You might also like
- Weld Joint Design and Weld SymbolDocument49 pagesWeld Joint Design and Weld SymbolArdser Avico100% (2)
- CSWIP Welding Inspection Notes and QuestionsDocument133 pagesCSWIP Welding Inspection Notes and Questionslram70100% (20)
- Weld Joint Design 03Document70 pagesWeld Joint Design 03Koshala BalasuriyaNo ratings yet
- Example Slide of User Functions: Time Guide The Slide Should Be Finished byDocument220 pagesExample Slide of User Functions: Time Guide The Slide Should Be Finished byScott K.L LeeNo ratings yet
- Welding Symbols On DrawingsDocument45 pagesWelding Symbols On Drawingsbalaji817150100% (1)
- Welding SymbolsDocument53 pagesWelding SymbolsLâm Thanh100% (9)
- Design of Fillet and Butt WeldsDocument29 pagesDesign of Fillet and Butt WeldsDarsHan MoHanNo ratings yet
- Saudi Aramco SAES W 011Document40 pagesSaudi Aramco SAES W 011Yasser Abd El Fattah100% (21)
- MBG - 533-09 Welding Standards For Fabrication of Steel Stainless Steel and Aluminium Bar GratingDocument19 pagesMBG - 533-09 Welding Standards For Fabrication of Steel Stainless Steel and Aluminium Bar GratingCarlo Monsalve100% (1)
- Teknologi Dan Rekayasa: Principles of WeldingDocument23 pagesTeknologi Dan Rekayasa: Principles of WeldingBouzaida MaherNo ratings yet
- 18 - Weld Design SymbolsDocument62 pages18 - Weld Design SymbolsManoj Kumar100% (2)
- Weld SymbolsDocument63 pagesWeld SymbolsAyub KhanNo ratings yet
- Weld Joint Detail PDFDocument9 pagesWeld Joint Detail PDFKosit WongpinkaewNo ratings yet
- 08-WIS5 Symbols 2006Document34 pages08-WIS5 Symbols 2006Pratheep ShansNo ratings yet
- CH4 1 Welding Joint SymbolsDocument32 pagesCH4 1 Welding Joint SymbolsGuillermo MartínezNo ratings yet
- Welding Symbols Dy Weldingcoordinator 2021Document92 pagesWelding Symbols Dy Weldingcoordinator 2021Subramanian RNo ratings yet
- ISO 2553 Weld SymbolsDocument63 pagesISO 2553 Weld SymbolsSudip100% (4)
- Chapter 32 Welding Joint PreparationDocument46 pagesChapter 32 Welding Joint PreparationAd Man GeTig100% (2)
- WPS P91Document6 pagesWPS P91JoseAlbertoNeyraNo ratings yet
- WeldingDocument752 pagesWeldingAndres_Pastor1987100% (3)
- 01 Wis5 Defect NewDocument55 pages01 Wis5 Defect NewHai Vuu100% (2)
- Demo Weld Cost Calc XL-UnprotectedDocument10 pagesDemo Weld Cost Calc XL-UnprotectedA R0% (1)
- Weld PresentationDocument41 pagesWeld Presentationsuresh babuNo ratings yet
- Welding Inspection: BS 499 Part 2 Course Reference WIS 5Document11 pagesWelding Inspection: BS 499 Part 2 Course Reference WIS 5api-386436193% (14)
- Design of Welded Connections - Lincoln ElectricDocument234 pagesDesign of Welded Connections - Lincoln Electrickyletgerber100% (3)
- Welding SymbolDocument52 pagesWelding SymbolShriram Avasarkar100% (4)
- Visweld 1.1Document57 pagesVisweld 1.1Luong Ho VuNo ratings yet
- Weld Joint Preparation ISO 9692Document46 pagesWeld Joint Preparation ISO 9692biancogallazziNo ratings yet
- Defects On Weld BEADDocument47 pagesDefects On Weld BEADarash59_4uNo ratings yet
- CH4 2 Welding Joint PreparationDocument46 pagesCH4 2 Welding Joint PreparationMatija BušićNo ratings yet
- Field Welding Inspection GuideDocument15 pagesField Welding Inspection Guideranjit.rajappa19709872100% (19)
- WPS-Tube To Tube Sheet (SS-SS)Document2 pagesWPS-Tube To Tube Sheet (SS-SS)suria qaqcNo ratings yet
- Welding Design, Welding Procedure and Performance QualificationDocument34 pagesWelding Design, Welding Procedure and Performance Qualificationkmas1612100% (3)
- Welding Types and Positions and DefectsDocument10 pagesWelding Types and Positions and Defectssam_antony2005No ratings yet
- Welding Symbols (ISO 2553)Document32 pagesWelding Symbols (ISO 2553)Guillermo Martínez0% (1)
- 11.4 Welding Information Welding Information: Elements of A Typical Weld SymbolDocument1 page11.4 Welding Information Welding Information: Elements of A Typical Weld SymbolLeomarini100% (1)
- ARC WeldingDocument41 pagesARC WeldingAravind Raj100% (1)
- Welding Grading RubricDocument1 pageWelding Grading RubricAnonymous dh6DIT100% (2)
- WELDING ManualDocument10 pagesWELDING ManualsoftsuryaNo ratings yet
- Metallurgy of WeldingDocument40 pagesMetallurgy of Weldingquiron2010100% (1)
- 03 Welding Imperfections 30-03-07 (2Document20 pages03 Welding Imperfections 30-03-07 (2geokovoorNo ratings yet
- Steps of Making WPSDocument51 pagesSteps of Making WPSDavid Macatangay100% (7)
- Weld Defects CswipDocument10 pagesWeld Defects CswipOLiver RobertNo ratings yet
- Label-Welding Defects PDFDocument1 pageLabel-Welding Defects PDFMuthuKumarNo ratings yet
- What Is The Difference Between A Weldolet and A SockoletDocument3 pagesWhat Is The Difference Between A Weldolet and A SockoletWaqas Waqas100% (3)
- Visual Guide To Weld Defects & DiscontinuitiesDocument44 pagesVisual Guide To Weld Defects & DiscontinuitiesGTPATELNo ratings yet
- Zoki Zavarivanje PDFDocument46 pagesZoki Zavarivanje PDFDejanNo ratings yet
- Welding - Joint - Symbols ISO 2553Document32 pagesWelding - Joint - Symbols ISO 2553Silvio ZappinoNo ratings yet
- CH4 1 Welding Joint SymbolsDocument32 pagesCH4 1 Welding Joint SymbolsMilascon Ruben-AlinaNo ratings yet
- EN 2553 - Welding - Joint - SymbolsDocument32 pagesEN 2553 - Welding - Joint - Symbolscarlos LeandroNo ratings yet
- CH3 1 Welding Joint SymbolsDocument32 pagesCH3 1 Welding Joint SymbolskazdanoNo ratings yet
- CH3 1 Welding Joint SymbolsDocument32 pagesCH3 1 Welding Joint SymbolsSachin Kumar SinghNo ratings yet
- Welding Inspection: Terms & Definitions Course Reference WIS 5Document26 pagesWelding Inspection: Terms & Definitions Course Reference WIS 5Joerge Ryan MaramotNo ratings yet
- 2 Terms and Definitions SectionDocument39 pages2 Terms and Definitions SectionPraviBeetlesNo ratings yet
- Design of Welded Connections Lincoln ElectricDocument234 pagesDesign of Welded Connections Lincoln Electricnika2006No ratings yet
- AssignmentDocument7 pagesAssignmentJames TyNo ratings yet
- 002 - Weld - Design - Symbols - 01Document77 pages002 - Weld - Design - Symbols - 01K JeevanNo ratings yet
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Document60 pages3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmNo ratings yet
- 4 Welded JointsDocument42 pages4 Welded JointsBeesam Ramesh KumarNo ratings yet
- Welding NotesDocument47 pagesWelding NotesVijay SarmalNo ratings yet
- WeldingDocument22 pagesWeldingMadhu NNo ratings yet
- Welding Styles: For Corner JointDocument3 pagesWelding Styles: For Corner JointSenyor MarananNo ratings yet
- WeldingDocument22 pagesWeldingN Sudheer RêddyNo ratings yet
- Visual Inspection of WeldDocument102 pagesVisual Inspection of Weldyodie s sidabutarNo ratings yet
- Visual Welding Inspector: Course Reference D 73Document57 pagesVisual Welding Inspector: Course Reference D 73Le Anh DuyNo ratings yet
- Welding Terms and DefectsDocument61 pagesWelding Terms and DefectsRakesh Kumar MundaNo ratings yet
- Cleat Angle ConnectionDocument38 pagesCleat Angle ConnectionMadhubalan AlagarNo ratings yet
- PGDC Prospectus 2018-19 NPTI PDFDocument28 pagesPGDC Prospectus 2018-19 NPTI PDFAmaterasu Susanoo TsukuyomiNo ratings yet
- 908 - 1108 Hydrauliköl HLP 32 - EN PDFDocument1 page908 - 1108 Hydrauliköl HLP 32 - EN PDFpriyoc6No ratings yet
- Standard Deviation: Unit 6Document16 pagesStandard Deviation: Unit 6Kirandeep SinghNo ratings yet
- Standard Deviation: Unit 6Document16 pagesStandard Deviation: Unit 6Kirandeep SinghNo ratings yet
- 112Document1 page112priyoc6No ratings yet
- NPTI Publications - NPTI DELHIDocument2 pagesNPTI Publications - NPTI DELHIpriyoc6No ratings yet
- Frequently Asked Questions of ProjectsDocument4 pagesFrequently Asked Questions of Projectspriyoc6No ratings yet
- Question Results: Score 0 of 1 (Skipped)Document141 pagesQuestion Results: Score 0 of 1 (Skipped)priyoc6No ratings yet
- Condenser Data Aug - 12Document6 pagesCondenser Data Aug - 12priyoc6No ratings yet
- OM0013 Unit 01 1mark QuestionsDocument3 pagesOM0013 Unit 01 1mark Questionspriyoc6No ratings yet
- Question Results: You Have Completed Your Quiz Attempt. You Have Scored 0 Point(s)Document4 pagesQuestion Results: You Have Completed Your Quiz Attempt. You Have Scored 0 Point(s)priyoc6No ratings yet
- Question Results: You Have Completed Your Quiz Attempt. You Have Scored 0 Point(s)Document4 pagesQuestion Results: You Have Completed Your Quiz Attempt. You Have Scored 0 Point(s)priyoc6No ratings yet
- MB0045 Slides Unit 114Document13 pagesMB0045 Slides Unit 114priyoc6No ratings yet
- Merged Document OM0013Document106 pagesMerged Document OM0013priyoc6No ratings yet
- MB0045 Slides Unit 115Document16 pagesMB0045 Slides Unit 115priyoc6No ratings yet
- Motorcycle SafetyDocument25 pagesMotorcycle Safetypriyoc6No ratings yet
- MB0044 MQPDocument21 pagesMB0044 MQPpriyoc6No ratings yet
- Gopalkrishnan IIM TalkDocument9 pagesGopalkrishnan IIM Talkgunda_venu9856No ratings yet
- Carrier HeatingDocument173 pagesCarrier HeatingUNIQUE0% (1)
- Form Qw-485 Suggested Format For Demonstration of Standard Welding Procedure Specifications (SWPS) (See Article V)Document1 pageForm Qw-485 Suggested Format For Demonstration of Standard Welding Procedure Specifications (SWPS) (See Article V)durandm10No ratings yet
- Welding Lab ReportDocument16 pagesWelding Lab ReportMuhammad Abubakar Shahzad Talib ShahzadNo ratings yet
- DAIKIN - Manejadoras DAR de 7.5 y 10 TR PDFDocument12 pagesDAIKIN - Manejadoras DAR de 7.5 y 10 TR PDFIsmael Pachas RoncerosNo ratings yet
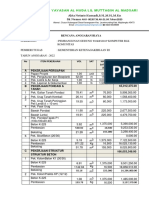
- Yayasan Al Huda Lil Muttaqin Al Madsari: Rencana Anggaran BiayaDocument6 pagesYayasan Al Huda Lil Muttaqin Al Madsari: Rencana Anggaran BiayaMoja Januba ArifahNo ratings yet
- Unlocking The Demand Response Potential From Domestic Hot Water TanksDocument10 pagesUnlocking The Demand Response Potential From Domestic Hot Water TanksjicaceresNo ratings yet
- Smaw Module 2ndQ 1stDocument6 pagesSmaw Module 2ndQ 1stAdoracion Sales HugoNo ratings yet
- Cl60 Rooftop Iom 0213 eDocument94 pagesCl60 Rooftop Iom 0213 emikexiiNo ratings yet
- FCAW For P91Document11 pagesFCAW For P91Satyendra SinghNo ratings yet
- Joining Technologies For Metals - Unit 10 - Week 8Document3 pagesJoining Technologies For Metals - Unit 10 - Week 8davidblessleyNo ratings yet
- DX SPLIT Acum L Cadx l50hzDocument21 pagesDX SPLIT Acum L Cadx l50hzFARIDNo ratings yet
- Iom Daikin Ahu DDM Fuw DDWDocument40 pagesIom Daikin Ahu DDM Fuw DDWMichael Percy Curasi Paredes100% (4)
- WPS Format For Asme Ix - Wps - Gtaw Fcaw GmawDocument1 pageWPS Format For Asme Ix - Wps - Gtaw Fcaw GmawThe Welding Inspections CommunityNo ratings yet
- Welding PracticeDocument6 pagesWelding PracticeOscar RodriguezNo ratings yet
- Welding DefectsDocument36 pagesWelding DefectsAmit SharmaNo ratings yet
- RMK Group A4 PPT MT-I (UNIT-II)Document50 pagesRMK Group A4 PPT MT-I (UNIT-II)RajmchzNo ratings yet
- Conformances: Type: NeutralDocument2 pagesConformances: Type: NeutralsampathkumarNo ratings yet
- WeldingDocument6 pagesWeldingLokender SinghNo ratings yet
- Bombas Recepcion Bunker-OIK 08enDocument72 pagesBombas Recepcion Bunker-OIK 08enManuel Cantoral0% (1)
- Report Jf303 Tunstern Inert Gas (Tig)Document12 pagesReport Jf303 Tunstern Inert Gas (Tig)aizatulasmira60% (5)
- 07 Tig SparesDocument14 pages07 Tig SparesWeldingSupply.com.auNo ratings yet
- Work Instructions For Nozzle Cleaning, Tip Change & Jig CleaningDocument1 pageWork Instructions For Nozzle Cleaning, Tip Change & Jig CleaningkdfdfybNo ratings yet