Professional Documents
Culture Documents
Wireline Manual
Uploaded by
Jorge RodriguezCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Wireline Manual
Uploaded by
Jorge RodriguezCopyright:
Available Formats
WIRELINE
SERVICES
TRAINING MANUAL
WIRELINE
SERVICES
VISION
Wood Group Wireline Services is a
worldwide company dedicated to being
the leader in all areas of Wireline
Operations. We will set the standards
for performance and quality to ensure
the satisfaction of our customers.
MISSION
We are committed to providing our
Customers with the best possible
solutions for Well Surveillance,
Production Enhancement and cost
effective Well Intervention. Our goal
is to perform this mission without incident
to personnel or the environment.
CORE VALUES
Value, Care, Protection for our Human Resources
Safety and Protection of the Environment
Long term Customer Relationships
Protection of Customer Assets
Quality of our Performance
Corporate Citizenship
MEASURES Of SUCCESS
TRIR Below One
No Compliance INCs
No Environmental Incidents
Retention of long-term customers
Maintain high level of Staff Experience
Maintain & Improve Equipment Reliability
SECTION 1
WIRELINE SAFETY PRACTICES AND CALCULATIONS
CONTENTS
Topic Page
1.1 SAFETY RULES AND OPERATING PROCEDURES 6
1.2 WORKING SAFELY IN H2S ENVIRONMENTS 11
1.3 FLUIDS, WEIGHTS, PRESSURES, AREAS, VOLUMES 13
ILLUSTRATIONS
Exhibit Page
1.1 Bolt Tightening 9
1.2.1a Area (Square) 13
1.2.1b Area (Square) 13
1.2.1c Area (Circle) 14
1.2.1d Area (Diameter Of A Circle) 14
1.2.2a Volume (Square) 15
1.3.3a Pressure (Gradient) 17
SECTION 2
PRIMARY WIRELINE EQUIPMENT
CONTENTS
Topic Page
2.1 GENERAL 25
2.2 WIRELINE MAINTENANCE 45
2.3 HS AND CO ENVIRONMENT AND LINE USE 48
ILLUSTRATIONS
Exhibit Page
2.1 Primary Wireline Equipment 26
2.1a Chain 28
2.1.2 Load Binder 28
2.1.3 Rope Blocks and Ropes 30
2.1.4 Tree Connection 30
2.1.5a Bowen Wireline Valve 32
2.1.6 Lubricator 34
2.1.7a Otis Quick Union 34
2.1.7b Bowen Quick Union 34
2.1.8 Stuffing Box 36
2.1.9 Grease Seal Stuffing Box 38
2.1.10 Rope Socket 39
2.1.11 Stem 40
2.1.12 Wireline J ar 41
2.1.13 Hay Pulley 42
2.1.14 Wireline Clamp 43
2.1.15 Re-spooling and Transferring Line 46
SECTION 3
WIRELINE TOOLS
CONTENTS
Topic Page
3.1 ROPE SIOCKETS 51
3.2 STEMS 53
3.3 STROKE J ARS 55
3.4 TUBULAR J ARS 57
3.5 KNICKLE J ARS 58
3.6 KNUCKLE J OINTS 59
3.7 HYDRAULIC J ARS 61
3.8 GAUGE CUTTER 63
3.9 SCRATCHERS 65
3.10 IMPRESSION BLOCK 67
3.11 BLIND BOX 67
3.12 SWAGING TOOL OR TAPERED GAUGE 69
3.13 STAR BIT 69
3.14 TUBING END LOCATOR 70
3.15 SAND BAILER 71
3.16 HYDROSTATIC BAILER 73
3.17 FISHING TOOS 75
ILLUSTRATIONS
Exhibit Page
3.1 Rope Socket 52
3.2a Stem Weight Vs. Well Head Pressure 53
3.2b Steel and Lead Stems 54
3.3 Stroke J ars 55
3.4 Tubular J ars 57
3.5 Knuckle J ars 58
3.6 Knuckle J oints 60
3.7 Hydraulic J ars 62
3.8 Gauge Cutter 64
3.9 Scratcher 66
3.10 Impression Block 68
3.11 Blind Box 68
3.12 Swaging Tool or Tapered Gauge 69
3.13 Star Bit 69
3.14 Tubing End Locator 70
3.15 Sand Bailer 71
3.16 Hydrostatic Bailer 74
3.17 Cutter Bar 76
3.17b Sidewall Cutter 78
3.17c Snipper 80
3.17d Wire Finder 82
3.17e Wireline Grab 84
3.17f Go-Devil 85
3.17g Wire Spear 86
SECTION 4
PULLING TOOLS
CONTENTS
Topic Page
4.1 OTIS B PULLING TOOL 89
4.2 OTIS R PULLING TOOL (SHEAR UP) 94
4.3 OTIS GS RUNNING/PULLING TOOL 95
4.4 OTIS S PULLING TOOL (SHEAR DOWN) 99
4.5 CAMCO J SERIES PULLING TOOL 101
4.6 CAMCO PRS SERIES PULLING TOOL 105
4.7 D & D PR & PR-GS RUNNING/PULLING TOOL 107
ILLUSTRATIONS
Exhibit Page
4.1 Otis Type R Pulling Tool 90
4.2 Otis Type R Pulling Tool 93
4.3a Otis (GS) Running/Pulling Tool 96
4.3b Otis (GR) Pulling Tool 98
4.4 Otis Type S Pulling Tool 100
4.5 Camco J Series Pulling Tool 104
4.6 Camco PRS Series Pulling Tool 106
4.7a D & D PR & PR-GS Running/Pulling Tool 108
4.7b D & D PR & PR-GS Running/Pulling Tool 108
SECTION 5
RUNNING TOOLS
CONTENTS
Topic Page
5.1 OTIS TYPE J RUNNING TOOL 111
5.2 OTIS TYPE C RUNNING TOOL 112
5.3 OTIS TYPE H RUNNING TOOL 113
5.4 OTIS TYPE T RUNNING TOOL 115
5.5 OTIS TYPE SP RUNNING TOOL 117
5.6. OTIS TYPE W RUNNING TOOL 119
5.7 OTIS TYPE X RUNNING TOOL 121
5.8 CAMCO KB-2 RUNNING TOOL 125
5.9 CAMCO SERIES D RUNNING TOOL 127
5.10 CAMCO SERIES Z RUNNING TOOL 129
5.11 CAMCO SERIES J RUNNING TOOL 131
5.12 CAMCO SERIES R RUNNING TOOL 133
5.13 CAMCO SERIES WRUNNING TOOL 135
5.14 BAKER C1 RUNNING TOOL 137
5.15 BAKER E RUNNING TOOL 141
5.16 BAKER G RUNNING TOOL 143
5.17 BAKER PRODUCTION 146
ILLUSTRATIONS
Exhibit Page
5.1 Otis Type J Running Tool 111
5.2 Otis Type C Running Tool 112
5.3 Otis Type H Running Tool 114
5.4 Otis Type T Running Tool 116
5.5 Otis Type SP Running Tool 118
5.6 Otis Type W Running Tool 120
5.7a Otis Type X Running Tool 122
5.7b Otis Type X Running Tool 124
5.8 Camco KB-2 Running Tool 126
5.9 Camco Series D Running Tool 128
5.10 Camco Series Z5 Running Tool with Z5 Lock 130
5.11a Camco Series J Running Tool1 132
5.11b Camco Series J Running Tool 133
5.12 Camco Series R Running Tool 134
5.13 Camco WC-1 Running Tool 136
5.14a Baker C-1 Running Tool 138
5.14b Baker W & C Accessories 139
5.14c Baker S Accessories 140
5.15 Baker E Running Tool 142
5.16 Baker G Running Tool 144
5.17a Baker Model A Shank 147
5.17b Baker Model A & AC Probes 148
5.17c Baker Model B Probe 149
SECTION 6
MANDREL AND LANDING NIPPLES
CONTENTS
Topic Page
6.1 OTIS TYPE B MANDREL 151
6.2 OTIS TYPE W AND C MANDREL 152
6.3 CAMCO TYPE A SLIP LOCK 157
6.4 BAKER TS LOCK 159
6.5 OTIS TYPE D COLLAR LOCK MANDREL 161
6.6 OTIS TYPE X AND R MANDRELS AND NIPPLES 163
6.7 OTIS TYPE XNAND RN MANDRELS AND NIPPLES 165
6.8 OTIS S AND T MANDRELS AND NIPPLE 167
6.9 OTIS N MANDREL AND NIPPLE 170
6.10 OTIS J AND E MANDRELS AND NIPPLES 171
6.11 CAMCO C LOCKS AND D NIPPLES 173
6.12 CAMCO SERIES W NIPPLES 177
6.13 CAMCO SERIES DB LOCKSAND NIPPLES 179
6.14 BAKER W1 AND Z LOCKS 181
6.15 BAKER M AND K LOCKS 183
6.16 BAKER N AND L LOCKS 185
6.17 BAKER S LOCK WITH L AND F NIPPLES 187
6.18 BAKER TYPE R AND N BOTTOM NO-GO NIPPLES 189
6.19 BAKER TYPE F AND J TOP NO-GO NIPPLES 190
ILLUSTRATIONS
Exhibit Page
6.1 Otis Type B Mandrel 151
6.2 Otis Type W and C mandrel 154
6.3 Camco Type A Slip Lock 158
6.4a/b Baker TS Locks 160
6.5 Otis D Collar Lock Mandel 162
6.6 Otis X and R mandrels and Nipples 163
6.7 Otis Type XN and RN Mandrels and Nipples 165
6.8 Otis s and T Mandrels and Nipples 168
6.9 Otis Type N Mandrel and Nipple 170
6.10 Otis J and E Mandrels and Nipples 172
6.11 Camco C and D Locks 174
6.12 Camco W1 Nipple with Lock in Place 178
6.13 Camco DB Lock and Nipples 181
6.14 Baker W and Z Locks 182
6.15 Baker M and K Locks 184
6.16 Baker N and L Locks 187
6.17 Baker S1, S2 Locks and F Nipple 188
6.18 Baker R and N Bottom No-Go Nipples 189
6.19 Baker F and J Top No-Go Nipples 190
GAS LIFT
CONTENTS
Topic Page
7.1 WIRELINE TROUBLE SHOOTING METHODS 193
7.2 SIDE POCKET MANDRELS AND KICKOVER TOOLS 197
ILLUSTRATIONS
Exhibit Page
7.1.a Tubing Gauge 194
7.1.b
7.1.c Tubing End Locator 194
7.1.d Collar Stop 194
7.1.e Tubing Stop 194
7.1.f Circulation Plug 104
7.2.a Basic Design Side Pocket Mandrel 197
7.2.b Kick-Over Tool 198
7.2.c Camco KBMG Side Pocket Mandrel 199
7.2.d Orienting Sequence For Valve Installation 200
7.2.e Gas Lift Equipment Chart 201
CHARTS
CONTENTS
Exhibit Page
8.2 Hydrostatic Pressure of Well Fluids at Various Depths 203
8.3 Capacity of Tubing and Casing 204
8.4 Annular Capacities for Well With One String of Tubing 205
8.5 Liquid Gravity, Weight and Gradient Conversion table 206
8.6 Gas Pressure Factors For Various Gas Specific Gravities 208
8.7 Stem Chart 209
8.8 Otis Pulling Tools 210
8.9 Camco Pulling Tools 212
8.10 Wireline String Dimensions Vrs. Tubing Sizes 213
8.11 Pulling and Running Prong Chart 214
8.12 Equalizing Prongs 215
8.13 API Spec For Tubing and Couplings 216
8.14 Tubing J oint Identification 217
8.15 Tubing Make Up Torque Guide 220
8.16 Special Tubing J oints 222
8.17 Removable Locking Devices (Mandrel Assemblies) 224
8.18 Fraction Top Decimal Conversion Charts 225
8.19 Otis S and T Mandrels and Nipple Chart 227
8.20 Otis R and RN Mandrels and Nipple Chart 229
8.21 Baker Types F and J No-Go Nipples Charts 230
SECTION 9
EQUALIZING SUBS AND PLUGS
CONTENTS
Topic Page
9.1 APPLICATIONS AND PURPOSES IF EQUALIZING SUBS 233
9.2 TYPE B EQUALIZING SUB 235
9.3 TYPE D EQUALIING SUB AND PLUG ASSEMBLY 236
9.4 TYPE F EQUALIZING SUB 237
9.5 TYPE H EQUALIZING SUB 238
9.6 KOBE KNOCK OUT EQUALIZING SUB 239
9.7 TYPE S EQUALIZING SUB 240
9.8 TYPE XO EQUALIZING SUB 241
9.9 TYPE X EQUALIZING SUB 243
9.10 TYPE X EQUALIZING SUB (FOR P PRONG) 244
9.11 TYPE X EQUALIZING SUB OR SUB 245
9.12 TYPES OF PLUGS 247
9.13 TYPE C PLUG ASSEMBLY 249
9.14 TYPE D PLUG ASSEMBLY 150
9.15 TYPE E CIRCULATING PLUG 251
9.16 TYPE N TEST TOOL 252
9.17 TYPE S TEST TOOL 253
9.18 TYPE W CIRCULATING PLUG 254
9.19 TYPE T TEST TOOL 255
9.20 D & D HOLE FINDER 256
9.21 TYPE S EQUALIZING VALVE 257
9.22 TYPE F EQUALIZING PRONG & VALVE 258
9.23 TYPE XX & RR PLUG 259
9.24 TYPE PX & PR PLUG 160
SECTION 9
EQUALIZING SUBS AND PLUGS
ILLUSTRATIONS
Exhibit Page
9.1 Type X & S Equalizing Thread Connections 234
9.2 Type B Equalizing Sub 235
9.3 Type D Equalizing Plug Assembly 236
9.4 Type F Equalizing Sub 237
9.5 Type H Equalizing Sub 238
9.6 Kobe Knock Out Equalizing Sub 239
9.7 Type S Equalizing Sub 240
9.8 Type XO Equalizing Sub 242
9.9 Type X Equalizing Sub For Zone Separation 243
9.10 Type X Equalizing Sub For P Prong 244
9.11 Type X Equalizing Sub 245
9.12 Applications For Tubing Plugs & Type Recommended 248
9.13 Type C Plug Beam Assembly 249
9.14 Type D Plug Beam Assembly 250
9.15 Type E Circulating Plug 251
9.16 Type N Test Tool 252
9.17 Type S Test Tool 253
9.18 Type W Circulating Plug 254
9.19 Type T Test Tool 255
9.20 D & D Hole Finder 256
9.21 Type S Equalizing Valve Assembly 257
9.22 Type P Equalizing Prong & Valve 258
9.23 Type XX or RR Plug Choke 259
9.24 Type PX or PR Plug Choke 260
SECTION 10
SAFETY VALVES
CONTENTS
Topic Page
10.1 HISTORICAL REASONS FOR SAFETY VALVE DESIGN 263
10.2 TYPES OF SUBSURFACE SAFETY VALVES 264
10.3 THE PRESSURE OPERATED SUBSURFACE SAFETY VALVE 268
10.4 THE DIFFERENTIAL TYPE SUBSURFACE SAFETY VALVE 269
ILLUSTRATIONS
Exhibit Page
10.2 Types of Safety Valves and Control Systems 266
10.2.1 Pressure Operated & Differential Type Safety Valves 267
10.3 PB Pressure Operated Valve 268
10.4 Type F Differential Valve 269
SECTION 11
D & D TOOLS
CONTENTS
Topic Page
11.1 DDIC AD-2 TUBING PACK-OFF (HIGH FLOW) 272
11.7 DDIC AD-2 TUBING PACK-OFF (HEAVY WALL) 278
11.11 DDIC HOLE FINDER 282
11.13 DDIC PACK-OFF BRIDGE PLUG 284
ILLUSTRATIONS
Exhibit Page
11.1 DDIC Hi Flow Pack-Off 273
11.2 AD-2 Tubing Stops 275
11.3 AD-2 Tubing Pack-Off 276
11.4 AA Stop 277
11.5 GS-PT Pulling & Running Tool 278
11.6 DDIC AD-2 Pack-Off (H.W.) 279
11.7 DDIC AD-2 Stinger & Receptacle 281
11.8 D & D Hole Finder W/ AD-2 Tubing Stop 282
11.9 DDIC Hole Finder 283
11.10 Pack-Off Bridge Plug 284
1
INTRODUCTION
WIRELINE EQUIPMENT
HISTORY OF WIRELINE EQUIPMENT
Wireline have been is use since the early days of the oil and gas industry. The
development of surface equipment for solid wireline operations have been intimately
involved in the development of new methods and tools for use in well completion,
remedial and work-over operations. Use of wireline includes: depth determination:
deviated hole surveys: temperature and pressure surveys: paraffin cutting: following the
plug in cementing operations: setting, retrieving and manipulating such devices as
chokes, circulating plugs, gauge cutters, swaging tools and safety and gas lift valve.
As the oil industry grew from the first shallow well in Titusville, Pennsylvania in 1859 to
the first producing well on the Outer Continental Shelf in the Gulf of Mexico in 1947,
wireline servicing has grown in complexity.
TRANSPORTING WIRELINE EQUIPMENT
The expansion of oil field equipment from dry land to marsh, and offshore locations has
required mobilizing wireline equipment for servicing these relatively inaccessible
locations.
In the early days of solid wireline (slick line) operations, few problems occurred with
mobile equipment. Trucks with wireline wrenches, skid-mounted equipment and even
fixed units mounted at strategic location provided a means of handling most solid
wireline problems. Transporting by truck is now the primary vehicle for land operations.
Transporting the wireline equipment to inland water and offshore locations became more
difficult because some of the first locations were marshes. Moving the wireline
equipment to these locations was made possible by mounting the equipment on speed
boats, tugs, or small barges. Today a shallow water spud boat, diesel powered with a
built-in hydraulic system that controls the wireline spool as well as the boat spuds, may
be used in the bayous, streams, marshes, lakes or even in offshore locations.
As the oil development moved offshore, the old methods of transportation changed, as
did the equipment. Self-propelled jack-up vessels are ordinarily used for shallow water
locations. The jack-up vessel is built on the same principle as a spud barge; however, the
spuds are replaced with jack-up vessels.
In remote offshore locations, specially designed, skid mounted diesel-powered wireline
units (built in combination with hydraulic pumps and motors) are used. The unit is
transported to the offshore platform or rig on a supply vessel and lifted onto the platform
to perform the work.
2
DEVELOPMENT OF THE POWER SOURCE
Since the early days when man used a small hand crank and spool containing a short
length of solid wire, many mechanisms have been developed for supplying the power
source to operate the wireline spool. When the solid wireline proved to be a practical
means of depth determination, and the need for greater depth runs developed, the power
source also changed. Many methods of rotating the reel came into use, such as; gasoline
engines equipped with speed-reduction devices: diesel engines: electric motors: and
hydraulic pumps and motors.
Due to fire hazards on offshore locations, a number of operators have restricted the use of
sparking power sources and actuating devices.
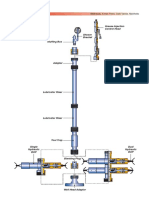
ASSOCIATED SURFACE EQUIPMENT
Transporting the wireline and associated equipment to a location is obviously a necessary
part of the job. Surface equipment to be used at the well site is likewise an obvious
necessity. The surface equipment required to perform wireline operations depends
largely on the well pressure and tubing size. The following list of surface equipment may
be used in a normal wire-line operation not exceeding 5,000 psi surface pressure and 2-1/
inch I.D. tubing.
1. Wireline
2. Measuring Device
3. Weight Indicator
4. Reel Systems
5. Floor Blocks and Pulleys
6. Stuffing Box with Blow-out Preventer or Back-Pressure valve
7. Lubricators
8. Quick Unions
9. Blowout Preventer(s) Wireline Valve
10. Gin Pole and Mast
Remember, a certain amount of flexibility must be considered when rigging the surface
equipment. The components are named and numbered only for identification by the
reader as they are discussed in this chapter.
DEVELOPMENT OF THE WIRELINE
The earliest wireline used in measuring well depths were flat steel tapes with marked or
stamped figures similar to a surveyors tape. As well depth increased, obtaining tapes of
sufficient length became a problem. Correct depth reading were also a problem because
the calibrated tape stretched under load, causing inaccurate measurements. When a flat
tape was run in a well under pressure, the stuffing box and packing increases stretching
problems.
3
These disadvantages brought about the adoption of the circular wireline for depth
measurements and pack-off control. The line was tagged at equal length increments, and
the operator kept a record of the amount of line un-spooled and retrieved. Measuring
devices with calibrated wheels came into use later because they were convenient to use
and provided more accurate measurements.
As well depths increased and the loads imposed on measuring lines increased, high-
strength steel wireline were developed to minimize wire weight and hoisting equipment
size. A small diameter wire was developed that 1) reduces the weight load to a minimum,
2) can be run over small diameter sheaves and wound on a smaller diameter spool or reel
without over-stressing by bending, 3) keeps the size of the reel drum to a minimum, and
4) provides a small cross-sectional area for operation under pressure.
The most common solid measuring-line diameters currently used are 0.072, 0.082, 0.092,
0.108 and 0.125. Larger tubing I.D.s have increased the demand for stronger line.
One-piece measuring lines are available from the line-drawn mills in standard lengths of
10,000 feet to 30,000 feet. The most popular material for measuring line is improved
plow steel because of its high tensile strength, good ductility, and relatively low cost.
Cold-drawn improved plow-steel measuring line has an ultimate tensile strength of
230,000 to 240,000 psi.
Requirements for well measuring line appear below in API Std., Section 7, Table 7.1
4
In wells where hydrogen sulfide is encountered, improved plow steel lines may be affected by
hydrogen embitterment that reduces service life. For service in hydrogen sulfide atmospheres,
Type 316 stainless steel was recommended because of its resistance to hydrogen embitterment.
New special alloy wire is now recommended. The ultimate strength of stainless-steel measuring
line is lower than that of improved steel and its cost is appreciably greater. Because of its less-
favorable ductile properties, it is more susceptible than other lines to cold working, which
reduces service life.
Stranded or braided line is used when solid measuring line larger than 0.125 inch is needed. This
line, previously known in the petroleum industry as torpedo or well-shooters line is
available in the following sizes:
Size (in.) Maximum Strength (lb.)
3/16 Dyform 5600
7/32 Dyform 6800
1/ 4 Dyform
5
6
SECTION 1
WIRELINE SAFETY PRACTICES AND CALCULATIONS
CONTENTS
Topic Page
1.1 SAFETY RULES AND OPERATING PROCEDURES 7
1.2 WORKING SAFELY IN H2S ENVIRONMENTS 11
1.3 FLUIDS, WEIGHTS, PRESSURES, AREAS, VOLUMES 13
ILLUSTRATIONS
Exhibit Page
1.1 Bolt Tightening 9
1.2.1a Area (Square) 13
1.2.1b Area (Square) 13
1.2.1c Area (Circle) 14
1.2.1d Area (Diameter Of A Circle) 14
1.2.2a Volume (Square) 15
1.3.3a Pressure (Gradient) 17
7
WIRELINE SAFETY PRACTICES
1.1 SAFETY RULES AND OPERATING PROCEDURES
NOTE
In order to work safely and avoid accidents, wirline
personnel must follow the important precautions
that are detailed in this manual section.
1. Make sure you completely understand the operation to be preformed and know the
hazards of the job and how to protect yourself. If you are not sure, ask the senior wireline
operator or your supervisor. A pre-job safety meeting shall be held prior to the beginning
of any operation. JSA must be completed, reviewed and revised if work scope changes.
2. Always wear safety hats, safety shoes, and gloves. Do not wear loose clothing because it
may catch in moving equipment and cause an injury. Wear plastic face shields or goggles
when assembling hammer-up unions. Wear life jackets any time you are riding a
workboat or working in areas where PPEs are required.
3. Position the wireline unit as far as possible or practical from the wellhead. Secure unit
with chains to keep it from sliding forward and ensure that it is well grounded.
CAUTION
On a H2S location, the unit must always be placed
upwind of the wellhead. Make sure you have the
proper breathing apparatus and a resuscitator.
Advise authorities before entering a sour gas
location and upon your departure.
4. Remove all junk and debris between the wireline unit and the wellhead. The work area
around the well and to the wireline unit should be flagged so that no one runs into the
wireline while work is in progress.
5 During night operations, make sure adequate lighting is provided.
CAUTION
When working in a dangerous environment, the
light fixture must be explosion proof.
8
6. Do not hammer or climb a lubricator that is subject to pressure. Watch your footing
carefully when you must climb on a Christmas tree. Do not grasp any part of the tree for
support unless it is properly secured.
7. Check the pressure gauge and ask the costumer if the pressure shown on the gauge is the
maximum well shut-in pressure. Make sure that all surface equipment working pressure
certified and exceeds the well shut-in pressure.
8. Close the wing valve (unless other wise specified) on flowing wells.
CAUTION
Always count and remember the turns required to
open and close a valve so that you can be sure how
many turns are needed to close the master valve
completely.
9. Ensure all wellhead valves are holding pressure. Close the top valve of the wellhead.
Never use the master valve except in an emergency.
10. Close needle valve and remove gauge. Open needle valve and bleed off pressure above
the top crown valve.
Allow the pressure to bleed off and cautiously disconnect the bleed down hose. Make
sure that no pressure is trapped below the needle valve. Consider hydrates in high-
pressure gas operations. Close the needle valve and purge pressure. Refer to H2S section
for recommendations, (page 1-6)
11. When all pressure is bleed off, leave the bleed-off valve open and disconnect the flange,
unibolt or cap, making sure that you do not stand on the part being removed.
9
NOTE
To remove a flange safely, unbolt one side of the
flange (4 bolts). From the opposite side, keeping a
safe distance. Shake the flange to ensure that no
pressure is trapped before removing.
CAUTION
To remove a unibolt or cap, first loosen the lock
bolt, keeping a full nut on same and tapping loose
the unibolt to ensure that no trapped pressure is
present in the ring grove or below the unibolt before
removing.
12. When the flange, cap, or unibolt has been removed, install the wireline bottom adapter
(tree connection). For flange connections, clean and lightly oil the ring joint, then tighten
the opposite bolts.
Exhibit 1.1
Bolt Tightening
10
13. Check the condition of the stuffing box blowout preventer and replace it if it shows
excessive wear.
14. Make the lubricator up and ensure that all O-rings and O-ring groves are clean. String the
stuffing box, ensuring that the packing is replaced and the blowout preventer is checked.
Tie a wireline knot (.092) with not less then nine rounds and no more that 13. Continue
with assembling the stuffing box on the lubricator.
15. Install pump-in sub and Halco Valve if required or requested.
16. Install the wireline valve on the tree connection.
17. If a gin pole is used, ensure that it is installed in a vertically straight position. Confirm
the gin pole is properly secured and chained down. Inspect chain hoists or rope falls
before using gin pole or A frame.
18. Raise the lubricator so that the bottom is even with the top of the wireline valve.
CAUTION
To prevent the tools from falling out of the
lubricator, be careful not to bump the top if the
wireline clamp when picking up the lubricator.
19. Install the weight indicator and hay pulley at 90 deg. angle from the pulley level to the
stuffing box. Connect the tool to be run into the well to the tool string.
20. To correct wire line measurements to tubing measurements, zero the wireline counter at
the Braden head flange or the tubing hanger.
21. Stab the lubricator to the wireline valve. Ensure the wireline valve is properly positioned.
22. If the working pressure is above 5000 psi, purge the lubricator or fill it with the
recommend fluid to test the same above the shut in tubing pressure before pressuring up
the lubricator.
23. Open the master valve (counting the rounds to know when the pressure enters the
lubricator). Continue to slowly open the valve counting the rounds until the valve is fully
open and the lubricator is pressurized.
CAUTION
The lubricator is now under pressure, if a leak is
present, shut off the valves, carefully bleed off the
pressure, repair the leak and proceed.
11
23. If the stuffing box leaks apply pressure with a hand pump. When the lubricator holds the
pressure, you may continue the operation.
CAUTION
Never loosen the packing nut under pressure
24. Perform a pressure test on the lubricator before entering the wellbore.
NOTE
If the operation is a pressure survey and you intend
to stay on bottom for an extended period, clamp the
wireline on the lubricator and slack off the line
slightly. Put a warning flag on the line to keep
personnel from running into it.
25. Ensure that the tools are in the top of the lubricator when pulling out hole before closing
the upper valve. Follow proper lockout/tag-out procedures for wellhead valves.
26. When bleeding off (purging) the lubricator, operate the bleedoff valve several time to
ensure that it does not plug off.
CAUTION
Never stand in from of a needle valve that is in use
when bleeding off well gas and oil.
27. Upon completion of an operation while rigging down, the wire is normally drawn through
the lubricator and stuffing box back to the unit. Ensure that the end of the line is away
from all personnel when doing so.
28. The wireline crew is responsible for any oil spill pertaining to the wireline equipment and
operations. Precautions should be made to perform all work with the utmost regard for
the prevention of any pollution.
1.2 WORKING SAFELY IN H2S ENVIROMENTS
It is the customers responsibility to inform WGWS if any H2S is present in any wireline
operation. Before beginning H2S operations, WGWS shall provide the necessary
training for all personnel involved in the operation.
12
13
1.3 AREAS, VOLUMES, WEIGHTS, PRESSURES AND GRADIENTS
Everyone working in the drilling and producing operations in the oilfield must
understand the difference between fluid weight and fluid pressure.
Even though tables, graphs, and charts are available to provide information, we
need to know what the numbers mean and how to calculate them.
1.3.1 AREA
Area is a surface enclosed by boundaries. An area is referred to as having so many
square yards, or square feet, or square inches. For example, Exhibit 1.2.1a is a
rectangle that measures four feet one side and three feet on the other side. If we
divide the rectangle up as in Exhibit 1.2.1b, we find there are 12 squares. The
rectangle has an area of 12 square feet. We can calculate the area by multiplying
the length of the two side of the rectangle together.
Exhibit 1.2.1a Exhibit 1.2.1b
14
In the oilfield, pipe is round, not rectangle. So we must find the area of a circle
(Exhibit 1.2.1c. We can use either the radius or the diameter of a circle to
calculate the area. The area of a circle is:
A = x R x R or x R2 or x x D2
R = Radius of a circle
D = Diameter of a circle
= 3.14
Exhibit 1.2.1c
If D or R is in inches, then the area is in square inches.
We also have the situation of the annular area of two circles such as would occur
with tubing inside casing (Exhibit 1.2.1d). The annular area can be found by
calculating the area of each circle, as described above, and them subtracting the
area of the small circle from the area of the big circle. The calculations can be
simplified to:
A = v (D2 d2)
D = Diameter of big circle or ID of casing
D = diameter of little circle or OD of tubing
Exhibit 1.2.1d
15
Volume is how much a container will hold. How many gallons, or barrels, or
cubic feet. The volume of a box (Exhibit 1.2.2a) is calculated by multiplying the
height time the width times the length or:
V = H x W x L
V = 2 x 3 x 4 = cubic feet
Another way to get the volume is to start with the area of the bottom.
(Exhibit 1.2.2a) represents the bottom of our toolbox since it has the same
dimensions. We found the area of the rectangle to be 12 square feet. If we
multiply the area of the bottom by the height of the toolbox, we will get the
volume.
V = A x H = 12 x 2 = 24
cubic feet
Exhibit 1.2.2a
16
Calculating the volume of tubular goods is done the same way. First we calculate the area and
then multiply that area by the length.
NOTE
In calculating the volume of tubular goods, the
diameter and the length must have the same units.
That is, if the diameter is inches, then the length
should be inches. This becomes a little cumbersome
when the length is 5000 feet or 60,000 inches. The
easiest things to do is use the diameter in inches and
calculate the area in square inches, then divide the
area by 144 square inches, which changes it to
square feet. Then the volume is obtained by
multiplying by the length in feet and the volume is
in cubic feet.
For example, suppose we want to find the volume of 5000 feet of 2 3/8 inch O.D. tubing.
The I.D. of 2 3/8 inch tubing is 1.995 inches. The area is:
A = x (1.995) squared.
A - x 3.14 x 3.980
A = 3.14 square inches
Now if we divide 1.124 square inches by 144, we will get the square feet.
A - 3.124 144 = 0.02169 square feet
144
Now multiply this area by the length in feet to get the volume.
V = A x L - 0.02169 x 5000
V = 108.4 cubic feet
The oilfield usually deals with barrels instead of cubic feet. A barrel is 42 gallons or 5.6
cubic feet, so the volume in cubic feet can be converted to barrels by dividing by 5.6 or:
17
V = 108.4 = 19.4 barrels
Exhibit 8.2 on page 8-2 in the back of this section has the capacities of most of
the various sizes tubing and casing. The capacity is in barrels for 100 feet of pipe.
The number of 100 sections to obtain the volume must multiply the capacity
shown in the table. Our example of 5000 feet of 2 3/8 inch O.D. tubing, we have
fifty sections. The table gives us a capacity of 0.387 barrels per 100 feet. The
volume then is:
V = 0.387 x 50 19.4 barrels
When we work with annular volumes, we must use the I.D. of the casing and the
O.D. of the tubing. The calculations are made in exactly the same way we did
them for tubing. Exhibit 8.3 on page 8-3 in the back of the book lists the annular
capacities for more common sizes of casing and tubing.
1.3.3 Weight, Pressure, Gradient
There is a lot of confusion with weight, pressure,
density, specific gravity, etc. It is very important to
know the difference among them and how each is
use to calculate the others.
Everyone knows the definition of weight. For example, you weight 165 pounds
or 190 pounds. A gallon of fresh weights 8.33 pounds. Two gallons weight 16.66
pounds. Bathroom scales tell you how much you weight or any object you place
on them.
Density is the weight per unit volume. The unit is usually one cubic foot.
Density, therefore, is usually expressed in pounds per cubic foot. For example, the
density of water is 62.4 pounds per cubic foot or 8.33 pounds per gallon. The
drilling industry measures density in pounds per gallon. All mud densities are
reported in pounds per gallon.
Specific gravity of a liquid is the ratio of the density of a liquid to the density
of fresh water. To say it another, it is the density of the liquid divided by the
density of water.
18
If we know the density of a liquid, we can find the specific gravity by dividing the
density by 62.4, which is the density of fresh water. For example, if we have a
mud that has density of 82 pounds per cubic foot, the specific gravity is:
SG = 82 = 1.314
62.4
If we have the specific gravity of a liquid, we can calculate the density by
multiplying by 62.4. Using the example above of a mud with a specific gravity of
1.314, the gravity is:
Density = 1.314 x 62.4 82 lb/cu-ft
It is not often we have to determine the weight of a volume of liquid, even so let
us see how it is done. Suppose we have a mud tank with the same dimensions an
Exhibit 1.3.2a and it is full of 82 pounds per cubic foot mud. How much does the
mud weight? We have already determined the mud tank has a volume of 24 cubic
feet. So, if we multiply the volume times the density, we will have the weight.
Weight = 24 x 82 1968 pounds
Pressure is the force per unit area or weight per unit area. Pressure is usually
reported in pounds per square inch. (psi) or in pounds per square feet (psf). A
cube of fresh water one foot on a side is one cubic foot of fresh water and weights
62.4 pounds. The pressure of the cube created by the water is 62.4 pounds per
square foot. The weight is on the entire area of the bottom.
A = 12 x 12 144 square inches
19
To convert the pressure of 62.4 pounds per square foot to pounds per square inch,
we must divide by 144 because a square foot contains 144 square inches:
Pressure = 62.4/144 0.433 psi
Exhibit 1.3.3a
If you stacked another cubic foot of water on top of the first, as in Exhibit 1.3.3a,
the height would now be 2 feet and the total weight would be 2 x 62.4 or 124.
Pounds. This total weight is resting on one square foot so the pressure at the
bottom is 124.8 pounds per square foot or .0867 pounds per square inch.
PSI = 124.8 / 144
By doubling the height of the fluid, we double the pressure.
A pressure gradient is the change in pressure with a change in depth.
It is the density and the height of the fluid that determines the pressure. We have
just seen that an increase of one foot of depth (or height) of fresh water then, is
0.433 psi per foot of depth.
If we have the density of a liquid, we can then calculate the pressure gradient.
20
Pressure Gradient in psi/ft lb per cu.ft/144
Or
Pounds per Gallon x 0.052
Quite often, oil is reported as having certain API gravity. Fresh water was
arbitrarily designated as having an API of 10.0 degrees.
The relationship between specific gravity and API gravity is described by:
Specific Gravity = 141.5
131.5 + API gravity
Or
API gravity = 141.5 = 131.5
Specific Gravity
Exhibit 8.4, page 8.4 can be used to obtain gradients, densities, gravities, etc
Suppose we want to find the pressure at 5000 feet in a well filled with 30 deg.
gravity oil. Exhibit 8.4, page 8.4 fives the liquid gradient for this oil as 0.380
psi/ft. Multiply this times the depth to get the pressure.
Pressure at 5000 = 0.380 x 5000 = 1900 psi
We can find the pressure another way. Since we have the API graity, we can
calculate the specific as follows:
S. G. = 141.5 = 141.5 = 141.5 = 0.876
131.5 + API gravity 131.5 + 30 161.5
Now multiply the specific gravity of the oil times the density of water in pounds
per gallon (8.33) to get the density of the oil.
21
Density of oil = 0.876 x 8.33 7.30 pounds per gallon
Another way of finding the liquid gradient is found by multiplying the density in pounds of the
fluid by the constant 0.052.
Gradient = 7.30 x 0.052 0.387 psi/ft
The pressure at 5000 feet = .0380 x 5000 = 1900 psi
Exhibit 8.1 page 8-1 in the chart section of the book is a chart for determining the hydrostatic
pressure of liquids (depending on the density) at various depths. Enter with the depth and move
horizontally to the API gravity for oil and the density for heaver weight fluids, then move up
vertically to read the pressure.
Gas pressure increases with depth, just like liquid pressure does, but not as much. Calculating the
pressure changes of gas with depth is beyond this discussion. Exhibit 8.5, page 8-6 in the book
can be used to determine gas pressure at depth. To use the chart, you need to know the depth at
which you want to know the pressure, the surface pressure, and the gas gravity. For example,
assume you want to know the pressure at 5000 feet, if the surface pressure is 6000 psi and the
gas specific gravity is 0.70, Exhibit 8.5 page 8-6 gives a factor of 1.1315 for 5000 feet and a
specific gravity of 0.70. Now multiply the facto times the surface pressure.
Pressure at 5000 feet = 6000 x 1.1315 = 6789 psi.
There will be times when the tubing will have both gas and liquid. This is no problem. The gas
will always be on top. It is a matter of calculating the gas pressure on top of the liquid, and then
calculate the liquid pressure below the liquid column and then add the two together.
22
For example, what is the pressure at 5000 feet if the surface pressure is 400 psi,
the liquid level is 3000 feet, the gas gravity is 0.7 and the liquid is 30 deg, API
oil? There is only gas from the surface down to 3000 feet so first calculate the gas
pressure at 3000 feet. Use the Exhibit 8.5 page 8-6 for this calculation.
Gas pressure at 3000 = 1.0770 x 400 431 psi
There is only liquid from 3000 feet to 5000 feet. This means the liquid column is
2000 feet (5000-3000). Calculate the liquid pressure for 2000 feet of 30 deg. API
oil. Use either Exhibit 8.1 page8-1 or Exhibit 8.4 page 8-4.
Liquid pressure = 0.380 x 2000 = 760 psi
The total pressure at 5000 feet is the sum of these two pressures
Pressure at 5000 feet 431 + 761 1191 psi
There will be times when it will be necessary to determine if the pressure
differential between tubing and casing will blow the tools up the hole when you
open a side door or pull a gas lift valve. That differential is the difference between
the pressure in the tubing and the pressure in the casing at the depth of the side
door or gas lift valve
23
24
SECTION 2
PRIMARY WIRELINE EQUIPMENT
CONTENTS
Topic Page
2.1 GENERAL 25
2.2 WIRELINE MAINTENANCE 45
2.3 HS AND CO ENVIRONMENT AND LINE USE 48
ILLUSTRATIONS
Exhibit Page
8.2 Primary Wireline Equipment 26
2.1a Chain 28
2.1.2 Load Binder 28
2.1.3 Rope Blocks and Ropes 30
2.1.4 Tree Connection 30
2.1.5a Bowen Wireline Valve 32
2.1.6 Lubricator 34
2.1.7a Otis Quick Union 34
2.1.7b Bowen Quick Union 34
2.1.8 Stuffing Box 36
2.1.9 Grease Seal Stuffing Box 38
2.1.10 Rope Socket 39
2.1.11 Stem 40
2.1.12 Wireline Jar 41
2.1.13 Hay Pulley 42
2.1.14 Wireline Clamp 43
2.1.15 Re-spooling and Transferring Line 46
25
SECTION 2
PRIMARY WIRELINE EQUIPMENT
2.1 GENERAL
Primary equipment described in this section includes1, anything that must be
attached to the wellhead and 2, the down hole tools needed to perform a standard
wireline operation.
Each piece of equipment is listed in a numbered paragraph below in the order you
would rig it up on a tree. We will discuss the purpose and use of each part
individually. Detailed operating instructions for the down hole tolls included here
will appear in later sections.
1. Load Binder and Chain
2. Telescoping Gin Pole and Pins
3. Rope Blocks / Chain Hoists
4. Tree Connections
5. Wireline Valves
6. Lubricator
7. Quick Unions
8. Hydraulic Stuffing Box
9. Rope Socket
10. Stem
11. Jars
12. Weight Indicator / Hay Pulley
13. Wireline Clamp
26
Exhibit 2.1
Primary Wireline Equipment
27
2.1.1 Load Binder and Chain
The load binder and chain (Exhibit 1.2.1a and 2.1.1b) are used to attach the
telescoping gin pole to the tree. The chain should be 5/16 inch in diameter and 15
feet long. The binder can be either a ratchet or boomer type.
2.1.2 Telescoping Gin Pole and Pins
The telescoping gin pole can be two or three sections. The pole is attached to the
tree first. The rope blocks are then attached to the top section and then the gin
pole is extended.
The gin pole pins keep the pole extended, Some wireline companies use a saddle
attached to the wirline valve with a clamp. The saddle replaces the lower section
of gin pole so that only the upper two sections are needed. Slip-on steps are
normally used with this set-up. Using a saddle speeds rigging up because the
chain and binder is not needed. However, this method limits the length of the
lubricator you can use.
Exhibit 2.1.1a shows how the gin pole is attached to the tree.
Exhibit 2.1.1b shows the three sections normally used when attaching the gin
pole to the tree.
28
29
2.1.3 Rope Blocks, Ropes and Chain Hoists
Rope blocks and ropes (Exhibit 2.1.3) are used the raise the lubricator. The rope
blocks ratio can be either 3 to1 or 4 to 1. A 150 foot rope is strung through the
blocks and dead lined on the upper block, then lopped and back spliced. Chains,
hooks and shackles on the lift chain should be checked.
CAUTION
Use only spliced knots on the dead line. Take extra
care to keep the rope clean of dirt and grease, and
not cut the rope. Replace worn rope.
2.1.4 Tree Connection
The tree connection (Exhibit 2.1.4) used depends on what type of connection the
costumer has to connect on to the top of his tree. When the top of the tree
connection is removed, Most trees have a pipe thread that is used to land the tree
when completing the well. This thread may be used, depending on the condition,
if the tubing pressure is 5000 pounds or less. A connection that adapts to the top
of the tree (8 round thread or unibolt) and the bottom of the wireline valve (quick
lock connection) should be reliable. A well with pressure greater than 5000
pounds would be considered high pressure and the tree connection would most
likely be flange to quick lock.
30
31
2.1.5 Wireline Valve
A wireline valve, (Exhibit 2.1.5), isolates well pressure from the lubricator
sections without cutting the wireline. It works by closing a set of rubber rams on
the wire and bleeding the well pressure above the wireline valve from the
lubricator. This procedure is often necessary with fishing wire and tools from the
well.
The wireline valve is required if the tools are stuck below the surface. If this
happens, the wireline valve can be closed and weight bars put into the lubricator
above the wireline valve. The rams are then equalized and opened allowing the
weight bar to fall release the wire from the stuck tools.
The Wood Group normally uses Bowen type of wireline valves,(Exhibit 2.1.5),
for all ranges of pressure work.
32
Exhibit 2.1.5
Bowen Wireline Valve
33
2.1.6 Lubricator
A lubricator (Exhibit 2.1.6) permits introducing equipment into the pressurized
well bore. The lubricator length depends on the well pressure and the length of
tools being run down the well bore. The lower section is normally made of 3
inch tubing that has an I.D. of 3 inches. This allows inch more clearance than
needed when running a full size flow control (safety valve, plug, etc.).
CAUTION
Clearance in the lower section is necessary to allow
pressure entering the lubricator when opening the
master valve to equalize same without blowing up
the flow control in the lubricator.
Standard sections of lubricator are approximately 8 feet long. The upper section
or sections are normally made of tubing the has an O.D. of 2-7/8 or 3-1/2 inches.
This is to accept the weight bars, jars, rope socket, etc needed to go down the well
bore in order to perform the work.
2.1.7 Quick Unions
Quick unions (Exhibit 2.1.7a) are screwed to the ends of all lubricator sections
and are used to connect the lubricator sections together. The quick union holds the
well pressure with an O-ring seal. The unions slip into each other, and a large nut
is screwed to the female half on the union to hold them together. They are
considered safe because they cannot be unscrewed while under pressure. Exhibits
2.1.7a and 2.1.7b shows the different types.
Note: No threaded connections shall be used over 5000 PSI.
34
Exhibit 2.1.7a and 2.1.7b
Otis and Bowen Quick Unions
35
2.1.8 Stuffing Box
The stuffing box (Exhibit 2.1.8) permits running the wireline into a lubricator
subjected to well pressure. Slick line sizes up .092 can be used with a standard
stuffing box. The stuffing boxes for lines larger then .092 employ a different yoke
and a larger upper wheel. This helps keep the bending to a minimum and prevents
crystallizing of the wire. Although several types of stuffing boxes are made, the
purpose of the parts will be explained to better understand the principals.
The drawing shows how a stuffing box works. The wireline runs through the
upper shear and enters the upper packing nut. The upper nut is used to compress
the upper gland which exerts pressure on the packing and stop the box from
leaking while going in and out the well. Different manufactures build the stuffing
boxes where some may use more or less packing rings than the other. The
important thing to remember is to count the number of rings you remove and put
the same number back in when it is necessary to replace them. Below the packing
is the lower gland, which guides the wire to the center of the packing to reduce
wear on the packing.
The lower section of the stuffing box is built to accept a blowout preventer. This
blowout preventer is sometimes referred to as a plunger. It will move a short
distance up and down. The top of the blowout preventer is a tapped rubber
molded onto metal. In the event the packing blows out, the excess flow moves the
preventer upward and closes around the wire stopping the flow. Below the
preventer and holding it in place is a large nut that acts as a stop for the rope
socket to bump up against when coming out the hole. Some stuffing boxes
employ a bleed off valve above the preventer for bleeding off purposes.
CAUTION
When using high-pressure equipment in a sour gas
operation, ensure that the upper and lower glands
are of the same material.
When a stainless line is used, the upper and lower
glands must be rated for sour gas and be of the same
material.
36
Exhibit 2.1.8
Bowen Stuffing Box
37
2.1.9 Grease Seal Stuffing Box
A grease seal stuffing box (Exhibit 2.1.9) was designed to accommodate the use
of various sizes of smooth lay (Stranded Line) under well pressure. This stuffing
box uses grease as a sealant. The grease is pumped into the stuffing box under
pressure forming a barrier against the wellhead fluids and gas. This completely
seals off and lubricates the line.
When preparing the stuffing box on location, it is imperative that the flow tubing
used in the stuffing be sized for the wire being used. This prevents leakage of
grease from the box. The number of flow tubes used depends on the well pressure.
The greater the pressure, the more flow tubes are used. It is necessary to add then
to the length of the stuffing box to accommodate the extra flow tubes.
CAUTION
The exhibit designates the proper place to tie in the
connection where the grease is pumped in and also
where the excess grease is released to return to the
grease barrel. Ensure that they are connected
properly.
38
39
2.1.10 Rope Socket
The rope socket (Exhibit 2.1.10) on the left features the parts of the rope socket
and the wire knot. The rope socket has four parts body, spring, support, and
disc. The top of the rope socket body has a fishing neck that accepts a standard
pulling tool. The center is bored to accept wire sizes up to .092. The bottom is
threaded inside to accept the stem. The spring acts as a shock absorber and a
spacer allowing full relative motion of the rope socket.
To assemble the rope socket, the wire is strung through the rope socket body, then
the spring and the spring support is strung and the wire is then tied to the disc and
wrapped around it. The rope socket and the tool string must be of the same O.D.
The total tool string must be the proper size for the minimum I.D. of the tubing.
Rope sockets with wedges, at right are utilized for alloy lines and 0.108, 0.125
and all cable lines.
Exhibit 2.1.10
Rope Sockets
40
2.1.11 Stem
The stem (Exhibit 2.1.11) is built in various sizes, lengths, outside diameters, and
fishing neck sizes. The top is threaded to screw inside a rope socket or another
piece of stem. Immediately below the threads is a fishing neck that will accept
any standard pulling tool.
The stem is solid unless additional weight is necessary. It may be leaded if
required.
NOTE
Leaded stem is used only for special jobs where
limited space is necessary in the lubricator and the
extra weight helps to get down the hole. It is never
used where heavy jarring may be needed to release
your tools. Its construction makes its very weak and
it may come apart.
The stem (sinker bar) supplies weight needed for the wireline to drop down the
well bore against the pressures encountered in most oil and gas wells. The stems
length and size depends on the minimum I.D. of the tubing. Refer to Section 3,
Exhibit 3.2b for stem O.D. and weight per foot.
41
2.1.11 Wireline Jars
Wireline jars (Exhibit 2.1.12) like stems, have threads and fishing necks on top.
Immediately below the fishing neck, the jar body is split. Below it, an opposing
piece is also split and the two parts are linked together much like a chain. The
bottom of the body is threaded inside to accept running and pulling tools.
Jars are normally used below the stem so that the stem weight will close the jars
when an obstruction is encountered. In all phases of wireline operations, jars are
needed to manipulate the tools that are lowered and retrieved from the well bore.
The only times jars may not be run is when a buttonhole pressure instrument is
used.
NOTE
Before the pressure instrument is to be run, the
tubing must be first be checked out. A tool string
with jars and a tool as large or larger is run to the
depth that the instrument is to be run.
The jars are used to beat downward on an obstruction. Pulling the line up at the
surface until the jars open, then releasing the wireline reel quickly, operates them.
The weight of the stem deliverys an impact on the obstruction. An upward
impact can also be delivered by reversing this operation. Because proper jar
action is imperative, jars should be inspected for straightness and free movement
before they are used.
Exhibit 2.1.12
Wireline jar
42
2.1.13 Hay Pulley
The hay pulley (Exhibit 2.1.13) Changes the wireline horizontal direction from
the wireline unit to a vertical direction at the wellhead. The hay pulley should be
secured to the Christmas tree with the proper chain and checked periodically
during the wireline operation.
Exhibit 2.1.13
Hay Pulley
2.1.14 Wireline Clamp
43
The wireline Clamp (Exhibit 2.1.14) is used to secure the wire without damaging
it. Although the clamp may be used for various reasons, the main use is the keep
the wireline tools from falling out of the lubricator when raising it to an upright
position.
Exhibit 2.1.14
Wireline Clamp
CAUTION
The wireline clamp is released by bumping the top
to open it. The wireline helper as well as the
operator should be familiar with this fact and be
extra cautious when raising the lubricator above the
ground. Bumping the top would release the tool
string and could cause injury.
44
2.1.15 Single Line Weight Indicator System (Exhibit 2.1.15)
The single line weight indicator system is used to weight wireline tools. It is
hydraulically operated requiring no external power source, and is designed to
operate within the temperature range of 50 to 150 deg. F (45 deg to 65.5 deg C).
Exhibit 2.1.15
Single Line Weight Indicator System
45
2.2 WIRELINE MAINTENANCE
The following precautions should be observed in using and maintaining wireline properly.
A. The maximum pull of the line must not exceed its elastic limit (50% of the breaking
strength).
B. After extensive jarring, the wireline should be pulled out and 40 feet or more wire should
be cut off and the line retied. All joints on the tool string should be checked for tightness.
C. The line should be cut or changed in the following cases:
1. When the line no longer tends to form loops with the same diameter as the drum
when it is unwound on the ground.
2. When tying a new knot, the line seems soft and breaks easily, but not a clean break.
3. When there are kinks in the line that do not disappear when the line is under tension.
D. When the line is spooled up at the completion of a job it should cleaned, given a coat of
protective oil, and wrapped.
E. Exhibit 2.2 shows the recommended method for re-spooling or transferring line.
46
Exhibit 2.2
Re-spooling and Transferring Line
2.3 WIRELINE PHYSICAL TOLERANCES
Tolerance in diameter: = + .001 inch
Elongation (10 inches under elastic limit)
Minimum 1.5%
Maximum 3.0%
Minimum number of twists/8 inches under torque
0.082 inches 26
0.092 inches 23 No. of twists
0.105 inches 21
NOTE
When the wire breaks inside the tubing, it falls
into a spiral coil inside. Depending on the I.D. of
the tubing and the size of the line, the fall back
will vary. The following is a general rule of
thumb for calculating how much fall back you
may find depending on tubing size:
2 3/8 inch tubing, 3 to 6 feet per 1000 feet
2 7/8 inch tubing, 7 to 8 feet per 1000 feet
3 1/2 to 4 inch tubing, 8 to 10 feet per 1000 feet
47
48
2.3 HS and CO ENVIRONMENT AND LINE USE
Wireline operations in an HS or CO environment create corrosion, excessive
temperature and pressures. Therefore, the following lines are recommended:
The use of stainless or alloy lines is recommended when working in H
2
S and CO
2
environments.
49
50
SECTION 3
WIRELINE TOOLS
CONTENTS
Topic Page
3.1 ROPE SIOCKETS 51
3.2 STEMS 53
3.3 STROKE JARS 55
3.4 TUBULAR JARS 57
3.5 KNICKLE JARS 58
3.6 KNUCKLE JOINTS 59
3.7 HYDRAULIC JARS 61
3.8 GAUGE CUTTER 63
3.9 SCRATCHERS 65
3.10 IMPRESSION BLOCK 67
3.11 BLIND BOX 67
3.12 SWAGING TOOL OR TAPERED GAUGE 69
3.13 STAR BIT 69
3.14 TUBING END LOCATOR 70
3.15 SAND BAILER 71
3.16 HYDROSTATIC BAILER 73
3.17 FISHING TOOS 75
ILLUSTRATIONS
Exhibit Page
3.1 Rope Socket 52
3.2a Stem Weight Vs. Well Head Pressure 53
3.2b Steel and Lead Stems 54
3.3 Stroke Jars 55
3.4 Tubular Jars 57
3.5 Knuckle Jars 58
3.6 Knuckle Joints 60
3.7 Hydraulic Jars 62
3.8 Gauge Cutter 64
3.9 Scratcher 66
3.10 Impression Block 68
3.11 Blind Box 68
3.12 Swaging Tool or Tapered Gauge 69
3.13 Star Bit 69
3.14 Tubing End Locator 70
3.15 Sand Bailer 71
3.16 Hydrostatic Bailer 74
3.17 Cutter Bar 76
3.17b Sidewall Cutter 78
3.17c Snipper 80
3.17d Wire Finder 82
3.17e Wireline Grab 84
3.17f Go-Devil 85
3.17g Wire Spear 86
51
SECTION 3
WIRELINE TOOLS
3.1 ROPE SOCKET
The knots used in rope sockets (Exhibit 3.1a and 3.1b) to attach the wireline
should be selected using these guidelines:
A. Standard Wireline Jobs
Use a normal knot consisting of one turn around the disc, then 9 to 13
turns around the line.
B. Deviated Wells:
Use a rope socket with a cone-shaped end, (Exhibit 3.1a), when working
out the end on the tubing. Its cone shaped end eases re-entry into the
tuning, especially in deviated holes.
C. Wedge type rope sockets
Wedge type rope sockets shall be used with stainless and alloy lines,
0.108, .0125 and cable lines.
52
53
3.2 STEMS
The stem (Exhibit 3.2a) supplies weight needed for the wireline to drop down the
well bore against pressure encountered in most wells at entry of the stuffing box.
Exhibit 3.2b gives the various sizes, lengths, weights, outside diameters, and fishing
neck for solid stems and lead-filled stems.
54
55
3.3 STROKE JARS
Jars are always part of the wireline string except when running buttonhole pressure
instruments.
Stroke jars utilize the weight of the stems (connected immediately above them) to
deliver upward or downward jarring controlled by manipulating the wireline at
the surface.
Jarring impact depends upon the stem weight, stroke length, size and depth of the
tools, and the density and viscosity of the fluid in the tubing.
It is not recommended using 1 inch O.D. stroke jars in pipe larger than 2 inch
I.D. because of possible bowing and buckling. This could cause the two sections
to scissor, and prevent the jars from entering restricted openings. This is
especially true when the jars are used or in open hole below a string of tubing.
56
57
3.4 TUBULAR JARS
Tubular jars are mostly used for jarring in casing during fisting and sand bailing
operations.
58
3.5 KNUCKLE JARS
Knuckle jars are used to jar wedged stems loose from the tubing when mechanical
jars fail. Knuckle jars should not be used routinely, only for emergency
operations.
Available stokes: 2, 4, 6, 8, and 10 inches
59
3.6 KNUCKLE JOINTS
Knuckle joints make the tool string flexible, permitting tools to be run through
crooked tubing where they might otherwise be damaged.
If crooked tubing is encountered, knuckle joints may be placed between the stem
and the jars, and in extremely crooked tubing perhaps between each individual
stem.
Because heavy jarring may sever the joints ball seat, the seat should be inspected
before running the knuckle joint in the well. The threads should also be inspected.
60
61
3.7 HYDRAULIC JARS
Hydraulic jars are designed for upward jarring only. The are used in wireline
work where it is difficult to obtain good jar action with regular mechanical jars,
such as in deviated wells, for retrieving mandrels, shifting SSD, swabbing,
bailing, and fishing. They require careful maintenance for maximum performance.
Sizes available are 1 . 1 , 1 , and 2 1/8 inches
Mechanical jars run with hydraulic jars permit downward jarring. If the hydraulic
jars should fail to function improperly, because of fluid loss or gas entry, the
mechanical jars can be used to complete the operation. Do not use the hydraulic
jars below the mechanical jars.
Hydraulic oil used in Bowen jars should be 10 W 30 lubricating oil. In higher
temperature when heavier jarring is desired, the jars may be filled with heavier
oil.
Completely understanding the problems the equipment operator may encounter in
using hydraulic jars is important. He must visualize the operation of a set of jars
down-hole while he manipulates the line at the surface.
An upward stoke with stroke or tubular jars will be in effective on a fish because
of the cushioning effect from attempting to open the hydraulic jars. With the
hydraulic jars in the string assembly, only an upward stroke when the hydraulic
jars opens is effective on the fish or pulling tool. If the hydraulic jar freeze in the
open position, cushioning will occur on the downward stoke. This may be a
problem if a shear-down pulling tool is latched on the fish.
62
Exhibit 3.7
Hydraulic Jars
63
3.8 GAUGE CUTTER
The gauge cutter is used:
1. To calibrate the tubing.
2. To locate reductions and landing nipples
3. To remove paraffin wax and other deposits from the tubing walls.
64
65
3.9 SCRATCHERS
Scratchers are used to scrape the tubing wall, to clean tubing nipples, and to fish
small pieces of wireline loose in the tubing. They are used before running a gauge
cutter on the event the tubing is full of paraffin wax.
Scratchers are manufactured or made from a piece of sucker drill rod with a series
of holes along 4 spaced about 1 inch apart in a circle for the length of the
scratchier, normally about 18 inches. Pieces of wireline are inserted in these
holes. Their lengths depend on the tubing I.D.
66
67
3.10 IMPRESSION BLOCK
An impression block, a lead-filled cylinder with a pin through the leaded section
to prevent losing the lead, is a useful tool during fishing operations to assert the
shape, position and size of the fish. It indicates the type tool necessary for the next
run in the well.
The impression block must be lowered without knuckle joints to avoid getting a
false impression. Drop the block on the obstruction at a moderate rate of speed
and immediately retrieve it.
There should at least a 1 /4 of clearance on the inside of the tubing to allow
impression block to expand when moving up or down the well bore.
3.11 BLIND BOX
The blind box is a service tool used when heavy downward jarring is required.
The tool is flat on the bottom and hardened to reduce damage.
68
69
3.12 SWAGING TOOL OR TAPERED GAUGE
The swaging tool is designed to swage out light collapses inside the tubing string.
The outside diameter of the swage is equal to the tubing drift I.D. Ensure that
there is flow course holes through the swaging tool.
3.13 STAR BIT
The star bit has small blades which make it useful to remove excess cement or
salt, or to drive gun debris through the end of the tubing or pipe.
3.1.4 Broaching Tools: Broaching tools are used to clean obstructions from the tubing
walls where an obstruction is present.
Exhibit 3.13
70
3.14 TUBING END LOCATOR
The tubing end locator is used to locate both the end of the tubing and the bottom
of the well bore in one wireline trip.
NOTE
Never run the tubing end locator without running a
tool out the end of the tubing prior to making the
tubing end locator run
71
3.15 SAND BAILER
Sand bailers are used to remove sand, mud, salt, or small pieces of junk from the
tubing or casing, to clean fishing necks or to take samples of the substance on
bottom. The well must be shut-in while a bailer is run to avoid flushing out the
bailer.
To bail, move slowly onto the obstruction, and then move up quickly (repeat at
lease 15 times). If the sediment is too hard to be bailer, solvents can be dropped
into the well first.
In a sand bailing operation, the operator should be aware of the well conditions
that may exist. Often the well will bridge over with sand, causing the well to go
dead. When this occurs, a pressure loss is noted on the tubing. Pressure should be
restored either by filling the tubing with fluid or by pressuring up from another
well or another source before excessive bailing is dome. This will keep the sand
from rising and possibly covering the bailer and tool string.
72
73
3.16 HYDROSTATIC BAILER
Hydrostatic bailers are used when the substance to be bailed cannot be removed
by a pump down bailer. This sometimes occurs when small metallic particles
become lodged on top of the fishing neck of a locked mandrel.
The tool is a cylinder about 5 feet long with a brass shear disc mechanism at the
bottom. The cylinder is at atmospheric pressure, sealed off from the well pressure.
When the obstruction is reached, downward jarring shears the brass disc cause a
tremendous suction at the bottom of the bailer. The bottom of the bailer may be
fitted with different sizes and shaped bottoms depending of what the job calls for.
Difference disc thickness is available for various well pressures:
CAUTION
As the lubricator is bled off to atmospheric
pressure, the seal plug of the automatic bleed valve
should be forced into the recess of the safety screw
If this does not take place, back out the cup point
screw a few turns to release the pressure. Then force
the bottom non-return steel ball off its seat with a
screwdriver to release any trapped pressure in
bailer. After pressure is totaled released, the bailer
bottom should be free to unscrew.
DO-NOT use this type bailer to bail on a soft sand.
Because of the tremendous surge of pressure, you
will bury it in the sand.
74
75
3.17 FISHING TOOLS
No matter how well the wireline equipment is maintained, or how experienced the
operator may be, there an occasion when things foul up. At this point, a fishing
operation is required, and the wireline operator must follow certain procedures to
obtain the best results rather than worsening the situation.
NOTE
District Managers will be contacted before any
fishing operation is started.
There are several types of fishing tools available for the operators use. Which
tools are used depends on the existing condition. Some examples are discussed as
follow:
A. Cutter Bar (Exhibit 3.17a)
Example 1:
Excessive jarring with the tool string causes the line to crystallize (become brittle)
and break at the surface. This leaves the end of the line extending through the top
of the lubricator. To resolve this situation, perform the following procedures:
1. Close the rams of the wireline valve and release the pressure above
the rams. Raise the lubricator high enough to:
2. Install a cutter bar and set it down on the rams. Stab the lubricator,
equalize same, and open the rams to drop the cutter bar.
NOTE
The blind box of the cutter bar should be the
correct size to cover the center of the rope socket
where the line extends upward:
Examples:
2 3/8 inch tubing requires 1 inch O.D. blind
box
2 7/8 inch tubing requires 1 inch O.D. Blind
box
3. Allow enough time for the cutter to travel to the top of the stuck tools and make
its cut on the rope socket.
4. If the line is above the rams, there might enough line to back splice through the
stuffing box and the line then tied to the wireline on the reel and pulled out the
well.
76
77
5 The old broken line is then removed from the reel on the unit and a new line
spooled on. Then the cutter bar is retrieved. The fishing job for the lost tools is
then continued with the hope completing the original job plan.
Example 2:
If the wireline falls below the wireline valve, perform the following:
NOTE
When a line breaks at the surface or down hole, the
line will fall back into the well. It will lie in a spiral
on the tubing wall. The lines stiffness will only let it
fall a short way down the well. Depending on the
size of the line and the I.D. of the tubing, the line
will fall a given number of feet. A rule of thumb
may be from 8 to 10 feet per thousand feet.
Example: If you use 8 feet and the fish is at
10,000 feet, the line will fall back 80 feet from the
point where it was broken.
1. Attach the cutter bar to the fishing tool string with a piece of string.
2. Lower the cutter bar to a point calculated to be below the end of the
broken line.
3. Snap or jar the fishing tool string quickly so as to break the string and let
the cutter bar fall inside the broken line.
B. Sidewall Cutter (Exhibit 3.17b)
This type of line cutter is run with the tool string and can be set at any point in the
tubing. The knives overlap a tapered mandrel that cuts the line against the tubing
wall. The line can be cut and retrieved in segments, thus reducing the possibility
of two lines becoming entangled (especially in deviated wells).
It is also possible to pin the cutter knives in a retracted position and drop then in
the same manner as the cutter previously discussed.
Allow sufficient time for the cutter bar to drop to the stuck tools, the drop a
weight bar will shear a pin holding the cutter knives. The knives ride up on the
tapered mandrel and cut the line.
78
Exhibit 3.7b
Snipper
79
C. Mechanical Snipper (Exhibit 3.17c)
The mechanical snipper is a cutter knife that is actuated upon contact with the
rope socket of the tool string.
This tool can be assembled in a reverse or upside down position.
Upside Down Position
The tool is used when there is a possibility of the tool cutting the line when fluid
or gas lift valve inside pocket mandrels are encountered.
The cutter is located at the top of the tool; therefore, a weight bar must be dropped
for the tool to cut the line. Using this method, the crimpier is not used, instead, the
tool string is used to retrieve the weight bar and cutter after the cut line is
retrieved.
80
Snipper
81
D. Wire Finder (Exhibit 3.17d)
The wire finder is cylindrical shaped, internally tapered at the lower end that can
be swaged out the scrape the tubing walls. When using this tool, the drift inside
diameter of the tubing must be considered because the wire finder will pass
through the drift of the tubing and can also pass the end of the line.
For example, 2 3/8 inch tubing has a bored I.D. of 1.995 inches, but a drift I.D. of
1.901 leaving a clearance of .094 inches. The wire line most often used .092.
CAUTION
Although it may seem impossible to pass the
wireline with a wire finder of this type, it is possible
and could be critical. Due to its fullest, extra caution
should be made preparing and running this tool
82
Exhibit 3.17d
Bowen Wire Finder
83
E. Wireline Grab (Exhibit 3.17e)
The wireline grab is used to fish wireline that has been broken in the well. This
tool has two flexible legs with pointed barbs inside each leg to latch onto the wire.
This tool has prongs of fairly soft steel, and is slightly concaved internally where
the barbs are located. When the tool sits down into a coil of wire, jarring down
tends to bent the wire inside the legs and the inside barbs latch the line when
picking up.
Example: Assume the wire is severed at the tool string:
1. Lower the wireline grab onto the coiled line.
2. After beating down and kinking the line, the grab catches the end of the kinked
line and pulls it up.
3. The broken line is pulled up above the wireline valve, the rams are closed and the
pressure above the valve in the lubricator is released.
4. Upon raising the lubricator, the end of the line is pulled up enough to allow it to
be back strung through the stuffing box. It is then tied to the old line on the reel
and pulled out the well.
5. The old line is taken off the reel and a new line is spooled on. The wireline crew
then proceeds to fish the cutter bar and the lost tool string out the well.
84
85
G. Go-Devil (Exhibit 3.17f)
This tool employs a plate that fits into a slot milled into the body of the stem. The
bottom is shaped so as to cut the wire when it hits on top of the rope socket of the
lost tools. If the tools are tangled or cover with sand, the do-devil allows for
another do-devil or a cutter bar to be dropped on it in an effort to cut the line.
86
H. Spear Type Tool (Exhibit 3.17g)
If a ball of wire is too compacted making it impossible to fish with a two prong
grab, the center spear is used to pierce the ball of wire and string it out where the
two prong grab may be used.
Exhibit 3.17g
Spear-Type Too
87
88
SECTION 4
PULLING TOOLS
CONTENTS
Topic Page
4.1 OTIS B PULLING TOOL 89
4.2 OTIS R PULLING TOOL (SHEAR UP) 94
4.3 OTIS GS RUNNING/PULLING TOOL 95
4.4 OTIS S PULLING TOOL (SHEAR DOWN) 99
4.5 CAMCO J SERIES PULLING TOOL 101
4.6 CAMCO PRS SERIES PULLING TOOL 105
4.7 D & D PR & PR-GS RUNNING/PULLING TOOL 107
ILLUSTRATIONS
Exhibit Page
4.1 Otis Type R Pulling Tool 90
4.2 Otis Type R Pulling Tool 93
4.3a Otis (GS) Running/Pulling Tool 96
4.3b Otis (GR) Pulling Tool 98
4.4 Otis Type S Pulling Tool 100
4.5 Camco J Series Pulling Tool 104
4.6 Camco PRS Series Pulling Tool 106
4.7a D & D PR & PR-GS Running/Pulling Tool 108
4.7b D & D PR & PR-GS Running/Pulling Tool 108
89
SECTION 4
PULLING TOOLS
4.1 OTIS TYPE B PULLING TOOL
This tool is used to pull the same mandrels as the
Otis type RB pulling tool. It is also used if a piece
of wire is left on top of a fishing neck during a
fishing job.
By charging the dogs only, two types of pulling tool can be arranged.
It consists of a housing, a connecting sub, a core with a set of three dogs all held
in place by a core nut. The dogs pivot against the inside lower edge of the
housing.
There is approximately 3/8-inch vertical travel of the core within the housing.
This relative movement controls the piston and releasing of the dogs.
When the core is held in its uppermost position within the housing against the sub
by the shear pin, the dogs are forced against the housing by the spring. The lower
end of the dogs is in a latching position. The dogs have; however, some elasticity
and can move apart to engage the pulling tool flange of the subsurface control.
Furthermore, any downward jarring is transmitted through the sub and the core to
the mandrel of the subsurface control.
Any pull on the line or upward jarring is transmitted to the core and the dogs by
the shear pin. It is impossible to shear the pin by a uniform upward pull on the
wireline.
90
91
In the event it is difficult to pull the subsurface control, perform a few sharp
upward jar strokes to shear the pin. The housing will move up until the core nut
stops it. This then raise the pivot point of the dogs above the axis of the dog
springs and causes the dogs to move out to the release position.
Parts shown on Exhibit 4.1 are:
1. Housing 5. Core nut
2 Connecting sub 6. Shear pin
3. Core 7. Spring
4. Dogs
92
93
4.2 OTIS TYPE R PULLING TOOL (SHEAR UP)
When this pulling tool is set on top of a pulling flange (large O.D. of fishing neck)
and driven down, the lower ends of the dogs move outward allowing the pulling
tool to catch it. When the inside lips of the dogs pass the pulling neck, the dogs
springs force the lower end of the dogs inward, latching the pulling tool to the
pulling flange of the fish.
94
The shear pin will withstand considerable jarring before shearing. If it shears, the
energy stored in the cylinder spring acts between the sub and cylinder. This raises
the core relative to the cylinder, which in turn, raises the dogs against the force of
the dog spring. As the dogs are raised, their tapered upper ends move into the
cylinder, forcing their lower ends outward. The pulling tool can be retrieved and
refitted with a new shear pin.
By changing only the core of the R pulling tool, it is possible to obtain an RB,
RS or RJ pulling tool.
95
4.3 OTIS GS RUNNING/PULLING TOOL
When the GS is used as a running tool, simply insert the dog and core into the
internal fishing neck. The dogs contact the beveled top of the fishing neck and
move with respect to the core (compression of spring). When the core recess
passes behind the dogs, the dogs retract and engage into the top restriction of the
fishing neck. When the dogs are in front of the fishing neck recess, spring action
expands the dogs, and the tool is ready to be lowered into the well bore.
When the mandrel is landed, downward jarring shears the pin, driving the core
down behind the dogs. This allows the dogs to retract (spring holds the core in the
down position).
Retrieve the tool.
When the GS is used as a pulling tool, the latching operation is the same as the
one detailed here above.
If it becomes necessary to shear off the mandrel (case of sticking, etc.) jar down
and the tool follows the same operation as used as a running tool.
Parts shown on Exhibit 4.3a are:
1. Dog 4. Core
2. Spring 5. Spring
3. Shear Pin
96
97
A combination of the GS pulling tool and the GR Shear up adapter
(Exhibit 4.3b) converts the GS pulling tool (shear-down) into a shear-up
pulling tool.
For latching operation, refer to GS running/pulling tool. Slight downward
jarring is often necessary to latch fish.
CAUTION
Never run the GR tool with apin inserted as for
the GS tool. If this pin is installed, it is impossible
to shear free in either direction
Jarring should pull the fish. In case of difficulty, continued upward jarring will
shear the pin, releasing the pulling tool, the spring moves the core down from
behind the dogs, allowing them to retract.
The are two types of core:
1. Standard
7/8 inch length below the locking dogs (for X mandrel, D collar stops
and G pack-off).
2. Special
2-11/16 inch length below the locking dogs (for D collar lock).
98
99
4.4 OTIS TYPE S PULLING TOOL (SHEAR DOWN)
The type S pulling tool is used to pull various subsurface controls, stems,
wireline rope sockets, choke extractors, etc. where extensive jarring is required.
The operation of the type S is similar to the type R, but jarring down will free
the tool.
The jarring impacts are transmitted to the shear pin by way of the core which
contacts the top of the fishing neck.
The spring makes the core move up after the pin is sheared.
This upward action of the core expands the dogs, which releases the tool.
NOTE
The type S pulling tool is also used as a
running tool for collar stops, pack-off anchor
stops and other subsurface controls, However, it
is not designed to pull Otis S mandrels.
100
101
4.5 CAMCO J PULLING TOOL
The J Camco pulling tool is designed to remove retrievable subsurface devices
with outside fishing necks.
This tool has collet type dogs with a large latching area. It is also available with
different length cores, which make the reach of the tool adaptable for latching
mandrels, and locks that require various reach lengths.
The JU and JD differ only in the direction of shear release: the JU for jar up
to release and the JD for jar down to release. The accompanying specification
chart provides the reach data along with the core type necessary.
By changing the core only, the JU pulling tool can be transformed into:
To transform a pulling tool JU (jar -up) into a JD (jar-down), change to top
and screw a nut assembly on the inner core.
102
103
4.5.1 Latch Operation
A. When the pulling tool comes over the fishing neck of the mandrel to be retrieved, the
dogs are stopped. The skirt travels further down on the weight of the string, because the
holding studs of the dogs are free to move up and down in the upper slot of the skirt. The
dog spring is compressed. The skirt movement also frees the dog fingers, which are
locked in the lower recess of the skirt.
B. The beveled top edge of the skirt grooves forces the dogs out, so that the pulling tool can
engage further down onto the fishing neck, until the core contacts the top of the fishing
neck.
C. A pull on the line moves every thing up but releases the forces acting on the dog spring.
The dog spring expands, maintaining the dogs in a down position with respect to the
skirt. When passing in front of the fishing neck recess, the dogs can engage into it and
catch the fishing neck shoulder. The lower recess of the skirt, which has continued to
move up, locks them there.
If difficulties are encountered in pulling the mandrel, jarring operation will free the
pulling tool.
With JU type, jarring up to shear the pin will allow the strong spring to expand,
pushing the skirt downward, releasing the dogs from the fishing neck is a way similar to
the latch operation.
With the JD type, jarring down makes the core hit the fishing neck and the housing
assembly transmits the shocks to the shear pin. The strong spring expands moving up the
core, via of the holding studs that is set in the tool skirt. This releases the dogs from the
fishing neck.
104
105
4.6 CAMCO PRS SERIES PULLING TOOL
The PRS (Exhibit 4.6) series pulling tools are specifically designed to pull
devices with inside fishing necks. These devices include plungers, pack-offs,
collar locks, nipple stops, large bore no-go type locks and any device with a inside
fishing neck.
The latching sleeve fingers contact and remain at the top of the fishing neck.
The eight of the wireline tool string is applied to the mandrel, which moves
further down inside the fishing neck, compressing the spring.
The fingers are thus free to retract and enter the internal groove of the fishing
neck. By pulling up, the tool is latched onto the fishing neck.
In case of difficulties in pulling up the tool, jar down and shear. The mandrel is
secured to the housing assembly by the ratchet, so that even with the spring fully
released, the fingers are free to retract onto the mandrels small O.D. This frees the
pulling tool and allows the operator to pull out the hole and re-pin the tool.
106
Exhibit 4.6
107
4.7 D & D PR & PR-GS RUNNING/PULLING TOOL
The D & D PR tool (Exhibit 4.7a) is a versatile, releasable bull nose spear.
The PR tool can be used as either a running or pulling tool. As a running tool,
the PR can be used to run down hole tools that have straight bore internal
fishing necks. Once the flow control being run is in place, the PR tool can be
sheared to release by jarring down.
As a pulling tool, it is versatile, durable and easily released. The PR tool can
latch and pull flow controls with straight bore internal fishing necks or used to
fish debris that has an I.D. to it. Large assortments of different size dogs are
available for each size of the PR tool. The tool is currently available in 1.600,
1.843, 2.250, 2,700, 3.625 and 4.500 O.D. tool bodies.
Converting the tool to a PR-GS (Exhibit 4.7b) is achieved by changing the core
and the lower dogs. This makes the tool compatible to the Otis GS
pulling/running tool. The running and pulling procedures are the same as the
PR tool. The tool has a couple of advantages over compatible tools.
1. The PR-GS dogs utilize approximately 90% of the available fish.
2. The PR-GS has a tapered core that drives the dogs outward as the pull is
directed upward., minimizing slippage, which allows it to latch a worn out
internal fishing neck.
108
Exhibit 4.7a Exhibit 4.7b
D & D D & D
PR Tool PR-GS Tool
109
110
SECTION 5
RUNNING TOOLS
CONTENTS
Topic Page
5.1 OTIS TYPE J RUNNING TOOL 111
5.2 OTIS TYPE C RUNNING TOOL 112
5.3 OTIS TYPE H RUNNING TOOL 113
5.4 OTIS TYPE T RUNNING TOOL 115
5.5 OTIS TYPE SP RUNNING TOOL 117
5.6. OTIS TYPE W RUNNING TOOL 119
5.7 OTIS TYPE X RUNNING TOOL 121
5.8 CAMCO KB-2 RUNNING TOOL 125
5.9 CAMCO SERIES D RUNNING TOOL 127
5.10 CAMCO SERIES Z RUNNING TOOL 129
5.11 CAMCO SERIES J RUNNING TOOL 131
5.12 CAMCO SERIES R RUNNING TOOL 133
5.13 CAMCO SERIES WRUNNING TOOL 135
5.14 BAKER C1 RUNNING TOOL 137
5.15 BAKER E RUNNING TOOL 141
5.16 BAKER G RUNNING TOOL 143
5.17 BAKER PRODUCTION 146
ILLUSTRATIONS
Exhibit Page
5.1 Otis Type J Running Tool 111
5.2 Otis Type C Running Tool 112
5.3 Otis Type H Running Tool 114
5.4 Otis Type T Running Tool 116
5.5 Otis Type SP Running Tool 118
5.6 Otis Type W Running Tool 120
5.7a Otis Type X Running Tool 122
5.7b Otis Type X Running Tool 124
5.8 Camco KB-2 Running Tool 126
5.9 Camco Series D Running Tool 128
5.10 Camco Series Z5 Running Tool with Z5 Lock 130
5.11a Camco Series J Running Tool1 132
5.11b Camco Series J Running Tool 133
5.12 Camco Series R Running Tool 134
5.13 Camco WC-1 Running Tool 136
5.14a Baker C-1 Running Tool 138
5.14b Baker W & C Accessories 139
5.14c Baker S Accessories 140
5.15 Baker E Running Tool 142
5.16 Baker G Running Tool 144
5.17a Baker Model A Shank 147
5.17b Baker Model A & AC Probes 148
5.17c Baker Model B Probe 149
111
SECTION 5
RUNNING TOOLS
5.1 OTIS TYPE J RUNNING TOOL
The type J running tool (Exhibit 5.1) sets types J, E, P, F and L locking
mandrels in the corresponding nipples.
The subsurface control is held in place on the J running tool by two 3/16-inch
shear pins inserted through horizontal non-redial grooves.
While going down, the dog carrier moves freely up and down along the small I.D.
of the running neck of the mandrel.
When a no-go nipple is encountered, the subsurface control is moved upward. The
dog carrier moves down with respect to the small I.D. of the running neck on the
mandrel and the dogs engage in the groove of the nipple. A pull upward of
approximately 300 pounds indicates that the mandrel is in place.
The pins are sheared by upward jarring. This releases the running tool and allows
it to be pulled from the tubing.
112
5.2 OTIS TYPE C RUNNING TOOL
The type C running tool sets type D collar stops.
The running tool is inserted in the collar stop and pinned to the lower portion of
the mandrel.
After the desired depth has been reached and the collar located in the tubing
string, the collar stop is locked by applying an upward pull on the wireline.
Jarring upward sets the collar stop. This cause the pins in the lower portion to
shear leaving the stop set in the collar.
113
5.3 OTIS TYPE H RUNNING TOOL
The type H running tool is used for running and setting type B chokes, EB
regulators, FB and TB safety valves, Otis F pack-off anchors, collar stops
and all Otis equipment using the Otis using the Otis type B mandrel assembly.
The H running tool (Exhibit 5.3) has spring actuated dogs, which catch on the
fishing neck of the slip carrier of the mandrel assembly. A shear pin completely
enclosed in the body, housing and secured by the set screw, provides a means for
releasing the running tool from the slip carrier after the slips have been set and the
mandrel assembly locked in the tubing.
Jarring down forces the slips of the mandrel to firmly grasp on the tubing wall and
it shears the pin.
Additional downward jarring moves down the housing and makes the dogs
expand and release from the fishing neck, so that the running tool may be pulled
from the well.
Parts shown on (Exhibit 5.3) are:
1. Dogs
2. Shear Pin
3. Body
4. Housing
5. Set Screw
114
115
5.4 OTIS TYPE T RUNNING TOOL
This type running tool (Exhibit 5.4) is used to set Otis types S, T, N, and Q
mandrels.
Part A of the exhibit shows when the mandrel lands in its selected profile,
downward jarring shears the diametric pin, pulls the locking mandrel down and
releases the running tool dogs.
Pull on the line to make sure the mandrel is locked, as shown in part B.
Jar to shear the non-radial shear pins and pull out the running tool as shown in
part C.
116
117
5.5 OTIS SP RUNNING TOOL
The type SP running tool (Exhibit 5.5) is used for setting the PS and PT plugs
(with pressure equalizing rod) in the S or T mandrel profiles.
Its operation is identical to that of the T running tool, however there are 3
differences in design.
1. The SP can take larger diameter mandrels, since more room
is needed to lodge the pressure-equalizing rod. Also the
core hole is deeper.
2. The core hole is not threaded, because threading is not
necessary with a plug.
3. There are only two dogs instead of four.
NOTE
Maintain the core in a lower position with an Allen
key or a strong screwdriver to enable latching onto
the mandrel before placing the pins.
118
119
5.6 OTIS TYPE W RUNNING TOOL
This type W running tool (Exhibit 5.6) sets type W, C, and B slip-type
mandrels.
The tool consists of a prong weldment with a prong, housing and collet. The collet
is designed to seat in an internal recess in the running tool of a type C or W Otis
mandrel and is locked in this position by the prong.
A shear pin serves to hold the collet in the running position.
When the desired setting depth is reached, the tools are picked up to set the slips
and expand the rubber on the lower part of the type C mandrel.
Upward jarring is used to secure the type C or W mandrel in a locked position and
expand the pack-off element.
Once set, the pin is sheared in the running tool and the prong withdrawn from
behind the collet. This releases the running tool from the mandrel and the tool is
retrieved.
120
Exhibit 5.6
Otis Type W Running Tool
121
5.7 OTIS X RUNNING TOOL (Exhibit 5.7a)
5.7.1 Operating Procedure
While going down the hole passing restrictions, the selective dogs
compress the spring and collapse. When encountering the top X nipple,
jar down to shear the top pin, locking the mandrel in place. Jar up to
release the running tool to the locking mandrel by shearing the bottom pin.
The anchoring dogs are normally retracted since the locking sleeve is in
the upper position.
5.7.2 Nipple Selection
When running tool is in the selective position the locating / locking keys
are retracted allowing the locking mandrel to pass through the upper
nipples.
When the selected landing nipple has been passed:
Move up slowly and read the pull on the weight indicator
before the dogs contact the chamfer of the landing nipple.
When the locator dogs enter the landing nipple, pull 200
pounds above the weight indicator reading.
This makes 5, 13, 1, 11 and 12 move up. Then the locking
sleeve slides behind the springs and the keys are in working
position (they can, however, still retract since the locking
sleeve is partly engaged). At the same time, the spring is
compressed and the dogs lock in the lower groove of 13,
the 2 half-discs collapse, disconnecting the sleeve from
the core.
5.7.3 Pulling Up Above the Anchoring Point and Running In
Again
Easy Operation: The dogs are retracted and the keys can
still move.
122
123
5.7.4 Anchoring
The keys engage corresponding profile of the nipple.
Jar downward to shear 16.
5, 13, 3, 17 and 10 move downward, the keys are thus locked in the nipple.
On the other hand, the dogs enter the core shoulder and are locked.
5.7.5 Pull Up
Pull up to verify anchoring.
5, 13, 3 and 6 move up.
Jar up to shear pin and retrieve tool.
NOTE
While assembling the running tool, the two half
discs are inserted with the chamber facing down.
124
125
5.8 CAMCO KB2 RUNNING TOOL
The KB2 running tool (Exhibit 5.8) is used to set gas lift valves and plugs with
lower lock type K1 (ex: valves DK1, BK1, CSK1, GK2, DK02, Etc.) in the KB
and KC mandrels.
This tool is similar to the type RE, but in the KB2, a diametric brass pin
substitutes the non-redial pins. (3/16-inch diameter)
This tool also has latching dogs.
5.8.1 Setting
The valve is latched by the running tool dogs and lowered into the side
pocket.
When the valve is seated in the pocket, the running tool skirt rests on top
of the pocket before the valve is completely anchored.
Downward jarring shears the pin anchors the valve and frees the dogs in
the grove.
The dogs are maintained in the down position by the lock pin.
The running tool is retrievable
NOTE
Setting the valves with lock K1 with the running
tool KB2 requires an 8 spacer (203.2mm) between
the kick-over tool and the running tool.
Parts listed in Exhibit 5.8 are:
4. Shear Pin
5. Lock Pin
7. Dogs
8. Groove
126
127
5.9 CAMCO SERIES D RUNNING TOOL
The series D running tool (Exhibit 5.9) is attached to the C or CS lock by
two non-redial pins.
The internal mandrel is held in upper position by the locking dogs, clamped by
the no-go ring, which is in a lower position and fixed on the no-go retainer by two
thin non-redial pins.
5.9.1 Running In
Lower the tool until the no-go ring contacts the no-go nipple type D.
The dogs are in front of the landing nipple groove.
5.9.2 Anchoring
The pins are shear by jarring downward and the no-go retainer moves
downward. This frees the internal mandrel and allows the locking dogs to
expand.
The running tool piston hits the fishing neck shears the two (1/8
diameter) pins. The internal mandrel falls down and forces the locking
dogs apart.
The ratchet grips the lower part of the mandrel, securing the mandrel in
the locked position.
To retrieve the running tool, jar upward to shear the two (3/16 diameter)
pins.
To fish the lock, catch the fishing neck with a Camco (JDC or JUC)
pulling tool and jar upward to shear the ratchet.
128
129
5.10 CAMCO SERIES Z RUNNING TOOL
The Z-5 running tool (Exhibit 5.10) installs Camco type DB in the Camco type
DB and 4 inch through 7 inch B6 landing nipples. This running tool has a positive
tattle-tale position ring that give positive indication as to whether or not the lock
has been set.
The Z-5 running tool is used to install Camco Z-5 collar lock mandrel in the
tubing string.
The SC running installs both the 3-inch and the 4-inch Camco ZC collar lock
mandrels in the tubing string.
While running in, the stopper dogs, Item 1, are retracted. The tools with the
assembly are lowered into the well a few feet below where the lock is to be set.
When pulling upward, the assembly, Items 2, 3, 4 and 5, moves up first. When
passing the collar recess, the upper chamber on Item 5 forces the stopper dogs
into it. Items 2, 3, 4 and 5 continue sliding up until the fingers of the latching
enter the upper groove of the body. Furthermore, the elastic ratchet catches onto
the strips of the core and maintains 2, 3, 4 and 5 in the upper position.
Jar down to shear Item 8, then to shear Item 9. The running tool can be retrieved.
130
131
5.11 CAMCO SERIES J RUNNING TOOLS (Exhibits 5.11a and 5.11b)
The JA running tool installs an AK latch with an AK-1 valve in a Camco KA
mandrel.
The JK running tool installs the BK or the BK-2 latches with valve or E dummy
in the K series mandrel.
The J running tool runs Otis S Mandrels in their appropriate nipples.
The JEL running tool installs the ER equalizing dummy in the KB series
mandrels.
The JDK running tool installs the BK latch in the KC series mandrels exclusively.
The JC-3 running tool installs both the R and the RA latches in the MM series
mandrels
The type K kick-over tool is positioned to latch the valve or dummy by going pass
the mandrel and pulling up slowly. After passing the mandrel coming up, the
operator lowers the tools with the setting assembly slowly until the valve or
dummy sets in the pocket. Jarring downward drives the valve or dummy down
into the pocket until the no-go within the gas-lift mandrel is reached. The cam in
the R latch or the ring in the K latch locks in mandrel profile. Upward jarring
shears the running tool pin and the running tool is retrieved.
132
133
5.12 CAMCO SERIES R RUNNING TOOL
The R running tool (Exhibit 5.12) sets the ER1 latch that are used to run BK gas-
lift valves and RE plugs in KPC mandrels.
5.12.1 Description
This tool has two sliding bells.
The upper bell has a threaded 15/16 SR fishing neck screwed and secured
by a safety shear pin. It also has a pressure-equalizing hole, a hole to insert
a lateral locking finger and its spring, and a series of six lateral holes to
receive the retaining dogs, which hold the valve.
The lower bell caps the ER latch of the valve and holds it by two 1/8
shear pins. The sleeve of the ER latch is maintained in an upper position
so that the locking ring is free to move laterally.
5.12.2 Setting
With the valve being in its side pocket, the lower end of the running tool
hits the top of the collar seat, before the lower part of the valve contacts
the chamfer of the seat.
Downward jarring shears the pin and pushes the sleeve down, forcing the
locking ring of the valve in its groove.
On the other hand, the retaining dogs have moved down, in from of a large
diameter groove, so that they do not retain the valve anymore.
The locking finger is pushed out is spring and prevents the retaining dogs
from returning to their initial position. The valve is set.
The running tool is retrieved without upward jarring.
134
135
5.13 CAMCO SERIES W RUNNING TOOL
The WC-1 (Exhibit 5.13) running tools are used to set WB series safety valves
and Camco M locks in Camco W series selective landing nipples
NOTE
When a Camco MA blanking plug, which is run in a
Camco M lock, is to be installed, a W-1 running
tool must be used. All other control devices can be
run on the WC-1 running tool
The W-1 running tool is used to install a Camco MA blanking plug, which is run
on a Camco M lock, in a Camco W and WB series selective landing nipples.
NOTE
Although the W-1 running tool will set Camco WB
series safety valve and Camco M locks in Camco W
series selective landing nipples, the preferred tool to
use for these operations is the WC-1 running tool
136
Exhibit 5.13
Camco WC-1 Running Tool
137
5.14 BAKER C1 RUNNING TOOLAND A SHANK (Exhibit 5.14a)
The C1 running tool is use to run and land various types of Baker flow control
devices and is operated with either a tread protector or locating ring.
Dressed with a tread protector: All applications that do not require a no-go on the
tool it self. This includes all running of flow control devices equipped with W,
Z and TS type locks (Exhibit 5.14a and 5.14b).
Flow control devices equipped with type S type locks are run with a thread
protector except when landing in a sliding sleeve (since the lock could not be
positioned in the sliding sleeve rather than in the locking groove.
Dressed with a locator ring: The addition of the proper size-locating ring converts
the tool to a no-go type running tool. This is used when running flow control
devices equipped with type S locks for landing in sliding sleeves.
It is recommended to use the locating ring when running a flow control device
equipped with an type S lock, since the no-go feature of the landing ring
positively positions the tool.
138
Exhibit 5.14a
Pinning Instructions for Baker Model C1 Running Tool
139
Exhibit 5.14b
W & Z Type Accessories
140
Exhibit 5.14c
Type S Accessories Run With Up-Facing Locks Trailing
141
5.15 BAKER E RUNNING TOOL
The type E running tool (Exhibit 5.15) is used to selectively run and land flow
control devices with model S locks into F or J nipples.
5.15.1 Running In
While lowering, the tubing restrictions force the selective dogs to move
up, compressing the spring. The selective dogs can collapse into the recess
of the core. The anchoring dogs are maintained in a retracted position by
the rod.
5.15.2 Nipple Selection
Go down below the selected position and move up slowly. The selective
dogs contact the lower chamfer of the nipple, they cannot retract since the
should of the core is behind them. Observe increase in tension.
Go down again and pull to shear pins. The skirt moves down allowing the
selective dogs to retract below the shoulder of the core. The rod moves
down (spring action), freeing the anchoring dogs.
5.15.3 Anchoring
Continue pulling up. The dogs collapse, pass the lower chamfer of the
nipple, and then enter into the groove of the nipple. The tool is locked.
5.15.4 Retrieving The Tool
Jar up to shear the two tangential pins.
Parts shown on Exhibit 5.15 are:
1. Dog 6. Shear pin
2. Spring 7. Shear pin
3. Core 8. Spring
4. Anchoring god 9. Skirt
5. Rod 10. Non-radial pins
142
Exhibit 5.15
Baker E Running Tool
143
5.16 BALER TYPE G RUNNING TOOL
The type G pulling tool (Exhibit 5.16) is used to locate any one or all the
selective bores contained in a string of tubing while running Baker flow control
accessories equipped with S-1 or S-2 type lock subassemblies.
The tool incorporates a moveable shank, which permits repeated jarring-down
without damage to down-facing locks.
5.16.1 Running
The S-1 or S-2 type lock subassembly (with desire flow control device)
is shear pinned to the lower end of the body and then attached to the jars
and stem.
All up-facing locks are run trailing, and all down-faced locks are run
retracted.
NOTE
The same prong used for the C-1 running tool is
required when running S-1 or S-2 type lock
subassembly on the G running tool.
When approaching a selective seal bore, it is advisable to
slow down so that the O.D. of the collet will no-go on the
seal bore I.D.
Impact due to a fast rate of slack off will collapse the collet
allowing the tool to drop through either the nipple or sleeve
valve.
5.16.2 Operation
Jarring down will collapse the big spring, allowing the
collet to travel upward relatively to the body. The collet
fingers will collapse into the small O.D. off the body
permitting the G running tool to drop through the seal
bore. This operation is repeated at each selective seal bore
until the one seal bore that is to receive the desired flow
control device is located.
144
145
Exhibit 5.16
Baker Type G Running Tool
The following procedure is then applied:
1. The running tool is located on the selective bore (either a nipple of the L sleeve).
2. Pick up until up-faced locks are engaged, Jar down shearing the top shear pin
withdrawing the shank, and releasing the down facing locks.
3. Check opening of down-facing locks by jarring through nipple or sleeve.
4. Jar up, shearing the bottom shear pin and leaving the accessory.
5. Pull out the hole.
6. As the tool is being retrieved from the well, the collet will no-go on the bottom of
each selective bore. Wireline tension causes the small spring to compress
allowing the body to travel up relative to the collet. The collet fingers collapse
around the small O.D. of the body, freeing the tool to pass through the nipple or
sleeve valve. Rapid retrieval from the well is an additional advantage of the model
G running tool.
Parts shown on Exhibit 5.16 are:
1. Spring
2. Collet
3. Body
4. Top Shear Pin
5. Bottom Shear Pin
6. Spring
146
5.17 BAKER PRODUCTION
5.17.1 Model A Shank (Exhibit 5.17a)
In certain lengths, the model A shank is a lock retention device, which
when made to the running tool (type C) keeps the down-facing S, TS, W,
Z type locks retracted while running in. In certain other lengths, it severs
as a crossover from the running tool to the models A and B prongs.
5.17.2 Model A and AC probes (Exhibit 5.17b)
The model A probe can carry a prong made to its lower end, in place of
the set screw.
The model AC probe, not being equipped to carry a prong, should be run
in all areas where a prong is required.
The model A or AC probe is used to close the up-facing locks on any flow
control device having A or TS selective locks.
As it penetrates the fishing necks, the blade automatically swivels, by-
Passing the down-facing locks, and retracting the up-facing
locks before the pulling tool latches on. The core extension
shoulders against the fishing neck of the accessory when
setting or jarring down.
5.17.3 Model B Probe (Exhibit 5.17c)
The B probe is used to close the locks on any flow control device having a
W or Z (top or bottom no-go) lock.
The model B probe retracts the locks before the pulling tool latches on.
The flange shoulders against the fishing neck when setting or jarring
down.
147
Exhibit 5.17a
Model A Shank
148
Exhibit 5.17b
149
Model a and AC probes
Exhibit 5.17c
Model B Probe
150
SECTION 6
MANDREL AND LANDING NIPPLES
CONTENTS
Topic Page
6.1 OTIS TYPE B MANDREL 151
6.2 OTIS TYPE W AND C MANDREL 152
6.3 CAMCO TYPE A SLIP LOCK 157
6.4 BAKER TS LOCK 159
6.5 OTIS TYPE D COLLAR LOCK MANDREL 161
6.6 OTIS TYPE X AND R MANDRELS AND NIPPLES 163
6.7 OTIS TYPE XNAND RN MANDRELS AND NIPPLES 165
6.8 OTIS S AND T MANDRELS AND NIPPLE 167
6.9 OTIS N MANDREL AND NIPPLE 170
6.10 OTIS J AND E MANDRELS AND NIPPLES 171
6.11 CAMCO C LOCKS AND D NIPPLES 173
6.12 CAMCO SERIES W NIPPLES 177
6.13 CAMCO SERIES DB LOCKSAND NIPPLES 179
6.14 BAKER W1 AND Z LOCKS 181
6.15 BAKER M AND K LOCKS 183
6.16 BAKER N AND L LOCKS 185
6.17 BAKER S LOCK WITH L AND F NIPPLES 187
6.18 BAKER TYPE R AND N BOTTOM NO-GO NIPPLES 189
6.19 BAKER TYPE F AND J TOP NO-GO NIPPLES 190
ILLUSTRATIONS
Exhibit Page
6.1 Otis Type B Mandrel 151
6.2 Otis Type W and C mandrel 154
6.3 Camco Type A Slip Lock 158
6.4a/b Baker TS Locks 160
6.5 Otis D Collar Lock Mandel 162
6.6 Otis X and R mandrels and Nipples 163
6.7 Otis Type XN and RN Mandrels and Nipples 165
6.8 Otis s and T Mandrels and Nipples 168
6.9 Otis Type N Mandrel and Nipple 170
6.10 Otis J and E Mandrels and Nipples 172
6.11 Camco C and D Locks 174
6.12 Camco W1 Nipple with Lock in Place 178
6.13 Camco DB Lock and Nipples 181
6.14 Baker W and Z Locks 182
6.15 Baker M and K Locks 184
6.16 Baker N and L Locks 187
6.17 Baker S1, S2 Locks and F Nipple 188
6.18 Baker R and N Bottom No-Go Nipples 189
6.19 Baker F and J Top No-Go Nipples 190
151
SECTION 6
MANDRELS AND LANDING NIPPLES
6.1 OTIS TYPE B MANDREL
Running Tool: W, C or H (H recommended)
Pulling Tool RB
The type B is 1500 pounds designed to hold a differential of 1500
pounds from the bottom up only.
It is not recommended to anchor above 1000 feet.
6.1.1 Operation with the H Running Tool:
1. Go down slowly.
2. Near the anchoring depth, speed up. The running tool slides over the
mandrel, which is slowed down by the packing expanded because of the
fluid flow. The slips move down over the cone and grip into the tubing.
The bulk of the stems supply the necessary shock for setting.
3. Further jarring down shears the shear pin of the running tool and perfects
the anchoring.
6.1.1 Pulling with the RB pulling Tool:
1. The pulling dogs are engaged by jarring down on the top of the mandrel,
which moves the fishing neck within reach of the pulling tool.
2. Upon latching the fishing neck, the mandrel is pulled out the well.
152
153
6.2 OTIS TYPE W AND C MANDREL
The drawing shows the operation of the type W mandrel. The operation of the
type C follows the same principle.
Running Tool: W
Pulling Tool: RB
This type W and C mandrel is designed to hold differential pressure from bottom
up only (Max. 1500 psi).
It is not to be set above 1000 feet.
154
155
6.2.1 Setting with the Type W Running Tool
1. The anchoring slips slide along the tubing wall during running in the hole.
2. When the anchoring depth is reached, pull up.
3. The cone forces the slips to grip the wall of the tubing.
4. Jarring up shear the pins, which fix the mandrel body and cone together.
The body moves up and the lower cone shaped shoulder engages under the
packing, sealing off the tubing.
5. Further upward jarring shears the pins of the pulling tool.
6. When shearing the pins while jarring upward, the tools are not allowed to
set back down on the mandrel.
6.2.2 Pulling with the Type RB Pulling Tool
1. The pulling tool skirt engages onto the mandrel fishing neck, and then the
pulling tool core strikes the mandrel body, which moves down.
2. The pulling tool dogs latch onto the mandrel fishing neck.
3. The lower cone shaped shoulder moves out of the packing, then the
shoulder of the mandrel body catches the cone assembly and moves it
down, freeing the slips.
4. The mandrel then hangs on the fishing neck and is retrieved.
156
OTIS TYPE W MANDREL DEMENSIONS
157
6.3 CAMCO TYPEA SLIP LOCK
Running Tool: Type A
Pulling Tool: Type JUC
Designed to hold pressure from the bottom only (Max. 1550 psi)
6.3.1 Setting with the running tool A
1. Go down to the setting depth.
2. Pull up on the line to start anchoring the mandrel slips
3. The jar can then be closed, ready for jarring upward.
4. Jar up to complete the anchoring of the mandrel and
to shear the running tool pins.
5. Pull up on the tool string removing the same from well.
6.3.4 Pulling with the JUC Pulling Tool
1. The pulling tool core strikes the mandrel body, freeing the slips.
2. The pulling tool engages the mandrel fishing neck.
3. The mandrel can then be pulled.
158
159
6.4 BAKER TS LOCK
TS1 Lock (Exhibit 6.4a) is used for 1.660 to 3- inch tubing 10,000-psi
maximum either side.
TS2 lock (Exhibit 6.4b) is used for 1.900 to 2.875 inch tubing 10,000 maximum
either side.
The pressure limitation will be that of the module (normally cup mandrel
assemblies) attached to the lock subassembly. The cup mandrel assemblies have a
maximum differential rating of 1500 psi.
6.4.1 Setting with the Running Tool C
The model A shank is used with the C running tool to control the locks
during operation. It is also used as a prong carrier when prongs are required
during running operations.
6.4.2 Pulling with the Camco JUC or JDC Pulling Tool
The model A probe is used with the Camco JUC or JDC pulling tool when a
prong is required.
The model AC probe is used with a standard pulling tool when a prong is
required.
160
161
6.5 OTIS RYPE D COLLAR LOCK MANDREL (Exhibit 6.5)
Running Tool D
Pulling Tool GR with extended Core.
Cannot be unlocked by pressure differential from either side.
Rated at 5,000-psi differential.
6.5.1 Setting with the D Running Tool
In the running position, the setting tool dogs are tied up to the mandrel-locking
sleeve. This allows the outer sleeve containing the locking dogs to ride free and to
retract the dogs. The assembly is run down about 10 feet below the setting depth.
The mandrel with the running tool is then pulled up into the first collar groove.
Jarring up once upon entering the collar groove locks the collet lock in an upper
position to the sleeve and the packing is expanded.
Check the setting by jarring down.
Jarring upward shears the pin in the running tool and tools are pulled out the hole.
6.5.2 Pulling With GR Pulling Tool (With Extended Core)
The GR pulling tool is run down and latches the fishing neck of the mandrel
and is further used to drive down the locking sleeve and the retaining ring of the
dogs. However, this cannot be done if a differential of pressure exists. When the
pressures are equalized, the dogs may be retracted and by moving downward, the
mandrel is retrieved.
162
163
6.6 OTIS X AND R MANDRELS AND NIPPLES
Type X: Designed for use in standard weight tubing.
Type R: Designed for use in heavy weight tubing.
Running tools: Types x and R
Pulling tools: Type GS or GR
Setting mandrel R with the running tool R is the same as for X
164
Features of the XN and the RN mandrels and nipples are:
1. Pressure held on either side.
2. Type XN for standard weight tubing.
3. Type RN) for heavy weight tubing.
4. Running tool type X for XN mandrel
5. Running tool R for RN mandrel
6. Pulling tool GR for XN and RN mandrel
165
6.7 OTIS XN AND RN MANDRELS AND NIPPLES
The type XN and RN no-go landing nipples and mandrels (Exhibit 6.7) are
used in single nipple installations or as the bottom nipple in conjunction with a
series of type X or type R landing nipples. The XN no-go nipple is used
with the type X landing nipple and the type RN us used with the type R
landing nipples.
Type Otis XN landing nipples have a full opening packing bore, with a locking
recess at the top of the nipple and a slightly restricted no-go profile at the bottom.
The restricted no-go profile is designed to prevent some wireline tools from being
lowered below the tubing where they may be lost. Some other uses include:
plugging to hold pressure from above where hydraulic packers are to be set, and
where an upper zone has to be squeezed, acidized or tested.
Exhibit 6.7
Otis XN and RN mandrels and nipples
166
GUIDE TO OTIS LANDING NIPPLES
167
6.8 OTIS S AND T MANDRELS AND NIPPLES
Type S for regular weight tubing.
Type T for heavy weight tubing.
Running tool T.
Pulling tool RS
The selection is made by a combination (nipple + selective keys of the mandrel).
There are 5 key selections; therefore the selections are stamped on the keys from I
to 5 (no. 1 being the lower one in the completion).
The type T mandrel differs from the type S mandrel because it has a smaller
O.D.
6.8.1 Setting the mandrel S with the T running Tool
1. While going down, the positioning keys slide along the tubing. The anchoring
dogs are pinned up to the running tool and retracted.
2. When the mandrel passes in front of its companion nipple, the positioning keys
enter the nipple profile. The mandrel is stopped when the keys set into the
matched profile of the nipple. Downward jarring shears the pin of the running
tool, thus freeing the dog carrier.
3. Upward jarring anchors the mandrel. The mandrel is pulled up collapsing the
positioning keys and setting the anchoring dogs into the nipple upper profile.
4. Upward jarring shears the two tangential pins of the running tool freeing the
running tool and the tools are retrieved.
6.8.2 Pulling the mandrel with a RS pulling Tool
In order tom make the dogs of the pulling to catch the fishing neck of the mandrel
rod, it is necessary to slightly jar down on the mandrel (the pulling tool core hits
the mandrel body). The mandrel is thus unlocked and latched and can be
retrieved.
NOTE
The operation of the running tool T and the
pulling tool RS is detailed in the running tool
section.
168
Exhibit 6.8
Otis S and T Mandrels and Nipples
169
GUIDE TO OTIS S AND T LANDING NIPPLES
170
6.9 SETING AND PULLIMG THE OTIS N MANDREL (Exhibit 6.9)
This mandrel is non-selective. However, the setting and pulling methods is
Identical to those used in the mandrels S and T. The N mandrel has a no-
Go ring instead of positioning keys.
Exhibit 6.9
Otis N Mandrel
171
6.10 OTIS J MANDREL AND NIPPLE
Type J landing nipples
The type J landing nipples are non-selective type nipples designed with the no-
go and locking recess in the upper part of the nipple: this nipple can be used as an
alternate to the type N nipple.
The type J landing nipples greatest use is as an alternate to the type N landing
nipple or as a seating nipple for landing plugs or as a pump seating nipple and is
always the lower most nipple in the tubing string.
The J cannot be used below the N nipple, but is frequently installed to land
subsurface controls that must have smaller dimensions than the S equipment.
The type J nipple will allow passage of most tubing perforating guns and can be
used as a pump-seating nipple. Another use on the short string of a multiple string
completion where a full opening nipple is not required. However, due to the
mandrel design, type J mandrel should not be used when pressure differentials
from above will exceed 5,000 psi.
172
Exhibit 6.10
Otis J Mandrel and Nipple
173
6.11 CAMCO C LOCKSAND D NIPPLES
A. Series C and CS Locks
No-go type locking mandrels designed to locate in series D and
DS nipples respectively.
A relative travel no-go ring ensures positive positioning when the
nipple is contacted, thus minimizing wireline time.
This lock has a shear release mechanism.
B. Series CC and CSC Locks
A relative travel no-go ring ensures positive positioning in the
landing nipple when contacted.
The CC locking mandrel is used in Camcos D landing nipple.
The CSC locking mandrel is used in Camcos DS landing
nipple.
Both the CC and CSC locking mandrels have a releasing
mechanism that feature a collet type detent.
C. Series D Landing Nipples
The Camco D series landing nipples are no-go type designed to
run at the last nipple in the tubing string.
The packing bore, slightly restricted, will allow passage of wireline
service tools, as well as through tubing perforating equipment.
The no-go is incorporated on the series C locking mandrel and
contacts the D nipple above the upper packing section.
174
Exhibit 6.11
Camco C Lock and D Nipple
175
The no-go feature allows positive positioning, which reduces
wireline time.
Each nipple is corrosion resistant.
D. Series DS Landing Nipples
Similar in design to the series D nipple. The difference is larger
packing bore equivalent to the series W nipples.
The series DS nipple receives the CS lock.
E. Setting
Use the running tool D.
F. Pulling
Use the pulling tool type JDC.
176
177
6.12 CAMCO SERIES W LANDING NIPPLES
The Camco series W landing nipples were designed to eliminate the restriction
on number of nipples run per tubing string. They do not require position coding
nor sequential order. Therefore, as many nipples as desired may be run in any
given well. These nipples are positive for the series M landing mandrels.
6.12.1 Features
1. Completely Selective no limit on number of nipples per string.
2. Larger Bore for maximum production rates
3. Construction all landing nipples are constructed of low heat treat alloy
steel for use in corrosive environments such as HS service.
178
Exhibit 6.12
Camco W-1 Nipple with Lock in Place
179
6.13 CAMCO DBLOCKS AND NIPPLES
A. Series DB Landing Nipples
No-go type nipple available in tubing sizes ranging from 4-1/2 to 7 O.D.
These nipples receive the series DB locks.
The no-go on the lock body contacts the nipple just above the upper packing
section, which gives positive alignment for setting the lock. Several nipples may
be run in any tubing string by stair stepping the nipple I.D.
Each nipple is designed for corrosive environments.
B. Series DB Locks
Available in tubing sizes from 4-1/2 to 7 O.D.
The no-go is incorporated on the body of the lock and contacts the
nipple above the upper packing bore. The no-go dimensions on the
locks permit passage through each larger nipple until the desired
nipple is located, which assures positive positioning.
The DB lock is run on a series Z running tool.
The unique tattle tale device gives indication that the lock is truly
located in the upper position.
An internal fishing neck obtains large bore.
180
Exhibit 6.13
Camco DB Locks and Nipples
181
6.14 BAKER W AND Z LOCKS
The W lock is a top no-go that can be set in F or J nipples or L sliding
sleeves.
The W is used in 1.660 to 4-1/2 tubing size range and pressure
differentials:
2500 psi from bottom up
6000 psi from the top down.
The W2 is used in 1.900 to 3-1/2 tubing size range pressure
differentials:
5000 psi from bottom up
10000 psi from the top down.
The Z lock bottom no-go that can be set in R or N nipples.
The Z is used in 1.660 to 4-1/2 tubing size range and pressure
differentials:
6000 psi from bottom up
10000 psi from the top down.
The Z2 is used in 1.900 to 3-1/2 tubing size range pressure
differentials:
10000 psi either size.
A. Setting
The C1 running tool equipped with the A shank (Refer to section 5,
page 5-29).
B. Pulling
Refer to Section 4, page 4-14 for pulling tool JUC or JDC equipped
with a B probe.
182
Exhibit 6.14
Baker W and Z Locks
183
6.15 BAKER M AND K LOCKS (INTERNAL FISHING NECKS)
The type N is a top no-go used in a model F or J nipple or L sliding
sleeve.
The type K is a bottom no-go used in a model R or N nipple.
These locks are lowered and retrieved with an Otis GS running/pulling tool and
a model M probe to hold the plunger in a down position. (Exhibit 6.15)
184
Exhibit 6.15
Baker M and K Locks
185
6.16 BAKER N AND L LOCKS (EXTERNAL FISHING NECKS)
The type N is a top no-go used in a model F and J sliding sleeve.
The type L is a bottom no-go used with a model R or N nipple
A. Setting
The model C1 running tool is used with an N shank to run locks.
(Exhibit 6.16)
B. Pulling
The lock is pulled with an Otis RB pulling tool with an N probe to
hold the plunger in the down position. (Exhibit 6.16)
NOTE
The chart below indicates the sizes for running
safety valves that only hold pressure from below.
The no-go interference is less than for other seal
bore sizes, hence, the restriction to pressure from
one side only.
186
Exhibit 6.16
Baker N and L Locks
187
6.17 BAKER S LOCK, J AND F NIPPLES
The lock S1 is used for 1.660 to 4-1/2 inch tubing
and can hold 6000 psi differential pressure either
side.
The lock S2 is used for 1.990 to 3-1/2 inch tubing
and can hold 10000 psi differential pressure either
side.
S1 and S2 are selective locks for use in model
F or J sealing nipple or a model L sliding
sleeve.
6.17.1 Setting
Used with running tool E or G or model C! with type
A shank.
6.17.2 Pulling with Otis RB or Camco JUC or JDC pulling tools
The model A probe is used with standard pulling tools
when a prong is required.
The model AC probe is used with standard pulling tools
when a prong is not required.
NOTE
The operation of the running tool E or G and
C1 (with A shank) is detailed in section 5
188
189
Exhibit 6.17
Baker S1, S2 locks and F Nipples
6.18 BAKER TYPE R AND N BOTTOM NO-GO NIPPLES
Exhibit 6.18
Baker Types R and N Bottom N0-Go Nipples
190
6.19 BAKER TYPES F AND J TOP NO-GO NIPPLES
Exhibit 6.19
Baker types F and J Top No-Go Nipples
191
192
SECTION 7
GAS LIFT
CONTENTS
Topic Page
7.1 WIRELINE TROUBLE SHOOTING METHODS 193
7.2 SIDE POCKET MANDRELS AND KICKOVER TOOLS 197
ILLUSTRATIONS
Exhibit
Page
7.1.a Tubing Gauge 194
7.1.b Tubing End Locator 194
7.1.c Collar Stop 194
7.1.d Tubing Stop 194
7.1.e Circulation Plug 194
7.2.a Basic Design Side Pocket Mandrel 197
7.2.b Kick-Over Tool 198
7.2.c Camco KBMG Side Pocket Mandrel 199
7.2.d Orienting Sequence For Valve Installation 200
7.2.e Gas Lift Equipment Chart 201
193
SECTION 7
GASLIFT
7.1 WIRELINE TROUBLE SHOOTING METHODS
A wireline unit can be a useful tool when a well looses its capacity to lift the
production fluid to the surface. Gas lifting the well may be the answer to producing more
fluid from the reservoir. This may be approached in two different ways depending on
how the well was completed. In some cases, the design engineer may have foreseen the
depletion of the well and prepared the completion string with gas lift mandrels. On the
other hand, gas lift mandrels may not have run.
The field engineer is responsible for designing the gas lift installation. Several
factors determine the placement and setting of the valves in the tubing string. The
engineer working with the gas lift supplier works this out. In either case, once the well
looses its energy drive or for other reasons, the well quits producing, the wireline unit
may be used to establish some facts about why the well is not producing fluid.
An example of this is where a well that has been completed without installing gas-
lift valves or mandrels in the well. When the well quits flowing, the operator may call for
a wireline unit to check out the fluid level and possible obstructions in the tubing string.
Exhibit 7.1a on page 7-2 pictures a tubing gauge that may be used for this
purpose. The tubing gauge may be run to the bottom of the well to see if the perforations
are clean. If in doth, a tubing end locator may be run.
Exhibit 7.1b on page 7-2 pictures a tubing end locator. This tool is only run after
reassurance that the tubing is clear. The locator indicates where the end of the tubing and
the bottom of the well is. These measurements are compared with the well schematic to
see whether the perforations are clear. If the perforations are clear, the engineer may want
to try to gas lift the well. By swabbing the well, a working fluid level may be established.
However there are other methods of determining where the well fluids may rise. With a
few known factors about the well, calculations may also be used. This gives the engineer
an idea about where to punch an orifice and possibly a hole in the tubing to gas lift the
well. After the engineer determines where to put the hole, a stop is run and set at that
depth.
Exhibit 7.1c shows a picture of a collar stop witch may be used providing that the
tubing has collars.
Exhibit 7.1d shows a picture of a tubing stop that may be set in case the tubing does not
have a collars recess. After placing the stop at the level decided upon, a circulating plug should
be run on top of it.
Exhibit 7.1e shows a picture of a circulating plug. A hole is normal punched right above
the circulating plug. Then, the tubing is circulated with a light oil and gas to displace any heavy
fluids above to hole. This also keeps any heavy fluids out of the formation.
194
TUBING GAUGE TUBING END LOCATOR COLLAR STOP
Exhibit 7.1a Exhibit 7.1b Exhibit 7.1c
TUBING STOP CIRCULATING STOP
Exhibit 7.1d Exhibit 7.1e
195
Wireline plays a big part in solving other gas lift problems. You may have a situation
where a well shows a decrease in total fluid production and an increase in supply gas
usage. In most cases, this indicates a cut gas lift valve or a hole in the tubing. The hole
may be located by gas lifting the well and running the following test.
A bottom-hole pressure external temperature collar locator survey will identify
the amount of flow from each gas lift mandrel or identify if the gas lift is coming from a
hole in the tubing. At present, this is the most efficient method for use of new technology
in troubleshooting gas lift problems, (see example below).
External Temperature Collar Locator Survey
196
August 2003 - Wood Group introduces the Smart
Cable Head
The Smart Cable Head is a memory instrument small
and rugged enough to be included in all slick line tool
strings. The SCH eliminates the need for additional
calibration runs since the it is designed to make up
directly below the rope socket and can easily be
included with all routine slick line operations such as
bottom checks, gas lift change outs, and plug setting
operations.
The SCH records CCL, pressure and high-resolution borehole
temperature data to non-volatile memory. In the event of a
problematic operation, this data can be invaluable for diagnosing
the down hole situation, such as correlating the actual depth of
the tool string (CCL), identifying non-reported hardware (CCL),
identifying leaks (borehole temperature), identifying down hole
pressure and fluid levels (pressure).
In the case of normal operations, the data may indicate
problems, which were previously, undiagnosed, such as tubing,
packer, or wellhead leaks, behind casing channels, or paraffin
problems caused by low temperature. Gas lift design can be
updated based on pressure and temperatures recorded at each
mandrel. Old completions can be confirmed when well file
information is ambiguous.
As a diagnostic tool the SCH is an excellent locator of leaks due to the fast sample
Frequency (10 samples per second) and high resolution of the CCL and temperature
Sensors.
Features:
Platinum RTD borehole temperature sensor provides fast response,
High resolution temperature sensing at 10 samples per second
CCL sensor senses changes in metal mass at 10 samples per second
High resolution Piezo-Resistive pressure transducer provides 0.0003%
FS resolution and 0.05% FS accuracy
Standard API log format
Compact 1-1/2 diameter x 12 length
Integrated depth encoder system
Applications:
Gas lift diagnosis and optimization
Tubing casing communication diagnosis (leak detection)
Depth correlation
Pressure transient data acquisition (buildup, drawdown, multipoint)
Multiple Gas
Leaks At GL
Mandrel and
Nipple
CCL
Pressure
Borehole
Temperature
197
7.2 SIDE POCKET MANDRELS AND KICKOVER TOOLS
The most outstanding development in gas-lift equipment can about in the 1950s when
the Camco Company was formed. The idea of building a mandrel for a gas-lift valve to put
inside a tubing string was developed. The mandrel would allow full bore wireline work to take
place without restricting the tubing string. It would also allow the operator of the wireline unit to
pull and replace any bad valves without pulling the tubing out the well.
Exhibit 7.2a Shows a picture of Camcos Basic Design Side Pocket Mandrels.
Exhibit 7.2a
Basic Design Side Pocket mandrels
198
A special wireline tool was also developed to attach to the wireline tool string. It was call a kick-
over tool. It would allow the wireline operator to be able to latch the pulling tool over the fishing
neck of the valve for removal. It was also used for installing the valves.
There were several types made.
Exhibit 7.2b Shows the first type of Kick-Over Tools
Exhibit 7-2b
R Kick-Over Tool
K-Kick-over Tool
199
The drilling of directional wells made the development of newer side pocket mandrels
and kick-over tools necessary for the continuing success in gas-lift. The Camco
developed a side pocket orienting mandrel. This was necessary because the deviation of
the directional wells increased.
Exhibit 7.2c shows and breakdown of the parts of an Orienting mandrel.
Exhibit 7.2c
Camco KBMG Side Pocket Mandrel
200
With the development of the orienting type side pocket came the development of the
orienting kick-over tool. The same procedure of going below the mandrel and picking up
slowly to located the mandrel and position the kick-over tool is followed as in the old
kick-over tool. However, is the case of the orienting kick-over tool, the orienting sleeve
build in the top of the mandrel will catch, orient and kick the knuckle bar in position with
the pocket to install or remove the valve or dummy.
Exhibit 7.2d displaces the orienting kick-over tool at left and the procedure for installing
a valve at right.
Exhibit 7.2d
Orienting Sequence for Valve Installation
201
Exhibit 7.2e
Gas Lift Equipment Chart
Daniels
K.O.
Tool
202
SECTION 8
CHARTS
CONTENTS
Exhibit Page
8.2 Hydrostatic Pressure of Well Fluids at Various Depths 203
8.3 Capacity of Tubing and Casing 204
8.4 Annular Capacities for Well With One String of Tubing 205
8.5 Liquid Gravity, Weight and Gradient Conversion table 206
8.6 Gas Pressure Factors For Various Gas Specific Gravities 208
8.7 Stem Chart 209
8.8 Otis Pulling Tools 210
8.9 Camco Pulling Tools 212
8.10 Wireline String Dimensions Vrs. Tubing Sizes 213
8.11 Pulling and Running Prong Chart 214
8.12 Equalizing Prongs 215
8.13 API Spec For Tubing and Couplings 216
8.14 Tubing Joint Identification 217
8.15 Tubing Make Up Torque Guide 220
8.16 Special Tubing Joints 222
8.17 Removable Locking Devices (Mandrel Assemblies) 224
8.18 Fraction Top Decimal Conversion Charts 225
8.19 Otis S and T Mandrels and Nipple Chart 227
8.20 Otis R and RN Mandrels and Nipple Chart 229
8.21 Baker Types F and J No-Go Nipples Charts 230
203
Exhibit 8.1
Hydrostatic Pressure of Well Fluids at Various Depths
204
Exhibit 8.2
205
Capacity of Tubing and Casing
206
Exhibit 8-3
Annular Capacities for Wells With One Tubing String
Exhibit 8.4
207
Liquid Gravity, Weight and Gradient Conversion Table
Exhibit 8.4
208
Liquid Gravity, Weight and Gradient Conversion Table
Exhibit 8.5
Gas Pressure Factors For Various Gas Specific Gravities
209
Exhibit 8.6
Stem Chart
210
Exhibit 8.7
Otis Pulling Tools
211
Exhibit 8.7
Otis Pulling Tool Pg. 2
212
Exhibit 8.8
Camco Pulling Tools
213
Exhibit 8.9
Wireline String Dimensions Vs. Tubing Sizes
214
Exhibit 8.10
Pulling And Running Prong Chart Pg. 1
215
Exhibit 8.11
Equalizing Prongs Pg. 2
216
Exhibit 8.12
API Specs for Tubing Couplings
217
Exhibit 8.13
Tubing Joint Identification, Pg. 1
218
Exhibit 8.13
Tubing Joint Identification Pg. 2
219
Exhibit 8.13
Tubing Joint Identification, Pg. 3
220
Exhibit 8.14
Tubing Make-Up Torque Guide, Pg.1
221
Exhibit 8.14
Tubing Make-Up Torque Guide, Pg. 2
222
Exhibit 8.15
Special Tubing Joints, Pg 1
223
Exhibit 8.15
Special Tubing Joints, Pg. 2
224
Exhibit 8.16
Removable Locking Devices Mandrel Assemblies
225
Exhibit 8.17
Fraction To Decimal Conversion Chart Pg. 1
226
Exhibit 8.17
Fraction To Decimal Conversion Chart Pg. 2
227
Exhibit 8.18
Guide To Otis Landing Nipples Pg.1
228
Exhibit 8.18
Guide To Otis Landing Nipples Pg. 2
229
Exhibit 8.19
Baker Types F And J Top No-Go Nipples
230
231
SECTION 9
EQUALIZING SUBS AND PLUGS
CONTENTS
Topic Page
9.1 APPLICATIONS AND PURPOSES IF EQUALIZING SUBS 233
9.2 TYPE B EQUALIZING SUB 235
9.3 TYPE D EQUALIING SUB AND PLUG ASSEMBLY 236
9.4 TYPE F EQUALIZING SUB 237
9.5 TYPE H EQUALIZING SUB 238
9.6 KOBE KNOCK OUT EQUALIZING SUB 239
9.7 TYPE S EQUALIZING SUB 240
9.8 TYPE XO EQUALIZING SUB 241
9.9 TYPE X EQUALIZING SUB 243
9.10 TYPE X EQUALIZING SUB (FOR P PRONG) 244
9.11 TYPE X EQUALIZING SUB OR SUB 245
9.12 TYPES OF PLUGS 247
9.13 TYPE C PLUG ASSEMBLY 249
9.14 TYPE D PLUG ASSEMBLY 150
9.15 TYPE E CIRCULATING PLUG 251
9.16 TYPE N TEST TOOL 252
9.17 TYPE S TEST TOOL 253
9.18 TYPE W CIRCULATING PLUG 254
9.19 TYPE T TEST TOOL 255
9.20 D & D HOLE FINDER 256
9.21 TYPE S EQUALIZING VALVE 257
9.22 TYPE F EQUALIZING PRONG & VALVE 258
9.23 TYPE XX & RR PLUG 259
9.24 TYPE PX & PR PLUG 160
232
SECTION 9
EQUALIZING SUBS AND PLUGS
ILLUSTRATIONS
Exhibit Page
9.1 Type X & S Equalizing Thread Connections 234
9.2 Type B Equalizing Sub 235
9.3 Type D Equalizing Plug Assembly 236
9.4 Type F Equalizing Sub 237
9.5 Type H Equalizing Sub 238
9.6 Kobe Knock Out Equalizing Sub 239
9.7 Type S Equalizing Sub 240
9.8 Type XO Equalizing Sub 242
9.9 Type X Equalizing Sub For Zone Separation 243
9.10 Type X Equalizing Sub For P Prong 244
9.11 Type X Equalizing Sub 245
9.12 Applications For Tubing Plugs & Type Recommended 248
9.13 Type C Plug Beam Assembly 249
9.14 Type D Plug Beam Assembly 250
9.15 Type E Circulating Plug 251
9.16 Type N Test Tool 252
9.17 Type S Test Tool 253
9.18 Type W Circulating Plug 254
9.19 Type T Test Tool 255
9.20 D & D Hole Finder 256
9.21 Type S Equalizing Valve Assembly 257
9.22 Type P Equalizing Prong & Valve 258
9.23 Type XX or RR Plug Choke 259
9.24 Type PX or PR Plug Choke 260
233
SECTION 9
EQUALIZING SUBS AND PLUGS
9.1 APPLICATIONS AND PURPOSES OF EQUALIZING SUBS
An equalizing sub is placed in a flow control below the packing section. It is run
in a safety valve assembly, a separation tool, a side door choke or a plug. Its
primary purpose is to have a means of equalizing the pressure differential across
the sub by opening a port. This may be done mechanically with a wireline unit or
with an outside source of pressure (pump or another well). The method applied
depends on the type of equalizing sub or control assembly that is closed. An
example of what would occur if the well were shut in due to excessive well flow
is:
1. The well in most cases would have bleed down to separator pressure.
2. A wireline unit is called out.
3. The wireline operator should first find out which type of equipment and
kind of equalizing sub that is closed. This could be found on a previous
wireline report, as it is the responsibility of the operator who set the
equipment to write this information down on a field ticket.
4. By reading the previous operators report, the type of pulling tool and
prong that is needed to perform the job is used.
5. After eliminating the pressure differential, the pulling procedure is routine.
There are two types of thread connections used in conjunction with wireline flow
controls. Exhibit 9.1 shows the physical difference in the two.
When using the different types of equalizing subs and plugs, it may be necessary
to use a crossover to switch threads. Each type of sub comes in different sizes and
the I.D. id important.
234
NOTE
Whenever an equalizing sub is used, the mandrel
bore must be larger than the equalizing sub bore. It
would be impossible to reach the sub through the
mandrel bore with a prong if the bore is too small.
When assembling the unit to set in the well, the
operator should always ensure that the device could
be equalized. The fowling information should be
recorded on wireline reports and field reports when
completing the job.
TUBING SIZE TYPE MANDREL TYPE SUB
- SUB PART NUMBER FOW CONTROL.
Exhibit 9.1
Type X & S Equalizing Thread Connections
235
9.2 TYPE B EQUALIZING SUB
The type B equalizing sub (Exhibit 9.2) was one of the first subs developed. It
was designed to run with the first tubing set mandrels such as the B mandrel.
It has the equivalent I.D.
9.2.1 Installation
The sub is run between the locking mandrel and the flow control device
and is designated on paper according to the type flow control and then the
type locking and sealing device and the equalizing device is named:
A Otis F safety valve being the flow control with a B locking device
with sealing cups (the mandrel) and a B equalizing sub (equalizing
device) designated:
Otis type (FBSV w/ B Sub)
9.2.2 Operating
The running or pulling tool prong is ran with the prong screwed into the
running tool and extends through the B mandrel into the bore of the B
equalizing sub pushing a button built in the body of the sub outward
opening a 1/16 inch port allowing well fluid to flow. Upon removal of the
prong, the sub closes.
9.2.3 Purpose
Allows well equalization across closed flow control devices.
Exhibit 9.2
Type B Equalizing Sub
236
9.3 TYPE D EQUALIZING SUB OR PLUG ASSEMBLY
The type D equalizing sub (Exhibit 9.3) is equivalent to the B sub in I.D. Its
designation always starts with D because it is basically a plug assembly. The
type lock is designated last:
9.3.1 Installation
The sub is run below the locking and seal device such as:
1. W mandrel D plug (Type DW Plug)
2. X mandrel D plug (Type DX Plug)
9.3.2 Operating
The running or pulling tool prong is ran with the prong screwed into the
running tool and extends through the mandrel into the bore of the D
equalizing sub pushing a button built in the body of the sub outward
opening a 1/16 inch port allowing well fluid to flow. Upon removal of the
prong, the sub closes.
9.3.3 Purpose
Allows well equalization across closed flow control device.
Exhibit 9.3
Type D equalizing Plug Assembly
237
9.4 TYPE F EQUALIZING SUB
The type F equalizing sub (Exhibit 9.4) is equivalent to the B equalizing sub
on construction; however, instead of one equalizing button, this sub has three
buttons.
9.4.1 Installation
The sub is run between the locking mandrel and the flow control device
and is designated on paper according to the type flow control and then the
type locking and sealing device and the equalizing device is named:
3. B mandrel-F Safety Valve Designation (FBSU W/F sub)
4. X mandrel-F Sub-H Safety Valve Designation (HXSV W/F Sub)
9.4.2 Operating
The running or pulling tool prong is ran with the prong screwed into the
running tool and extends through the B mandrel into the bore of the F
equalizing sub pushing a button built in the body of the sub outward
opening a 1/16 inch port allowing well fluid to flow. Upon removal of the
prong, the sub closes.
9.4.3 Purpose
Allows well equalization across closed flow control devices.
Exhibit 9.4
Type F Equalizing Sub
238
9.5 TYPE H EQUALIZING SUB
The type H equalizing sub (Exhibit 9.5) is equivalent to the B and F
equalizing subs on construction; however, instead it has a larger I.D. was build to
accommodate the S mandrel which also has a larger I.D. allowing more flow
area through the lock.
9.5.1 Installation
The sub is run between the locking mandrel and the flow control device
and is designated on paper according to the type flow control and then the
type locking and sealing device and the equalizing device is named:
5. S mandrel-H Sub-H Safety Valve Designation
(HSSV W/H Sub)
6. X mandrel-H Sub-H Safety Valve Designation (HXSV W/H
Sub)
9.5.2 Operating
The running or pulling tool prong is ran with the prong screwed into the
running tool and extends through the S mandrel into the bore of the H
equalizing sub pushing a button built in the body of the sub outward
opening a 1/16 inch port allowing the well fluid to equalize. Upon removal
of the prong, the sub closes.
9.5.3 Purpose
Allows well equalization across closed flow control devices.
Exhibit 9.5
Type H Equalizing Sub
239
9.6 KOBE KNOCK-OUT EQUALIZING SUB
The Kobe knock out equalizing sub (Exhibit 9.6) was developed for fast
equalizing. Due to the large flow area created when the knock out plug is broken.
It is not designed for high differentials from below. It was designed to relieve
heavy loads from above such as in dumping overbalanced fluids off a stand in
valve.
9.2.4 Installation
The sub may be run between the locking mandrel and the check valve
assembly.
Type S Stand In Valve W/Knock out Equalizing Sub.
9.2.5 Operating
A pulling tool prong is ran with the prong screwed into the pulling tool
and extends through the S mandrel onto the top of the knock our plug.
Downward jarring shatters the plug allowing the prong to go down far
enough for the pulling tool to latch the plug. After equalizing takes place,
the stand in valve is removed.
9.2.6 Purpose
Allows well equalization across closed flow control devices.
Exhibit 9.6
Knock Out Equalizing Sub
240
9.7 TYPE S EQUALIZING SUB
The type S equalizing sub (Exhibit 9.7) was originally designed for a type S side
door choke assembly. When open, there is a large flow area (four .125 equalizing
port holes.
9.7.1 Installation
The sub is run in a type S side door choke assembly or as a standard
equalizing sub in a plug assembly, such as:
1. S Mandrel S Sub S Packing Mandrel
Designation (S Side Choke W/ S Sub)
2. S Mandrel S Sub C Plug Assembly
Designation (CS Plug W/S Sub)
9.7.2 Operating
The O-ring donut assembly in the valve housing is pinned in place as
pictured in the exhibit. The assembly is lowered into the well into the side
door landing nipple. When equalizing the S sub, a pulling tool with the
proper prong screwed in the bottom of the pulling tool lowered and placed
inside to mandrel on top of the donut. Downward jarring shears the pinned
donut and moves the donut downward allowing the well fluids to enter and
equalize.
9.7.3 Purpose
Allows well equalization across closed flow control devices.
Exhibit 9.7
Type S Equalizing Sub
241
9.8 TYPE XO EQUALIZING SUB
The type XO equalizing sub (Exhibit 9.8) was designed after the X and is often
referred to as the type X. The only difference is the outer body. The upper portion
has a larger O.D. designed as a no-go. Changing the locking dogs on the X
mandrel and adding this sub converts it to a XN. This sub may be used on
selective or non-selective mandrels making it universal. It employers an O-ring
seal on a ring and a collet built in one piece that sets in the inner profile on the sub
body.
9.8.1 Installation
The sub is run between the locking mandrel and the flow control device
and is designated on paper according to the type flow control and then the
type locking and sealing device and the equalizing device is named:
1. X Mandrel XO Sub Packing Sub Assembly
Designation (S Side-door Choke)
2. X Mandel XO Sub H Safety Valve
Designation (HXSV W/X Sub)
9.8.2 Operating
The running tool prong is ran with the prong screwed into the running tool
and extends through the XO mandrel into the O-ring collet which when
assembling is pushed down into the lower portion of the sub opening a
fluid bypass. In the procedure of setting the assembly in the desired nipple,
the O-ring collet is (Exhibit 9.8) is pulled up positioning the O-ring collet
across the portholes. When pulling the pulling tool prong is screwed on
the bottom of the pulling tool and the prong runs through the X mandrel
and the prong sets on the O-ring collet. Downward jarring pushes the
O-ring collet down opening the equalizing ports of the sub.
9.8.3 Purpose
Allows well equalization across closed flow control devices.
242
Exhibit 9.8
Type XO equalizing Sub
243
9.9 TYPE X EQUALIZING SUB
The type X equalizing sub (Exhibit 9.9) was designed for zone separation. It is
used in between the X mandrel and a packing assembly. The upper zone is flowed
through the sub and the lower zone is blanked off with the o-ring collet in place. It
is identical in appearance to the X sub. The variable office that is screwed into the
bottom of the sub allows slow equalization.
9.9.1 Installation
The sub is run between the locking mandrel and the packing assembly.
X Mandrel X Separation Sub Packing Sub Assembly
Designation (S Separation Tool Assembly)
9.9.2 Operating
The running tool prong is ran with the prong screwed into the running tool
and extends through the XO mandrel into the o-ring collet which when
assembling is pushed down into the lower portion of the sub opening a
fluid bypass. In the procedure of setting the assembly in the desired nipple,
the o-ring collet is (Exhibit 9.8) is pulled up positioning the o-ring collet
across the portholes. When pulling the pulling tool prong is screwed on
the bottom of the pulling tool and the prong runs through the X mandrel
and the prong sets on the O-ring collet. Downward jarring pushes the o-
ring collet down opening the equalizing ports of the sub.
9.9.3 Purpose
Allows well equalization across closed flow control devices.
Exhibit 9.9
Type X Equalizing Sub For Zone Separation
244
9.10 TYPE X EQUALIZING SUB FOR TYPE P PRONG)
The type X equalizing sub (Exhibit 9.10) also referred to as the X equalizing sub)
is unlike the X or the SXO sub. The difference is in the O.D. This sub is built to
accept a long prong that plugs the holes of the sub after being placed in the well.
This sub could be mistaken for an XO sub because it is identical on the outside
appearance. Examine the inside of the sub to determine the difference.
9.10.1 Installation
The sub is run below the X locking mandrel.
X Mandrel X Sub For P Prong - Designation (PX Plug)
9.10.2 Operating
The assembly is run and installed in the desired nipple. Refer to Section 5
page 5-11 for installation of on X mandrels. The prong shown in
(Exhibit 9.10) is run and set inside the sub blanking off the hole in the
sub. When attempting to remove the assembly, the prong is pulled first
opening the holes in the sub allowing the well to equalize. Then the X
mandrel and sub assembly is pulled.
9.10.3 Purpose
Allows well equalization across closed flow control devices.
Exhibit 9.10
Type X Equalizing Sub For P Prong
245
9.11 TYPE X EQUALIZING SUB
The type X equalizing sub (Exhibit 9.11) was designed after the X mandrel only.
This is the original design for the X sub. The XO sub replaced this sub because it
is designed for dual purpose (X & XN no-go). It may be used where it is not
necessary to land in a no-go nipple. It is designed for X selective mandrels only. It
may be wise to note the number of holes in the sub. Some have two holes and
some have four. The one to use depends on the gas passage when equalizing.
9.11.1 Installation
The sub is run between the locking mandrel and the flow control device
and is designated on paper according to the type flow control and then the
type locking and sealing device and the equalizing device is named:
1. X Mandrel X Sub Designation (XX Plug)
2. X Mandel X Sub J Safety Valve Designation (JXSV)
9.11.2 Operating
The running tool prong is ran with the prong screwed into the running tool
and extends through the X mandrel into the O-ring collet which when
assembling is pushed down into the lower portion of the sub opening a
fluid bypass. In the procedure of setting the assembly in the desired nipple,
the O-ring collet is (Exhibit 9.11 is pulled up positioning the O-ring collet
across the portholes. When pulling the pulling tool prong is screwed on
the bottom of the pulling tool and the prong runs through the X mandrel
and the prong sets on the O-ring collet. Downward jarring pushes the
O-ring collet down opening the equalizing ports of the sub.
9.11.3 Purpose
Allows well equalization across closed flow control devices.
Exhibit 9.11
Type X Equalizing sub (Original)
246
247
9.12 TYPES OF PLUGS
There are three types of plugs
1. Plug from below.
2. Plug form above
3. Plug from both directions
9.12.1 Plug From Below
The plug from below is attached directly to an equalizing sub, which is
attached to a locking device. It consists of a spring loaded plug beam
assembly, which sits on a ground seat provided in the equalizing sub. A
variation of this type seat includes a rubber seal in addition to a metal seal.
This type of plugging device is designed so that can be pumped through
from above. It is important that fluid bypass be provided when installing
this type of plug in fluid, running through a series of landing nipples, or
setting in a landing nipple. Fluid bypass eliminates the possibility of a
fluid lock and is provided by the use of a running prong.
9.12.2 Plug From Above
The plug from above holds pressure only from above and permits flow
through it.
Its construction has several variations: a ball and seat, valve and seat or
rubber-type check valve.
9.12.3 Plug From Both Directions
The plug from both directions seals in both directions and is used mostly
in separating zones in selective completions. It provides a fluid bypass for
running and utilizes a retrieving prong-type equalizing feature. Another
type consists of a spring loaded double ball check with a knock out or
sliding sleeve type of equalizing feature. Exhibit 9.12 list some
applications for the types of plugs
248
Plug From Plug From Plug From
Above Below Both Directions
1. Repair Surface Equipment X X
2. Test Tubing By Bleeding Down X X
3. Test Tubing By Pressuring Up X
4. Snubbing Tubing In And Out Well X
5. Set Hydraulic Packer X
6. Circulate Above With Fluids X X
7. Zone Separation In Selective
Completions X
8. Fracturing Selective Completions X X
9. Kill Well X
10. Move Rig On And Off Location X X
11. Use As Standing Valve X
12. Package Leakage Test X
13. Acidizing on selective Completions X X
14. Wellhead Plugging On Completions X X
15. Wellhead Plugging On Remedial Work X X
Exhibit 9.12
Applications for Tubing Plugs and Type Recommended
249
9.13 PLUGS FROM BELOW (Type C Plug Beam Assembly)
The type C plug (Exhibit 9.13) is the first plug built to plug from below.
It is designed to hold pressure from the bottom only and employs a metal-to-metal
seat.
9.13.1 Installation
This plug is run below any locking and seal device as follows:
1. S Mandrel Designation (CS Plug Assembly)
2. X Mandrel Designation (CX Plug Assembly)
9.13.2 Running
The plug is kept off seat when running it in the well bore with a special
length prong. At the setting depth, the plug is set and the prong and
running tool retrieved.
9.13.3 Retrieving
When retrieving the plug, a prong on a pulling tool is run. The prong
enters the mandrel bore and sets on top of the spring loaded equalizing
pin. By repeatedly tapping down, the plug is equalized. The type-pulling
tool used depends on the type mandrel used above the plug.
Exhibit 9.13
Type C Plug Beam Assembly
250
9.14 PLUGS FROM BELOW (Type D Plug Beam Assembly)
The type D plug (Exhibit 9.14) was designed as an improvement over the C
plug assembly. This is a widely accepted plug for plugging pressure from below it
employs a Hycar type seal plus a metal-to-metal seat.
9.14.1 Installation
This plug is run below any locking and sealing
device as follows:
3. B Mandrel Designation (DB Plug Assembly)
4. S Mandrel Designation (DS Plug Assembly)
9.14.2 Running
The running tool depends on the type mandrel or lock needed for the job.
The plug is kept off seat when running in the well bore with a special
length prong that allows fluid bypass. At the setting depth, the plug is set
and the prong and running tool retrieved.
9.14.3 Retrieving
When retrieving the plug, a prong on a pulling tool is run. The prong
enters the mandrel bore and pushes a button built into the body of the plug
which opens a 1/16 inch hole and allows the plug to equalize with the well
pressure. The method of retrieval depends on the mandrel or lock needed
to perform the job.
Exhibit 9.14
Type D Plug Beam Assembly
251
9.15 PLUGS FROM ABOVE (Type E Circulating plug)
The type E circulating plug (Exhibit 9.15) was designed to be set in the tubing
on top of a tubing or collar stop. The sealing cup must be expanded while setting
the plug to prefect a seal against the tubing wall.
NOTE
This plug is limited to the pressure differential that
may be taken across it because of the sealing cups.
9.15.1 Running
The outer sleeve of the plug is pinned allowing fluid bypass when running
the plug down the well bore. A type H running tool may be used to run
the plug. When arrive at the preset stop, downward jarring shears the pin,
closing the bypass ports, and forces the seal cup outward against the
tubing wall. The pin in the running is also sheared releasing the running
from the plug.
9.15.2 Retrieving
A type RS or a type JUS pulling is used for retrieving to plug. The
fishing neck build with the outer sleeve is latched and upward jarring
moves the sleeve upward opening the equalizing ports. After equalizing,
the plug is pulled out the well.
NOTE
It may be necessary to wait a while for the fluid to
equalize before pulling the plug. This depends on
the load above the plug.
Exhibit 9.15
Type E Circulating Plug
252
9.16 PLUGS FROM ABOVE (Type N Test Tool)
The type N test tool (Exhibit 9.16) is used in a no-go nipple which is normally
run with the tubing and place at the bottom of the tubing string due to the
restricted I.D. The locking and sealing elements are the same as an S mandrel.
In place of the locator mandrel a no-go sub is used.
NOTE
There is a removable restricted port inside the plug
assembly. This port must remain in the plug if a
high differential of pressure is expected. The dart
must be raised to equalize the plug. If the
differential is too great, this becomes impossible.
9.2.7 Running
A type H running tool may be used to run the plug. The tool allows the
dart to ride up and off seat, which is necessary for fluid bypass. When
arriving at the nipple, the pin in the running tool is sheared releasing the
running tool from the plug.
9.2.8 Retrieving
A type RB or a type JUC pulling is used for retrieving to plug. The
fishing neck is latched and upward jarring holds the dart off seat allowing
the fluid to drop by until it is equalized.
NOTE
WGWS will only run the new style test tool with
the release sub. It may be necessary to wait a while
for the fluid to equalize before pulling the plug.
This depends on the load above the plug.
Exhibit 9.16
Type N Test Tool
253
9.17 PLUGS FROM ABOVE (Type S Test Tool)
The type S test tool (Exhibit 9.17) is used in a type S landing nipple. The
locking and sealing elements are the same as an N mandrel. In place of the no-
go sub is the locator mandrel. Depending on the position of the nipple the work is
planned for, the keys on the locator mandrel are changed to match the nipple
profile.
.
NOTE
The design if the nipple and the type packing allow
maximum pressure differentials compatible to the
pressure rating of the tubing.
9.2.9 Running
A type H running tool A may be used to run the plug. The tool allows
the dart to ride up and off seat, which is necessary for fluid bypass. When
arriving at the nipple, the pin in the running tool is sheared releasing the
running tool from the plug.
9.2.10 Retrieving
A type RB or a type JUC pulling is used for retrieving to plug. The
fishing neck is latched and upward jarring holds the dart off seat allowing
the fluid to drop by until it is equalized.
NOTE
WGWS will only run new style S test tool with
the release sub. It may be necessary to wait a while
for the fluid to equalize before pulling the plug.
This depends on the load above the plug.
Exhibit 9.17
Type S Test Tool
254
9.18 PLUGS FROM ABOVE (Type W Circulating Plug)
The type W circulating plug (Exhibit 9.18) was designed as an improvement
of the E Circulating plug. The advantages are that it sets and seals immediately.
However, the W element is limited to the amount of pressure differential it may
whole.
9.18.1 Running
A type H running tool may be used to run the plug. The tool allows the
dart to ride up and off seat, which is necessary for fluid bypass. When
arriving at the stop, downward jarring shears a pin in the mandrel body
and forces the inner mandrel to move downward which seals the type W
element to the tubing wall. Continued downward jarring shears the pin in
the running tool releasing the plug.
9.18.2 Retrieving
A type RB or a type JUC pulling is used for retrieving to plug. The
fishing neck is latched and upward jarring holds the dart off seat allowing
the fluid to drop by until it is equalized.
NOTE
It may be necessary to wait a while for the fluid to
equalize before pulling the plug. This depends on
the load above the plug.
Exhibit 9.18
Type W Circulating Plug
255
9.19 PLUGS FROM ABOVE (Type T Test Tool)
The type T test tool (Exhibit 9.19) is the latest type test tool to be developed. It
is a simple ball check valve arrangement with a V-packing sub. The outside top of
the body with the inside fishing neck slide up and down approximately one inch
and when in a up position opens large equalizing ports. By attaching a Type S
locator mandrel on the bottom, it becomes a ST test tool. By attaching a no-go
sub on the bottom, it becomes a NT or a XNT test tool. By attaching an X
selective mandrel below it, it may be used in any X nipple at any depth.
Another advantage is that any pressure differential may be on top of the plug
Opening the tool to drop the fluid is no problem.
9.19.1 Running
A type GS pulling/ running tool may be used to run the plug. When
running in the well, the ball rides up and off seat. The plug may be set in
any type nipple depending on the arrangement screwed on the bottom of
the T test tool. In the case of setting in an X nipple it may be
necessary to go below the nipple and pull up to set the X Dogs in a
positive position and then downward jarring release the running tool. In
most other cases, downward jarring after arriving at the desired nipple
releases the GS tool.
9.19.2 Retrieving
A type GS pulling tool is used for retrieving to plug. The plug is latched
and by jarring upward, the pin in the upper sleeve is sheared moving the
sleeve upward equalizing the fluid differential from above.
NOTE
It may be necessary to wait a while for the fluid to
equalize before pulling the plug. This depends on
the load above the plug.
Exhibit 9.19
Type T Test Tool
256
9.20 PLUGS FROM ABOVE (D & D Hole Finder)
The D & D Hole Finder (Exhibit 9.20 & Exhibit 11.11) is test tool designed to
locate holes in the tubing. The test tool or the top portion of the hole (with out the
D & D AD-2 Stop is similar to circulating plug. However, this tool used with a
D & D AD-2 stop and together is designed to locate a hole in the tubing. If used
as a circulating plug, the stop should be run separately to prevent entrapment
9.20.1 Running
The hole-finder with the AD-2 stop attached is pinned in a run position
with an aluminum pin. Using a RB or JDC pulling tool, the
hole-Finder is run to a depth calculated to be below the leak in the tubing.
Snapping the jars in the tool string shears the aluminum pin and activates
the stop. Once the stop is activated, the hole finder can only be moved up
the hole.
9.20.2 Finding the hole
By lowering the weight of the tool string on top of the hole finder the
rubber element is expanded and ready to hold pressure. If the pressure
dose not hole firm, it can be determined that the leak is above the present
depth. The hole finder can be moved up to the next test depth. This cycle
is repeated until a depth is reached were the pressure dose hold firm.
9.20.3 Pinpointing the hole
The hole finder may be retrieved, redressed and rerun with the same
procedure as above to get a closer fix on the leak.
NOTE
Once pressure is created above the hole-finder it is
necessary to equalize it be jarring upward and
holding a bind on the line. Ensure against over
pressuring the hole-finder.
Exhibit 9.20
D & D Hole Finder
257
9.21 PLUG FROM BOTH DIRECTIONS (Type S Equalizing Valve)
The type S equalizing valve (Exhibit 9.21) is used to control pressure (upward
and downward flow). Due to its design, it will not work in a sand condition. It is
run with a special running tool prong and a special pulling tool prong
9.21.1 Running
The equalizing valve may be screwed below S mandrel (SS Plug) or an
N mandrel (SN Plug) as noted in (Exhibit 9.21), there is two balls on a
upper and lower seat with spring holding them on seat. A prong is used
below the T running tool that keeps the upper ball off seat allowing fluid
bypass. After setting procedure is done, the prong is removed moving the
upper ball on seat.
9.21.2 Retrieving
To pull the equalizing valve, a RS pulling tool is used with a special
prong is used that lands on top of the assembly. Downward jarring shears
the pinned assembly driving the valve housing below the equalizing ports.
After equalizing, the plug is latched and removed from the well
Type S Equalizing Valve
SS Plug Assembly
SN Plug Assembly
Exhibit 9.21
258
9.22 PLUG FROM BOTH DIRECTIONS (Type P Equalizing Prong and Valve)
The type P equalizing valve (Exhibit 9.22) was designed as an improvement
over the type S plug. The problems encountered with the S type plug were
sand and trash filling the mandrel bore. This made it difficult to equalize. The P
equalizing prong and valve is run together. The equalizing prong stays in place
inside the locking mandrel. When equalizing, the prong is pulled, the plug is
equalized and then the rest of the assembly is pulled.
9.22.1 Running
A type PS or a type P running tool is used. The running tool is bored
out to receive the p prong. It restricts to travel of the prong allowing it to
ride off seat for fluid bypass. After setting the plug assembly, the running
tool is pullout leaving the prong to ride free to close against an upward or
downward differential.
9.22.2 Pulling
To remove the plug requires two trips. An overshot is first run and the
prong is pulled allowing equalization to take place. The RS or a JUS
pulling tool is used to pull the rest of the plug assembly. Refer to section 6
page 6-17 for pulling procedure.
Type P Equalizing prong and Valve
Type PS Plug Choke
Type PN Plug Choke
Exhibit 9.22
259
9.23 PLUG FROM BOTH DIRECTIONS (Type XX or RR Plug)
The type XX or RR plug (Exhibit 9.23) consists of three parts; the X
mandrel, the X equalizing sub assembly and the blank that screwed onto the
bottom. The only difference in the XX plug and the RR plug is in the O.D.
and the wall thickness of the equipment. The X Is for standard wall tubing and
the R is for heavy wall tubing. The running and pulling procedures are the same
9.23.1 Running
A type X running tool is used to run the plug. The running tool is pinned
and preset depending on which nipple job is planned for. A running tool
prong is used to keep the donut collet like device in a downward position
allowing fluid bypass to go down the hole. The plug is run and set (see
running procedure section 5 page 5-11). Upon shearing off the donut
collet is pulled upward and seals off the equalizing ports
9.23.2 Pulling
A type GR pulling tool with an equalizing prong is used to pull the
XX or RR plug. The prong is run inside the X mandrel bore and
sets on the donut collet. At this time, the pulling tool should be latched
onto the mandrel. Downward jarring pushes the donut collet down and
opens the equalizing ports. The plug should be completely equalized
before any attempt is make to jar upward. After a period of time, the plug
may be pulled.
Type X or R Equalizing Sub
Type XX or RR Plug Choke
Exhibit 9.23
9.24 PLUG FROM BOTH DIRECTIONS (Type PX or PR Plug Choke)
260
The type PX plug choke (Exhibit 9.24) is often used in place of the XX
because of the problem of equalizing the XX plug. After a pro-long period with
the XX plug in the well, any settlement of sand or trash will tend to fill the
mandrel bore. This makes equalizing with a prong in side the mandrel difficult.
The disadvantage is that it takes two trips the install and two trips to remove to
plug.
9.24.1 Running
A type X running tool is used to run the plug. The running tool is pinned
and preset depending on which nipple job is planned for. The X mandrel
with the equalizing valve housing and cap is run and set. The prong
assembly is then run and set with the seals in place across the ports of the
equalizing sub.
9.24.2 Pulling
To remove the plug requires two trips. A pulling tool is first run and the
prong is pulled allowing equalization to take place. The GR pulling tool
is used to pull the rest of the plug assembly.
Type PX Equalizing Prong and Valve
Type PX or PR Plug Choke
Exhibit 9.24
261
262
SECTION 10
SAFETY VALVES
CONTENTS
Topic Page
7.2 HISTORICAL REASONS FOR SAFETY VALVE DESIGN 263
7.3 TYPES OF SUBSURFACE SAFETY VALVES 264
7.4 THE PRESSURE OPERATED SUBSURFACE SAFETY VALVE 268
7.5 THE DIFFERENTIAL TYPE SUBSURFACE SAFETY VALVE 269
ILLUSTRATIONS
Exhibit Page
10.2 Types of Safety Valves and Control Systems 266
10.2.1 Pressure Operated & Differential Type Safety Valves 267
10.3 PB Pressure Operated Valve 268
10.4 Type F Differential Valve 269
263
SECTION 10
SAFETY VALVES
10.1 HISTORICAL REASONS FOR SAFETY VALVE DESIGN
Although the earliest safety valve was installed to protect the operators
investment, subsequent developments in safety valve design have come in
response to governmental regulations. In the late 1960s, the United States
Geological Survey (USGS) was formed and new guidelines set which prompted
development of a new type of safety valve and revamping of surface equipment.
The new recommended practices involve down-hole valves, which are controlled
from the well surface. Early safety valves were subsurface controlled safety
valves.
As the laws of the state and federal regulations dictated the safety regulations
through out the oil field development, safety valves were developed to meet these
regulations.
Development of the first safety valves coincided with the completion of the
first self-flowing well. It became apparent that a safety device was needed to
control well flow if the wellhead became to leak or the flow line ruptured. In the
early days of wireline, the safety valve was referred to as a storm choke and the
first wireline trucks were called choke trucks. A storm choke was installed only
before a storm to protect the well. Another occasion was when a rig move on or
off location. In the event something heavy would drop and hit the wellhead, the
safety valve would shut in. In that time period, it was not illegal to flow a well
without a safety valve. Production was always a big factor as the operators were
only concerned with their investment. As the safety in the well bore restricted
production, they were removed after the danger was over with.
In the state of Louisiana, it became law effective March 16, 1946 that storm
chokes were to be installed and kept in service in all offshore wells. However,
installation involved down time and lost production. The original safety valves
were developed with small flow areas. This in most cases was necessary for
proper valve closure in case of mishap. The operators again preferred to leave
then out of the wells. In those days, there was no accountability or record keeping
as is today.
264
In the late 1960s when drilling and production operations had reached a high
point, several oil spills occurred from loss of well control. Some of the well that
caught fire was without safety valves or had defective safety valves installed. It
became apparent that something had to be done to protect life and the
environment. The federal government became involved and after a short period,
inspection teams were formed and safety measurements drawn up. The job of
policing the offshore locations were given to United States Geological Survey
teams (USGS) The guidelines they enforce consists of regulations and
recommendations made up by the American Petroleum Institute (API) Spec 14A,
RP 14B in manual 14B. This is coupled with OCS order No. 5.
The only safety valves in use prior to these measures were subsurface
controlled valves. This type of safety is controlled by well flow. The new
recommended practices set forth by API and recognized by OCS Order No. 5 as
law by the U.S. government is the installation of surface controlled subsurface
safety valves. These valves are set at or below the mud line and controlled from
the surface.
All safety valves are periodically tested in place or pulled, test and reset. All
valves must be capable of being tested in place under existing well flow. Present
regulations are found in the Federal Register.
10.2 TYPES OF SUBSURFACE SAFETY VALVES
Subsurface safety valves are classified according to the location from where
they are controlled: surface controlled or subsurface controlled.
All subsurface safety valves have one common purpose: to provide shut-in
well protection in the event of an emergency. An emergency is defined as any
damage to the surface system of a well, which renders it out of control.
The two basic categories are further classified into various types of valves as
shown in (Exhibit 10.2) named according to their operation and basic mechanics.
A surface controlled valve is one that operates by some controlling signal that
originates from the surface. A subsurface controlled valve is one that operates by
some pressure change or pressure drop that is sensed from the at-depth
environment.
265
10.2.1 Surface Controlled Subsurface Safety Valve (SCSSV)
The surface controlled subsurface safety valve (SCSSV) is a device
which shuts off well flow in response to a signal from a surface source.
Three methods of control are possible: control line (most common),
concentric control and casing control.
The surface controlled subsurface safety valve (SCSSV) is best
described as any device that shut off well flow and can be controlled from
the surface either manually or automatically. The valves are either tubing
retrievable or wireline retrievable. Either type is acceptable and each
offers distinct advantages and disadvantages. The method of control may
differ, but the end results are the same. A certain amount of pressure is
applied as the control source to keep the valve open. When this pressure is
lost, the valve will shut.
A. Control Line Method
The control line method is used more than any other. A inch
stainless steel control line is attached to the safety valve (nipple or
valve) and then to the outside of the tubing string and connected the
wellhead. The control must be able to hold 600 pounds of pressure
above the wellhead pressure. For all practical purposes, the line should
be test to 5000 pounds. This is normally what it may take to keep the
valve open.
Most of the valves build today are hydraulically operated using a
shoulder area to pump open the sleeve. This sleeve operates a ball or
flapper, which acts as a sealing medium shutting off the well flow. The
valves are run as part of the string (tubing retrievable) or as a nipple
assembly in the tubing string (wireline retrievable).
B. Other Methods
Casing and tubing sizes often dictates which type of valve that is
used. Besides the control line method, other types of control are the
concentric and casing control. All these installations are discussed in
more detail in API RP 14D, Recommended Practice for Design,
Installation and Operation of subsurface Safety Valve Systems.
266
Exhibit 10.2
Types of Safety Valve and Control Systems
267
10.2.2 Subsurface Controlled Subsurface Safety Valve (SSCSV)
The subsurface controlled subsurface safety valve (SSCSV) is a device
that operates to a signal from the at-depth environment. Two types are in
use: the pressure operated valve and the differential valve.
A subsurface controlled subsurface safety valve (SSCSV) shuts off
well by responding to a pressure drop that it senses with-in the at-depth
environment. There are two alternative principles in this type of safety
valve. However, each involves control by existing well flow. The
pressure-operated valve employs a dome and a bellows. The differential
valve is controlled with a flow bean and spring tension. Both valves are
wireline retrievable
.
Exhibit 10.2.2 is illustrated drawing of both types of valves showing
the basic operation
Exhibit 10.2.2
Pressure Operated (Left) and Differential Safety valves
268
10.3 SUBSURFACE CONTROLLED SUBSURFACE SAFETY VALVE
(PRESSURE OPERATED)
The pressure operated type of subsurface controlled subsurface safety valve
(SSCSV) employers a dome and a bellows. The amount of pressure in the dome
depends on the desired closing pressure. When the tubing pressure at the depth of
the valve drops below the dome pressure of the valve, the valve closes. Due the
large flow area, this valve can produce large volumes of fluid and gas and still
maintain safe well control. If the valve should close and the operator wants to put
it back in service, he may pressure up on the tubing and overcome the differential
on the valve. The valve will reopen.
10.3.1 Installation
The valve may be adapted to any mandrel or lock and ran
to the desired well depth and place in the nipple or tubing
depending on the type mandrel being used. There is no
need to run a prong with the assembly, as the safety
remains open during the running process.
10.3.2 Pulling
Dome pressured SSCSVs should not be equalized with an
equalizing prong to avoid the valve opening and blowing
the tools up the hole. If the valve shuts and needs to be
equalized before pulling, the operator needs to know the
wellhead shut in pressure in order to equalize the well and
allow the valve to open.
10.3.3 Checking and Resetting the Valve
Initially, the field engineer is responsible for setting up the
valve with the proper dome setting. The valve must be sent
in to be re-set by an approved vendor. Before setting or
after pulling the valve, it may be checked for the proper
setting and leakage. A test rack is used to do this.
Exhibit 10.3
Type PB Pressure Operated Valve
269
10.4 SUBSURFACE CONTROLLED SUBSURFACE SAFETY VALVE
(DIFFERENTIAL TYPE)
The differential type subsurface controlled subsurface safety valve (SSCSV)
senses pressure drop across a flow beam.There are several variations of the
differential type safety valves. Although they employ different seal devices, such
as the flapper, ball or seat on seat, they are all controlled with a flow bean and
spaced out spring tension. The valve is often referred to as a velocity valve and is
a normally open valve. The flow of the well is directed though the bottom of the
valve through a flow beam and up inside a beam extension. The flow beam is
attached to the lower seat and governs the amount of fluid and gas that passes
through it, acting much like a surface choke. The spring pushes down on the flow
beam and lower seat holding the valve open. When the flow beam senses the
pressure differential and compresses the preset spring tension, the valve closes.
10.4.1 Installation
The valve may be adapted to any mandrel or lock and ran to the desired
well depth and place in the nipple or tubing depending on the type
mandrel being used. There is no need to run a prong with the assembly, as
the safety remains open during the running process.
10.4.2 Pulling
If the valve shuts and needs to be equalized, the operator needs to know
what type mandrel or lock and what type equaling sub is in the assembly
in order to equalize and pull the valve. He may also pressure up on top of
the valve and overcome to pressure differential. Once the valve is open, it
would not be necessary to use an equalizing prong if the valve should be
pulled.
10.4.3 Checking and Resetting the Valve
Initially, the field engineer is responsible for setting up the valve with the
proper dome setting. He is to furnish to the vendor the proper data needed
to calculate and set up the valve. This should be done in the vendors shop.
If the valve is pulled out the well on location, it must be sent in to the
vendor to repair and reset it before reinstalling in the well. .
Exhibit 10.4
Type F Differential Safety Valve
270
SECTION 11
D & D TOOLS
CONTENTS
Topic Page
11.1 DDIC AD-2 TUBING PACK-OFF (HIGH FLOW) 271
11.7 DDIC AD-2 TUBING PACK-OFF (HEAVY WALL) 277
11.11 DDIC HOLE FINDER 282
11.13 DDIC PACK-OFF BRIDGE PLUG 287
ILLUSTRATIONS
Exhibit Page
11.1 DDIC Hi Flow Pack-Off 272
11.2 AD-2 Tubing Stops 274
11.3 AD-2 Tubing Pack-Off 275
11.4 AA Stop 276
11.5 GS-PT Pulling & Running Tool 277
11.6 DDIC AD-2 Pack-Off (H.W.) 278
11.7 DDIC AD-2 Stinger & Receptacle 280
11.8 D & D Hole Finder W/ AD-2 Tubing Stop 281
11.9 DDIC Hole Finder 282
11.10 Pack-Off Bridge Plug 283
271
SECTION 11
D & D TOOLS
11.1 AD-2 TUBING PACK-OFF
I Purpose: The D & D AD-2 Tubing Pack-Off was designed to isolate a leak in the
Tubing and still allow the well to flow. It is designed to be set and pulled with
wireline.
II Alternatives Uses:
1.) To suspend and pack-off Gas Lift Mandrels when the tubing has no
other means of Gas Lift.
2.) To act as the sealing element of Tubing Plugs or Sub-Surface Safety
Valves when a landing nipple is not available.
3.) As a seal above the screen in Through Tubing Gravel Packs.
III Operation: To Pack-Off a tubing leak, a complete Pack-Off Assembly must be
utilized. These are anchored in position by the use of a Lower and
Upper Tubing Stop. The Pack-Off Assemblies are joined together with
Spacer Pipe, sealed with a Stinger on the lower side with the pipe
screwed into the Upper Pack-Off Assembly.
IV Running: Assuming the tubing leak has been located;
1.) Run and Set Lower Tubing Stop below leak with enough distance
allowed to set the Lower Pack-Off Assembly below the leak also. (at this
point an equalizing Hose should be connected between the Tubing and
Casing.)
2.) Using Pack-Off Running Tool, Go-In-Hole with the Lower Pack-Off
Assembly set down on top of Tubing Stop, jarring sufficiently to set and
release the Pack-Off Assy.
3.) Using the same Pack-Off Running Tool, Go-In-Hole with the Upper
Pack-Off Assy. with spacer pipe and stinger screwed onto bottom. Set
the Upper Assy. with pipe and stinger into top of Lower Pack-Off Assy.
jarring sufficiently to set and release Pack-Off Assembly. Note: (No
more than 10 of pipe should be screwed onto the Upper Pack-Off
Assembly Due to the weight of the pipe. Should more than 10 of pipe
be needed, then the additional pipe should be run separately using
Stingers and Receptacles.
4.) Pin Upper Tubing Stop to Running Tool and isolate in wireline
lubricator.
Pressure up lubricator before opening to well. (This is very important,
so that the Pack-Off Assemblies dont get moved with the pressure
equalization.) Go-In-Hole with Tubing Stop. Set on top of Pack-Off
and anchor by jarring down to set and release.
272
Note: The Upper and Lower Pack-Off Assemblies are Inter-changeable.
These assemblies SHOULD NEVER be run upside down so that they
can be run together. They have to be run independently of each other.
273
Exhibit 11-1
DDIC Hi-Flow Pack-off
V Pulling: 1.) Equalize Tubing and Casing.
2.) Retrieve Upper Tubing Stop.
3.) Go-In-Hole with Pack-Off pulling tool. Latch Pack-Off Assembly,
jar up to shear pins in Pack-Off, releasing rubber element and
pulling free the stinger. P. O. O. H
4.) Go-In-Hole with Pack-Off pulling tool. Latch Pack-Off Assembly,
jar up to
shear pins in Pack-Off. P.O.O.H.
5.) Retrieve Lower Tubing Stop.
VI Redress (Disassembly):
CLEAN PACK-OFF COMPLETELY WITH SOLVENT
1.) Be sure that shear pins are completely sheared, noted by 1 to 2 of low tube
are exposed. If not completely sheared, place bottom half in a vise and put a
pulling tool into the fishing neck and jar until sheared.
2.) Loosen the allen screw on the bottom half (2) rounds but not to exceed 2
rounds.
3.) Unscrew the bottom half all the way until the top and bottom halves come apart.
You may have to grasp the rubber do-nut to get a good grip on the flow tube.
4.) No disassembly of bottom half required unless set screw is backed out further
than explained above. If so, refer to foot note. ***
5.) Remove rubber do-nut from flow tube.
6.) Unscrew expander mandrel from top half (fishing neck).
7.) Remove sheared aluminum pins from top half.
8.) Pull out flow tube.
9.) Remove O-rings from both ends of flow tube and from inside of expander
mandrel.
10.) Clean all parts again thoroughly before reassembling.
(Reassembly)
1.) Put new O-rings on both ends of flow tube.
2.) Slide flow tube into the top half and push down hard to set the O-ring into
place inside the top half.
3.) Look through the shear pin holes and see that the flow tube is completely
seated before inserting shear pins.
4.) Put a new O-ring into the expander mandrel and put some quality thread
dope on the treads.
274
5.) Coat the exposed end of the flow tube with some clean light oil, and push
the expander mandrel down over the flow tube and screw into place.
6.) Slide rubber do-nut down over flow tube.
7.) Take the bottom half and screw onto the flow tube until the rubber
do-nut is snug with the taper on the expander mandrel.
Exhibit 11.2
AD-2 TUBING STOPS
275
8.) Look through the sight hole, by the set screw, and rotate the
bottom half until the milled slot in the flow tube is seen and tighten
the set screw down snug but not too tight into the slot. IT IS NOW
READY TO RUN.
If the set screw is backed out too far the ratchet nut inside will turn. If this
happens, break apart the bottom half and screw the ratchet nut in until it stops, then
back off one to two rounds and line up the milled slot in the nut with the set screw
and tighten set screw just enough to keep the ratchet nut from turning.
When using the new AD-2 Pack-Off several items of :
CAUTION SHOULD BE OBSERVED.
1.) When going down the tubing the Wireline Operator should enter the fluid at a
slow rate of speed, so as not to set the Pack-Off accidentally.
2.) Only 5 to 8 of 1 stem is needed to set Pack-Off. DO NOT JAR
EXCESSIVELY. Jar only 3 to 5 times at the most.
3.) When setting the Pack-Off, use and equalizing hose between the tubing and
casing to maintain equalization at all times. This is especially important with this
Pack-Off due to its holding capabilities. After the top Pack-Off is set pressure up
the lubricator before opening the Master Valve. If a differential between tubing
and casing is established, before the top anchor stop is in place, the upper Pack-
Off assembly will come up the hole.
PRESSURE RATING: 5,000 psi-wp, 10,000 psi-tp. This pressure rating is
based on a correct match between rubber elements and
well condition.
Exhibit 11. 3
DDIC HI FLOW PACK-OFF
276
Exhibit 11.4
AA STOP
DDIC AD-2 PACK-OFF
277
(HEAVY WALL)
PACK OFF INSTRUCTIONS
TO RUN-
1.) Using wireline, pin AD-2 Stop in run position. RIH w/ AD-2 Tubing Stop using GS P/T
to just below desired depth, snapping jars to activate stop. (At this point stop will go no
deeper) Pick up on stop until at desired depth, jar down to set stop and shear GS P/T
releasing stop pooh.
2.) Re-pin GS P/T & run section DDIC P.O. w/ Kobe plug in hole. Enter tubing at
reduced speed so as not to set accidentally, go down and set on top of AD-2. Jar down to
set P.O. and shear GS P/T pooh.
3.) Re-pin GS P/T. Pin AA Tubing Stop in run position, RIH w/ AA Stop using GS P/T- Set
down on top of P.O., jar down to set stop and shear GS P/T. pooh.
TO PULL-
1.) Put as much back pressure on top of plug as possible, (fluid if possible), to help in
equalizing plug.
2.) To equalize plug, the Kobe button must be broken with equalizing prong. RIH w/ prong
on RIT and break Kobe button allowing well to equalize.
3.) RIH w/ GS P/T and latch AA Tubing Stop- jar up to releasepooh
4.) RIH w/ GS P/T and latch P.O. assembly-jar up to shear and release P.O.-pooh
5.) RIH w/ GS P/T and latch AD-2 Stop-jar up to release stop-pooh.
PR-GS TOOL
Exhibit 11.5
278
Exhibit 11.6
DDIC AD-2 PACK-OFF (H.W.)
279
REDRESSING OF D & D AD-2 PACK-0FF
Upper and Lower Pack-Offs are Identical, explanation below refers to one pack-off.
Disassembly: CLEAN PACK-OFF COMPLETELY WITH SOLVENT
1.) Be sure that the shear pins are completely sheared, noted by 1 to 2 of flow tube are
exposed, If not completely sheared, place bottom half in a vise and put a pulling tool
into the fishing neck and jar until sheared.
2.) Loosen the allen screw on the bottom half (2) rounds but not to exceed (2 ) rounds.
3.) Unscrew the bottom half all the way until the top and bottom halves come apart. You
may have to grasp the rubber do-nut to get a good grip on the flow tube.
4.) No disassembly of bottom half required unless set screw is backed out further than
explained above. If so, refer to foot note *.
5.) Remove rubber do-nut from flow tube.
6.) Unscrew expander mandrel from top half (fishing neck)
7.) Remove sheared Aluminum pins from top half.
8.) Pull out flow tube.
9.) Remove O-rings from both ends of flow tube and from inside of expander mandrel.
10.) Clean all parts again thoroughly before reassembling.
Reassembly:
1.) Put new O-rings on both ends of flow tube.
2.) Slide flow tube into the top half and push down hard to set the O-ring into place inside
the top half.
3.) Look through the shear pin holes and see that the flow tube is completely seated before
inserting shear pins.
4.) Put a new O-ring into the expander mandrel and put some quality thread dope on the
threads.
5.) Coat the exposed end of the flow tube with some clean light oil, and push the expander
mandrel down over the flow tube and screw into place.
6.) Slide rubber do-nut down over flow tube.
7.) Take the bottom half and screw onto the flow tube until the rubber do-nut is snug with
the taper on the expander mandrel.
8.) Look through the sight hole, by the set screw, and rotate the bottom half until the milled
slot in the flow tube is seen and tighten the set screw down, snug but not tight, into the
slot. IT IS NOW READY TO RUN.
**Note: If the set screw is backed out too far
the ratchet nut inside will turn. If this happens,
break apart the bottom half and screw the ratchet
nut in until it stops, then back off one to two rounds
and line up the milled slot in the nut with the set
screw and tighten set screw just enough to keep the
ratchet nut from turning.
280
Exhibit 11.7
DDIC AD-2 Stinger & Receptacle
281
Exhibit 11.8
D & D Hole Finder w/ AD 2 Tubing Stop
282
Exhibit 11.8
DDIC Hole Finder
283
Exhibit 11.9
Pack-Off Bridge Plug
284
3 DDIC PACK-OFF BRIDGE PLUG
Running Procedures:
1.) G.I.H. with AD-2 Tubing Stop on GS Pulling Tool. Pass the desired setting depth by
2.) 10 20 ft. Next, stop the wire rapidly, making the jars snap, shearing the pin in the
Stop. This will activate the Stop, allowing it to go no further down the well. At this
time, pull up the tubing, stopping at the desired depth, jar down to set the stop and
release GS Pulling tool. P.O.O.H.
3.) G.I.H. with section Pack Off with Kobe plug, setting down on AD-2 Stop, jar
down to set Pack Off and release GS Pulling Tool. P.O.O.H.
4.) (Before opening well to lubricator) Back pressure the lubricator so that no surge in
pressure exists possibly moving the plug. G.I.H. with AA Tubing Stop setting on
top of Pack-Off. Jar down to set Stop and release GS pulling tool. P.O.O.H.
Note: Before bleeding down the tubing pressure, document the static tubing pressure
for later equalization.
Pulling Procedures:
Back pressure tubing to compensate for the static pressure build-up
1.) G.I.H. with GS Pulling tool with proper length Equalizing Prong. Set down
on top of the AA Tubing Stop. Jar down on Kobe Button breaking the button,
allowing equalization to be verified. Pick up on GS Pulling Tool, if the stop is
latched, then the Kobe Button is broken - Jar up to pull Stop . P.O.O.H.
2.) Remove Equalizing Prong from G.S. Pulling Tool. G.I.H. with GS Pulling Tool.
Set down on Pack Off to latch. Jar - up to release Pack-Off. P.O.O.H.
3.) G.I.H. with GS Pulling Tool. Set on AD-2 Stop. Jar up to release Stop. P.O.O.H.
285
4 /5 DDIC PACK-OFF BRIDGE PLUG
Running Procedures:
1.) G.I.H. with AD-2 Tubing Stop on GS Pulling Tool. Pass the desired setting depth by
10 20 ft. Next, stop the wire rapidly, making the jars snap, shearing the pin in the
Stop. This will activate the Stop, allowing it to go no further down the well. At this
time, pull up the tubing, stopping at the desired depth, slack off on the wire causing
the stop to set at the proper depth. Jar down to set the stop and release GS Pulling
tool. P.O.O.H.
2.) G.I.H. with section Pack Off with Kobe plug, setting down on AD-2 Stop, jar
down to set Pack Off and release GS Pulling Tool. P.O.O.H. NOTE: This step can
also be altered to use the standing valve in place of the kobe plug.
3.) (Before opening well to lubricator) Back pressure the lubricator so that no surge in
pressure exists possibly moving the plug. G.I.H. with AA Tubing Stop setting on
top of Pack-Off. Jar down to set Stop and release GS pulling tool. P.O.O.H.
Note: Before bleeding down the tubing pressure, document the static tubing pressure
for later equalization.
Pulling Procedures:
Back pressure tubing to compensate for the static pressure build-up
1.) G.I.H. with the equalizing bar to either break the kobe equalizer or to shift the
equalizer valve on the standing valve. (This depends on what is in the well, the kobe
plug or the standing valve).
2.) G.I.H. with GS Pulling tool with proper core extension. (4 core extension for 4 stop
and 5 core extension for 5 stop) Set down
on top of the AA Tubing Stop. Jar down on the GS pulling toolshearing the two
3/16 brass pins, driving the core of the AA Tubing Stop downward. Once the stop
core is driven down, the taper lugs are then able to retract, allowing the slips to
release since the taper is no longer forcing them outward. Pick up to pull the stop free
and P.O.O.H.
3.) Remove the core extension from G.S. Pulling Tool. G.I.H. with GS Pulling Tool.
Set down on Pack Off to latch. Jar - up to release Pack-Off. P.O.O.H.
4.) G.I.H. with GS Pulling Tool. Set on AD-2 Stop. Jar up to release Stop. P.O.O.H.
WGWS Health, Safety & Environment
Page 1 2/16/2004
WIRELINE
SERVICES
New Employee Orientation
Policy
It is the policy of this company that new employees receive orientation
and participate in the companys Safety Programs. In addition, employees
will receive any specialized training required to safely and properly
perform his/her job duties. It is the employees responsibility not to
perform any job with which they are not familiar. Wood Group Wireline
Services will expect employees to inform supervision of their job
knowledge deficiencies. No one knows those deficiencies better than the
employee.
Responsibility
The District manager, will help develop and give assistance to the new
employee. He will be responsible to periodically audit the effectiveness
and completion of the orientation process.
The assigned wireline mentor will be the person primarily responsible for
supervising the new employees orientation. After the initial orientation
the assigned wireline mentor should continually solicit employee feed
back on specific training needs and deficiencies. The assigned wireline
mentor should also fulfill the following:
1. Reinforce the concepts and practices of the training in day to day
operations.
2. Perform Task Safety Observations on new employees at least once per
week for a month or longer if needed.
It is the responsibility of the new employee to make the Wireline
Operator aware of the jobs and task in which they are unfamiliar or not
comfortable to perform. No one knows the new employees skill level
better than the employee.
Documentation
Training should be documented whenever possible and should include the
following:
Name of trainer
Subject
Brief outline of material
Employees name and signature
Date
WGWS Health, Safety & Environment
Page 2 2/16/2004
WIRELINE
SERVICES
Purpose & Guidelines
When new employees come to work they immediately begin to form
impressions about the company, job, supervision and fellow employees.
This impression will be formed by the things said, and sometimes by the
things not said. It is important that during this initial period the employee
clearly understand the safety policies of the company and his role and
expected participation.
Like anyone in unfamiliar surroundings, new employees are not likely to
fully grasp all of the job requirements and hazards they fact. For many,
they lack experience and confidence and may be hesitant to ask for help.
For others its simply the fact of being in unfamiliar surroundings. Much
of the success of the safety effort will be dependent on the employee
communicating what they know and dont know. It is imperative the
employee understand that it is OK to say they do not understand a
particular job or task. The alternative is to experience poor job
performance or worse yet personal injury.
New employees will try to make a good impression. Many will take risks
and be hesitant to admit job knowledge deficiencies. Remember over
50% of work place injuries occur to employees who have been employed
less than 12 months. Its not surprising then that 70% of work place
fatalities involve new employees in the same 12-month period.
Many people often ask where do I start? The answer is really pretty
simple.
1. No matter how fast you talk, you cannot cover every rule in one day
and you should not try.
2. Ask the employee a series of questions to determine their job
knowledge and experience. Remember you have to ask! New
employees may be hesitant to admit job knowledge deficiencies.
3. Employees should receive a general hazards orientation and be
assigned to a mentor during their probation period.
4. After being assigned to a crew, the assigned wireline mentor should
begin to train the employee in job specific standards and work
practices.
The new employee orientation is designed to provide basic safety
knowledge. It will also be a time to reinforce or review information he
may know or in some cases not know. Safety awareness and building a
foundation for the proper safety attitude is the primary function of this
orientation. Remember, the new employees attitude will be greatly
impacted (positively or negatively) by this initial education.
WGWS Health, Safety & Environment
Page 1 2/16/2004
WIRELINE
SERVICES
New Employee Safety Orientation Checklist
The first message a new employee should receive is that safety counts. This should be evident by the efforts made to
make the employee aware of our safety programs, policies, and practices. This checklist is to be completed on each
new hire and must be signed by both the employee and his/her supervisor. The completed form is retained in the
employees Personnel File.
General Yes No N/A
Has the employee been introduced to the Safety Department
Has the employee reviewed the WGWS Safety Manual
Does the employee know where safety notices and bulletins are posted?
Has the employee been instructed to report all accidents & signed
WGLS 1606 Accident Reporting & Medical Treatment
Has the employee been instructed in Company Emergency & Accident Reporting
Does the employee understand that unsafe conditions are to be reported immediately
Has the employee been instructed in the WGWS Safety Policy & Mission Statement
Drug and Alcohol Program
Has the employee been provided with a copy of the Company Drug & Alcohol Policy
Has the employee been provided with Drug & Alcohol misuse information as per DOT
Personal Protective Equipment
Does the employee have all of the proper PPE (eyewear, footwear, hard hat, etc.)
Has the employee been instructed in the proper wear and care of PPE
Hazard Communication
Can the employee read and understand a Material Safety Data Sheet
Does the employee know where the MSDS Manual is kept
Can the employee read and understand product hazard warning labels
Training
Has the employee received Explosives Safety Training?
Has the employee reviewed the Company Disciplinary Program for Safety violations
Has the employee been provided with the Company General Safety Rules
Has the employee received the behavior based safety training STOP for Employees
Has the employee received HazMat HM-126 transportation training (Awareness)
Has the employee received Marine Safety Training for offshore work (Awareness)
Has the employee completed and signed the WGWS HS&E Manual
EmployeeName(PleasePrint)
EmployeeSignature
Date
Supervisor Name(PleasePrint)
Supervisor Signature
Date
1
JOB SAFETY AND ENVIRONMENTAL ANALYSIS
1) ASSIGN THE RIGHT TEAM - Knowledge, Experience, Committed, Confident, Empowered
2) UNDERSTAND THE STEPS / DEFINE THE HAZARDS What are the hazards? Gather appropriate resources.
3) EXECUTE - Influence, Manage, Lead, Assign Responsibility to Recommended Actions to Reduce / Eliminate Hazards
Team Members (Print Name) Signature Job Title Employer
PLATFORM / RIG LOCATION: DATE:
PERSON-IN-CHARGE OF JOB (PIC):
PROJECT DESCRIPTION:
Basic Job Steps
(List the tasks involved)
Potential Hazards
(What IF? What could go wrong?)
Recommended Actions
(Eliminate or reduce hazards.)
Responsible Party (Signature)
(Who ensures action taken?)
(1). Positioning equipment on deck
Equipment movement, trip hazard,
restricted walk area, struck-by, or
against equip.
Chain off unit, use caution tape on chain,
and hoses; Good communication with crane
operator, try to place equip. in open area.
(2). Rigging up wireline, Lubricator
and tool string.
Pinch points, eye injury, back strains;
slips trips and falls.
Use lubricator stand, Proper PPE when
spooling, or cutting wire. Use proper lifting
techniques & beware of conditions of
weather, oily decks & tools. Keep area clean
and use caution tape around work area.
Date:
WIRELINE
SERVICES
2
JOB SAFETY AND ENVIRONMENTAL ANALYSIS
Basic Job Steps (List the tasks) Potential Hazards
(What IF? What could go wrong?)
Recommended Actions
(Eliminate or reduce hazards.)
Responsible Party (Signature)
(Who ensures action is taken?)
(3). Remove tree cap, and install tree
connection.
Hydrocarbon releases, bad threads,
falls, and high pressure
Confirm swab valve is closed, do not
assume anything. Check threads on
tree connection, and wellhead. Use
stand to work on tree, make sure
pressure is off tree cap.
(4). Remove hatch cover, and hoist
and stab lubricator on tree.
Strained back, pinch points, struck, by
lubricator, open holes, and falls
Get help if needed, use good
communication with crane operator.
Keep hands clear of lubricator. Use
barricade.
(5). Tested Lubricator High pressure leaks, hoses blow out Stay clear while testing, use whip
check on hoses, and dont over use
Teflon tape.
(6). Stabbing lubricator between trips Pinch points, struck by lubricator and
tools. Falling objects, hydrocarbons
releases
Keep hands clear of lub. beware of
lubricator swing. Keep containment
pans around riser
(7). Rigging down equipment Slips trips, falls, back strains, stuck
by; open hole, stab, or cut by wire
Keep area clean, get help when
needed, good comm. Barricade over
hole until hatch is install. Pigtail wire
after cutting off unit, or stuffing box.
What could go wrong in the job I am
about to perform that could result in a
fatal injury to my fellow worker or
myself?
All
How could my task adversely affect
other workers on this platform?
All
What are the major hazards associated
with the task at hand?
All
What are we (workers) going to do to
mitigate or eliminate the risks we
have identified?
All
WIRELINE
SERVICES
Wood Group Wireline Wins the ChevronTexaco Contractor
Outstanding Crew Safety Award
Accepting the award is from left to right: Marvin Culpepper (Belle Chase, LA. Wood Group Operation Manager), Ken Blanchette
(ChevronTexaco MP 299 Field Support Team Leader), Scott Girouard (Broussard, LA. Wood Group District Manager), Steve Rees
(ChevronTexaco MP 299 Petroleum Engineer), Darlene Herrin (Wood Group Regional Administration Manager), Eric Sirgo
(ChevronTexaco MP 299 Asset Manager), Andrea Broussard (Wood Group HSE Administrator), Chuck Crosby (Wood Group
Wireline General Manager), Chadd Richard (Wood Group Sales Manager), Mike Herrin (Wood Group Regional Manager)
ChevronTexacos North America Upstream Gulf of Mexico Business Units recently awarded the Outstanding Crew Safety Award to
Wood Group Wireline Services. The award was in recognition of outstanding work and safety performances by Wood Group
Wireline service crews located within the Main Pass 299 area for ChevronTexaco.
As announced by Doug Lanier with ChevronTexaco at the 1
st
Annual Contractor Award Luncheon, Wood Group Wireline Crews has
consistently demonstrated their commitment to HES while working for ChevronTexaco jobs. All appropriate HES policies and
programs were followed and HES processes utilized. These crews participated in meeting with other contractors and/or
ChevronTexaco, if applicable. They communicated well with the ChevronTexaco representative and the quality and efficiency of the
work completed only reinforces that safety, quality and efficiency can be accomplished together.
Employees of Wood Group Wireline, in recognition, of their accomplishment were awarded jackets from Doug Lanier
(ChevronTexaco Vice-President Gulf of Mexico Shelf) and Rhonda Zygocki (ChevronTexaco Corp. Vice-President Health,
Environment and Safety) were J oe Myers, Charles Ellard, Randy Ryder, Chase Sonnier, J onathan Guidry, Brandon Bergeron, J ason
Sonnier, Kevin Labiche, Darren Labiche and Scott Ellard. This core group of employees has also put forth a TEAM effort in setting
and accomplishing goals in the MP 299 area for an outstanding accumulation of 422 days and 34,341 man-hours working IFO
Incident Free Operations so far with even higher numbers being added each day. Company wide the Wireline Division has built some
outstanding figures in No Lost Work Days in the lines of safety. Currently the divisions from along the Louisiana Gulf Coast and
divisions from South Texas have surpassed a total of 1,174,909 man-hours and 898 days accident free.
Mike Herrin, Wood Group Regional Manger stated that this award is an outstanding symbol of recognition for the focus our
employees have worked on continuing our safety efforts. This award is a great motivator for each employee in the field and in
management support because it is like a pat on the back for a job well done from our clients. Safety is preached each moment of the
day and this award is a reminder to the employees that our clients do recognize a job well done and reward them for it.
You might also like
- Working Guide to Drilling Equipment and OperationsFrom EverandWorking Guide to Drilling Equipment and OperationsRating: 5 out of 5 stars5/5 (9)
- The Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbFrom EverandThe Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (11)
- Wireline Surface EquipmentDocument14 pagesWireline Surface EquipmentAdenta Hadi Aranto75% (4)
- NORSOK Standard Wireline Equipment RequirementsDocument14 pagesNORSOK Standard Wireline Equipment RequirementsRio de Mario100% (2)
- Wireline OperationsDocument132 pagesWireline OperationsJude80% (5)
- Slickline DownholeToolsDocument238 pagesSlickline DownholeToolsTg Tarro100% (2)
- Wire Line Operation and EquipmentDocument122 pagesWire Line Operation and Equipmentmissaoui100% (3)
- Wire Line Pressure Control EquipmentDocument39 pagesWire Line Pressure Control EquipmentStan Andrei100% (1)
- Wire LineDocument54 pagesWire LineAbid Ali88% (8)
- 6 Slickline OperationsDocument302 pages6 Slickline OperationsAntonio Bevilacqua100% (4)
- SLB Wireline Services CatalogDocument177 pagesSLB Wireline Services CatalogPetro111180% (5)
- Slickline BasicsDocument86 pagesSlickline BasicsAmiromaan100% (7)
- PARVEEN Measuring Line Stuffing Boxes and Lubricator RisersDocument46 pagesPARVEEN Measuring Line Stuffing Boxes and Lubricator RisersKedai KopiNo ratings yet
- E-Line and Braided LineDocument40 pagesE-Line and Braided LineLherrera07No ratings yet
- NEW ERA DOWNHOLE FLOW PROFILESDocument9 pagesNEW ERA DOWNHOLE FLOW PROFILESPondok Huda100% (1)
- Basic Cable&Cable CareDocument45 pagesBasic Cable&Cable CarePrakhar Sarkar100% (1)
- Wire Line Procedure EniDocument318 pagesWire Line Procedure EniMahmoud Ahmed Ali Abdelrazik100% (4)
- STC1 S2 Slickline I v.2Document165 pagesSTC1 S2 Slickline I v.2Siew Qian100% (1)
- Wireline NotesDocument46 pagesWireline NotesDavide Boreaneze100% (15)
- Wireline (Cabling) - WikipediaDocument9 pagesWireline (Cabling) - Wikipediaharshpatel18100% (2)
- 10d Slickline Operations PDFDocument2 pages10d Slickline Operations PDFgandalf the gray100% (2)
- Halliburton PLTDocument16 pagesHalliburton PLTbahmangNo ratings yet
- Wireline Slickline Training ProgramDocument1 pageWireline Slickline Training ProgramPurwanto Pur100% (4)
- 02 DownholeDocument84 pages02 Downholerajibsingha100% (1)
- Wireline OperationDocument90 pagesWireline Operationjarbas.otoni88% (8)
- Slickline TenderDocument10 pagesSlickline Tender李四江No ratings yet
- Dowhole Tools - SlicklineDocument34 pagesDowhole Tools - SlicklineAdonis Saidler100% (8)
- Slickline CalculationsDocument0 pagesSlickline CalculationsKHALEDFEKAIR100% (2)
- Wireline Operation Course - Mahmoud F. RadwanDocument184 pagesWireline Operation Course - Mahmoud F. RadwanSaeed Vaezian100% (9)
- Wireline PresentationDocument22 pagesWireline Presentationjuanjose2987100% (9)
- Slickline Training ManualDocument22 pagesSlickline Training ManualMmadu Vivian Chiamaka100% (5)
- Slickline PerforatingDocument2 pagesSlickline PerforatingDavid Kusuma100% (1)
- Slickline-Tools Catalog en WebDocument57 pagesSlickline-Tools Catalog en Webneoamn100% (1)
- Slick LineDocument10 pagesSlick LineChoochart Thongnark100% (1)
- Wireline PCE PDFDocument56 pagesWireline PCE PDFMuhammad ShahrukhNo ratings yet
- Coil TubingDocument14 pagesCoil TubingMAKTAR5422100% (3)
- Catalogs - SchlumbergerDocument2 pagesCatalogs - SchlumbergerchengcaiwangNo ratings yet
- Introduction To WirelineDocument24 pagesIntroduction To WirelineMarcos Serrão86% (7)
- 59 PSL Wireline Basic Manual Rev2Document128 pages59 PSL Wireline Basic Manual Rev2Tebengz ShakespearNo ratings yet
- Wireline Operations: Well Inteevention Team - Aspac RegionDocument36 pagesWireline Operations: Well Inteevention Team - Aspac RegionRoni Aurindo100% (2)
- 2015 Wireline Services Catalog (Full Permission)Document233 pages2015 Wireline Services Catalog (Full Permission)SanPer86No ratings yet
- Nov Asep Elmar Ict WL Tools Poster v3Document95 pagesNov Asep Elmar Ict WL Tools Poster v3Victor Martinez100% (1)
- CTES - Coiled Tubing ManualDocument934 pagesCTES - Coiled Tubing Manualsurakhi2011100% (13)
- 010 Wireline LoggingDocument23 pages010 Wireline LoggingKami Oey100% (1)
- Well Integrity for Workovers and RecompletionsFrom EverandWell Integrity for Workovers and RecompletionsRating: 5 out of 5 stars5/5 (3)
- Measurement While Drilling: Signal Analysis, Optimization and DesignFrom EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNo ratings yet
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Casing and Liners for Drilling and Completion: Design and ApplicationFrom EverandCasing and Liners for Drilling and Completion: Design and ApplicationRating: 5 out of 5 stars5/5 (3)
- Managed Pressure Drilling: Modeling, Strategy and PlanningFrom EverandManaged Pressure Drilling: Modeling, Strategy and PlanningRating: 5 out of 5 stars5/5 (3)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNo ratings yet
- Fundamentals of Gas Lift Engineering: Well Design and TroubleshootingFrom EverandFundamentals of Gas Lift Engineering: Well Design and TroubleshootingRating: 5 out of 5 stars5/5 (2)
- Applied Drilling Circulation Systems: Hydraulics, Calculations and ModelsFrom EverandApplied Drilling Circulation Systems: Hydraulics, Calculations and ModelsRating: 5 out of 5 stars5/5 (4)
- h17240 WP Isilon Onefs Nfs Design Considerations BPDocument44 pagesh17240 WP Isilon Onefs Nfs Design Considerations BPSallie ChaitNo ratings yet
- Atomstack S20 Pro 20W Wood Laser Cutter 130W Quad Laser Engraver PDFDocument24 pagesAtomstack S20 Pro 20W Wood Laser Cutter 130W Quad Laser Engraver PDFMiao XuNo ratings yet
- Shop Floor ManagementDocument13 pagesShop Floor ManagementHarshal DateyNo ratings yet
- Jeene Ki Rah GujaratiDocument421 pagesJeene Ki Rah GujaratihemantchawdaNo ratings yet
- Fuzzy AHP and TOPSISDocument21 pagesFuzzy AHP and TOPSISYogesh Kumar SharmaNo ratings yet
- Worldlink For All ClassroomsDocument9 pagesWorldlink For All ClassroomsqorchianwarNo ratings yet
- B1-15b 15.12-Air SystemsDocument29 pagesB1-15b 15.12-Air SystemsCed SisonNo ratings yet
- Academic Performance of Senior High School Students During Online Classes ImplementationDocument3 pagesAcademic Performance of Senior High School Students During Online Classes ImplementationJulianne BeltranNo ratings yet
- Usw Industrial PDFDocument4 pagesUsw Industrial PDFChristian Javier Lopez DuranNo ratings yet
- Power BI + Azure - Microsoft Power PlatformDocument6 pagesPower BI + Azure - Microsoft Power Platformbhargavc7No ratings yet
- Systems Manual Simatic ET200S PDFDocument666 pagesSystems Manual Simatic ET200S PDFpandhuNo ratings yet
- Week 011-013 Presentation ReportingAggregated Data Using The Group FunctionsDocument27 pagesWeek 011-013 Presentation ReportingAggregated Data Using The Group FunctionsPachi PlumsNo ratings yet
- Guru Nanak Dev UniversityDocument17 pagesGuru Nanak Dev UniversityAnimesh salhotraNo ratings yet
- Potential Augmented Reality Applications in The Mining IndustryDocument15 pagesPotential Augmented Reality Applications in The Mining IndustryEduardo MenaNo ratings yet
- VIV A3N AFM Latest 1641151710109Document1,404 pagesVIV A3N AFM Latest 1641151710109Arom Eli Hernández MontielNo ratings yet
- Computer Hardware Worksheet / Quiz: Make Sure That The Worksheet Is Saved Into The Network Drive Folder For CreditDocument2 pagesComputer Hardware Worksheet / Quiz: Make Sure That The Worksheet Is Saved Into The Network Drive Folder For CreditRaimundo LimaNo ratings yet
- Automated Sign Language InterpreterDocument5 pagesAutomated Sign Language Interpretersruthi 98No ratings yet
- Intercompany FAT - FMT ProcessDocument17 pagesIntercompany FAT - FMT ProcessDebjit RoyNo ratings yet
- CISSP NotesDocument95 pagesCISSP Notespranjay1487No ratings yet
- Lab Manual Industrial AutomationDocument48 pagesLab Manual Industrial Automationrashmi patilNo ratings yet
- A Theorem On Hurwitz SeriesDocument3 pagesA Theorem On Hurwitz Seriesykw kcckcNo ratings yet
- SECTION 2-TRANSCRIPTS-225 CâuDocument7 pagesSECTION 2-TRANSCRIPTS-225 CâuvipseceNo ratings yet
- Jsoup Free EbookDocument23 pagesJsoup Free EbookgvcsvgNo ratings yet
- WMS Rules Engine ExamplesDocument59 pagesWMS Rules Engine Examplesfloatingbrain78% (9)
- Mobile heat treatment equipment for preheating and annealing metal objectsDocument2 pagesMobile heat treatment equipment for preheating and annealing metal objectsAnand SankarNo ratings yet
- 64cc7d3e2b60ad241835f230 - Marshall 8 - EN - Web - 0804Document2 pages64cc7d3e2b60ad241835f230 - Marshall 8 - EN - Web - 0804ahmed gazzarNo ratings yet
- NCC Output 2023 06 03 1685772274Document13 pagesNCC Output 2023 06 03 1685772274uglyface007No ratings yet
- ILLUMINATION LAYOUT OF INVERTER STATION (TYPICAL) - 8VSG592702-19009 - Rev A - CAT I - 12.12.2020Document3 pagesILLUMINATION LAYOUT OF INVERTER STATION (TYPICAL) - 8VSG592702-19009 - Rev A - CAT I - 12.12.2020Pcman YeohNo ratings yet
- Day Code ExceptionsDocument12 pagesDay Code ExceptionsbrianweldtNo ratings yet
- Electric SkinDocument17 pagesElectric Skinabhisekh mohantyNo ratings yet