeld DefectAzzah NazNo ratings yet
- Weld DefectsDocument45 pagesWeld DefectsEhigiator Joseph100% (5)
- Weld Defects CswipDocument10 pagesWeld Defects CswipOLiver RobertNo ratings yet
- Weld Defects Incomplete Root PenetrationDocument4 pagesWeld Defects Incomplete Root PenetrationMuhammed SulfeekNo ratings yet
- Structural Assets Newsletter Discusses Welding Defects and AcceptabilityDocument4 pagesStructural Assets Newsletter Discusses Welding Defects and AcceptabilitysboergertNo ratings yet
- AC and DC WeldingDocument18 pagesAC and DC WeldingSds Mani SNo ratings yet
- Lloyd'S Register Type Approval System: Procedure TA02Document24 pagesLloyd'S Register Type Approval System: Procedure TA02tomstuNo ratings yet
- Astm, Sae and Iso Bolting MaterialDocument7 pagesAstm, Sae and Iso Bolting MaterialSds Mani SNo ratings yet
- Flange Facing Finish Imperfection StandardsDocument4 pagesFlange Facing Finish Imperfection StandardsSds Mani SNo ratings yet
- Pickling and Passivating of Stainless SteelDocument4 pagesPickling and Passivating of Stainless SteelSds Mani SNo ratings yet
- A2V3D2 - Pipe Joining Program WpsDocument4 pagesA2V3D2 - Pipe Joining Program WpsSds Mani SNo ratings yet
- Avesta Welding ManualDocument300 pagesAvesta Welding Manual66apenlullenNo ratings yet
- ITP Pressure VesselDocument21 pagesITP Pressure VesselSds Mani SNo ratings yet
- Pipe Weight and Dimension TablesDocument101 pagesPipe Weight and Dimension TablesSds Mani S100% (1)
- A2V3D2 - Pipe Joining Program WpsDocument4 pagesA2V3D2 - Pipe Joining Program WpsSds Mani SNo ratings yet
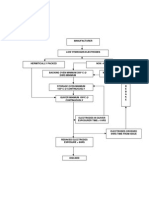
- Flow Chart - Electrode-AotcDocument1 pageFlow Chart - Electrode-AotcSds Mani SNo ratings yet
- Copper WeldingDocument9 pagesCopper WeldingSds Mani SNo ratings yet
- Training Slide - Car - NCRDocument12 pagesTraining Slide - Car - NCRSds Mani SNo ratings yet
- A2V3D2 - Pipe Joining Program WpsDocument4 pagesA2V3D2 - Pipe Joining Program WpsSds Mani SNo ratings yet
- Shielded Metal Arc Welding SMAW Vertical Down and Vertical Up Welding of PipelinesDocument48 pagesShielded Metal Arc Welding SMAW Vertical Down and Vertical Up Welding of PipelinesspahicdaniloNo ratings yet
- Oil Gas Industry GuidelinesDocument90 pagesOil Gas Industry GuidelinesAdhia Prenata Putra HuzaNo ratings yet
- Flux SawDocument20 pagesFlux SawSds Mani SNo ratings yet
- Hempel Data SheetDocument473 pagesHempel Data Sheetmuthuswamy77No ratings yet
- SAW Storage HandlingDocument2 pagesSAW Storage HandlingSds Mani SNo ratings yet
- Flux SawDocument20 pagesFlux SawSds Mani SNo ratings yet
- 100 Solid Pu CoatingsDocument14 pages100 Solid Pu CoatingsSds Mani SNo ratings yet
- 1391 T Belzona Instruction - UseDocument0 pages1391 T Belzona Instruction - UseSds Mani SNo ratings yet
- Flux SawDocument20 pagesFlux SawSds Mani SNo ratings yet
- API 653 Tank Inspections, Maintenance, and Causes of FailureDocument43 pagesAPI 653 Tank Inspections, Maintenance, and Causes of FailureAnderson ReyesNo ratings yet
- Bolt Torque Chart - PortlandDocument3 pagesBolt Torque Chart - PortlandJake Jacobs100% (2)
- Asme Single Mark FAQ 1Document1 pageAsme Single Mark FAQ 1Sds Mani SNo ratings yet
- Shear Stud Welding PDFDocument16 pagesShear Stud Welding PDFJie RongNo ratings yet
- Torque Chart For A 193 BoltsDocument1 pageTorque Chart For A 193 BoltsSds Mani SNo ratings yet
- Dry Film Thickness Measurements How Many Are EnoughDocument11 pagesDry Film Thickness Measurements How Many Are EnoughSds Mani SNo ratings yet
- Bolt CoatingsDocument8 pagesBolt CoatingsAlex LevinNo ratings yet
- Conversion of Crude Glycerol to BiodieselDocument12 pagesConversion of Crude Glycerol to BiodieselIngJesusGutierrezZenilNo ratings yet
- Heat Treatment Report PDFDocument5 pagesHeat Treatment Report PDFميسرة81% (16)
- Chemical Reations and Equations: Very Short Answer Type Questions-Pg-18Document54 pagesChemical Reations and Equations: Very Short Answer Type Questions-Pg-18Shanthosh .sNo ratings yet
- Influence of Plasticizers On The Properties of Natural Rubber Based CompoundsDocument10 pagesInfluence of Plasticizers On The Properties of Natural Rubber Based CompoundsRupin SaigalNo ratings yet
- Organic I Reactions (Complete) PDFDocument10 pagesOrganic I Reactions (Complete) PDFStarrx714No ratings yet
- 2022 Thermodynamic Analysis of Gold Leaching by Copper-Glycine-Thiosulfate Solutions Using Eh-pH and Species Distribution DiagramsDocument11 pages2022 Thermodynamic Analysis of Gold Leaching by Copper-Glycine-Thiosulfate Solutions Using Eh-pH and Species Distribution DiagramsaucapuriNo ratings yet
- THG Hooks Forged Hooks Catalogue SheetDocument5 pagesTHG Hooks Forged Hooks Catalogue SheetjhonNo ratings yet
- Fixation and Types of Fixative AgentsDocument14 pagesFixation and Types of Fixative AgentsHARIS KHANNo ratings yet
- Nanoparticle MethodsDocument3 pagesNanoparticle MethodsAnggitaNovelinaNo ratings yet
- The Mole Concept ExplainedDocument22 pagesThe Mole Concept Explainedmohammed issakaNo ratings yet
- 7.1 Nutrition and Diet QP Olevel Cie BiologyDocument22 pages7.1 Nutrition and Diet QP Olevel Cie BiologyLaeeqNo ratings yet
- KS4 Reversible ReactionsDocument25 pagesKS4 Reversible ReactionsAisha KhanNo ratings yet
- First LE Exam Reviewer Answer KeyDocument2 pagesFirst LE Exam Reviewer Answer KeyLeah Ann Mari BongcoNo ratings yet
- 157 - Omc Introduction and ExamplesDocument9 pages157 - Omc Introduction and Examplessamer alassadNo ratings yet
- Reaction MechanismDocument5 pagesReaction MechanismKatniss Tathagata100% (1)
- Nomenclature of Polyfunctional Organic CompoundsDocument19 pagesNomenclature of Polyfunctional Organic CompoundsH to O ChemistryNo ratings yet
- Experiment 2: Water of HydrationDocument10 pagesExperiment 2: Water of HydrationNur Faizatul AtiqahNo ratings yet
- CIE IGCSE Resistant Materials GuideDocument23 pagesCIE IGCSE Resistant Materials GuidekevinNo ratings yet
- Chemistry 1 11 Q1 M1Document15 pagesChemistry 1 11 Q1 M1Jericho Avendaño100% (1)
- ICE Working Group Explores 2nd Generation Biofuels and Güssing Demo PlantDocument26 pagesICE Working Group Explores 2nd Generation Biofuels and Güssing Demo PlantTom MOt'sNo ratings yet
- 2015 Chandra - Basic Concepts of BiotechnologyDocument518 pages2015 Chandra - Basic Concepts of BiotechnologyPavani ReddyNo ratings yet
- CoA of EgcgDocument1 pageCoA of EgcgMirna Candra RNo ratings yet
- Properties of Engineering Materials 2Document12 pagesProperties of Engineering Materials 2Douglas Kufre-Abasi GilbertNo ratings yet
- High Pressure Acid Leaching of A Refractory Lateritic Nickel OreDocument10 pagesHigh Pressure Acid Leaching of A Refractory Lateritic Nickel OreFabian MansillaNo ratings yet
- Epoxy Resin Uses, Advantages and DisadvantagesDocument11 pagesEpoxy Resin Uses, Advantages and DisadvantagesDevyani RamamoorthyNo ratings yet
- Electronic ISSN: 2656-3088 Homepage:: Yenni Sri Wahyuni, Erjon Reza AftaridaDocument7 pagesElectronic ISSN: 2656-3088 Homepage:: Yenni Sri Wahyuni, Erjon Reza AftaridaPutri YuliaNo ratings yet
- Best Practice Guide To Corrosion Prevention in Chemical Plants and RefineriesDocument24 pagesBest Practice Guide To Corrosion Prevention in Chemical Plants and RefineriesMMPL MarketingNo ratings yet
- Report Icce Tanznia 2829.07 .16 1Document42 pagesReport Icce Tanznia 2829.07 .16 1bissauNo ratings yet
- JECFA Monograph 22Document169 pagesJECFA Monograph 22Yiyi ArayaNo ratings yet