You might also like
- Intelligent Fault Diagnosis and Remaining Useful Life Prediction of Rotating MachineryFrom EverandIntelligent Fault Diagnosis and Remaining Useful Life Prediction of Rotating MachineryRating: 5 out of 5 stars5/5 (2)
- Forsthoffer’s Component Condition MonitoringFrom EverandForsthoffer’s Component Condition MonitoringRating: 4 out of 5 stars4/5 (2)
- Introduction to Vibration Analysis Programs (40Document52 pagesIntroduction to Vibration Analysis Programs (40Sam100% (3)
- Turbomachinery Vibration Monitoring PDFDocument150 pagesTurbomachinery Vibration Monitoring PDFTheerayoot Poomchai100% (3)
- Vibration Dignostic ChartDocument5 pagesVibration Dignostic ChartIbrahim Sammour92% (12)
- READ 0. Bently, Donald - Hatch, Charles T - Grissom, Bob (Editor) - Fundamentals of Rotating Machinery DiagnosticsDocument758 pagesREAD 0. Bently, Donald - Hatch, Charles T - Grissom, Bob (Editor) - Fundamentals of Rotating Machinery DiagnosticsZaryab Hyder89% (9)
- Donald E. Bently - Handbook Fundamentals of Rotating Machinery Diagnostics PDFDocument757 pagesDonald E. Bently - Handbook Fundamentals of Rotating Machinery Diagnostics PDFGandrig F Vendris98% (47)
- GT Intro and Vibration Diagnostic Basics - Piedmont PDFDocument71 pagesGT Intro and Vibration Diagnostic Basics - Piedmont PDFAnonymous OFwyjaMyNo ratings yet
- Vibration Analysis Training & Certification Courses by Predict InstituteDocument7 pagesVibration Analysis Training & Certification Courses by Predict InstitutefaisalNo ratings yet
- Vibration Analysis For Reciprocating CompressorsDocument48 pagesVibration Analysis For Reciprocating CompressorsJose PradoNo ratings yet
- Orbit Analysis-2019-2561Document23 pagesOrbit Analysis-2019-2561Zaheer Ahmad Raza100% (4)
- Bently Nevada MmsDocument30 pagesBently Nevada MmsAmarnath Yadav100% (4)
- An Introduction To Time Waveform AnalysisDocument21 pagesAn Introduction To Time Waveform AnalysisMohd Asiren Mohd Sharif100% (3)
- Vibration MonitoringDocument67 pagesVibration MonitoringApurv Khandelwal100% (4)
- Tunisia Bently Presentation DayDocument208 pagesTunisia Bently Presentation DayHamdi Mohamed100% (1)
- System 1 Bently Performance User Guide - 142M7884Document22 pagesSystem 1 Bently Performance User Guide - 142M7884Miguel Angel Castillo OrellanaNo ratings yet
- Cat II Cover A4 250912Document4 pagesCat II Cover A4 250912Shahbaz KhanNo ratings yet
- GEA20093 Orbit V32N4 2012Q4 HRDocument60 pagesGEA20093 Orbit V32N4 2012Q4 HRChad HuntNo ratings yet
- Orbit AnalysisDocument5 pagesOrbit AnalysisMaurizio Sciancalepore0% (1)
- Diagnostic Techniques For Vibration Analysis of BearingsDocument9 pagesDiagnostic Techniques For Vibration Analysis of BearingsMohd Asiren Mohd Sharif100% (1)
- VA II TrainingDocument393 pagesVA II Trainingjawadhussain195% (19)
- TransducersDocument121 pagesTransducersfazzlieNo ratings yet
- Basics of Vibration AnalysisDocument36 pagesBasics of Vibration Analysisbagusindarto86% (7)
- Machinery Diagnostic PlotsDocument16 pagesMachinery Diagnostic Plotsfazzlie100% (1)
- Vibration Analysis Level I Course GuideDocument230 pagesVibration Analysis Level I Course Guidejawadhussain189% (9)
- Bently Nevada 3500 PresentationDocument46 pagesBently Nevada 3500 PresentationIndranil Hatua94% (17)
- ISO 18436 Category IV Vibration Analyst TrainingDocument4 pagesISO 18436 Category IV Vibration Analyst TrainingDean Lofall0% (1)
- ISO Vibration Analysis Certification Exam Cat I Part 3 Signal Processing Ali M Al-ShurafaDocument1 pageISO Vibration Analysis Certification Exam Cat I Part 3 Signal Processing Ali M Al-ShurafaMohammed Kamel Tony100% (1)
- Vibration Monitoring System PFL PDFDocument73 pagesVibration Monitoring System PFL PDFrizwan100% (1)
- Cat IiDocument72 pagesCat Iizeroseya100% (2)
- Vibration Cat II Practise ExamDocument3 pagesVibration Cat II Practise Examalxmaas91% (11)
- Siemens Rotating Machinery GuideDocument191 pagesSiemens Rotating Machinery GuideSathish KumarNo ratings yet
- Dresser RandDocument71 pagesDresser RandLong Nguyen100% (1)
- Basic Vibration Seminar: ALPS Maintaineering Services, IncDocument101 pagesBasic Vibration Seminar: ALPS Maintaineering Services, Incbadgeo77No ratings yet
- Cat IiDocument71 pagesCat Iimustafa100% (13)
- Orbit and Timebase Plot AnalysisDocument16 pagesOrbit and Timebase Plot AnalysisAnonymous w6TIxI0G8l100% (1)
- Orbits and SCL PresentationDocument18 pagesOrbits and SCL PresentationChad Hunt100% (3)
- Detect Machinery Faults by Using Peak VueDocument13 pagesDetect Machinery Faults by Using Peak VueHarold Alconz100% (2)
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionFrom EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo ratings yet
- Mechanical Vibrations and Condition MonitoringFrom EverandMechanical Vibrations and Condition MonitoringRating: 5 out of 5 stars5/5 (1)
- Practical Machinery Vibration Analysis and Predictive MaintenanceFrom EverandPractical Machinery Vibration Analysis and Predictive MaintenanceRating: 4.5 out of 5 stars4.5/5 (10)
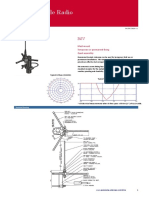
- Private Mobile Radio: Elevated AntennaDocument2 pagesPrivate Mobile Radio: Elevated AntennaJon-Pierre BooysenNo ratings yet
- Power Inductors We-Pd (Cont.) : Design KitsDocument1 pagePower Inductors We-Pd (Cont.) : Design Kitsrajareddy235No ratings yet
- Optical Encoder SpecificationsDocument4 pagesOptical Encoder SpecificationsalfredoNo ratings yet
- Project: Floresta Gardens Retail Buildings Fan Coil Units ScheduleDocument1 pageProject: Floresta Gardens Retail Buildings Fan Coil Units SchedulekaamNo ratings yet
- Cupiagua CPF: UPS Inverter and Static Switch Function Test CertificateDocument1 pageCupiagua CPF: UPS Inverter and Static Switch Function Test CertificateKhaled FatnassiNo ratings yet
- MT-MTZ-NTZ WDocument6 pagesMT-MTZ-NTZ Wdiego suazoNo ratings yet
- Design Analysis of Parts of Francis Turbine: Provision of Features To Blend Some Reaction Into ImpulseDocument35 pagesDesign Analysis of Parts of Francis Turbine: Provision of Features To Blend Some Reaction Into ImpulseSyaiful AzharNo ratings yet
- KV hr36m31 sm2 PDFDocument149 pagesKV hr36m31 sm2 PDFNeil StockNo ratings yet
- Design Analysis of Parts of Francis Turbine: Provision of Features To Blend Some Reaction Into ImpulseDocument35 pagesDesign Analysis of Parts of Francis Turbine: Provision of Features To Blend Some Reaction Into ImpulseMarcelo DelgadoNo ratings yet
- HPVG_Datenblatt_en_final_kleinDocument63 pagesHPVG_Datenblatt_en_final_klein1989vasu.pNo ratings yet
- Irf2110 AplicationDocument30 pagesIrf2110 Aplicationanand100% (1)
- Catalogo Compresores Hermeticos Piston MT MTZ NTZ Danfoss PDFDocument8 pagesCatalogo Compresores Hermeticos Piston MT MTZ NTZ Danfoss PDFPablo Angel ToiaNo ratings yet
- Bocsh rexroth пропорциональные клапаныDocument45 pagesBocsh rexroth пропорциональные клапаныalesker.alekperov71No ratings yet
- High-Efficiency Variable Arc Spray Nozzles (HE-VAN) : Tech SpecDocument4 pagesHigh-Efficiency Variable Arc Spray Nozzles (HE-VAN) : Tech SpecJeffNo ratings yet
- Stu7Lom: 1. Spectftcat - OnsDocument9 pagesStu7Lom: 1. Spectftcat - OnsSNo ratings yet
- WEG Weg VFD Training July 2017 Training EnglishDocument29 pagesWEG Weg VFD Training July 2017 Training EnglishriansyahNo ratings yet
- Modelingof Kobes High PerformanceheatDocument24 pagesModelingof Kobes High PerformanceheatsmiskardiNo ratings yet
- Handbook of Formulae and ConstantsDocument43 pagesHandbook of Formulae and Constantssuhaib hassanNo ratings yet
- Siement Turbine Over Hauling ProcedureDocument75 pagesSiement Turbine Over Hauling Procedurerajurajangam100% (2)
- The New Fifth Edition of Api 618 For Reciprocating Compressors - Which Pulsation and Vibration Control Philosophy Should You Use?Document14 pagesThe New Fifth Edition of Api 618 For Reciprocating Compressors - Which Pulsation and Vibration Control Philosophy Should You Use?rajurajangam100% (1)
- How A Well Is Drilled On LandDocument19 pagesHow A Well Is Drilled On LandrajurajangamNo ratings yet
- VFD Pumping SystemsDocument22 pagesVFD Pumping Systemsrajurajangam100% (1)
- TOGAF 9 Foundation Part 1 Exam Preparation GuideDocument114 pagesTOGAF 9 Foundation Part 1 Exam Preparation GuideRodrigo Maia100% (3)
- Rishte ki baat SMS messages collectionDocument108 pagesRishte ki baat SMS messages collectionTushar AggarwalNo ratings yet
- Social Media Exposure and Its Perceived Impact On Students' Home-Based Tasks ProductivityDocument9 pagesSocial Media Exposure and Its Perceived Impact On Students' Home-Based Tasks ProductivityJewel PascuaNo ratings yet
- Artist Biography: Igor Stravinsky Was One of Music's Truly Epochal Innovators No Other Composer of TheDocument2 pagesArtist Biography: Igor Stravinsky Was One of Music's Truly Epochal Innovators No Other Composer of TheUy YuiNo ratings yet
- Pre Job Hazard Analysis (PJHADocument2 pagesPre Job Hazard Analysis (PJHAjumaliNo ratings yet
- ITU SURVEY ON RADIO SPECTRUM MANAGEMENT 17 01 07 Final PDFDocument280 pagesITU SURVEY ON RADIO SPECTRUM MANAGEMENT 17 01 07 Final PDFMohamed AliNo ratings yet
- Maj. Terry McBurney IndictedDocument8 pagesMaj. Terry McBurney IndictedUSA TODAY NetworkNo ratings yet
- Portfolio Artifact Entry Form - Ostp Standard 3Document1 pagePortfolio Artifact Entry Form - Ostp Standard 3api-253007574No ratings yet
- Assignment 2 - Weather DerivativeDocument8 pagesAssignment 2 - Weather DerivativeBrow SimonNo ratings yet
- Propiedades Grado 50 A572Document2 pagesPropiedades Grado 50 A572daniel moreno jassoNo ratings yet
- Logic and Set Theory PropositionDocument3 pagesLogic and Set Theory PropositionVince OjedaNo ratings yet
- Brick TiesDocument15 pagesBrick TiesengrfarhanAAANo ratings yet
- IGCSE Chemistry Section 5 Lesson 3Document43 pagesIGCSE Chemistry Section 5 Lesson 3Bhawana SinghNo ratings yet
- Lecture02 NoteDocument23 pagesLecture02 NoteJibril JundiNo ratings yet
- Merchandising Calender: By: Harsha Siddham Sanghamitra Kalita Sayantani SahaDocument29 pagesMerchandising Calender: By: Harsha Siddham Sanghamitra Kalita Sayantani SahaSanghamitra KalitaNo ratings yet
- August 03 2017 Recalls Mls (Ascpi)Document6 pagesAugust 03 2017 Recalls Mls (Ascpi)Joanna Carel Lopez100% (3)
- 2023-Physics-Informed Radial Basis Network (PIRBN) A LocalDocument41 pages2023-Physics-Informed Radial Basis Network (PIRBN) A LocalmaycvcNo ratings yet
- Resume of Deliagonzalez34 - 1Document2 pagesResume of Deliagonzalez34 - 1api-24443855No ratings yet
- PandPofCC (8th Edition)Document629 pagesPandPofCC (8th Edition)Carlos Alberto CaicedoNo ratings yet
- Philippine Coastal Management Guidebook Series No. 8Document182 pagesPhilippine Coastal Management Guidebook Series No. 8Carl100% (1)
- Tension field beams: Aircraft wing spar analysisDocument19 pagesTension field beams: Aircraft wing spar analysisPrajeesh RajNo ratings yet
- HCW22 PDFDocument4 pagesHCW22 PDFJerryPNo ratings yet
- Zelev 1Document2 pagesZelev 1evansparrowNo ratings yet
- Hyper-Threading Technology Architecture and Microarchitecture - SummaryDocument4 pagesHyper-Threading Technology Architecture and Microarchitecture - SummaryMuhammad UsmanNo ratings yet
- NAT Order of Operations 82Document39 pagesNAT Order of Operations 82Kike PadillaNo ratings yet
- Sri S T Kalairaj, Chairman: Income Tax TaxesDocument3 pagesSri S T Kalairaj, Chairman: Income Tax TaxesvikramkkNo ratings yet
- Free Radical TheoryDocument2 pagesFree Radical TheoryMIA ALVAREZNo ratings yet
- GMWIN SoftwareDocument1 pageGMWIN SoftwareĐào Đình NamNo ratings yet
- Unit 3 Computer ScienceDocument3 pagesUnit 3 Computer ScienceradNo ratings yet
- QuickTransit SSLI Release Notes 1.1Document12 pagesQuickTransit SSLI Release Notes 1.1subhrajitm47No ratings yet