Professional Documents
Culture Documents
Kaynak-Metalurjisi-Sare-Celik - Soğuma Diyagramları 1111111
Uploaded by
wenigmaOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Kaynak-Metalurjisi-Sare-Celik - Soğuma Diyagramları 1111111
Uploaded by
wenigmaCopyright:
Available Formats
KAYNAK METALURJS
Ders Notlar
Yrd.Do.Dr. Sare ELK
BA MHENDSLK MMARLIK FAKLTES
MAKNA MHENDSL BLM
KAYNAK METALURJS
Giri:
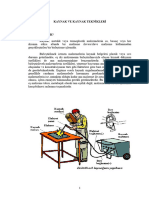
Pratik olarak ok az bir ksm hari btn kaynak yntemleri kaynak yerinin ergime
scaklna kadar stlmasn gerektirir.
Kaynak tekniinde kullanlan s kaynaklar, elektrik ark, elektrik diren ss, srtnme ss,
oksi-asetilen alevi veya elektron bombardman gibi uygulanan ynteme gre deiebilir.
Gerek ekonomik kaynak balantlarnn salanmas, gerekse dier baz sebeplerden dolay
stma mmkn olduu kadar lokalize edilmelidir. Bu da mesela elektrik ark veya gaz alevi
gibi dardan s kullanld zaman, s kaynann ok yksek scakla ve byk bir enerji
kullanmn gerektirmektedir. Ergime veya ergime derecesine yakn lokal stma, abuk bir
stmaya karlk gelir. Is kayna kaldrldnda, kaynak yerine bitiik souk metalde s
kondksiyon yoluyla yayldndan, ayn zamanda abuk bir souma meydana gelir.
Metallerin yksek scakla kadar stlmas, esas metalde i yap deiiklikleri meydana
getirir ve evresindeki atmosferle scak veya ergimi haldeki metal veya alam elemanlar
arasnda baz kimyasal reaksiyonlarn meydana gelmesine sebep olabilir. Dier taraftan esas
metal ve ilave metal ile curuf arasnda bu ilem srasnda kimyasal reaksiyonlar da meydana
gelmektedir. Scakln kimyasal reaksiyonlar zerine etkin bir tesiri vardr, ve yksek
scaklklarda birok reaksiyonlar ok daha abuk meydana gelir. Difzyon ilemi de ayn
zamanda scakla baldr. Difzyon dier taraftan metallerde meydana gelen birok yap
deiikliklerinin sebebidir. u halde scaklk ve scaklk hz, snn etkisi altnda kalan
metalde, meydana gelen i yap deimesi zerine en byk etkiye sahiptir.
Erime kabiliyeti yine scakla bal baka bir faktrdr. Elemanlarn metaller iersindeki
erime kabiliyeti normal olarak artan scaklkla ykselir ve doymu solsyonlar soutulduu
zaman kelme meydana gelir ki, bu da metalin zelliklerine nemli lde etki eder.
Bir metalin mekanik zellikleri daima artan scaklkla azalr. Mesela bir metalin ekme
gerilmesi ergime noktasnda sfra iner ve bu halde metal hibir ekme gerilmesine kar
koyamaz. Kaynak ilemi esnasnda lokal snmalar dolaysyle, snma ve souma annda
gerilmeler meydana gelir ve stma ilemi srasnda byk scaklk farklarnn meydana
getirdii plastik deformasyonlar metalde artk gerilmelerin domasna sebep olur.
Yukarda bahsedilenlerden anlalabilecei gibi kaynak ilemi metalin yapsna dolaysyle
zelliklerine etki etmektedir. Ayrca gnmzde, yksek, gl kaynak yntemlerinin
gelimesiyle kaynak edilecek malzeme kalnl artm, kaynak hzlar ykselmitir. Kaynak
srasndaki enerji girdi ktlar, ergime srasndaki ve katlama srasndaki reaksiyonlar,
fazlar arasndaki bantlar, kaynak metalurjisinin nem kazanmasna neden olmutur.
Kaynak genelde demir esasl malzemelere uygulanan bir ekil verme ilemi olduundan elik
metalurjisi hakknda zet bilgi vermek gerekir.
eliin Tanm ve Trleri
Demir, iersinde ok az C bulunan bir elemandr. Demir esasl, iersinde % 2 ye kadar C
ieren alamlara elik diyoruz. % 2- 6.67 C ieren demir esasl malzemeler dkme demir
olarak adlandrlr. Saf metal bnyesinde onun kabul edebilecei baz katk elemanlar ilave
ederek dayanmlar arttrlabilir. Buna alamlandrma denir. Alamlandrma ayn zamanda
metalin sertliini de arttrr. Demire ilk katlan element C olmutur. ok az miktarda
katldnda mekanik zelliklerde ve sertlikte nemli derecede ykselmeler olur. O zaman
eliin ilenmesi ve kaynak edilebilirlii giderek azalr. Karbonlu elikler, demir iersine
yalnzca C ilavesiyle yaplan alamlardr. C oran % 0.15-0.50 ye kadar olan elikler yap
elikleri adn alrlar. eliin ilenebilirliini ve kaynak edilebilirliini yitirmeden ona yksek
mukavemet kazandrmann baka bir yolu da iine karbondan baka alam elemanlar
katmaktadr. Mn, Si, Mo, Cr, Ni, V gibi alam elemanlar katlarak daha az sert fakat yksek
mukavemet elde edilebilir. te bu alam elemanlar dk alaml elikler ad verilir.
Alam katk elemanlar dkse alamn bnyesine demir hakim olmaya devam eder. Bu tr
yapya ferritik elik grubu denir. Karbonlu elikler ve dk alaml elikler bu gruba girer.
Kaynaklama ynnden bu elik ailesi byk nem tar. Alam katk elemanlar belli bir
oran anca, alam bnyesi iinde demir hakimiyetini yitirir, deiik yaplar oluur. Bunlara
yksek alaml elikler denir. En nemli grubu da paslanmaz eliklerdir. Ayrca demir esasl
olmayan alamlar da vardr. Bu alamlarn iinde demir ya hi yoktur ya da ok azdr.
Bunlar elik szcnn dnda, hangi element hakimse onun ismini alrlar. Ni alamlar, Ti
alamlar, Cu alamlar gibi
Fe-C alamlarna pratikte verilen isimler aadaki tabloda verildii gibidir.
Tablo 1: Fe-C alamlarnn ald isimler
% C sim
< 0.05 Demir
0.05 2.0 elik
0.15-0.50 Yap elii
0.50-2.0 Makine Takm elii
2.0 4.5 Dkme Demir
Tane (Billur)
Tane ve Billur e anlaml szcklerdir. elik tanesel yapya sahip bir katdr. Tabiattaki
mevcut 92 elementin 70 i tanesel yapdadr. Cam tanesel deil amorf yapdadr. Tanesel
yapnn belli bir ekli ve belli bir bykl yoktur. rnek vermek gerekirse, eliin tane
byklkleri m (mikron) mertebesinden mm mertebesine kadar deiebilir. Bu bykle
bal olarak da ince taneli veya kaba taneli elik isimlerini alr. Orta byklkteki bir elik
tanesi 10
18
atomdan oluur ve 0.1 mlg gelir.
sv kat tane snr
Sv ekirdeklenme Dentritler Adacklar Taneler
ekil 1.1. Tane Oluum Aamalar
Tane oluumu ekilde grld gibi meydana gelir. Katlama balangcnda atomlar
kk topluluklar halinde nce ekirdekleir. Bunlar gittike byyerek dentritleri ve
devamnda yzen adacklar olutururlar. Adacklarn birbirleriyle direkt temasta olduu anda
artk katlama tamamlanm demektir. Katlamadan sonra hareketliliini kaybeden
adacklara tane denir.
ekirdek oluum hznn, tane byme hzna oran arttka yap ince taneli olur. Erimi metal
ierisindeki ufak kalntlar ekirdek oluumunu tevik eden faktrlerdir. Ar souma
ekirdek oluumunu erken oluturan dier bir faktrdr. Fakat trblansn kuvvetli olduu
kaynak banyosunda bu nemli saylmaz. Souma hz, ekirdek oluumuna kristal byme
hzndan daha fazla etki eder. Bylece souma hzn arttrarak taneyi ufaltabiliriz.
Kristal Kafes
Tane iinde atomlar fevkalade dzgn geometriler eklinde dizilmilerdir. Bu dzenli kafese
kristal kafes denir. Kafesin ayn olan en kk geometrik birimine birim hcre denir.
Milyonlarca, trilyonlarca birim hcre bir araya gelerek kristal kafesi oluturur. elik iin
birim hcre bir kptr. Her kesinde Fe atomu, merkezinde C atomu yerlemitir. Buna
hacim merkezli kp ( HMK ) denir. Kbn kenar uzunluu 2.86
A ( angstron ) dur. 350 birim
hcre yan yana gelse ancak 1 m (mikron) uzunluk eder. plak gzle 0.1 mm lik bir
uzunlukta birim hcreyi grmek iin 35.000 adedinin bir araya gelmesi gerekir.
Birim hcrenin geometrik ekilleri:
- Yzey merkezli kp (YMK)
- Tetragonal (kare prizma)
- Ortorombik (dikdrtgen prizma)
- Hexagonal (altgen prizma)
nemli saylabilecek rnekler olarak gsterilir.
Tablo 2: Baz metallerin birim hcre ekli ve bykl
Birim Hcre Element Kenar Uzunluu
A
HMK
Fe
Cr
V
Mo
W
2,86
2,88
3,04
3,14
3,16
YMK
Ni
Cu
Al
3,52
3,61
4,04
1
A = 10
-10
m = 10
-7
mm
Allotropi
Istlrken bir scakla gelindiinde kristal kafes yapsn deitiren metallere allotrop metal
denir. Fe bu zellie sahiptir. 910
C ye kadar HMK iken bu scaklktan sonra YMKe
dnr. 1394 (1410)
C de ise tekrar HMK ekle dnr. Olay tersinirdir. Ayn olaylar
katlarken de meydana gelir.
elik iinde durum ayndr. Tek fark eliin iindeki C oranna gre dnm scaklklarnn
deimesidir. Kaynak asndan allotropi ok nemlidir. nk ancak allotropik zellie
sahip alamlar sourken sertleirler.
Kaynak srasnda sertleen malzemeler allotrop malzemelerdir. Isl ilemle gerilim giderme de
ancak allotrop metal ve alamlarn kaynanda gereklidir. Bu adan bakldnda ferritik
elikler allotropik zellie sahiptirler. Ostenitik paslanmaz elikler deildirler.
Soukta (HMK) Scakta (YMK)
ekil 1.2. Karbonlu eliin iki birim hcresi
Tablo3: Scaklkla kristal kafes geometrilerini deitiren ve deitirmeyen baz metaller
Deitirenler Deitirmeyenler
Fe
Mn
Co
Sn
Al
V
Cr
Ni
Cu
Mo
W
Metalsiler
C
Si
Kat Eriyik ve Karbr
ki maddenin atomsal yada moleklsel mertebede karmna eriyik bu olayn kat halde
olmasna kat eriyik denir. Eriyebilmenin bir snr vardr. Bu snra doyma diyoruz. Scaklk
arttka eriyebilirlik artar. Demirde C nu iinde eritir. Eritme oda scaklnda ok az,
scaklk arttka artar. Allotropik scakla eriince eritebilirlii 100 misli artar. Oda
scaklndaki eriyie kat eriyii, birinci allotropik snrn zerindekine kat eriyii ikinci
allotropik snr zerindeki kat eriyiine kat eriyii denir. Kaynak olay iin ilk ikisi
nemlidir.
elik sourken C eritme kabiliyeti azalr. Ve C kelmesi olur. zellikle allotropik
scakl geerken eritme kabiliyeti aniden der ve ktlesel C kelmesi olur. kelen
karbon C scaklnda etkisiyle ( 723 910
C)ede Fe ile kimyasal birleme yaparak karbr
(Fe
3
C) molekln oluturur. Buna sementit ad verilir. Bu nedenle oda scaklnda elik
yaps () kat eriyii ile sementit karmdr.
Genel bir kural olarak kat eriyikler snek, karbrler gevrek ve serttirler. Dolaysyla eliin
sneklilii () kat eriyiinden sertlii de demir karbrden ileri gelir. Bu harman deitirilerek
arzulanan yap gelitirilir. elie katlacak katk maddeleri ( Mn,Si,Mo,Cr,Ni ) demirde erirler
ve ancak eriyebildikleri lde katlrlar. Metaller kendi aralarnda kimyasal olarak
birleemediklerinden elii C dan daha az gevrekletirirler, fakat dayanmn ykseltirler.
Fe C DENGE DYAGRAMI VE FAZ YAPILARI
eliin metallurjik yapsn hem scaklk hem de ( C ) oran ile deitiini gsteren diyagrama
( Fe C ) denge diyagram denir.
ekil 1.3. Fe-C Denge Diyagram
Faz, kendine zg atom dzenine sahip ve snrlarla evrili bir yap elemandr. elik eitli
fazlarn karm eklindedir. Faz diyagramndan bu yaplarn hangi C oranlarnda ve
scaklklarda, elik bnyesinde hangi oranlarda olduklarn karmak mmkndr. Ancak
fazlarn yapsal farkllklar gzle grlmez mikroskopla bytme ve metalografik alma
gerektirir. Yap elikleri en fazla %0,5 C ierir. Buradan da kocaman Fe C denge
diyagramnn kaynak ynnden bizi ilgilendiren ksm soldaki ilk stundur. Buradan hareketle
elik oda scaklnda HMK yapdadr. erisindeki C oranna gre isimler alr. yleki;
FERRT; bir kat eriyiktir. Buna () kat eriyii de denir. Demirin soukta C nu eritme
kabiliyeti ok dk olduundan ferrit dey eksene ok yakn hatta akk durumdadr.
PERLT; %0,8 C ierir. Dier ad tektoiddir. Levhal yapdr. Gevrek sementit (Fe
3
C )
levhalar arasnda yumuak ferrit dolgular vardr.
ekil 1.4. eliin karbon oranyla deien yaps
C oran %0,8den az olan eliklerde ferritin fazlas tane snrlarnda birikir.
723
C ye kadar elik HMK yapdadr. Bu scaklktan sonra kafes yaps deimeye balar.
( YMK ) olur. Ferrit ve perlit fazlar da eriyerek tek bir faza dnr. Bu deimelerin
balad ilk scaklk ALT KRTK SICAKLII ( A
1
) denir.dnmelerin sona erdii
scaklkta ST KRTK SICAKLII ( A
3
) dr. ( A
1
) sabit olmasna karlk ( A
3
)
deikendir.C oranna baldr.
OSTENT; st kritik scakln zerinde eliin sahip olduu yeni yapdr. kat eriyii
olarak da adlandrlr. Bu faz C nun demir iinde daha yksek oranlarda eriyebildii bir
fazdr. Mikroskop altnda () ve () kat eriyiklerinin grnm ayndr. ki fazn ince
ayrnts k mikroskobunun snrl olan 2000 bytmesiyle grlmez. Ancak elektron
mikroskoplaryla 4 milyona varan bytmeyle HMK ve YMK birim hcreleri seilebilir.
Daha st scaklklardaki elik yaps kaynak asndan nemli deildir. Bu nedenle ayrntlara
girilmeyecektir.
Kaynak dikii sourken yukarda anlatlan dnmler ters bir sra izleyerek oda scaklna
inilir. Ancak tek bir artla bu dnmler salanr. O da souma fevkalade yava olmas
gerekir. Pratikte ou zaman bu gereklemez. Ve de diyagramda anlatlan teorik
dnmlerle karlalmaz.
SOUMA DYAGRAMLARI
Karbonlu elik 3 farkl rejimle sour.
(A) diyagram; ar yava souma
(B) diyagram; srekli souma
(C) diyagram; kademeli souma
Bu diyagramlarn iziminde (A) diyagramnda dey eksen (
C) scaklk ve yatay eksen (% C)
deiken alnrken zaman parametre olarak dnlmtr. (B) diyagramnda (
C ) scaklk
ve ( t ) zaman deiken ( % C ) oran parametre alnmtr. (C) diyagramnda (
C ) scaklk ve
( t ) zaman deikeni ( %C) oran parametre alnmtr.
ekil 1.5. eliin souma diyagramlar
A Diyagram:
Bu diyagramda % 0,30 C ihtiva eden bir eliin sonsuz zamanda souma ( ok ok yava ) ile
bnye dnmleri grlmektedir. Souma hz arttka C oranna bal olarak yap
dnmlerinin ok daha dk scaklklara indii grlyor.
B Diyagram: ( Srekli Souma )
Bu diyagramda 3 farkl hzda souma ile yap dnmleri grlmektedir.
1 numaral souma hznda, 0,3 Clu elik A diyagramnda 800
C civarnda ostenit
bozunmaya balarken B diyagramnda bu bozunma 700
C dolaylarna inmektedir. Bu
bozunmada 670
Cye kadar ferrit, 645
Cde perlit olumakta ve dnm tamamlanmaktadr.
2 numaral souma hz daha hzldr. Ve ostenitin bozunmas 500
Cye kadar inmektedir. Bu
dereceye kadar gecikmi dnmden BEYNT ad verilen bir yap domutur. Bu yap ferrit
ve perlitten daha makbuldr. Mukavemeti yksektir. stelik de snek bir yapdr. Darbelere
kar direnci iyidir. Beynitin yanndaki soru iareti hzl souma hzlarnda beynite dn
reaksiyonu ok yava olduundan yapnn martenzite dnm sz konusu olur. Bu nedenle
ansa kalan bu blm kesik izgilerle belirtilmitir.
3 numaral ok hzl souma hznda ostenitin bozunmas 350
Cye kadar iner ve hemen
martenzit yap oluur. Sert ve krlgan bir karakter ortaya kar. zellikle kaynak dikilerinde
hi istenmez. Martenzite dnm balangc ( Ms ) ile bitii ( Mf ) ile belirtilmitir. eliin
oluum katklar arttka ( Ms ) daha da alt scaklklara der. Baz hallerde ok ar soutma
hzlarnda ostenit dnme uramadan oda scaklna iner. Buna kalnt ostenit denir. Bu
kararsz bir yapdr pek istenmez.
C Diyagram: ( Kademeli Soutma )
Srekli soutma ile kademeli soutma arasndaki diyagramlarda benzerlik vardr. Fakat
aralarndaki en nemli fark beynit blgesidir. Srekli souma diyagramnda kararsz grnen
bu blge kademeli soutmada kararl hale dnr. Kademeli soutmann amac istenilen
dnmn gereklemesine frsat tanmaktr.
1 numaral souma hznda, belli bir scaklkta bekleme sresi vardr. Bu sre sonunda
nce ferrit sonra perlit dnm tamamlanr.
2 numaral souma hz daha dk scaklklarda beklemektedir. Burada tm ostenit
beynite kararl ekilde dnr.
3 numaral bekleme Ms ve Mf scaklklar arasnda yaplr. Ostenitin ksmen
martenzite dnt scaklkta fazla beklenirse beynite dnme salanr. Bylece atlama
eilimi fazla olan martenzit bir yapdan da kurtulmu olunur.
Kaynak asndan nem arz eden martenzit ve oluumu yle gerekleir.
MARTENZT VE OLUUMU
Martenzit, krlgan ve sert karakteriyle hzl soutmann rndr. Hzl souma ile ostenitin
dnm iyice gecikmekte ve ortaya kararsz veya yar kararl ( metastable ) bir yap ortaya
kmaktadr. Ostenitin bozulmasna 3 farkl gelime elik eder.
1. Allotropik olay; yapnn YMKden HMKe dnm
2. Demirin C eritme kabiliyetinin 100 misli birden azalmas dolaysyla C
kelmesi olmas.
3. Fe ile C reaksiyonun balamas ve ( Fe
3
C ) karbr oluumu.
1. olay ok hzl geliir. 2. ve 3. olay daha da yava olur. Fe ve C atomlarnn ( 3/1 ) orannda
kimyasal balanmalar zaman alr. kelen C atomlar difzyon ile yeni dnen ( HMK )
kafeste yerlerini alamadan kafes dnm tamamlanr. Kafes yerine onun arptlm hali
olan tetragonal bir yap doar. Kimyasal reaksiyon balayamaz. C atomlar gene yalnz
kalrlar. Olaylarn hibiri tamamlanamaz. Her eyin yarm kald bu yap martenzit yapdr.
Bu yapnn sert ve krlganl kafes iine hapis olmu C atomlarnn kafeste dourduu
gerilmelerden meydana gelir. Fe atomlar denge konumuna gelmek isterler. C atomlar buna
mani olur. Yksek Clu eliklerde bu nedenle i gerilmeler daha yksek olur. Bu eliklerin
su vermeyle ar sertlemeleri ve atlamalar bundandr. atlama skan C atomlar
fazlalnn ( Fe ) atomlar arasndaki metalsel ba koparma olaydr.
BLM 2
KAYNAK DKNN VE EVRESNN METALLURJK YAPISI
2.1. Kaynak Dikii:
Dikiin alam yaps:
Kaynak; bir ergitme ve sonrada katlama olay olduundan kendine zg bir metallurjik yap
ile doar. Kaynak dikiinin yaps ana metalin yapsndan farkldr.
Kaynak dikiinin kimyasal yaps ana metal ile elektrod harmanndan olumutur. Elektodu
uygun semek suretiyle kaynak dikiinin yaps ana metalin yapsna yaklatrlabilir. Ancak
tpa tp ayn yap elde edilemez. nk baz alam elemanlar yksek scaklklarda eitli
yollarla yanarak kimyasal bileik oluturarak veya ayrarak kaybolurlar. Bu kayp elektrodun
zengin karm yaplmasyla karlanmaya allr. Fakat ou zaman bu gereklemez.
Ayrca yanma derecesi kullanlan s kayna, kaynak yerini evreleyen s atmosfere ve
kullanlan kaynak yntemine gre deiir. Hava atmosferine kar korunma tam deilse,
oksijen ve azot ergime blgesi atmosferi tarafndan absorbe edilir. Oksijen kaynakta
kaydedilemeyen birok yanmalara sebep olur. Oksijen, alamda mevcut birok elemanla
birleerek kaynan kalitesine etki eden oksitler meydana getirir. rnein, kaynak
banyosunda erimi haldeki eliin ieriinde bulunan karbonla CO oluturur ve bu gaz
katlama esnasnda dar karken gzenekler meydana getirebilir.
yi kaliteli kaynak dikii elde etmek iin, kaynak yerini havann etkisinden korumak veya
dier bir yntemle meydana gelecek kimyasal ve metalurjik reaksiyonlar kontrol altnda
tutmak gerekir. Oksijenle oluacak reaksiyonlar kontrol iin kullanlan bir yntem, ilave
kaynak metaline (tel veya elektrod ) manganez, silisyum ve bazen de alminyum ve titan gibi
deoksidan maddelerin ilavesidir.
Alam ynnden sorun, sadece kaynak dikii ile ana metal arasndaki farkllk deildir. Ayn
zamanda alamn kaynak dikii iersinden homojen olmay da sorundur. Kk pasoda ANA
metaldir. Kapak pasoda da elektrodun katks ounluktadr.
Dikiin Tanesel Yaps:
Kaynak dikiinin yaps tane bykl bakmndan da homojen deildir. Tane yapsna
etkiyen 1. faktr souma olaydr. Souma yava olursa iri taneler, hzl olursa ince taneler
oluur. Taneler snn en ok kat yne uzarlar. Bazen stun eklini alrlar. Byle bir
durum, metalik zellikleri zayflatr. Buna yapnn ynlenmesi ad verilir. Tanelerin
ynlenmesi hi arzu edilmez.
(a) 10X (b) 4X
ekil 2.1 a) Stunsal ve kaba taneli kt kaynak yaps
b) nce ve kaba taneli blgeleriyle kaynan tipik yaps
ekil a; ematik olarak kaynak dikiindeki tanelerin ynlenmesini gstermektedir. Kaynak 2
pasodan olumutur. Ynlenme 1. pasoda yatay, 2. pasoda dey dorultudadr. Kaynak ss
ana metal ktleleri tarafndan emildiinden tane ynlenmesi kendini bu olaya uydurur.
ekil b; (x) kaynann kesitidir. lk paso kesit merkezindedir. nce taneli izotrop bir
yapdadr. D ksmlar oluturan son pasolar ise iri ve stunsal ynlenmi bir durumdadr.
Bu grn kaynan tipik yapsdr. Eer kaynak ok pasolu ise kendinden sonra gelen her
paso alttakine sl ilem uygulayacandan tanesel yapy slah eder. Taneler klr.
Ynlenme kaybolur. Fakat son paso iin bu durum sz konusu olmaz.
ekil 2.2. pasolu dikite kke ok yakn bir noktada scaklk deiimi
ekilde 3 pasolu bir kaynan yapl srasndaki scaklk evrimi grlmektedir. ekilden 1.
paso ekilirken scaklk neredeyse ergime scaklna varrken, 2. ve 3. pasolarda daha
aalara dmtr.
2.2. Is Etkisi Altnda Kalan Alan (IEA)
ekil 2.3 de kaynak dikiinde ve s etkisi altnda kalan alanda scaklkla tane yaps
arasndaki iliki gsterilmitir. ekilden de grlecei gibi kaynak dikiinin bulunduu
ksmda 1, scaklk, ergime derecesindedir. Souduu zaman s ka ynnde stunsal
taneler olumaktadr. Kaynak dikii dnda ergime derecesine ulamayan alt kritik scakla
kadar inen ( 727-723
C ) bir s ana metali etkiler. Kaynak dikiini evreleyen bu ksma ISI
ETKS ALTINDA KALAN ALAN ad verilir. Burada iki temel deiim sz konusudur.
1 Ana metalin mevcut tanesel yaps ker, yerine artlarn oluturduu yeni bir yap
doar.
2 Daha nce sl ilemlerle ( yumuatma, sertletirme, temperleme ) ana metale
kazandrlm zellikler bozulur.
ekil 2.3. Kaynak dikii ve evresinde scaklkla tanesel yap deiimi
( IEA ) tane yaps bakmndan;
1. Kaba Taneli Yakn Alan;
Scakln 1100
C nin stne kt alandr. Ar scaklk etkisinden taneler birbirine
kaynayarak daha byk hale gelirler. En iri taneler kaynak dikiinin hemen yannda oluur.
Snrdan uzaklaldka taneler klr. elik, 1100
C nin zerinde ok, altnda az eriticidir.
Bu nedenle Al,V,Nb,Zr gibi artklar kalntlar bu scakln altnda kelir ve tane snrlarnda
toplanrlar. Bu birikintiler tanelerin bymesini engellerler. ri taneli bu alann bir baka
zellii de martenzit yapnn burada olumasdr. Dolaysyla sertlik burada max.ma kar.
zetle; Bu yap;
- Hem kaba taneli, hem sert
- Kaynak dikiinin en zayf yeri
- atlama ve korozyona en msait yerdir.
2. nce Taneli Uzak Alan;
[ 1000 723
C ] arasnda scakln etkilendii, fakat tane bymesi yaratacak scakla
erimedii olandr. Ferrit ve perlit taneleri ksmen ostenite dnmlerdir. Scakln dk
olmas bu scaklkta kalp sresinin az olmas nedeniyle ince tane oluur. Bu taneler ana
malzeme tanelerinden daha kktr. Bu oluum u ekilde aklanabilir. Meydana gelen
ostenit taneleri orijinal ferlit tanelerinden daha iridir. Souma esnasnda ferrit ile ostenit
arasndaki denge bozulur. Sonuta ferrit ostenit ierisinde, ekirdekleir. Souma
ekirdeklemeyi tevik eder ve neticede ostenit karbon bakmndan zenginleir. Scaklk 723
C ye dtnde kalan ostenit perlite dnr ve perlit ekirdeklerinin bymesi balar.
Isnma ve souma evrimi sonucunda orijinal ferrit taneleri ufalm, orijinal perlit taneleri ise
kk ferrit ve perlit tanelerinden olumu koloniler eklinde grnr ekil 2.4). Burada
martenzit oluumu azdr. Kaynak dikiinin de en az sorunu olan blgesidir.
ekil 2.4. % 0.20 Clu elikte 3 numaral blgedeki yap deiimi
Ancak hzl souma halinde meydana gelen yap deiiklikleri ematik olarak ekil 2.5 de
gsterilmektedir. rnek olarak dk karbonlu elik seilmitir. Oda scaklnda kaynaktan
nce yap biraz perlit ihtiva eden ferrittir. 723 C (A
1
) scaklna eriince, perlit ayn miktarda
karbon ihtiva eden ostenite dnr. Maksimum scakln (A
1
) in stne ok az kt
burada, sadece ferritin ok az ksm ostenitleir ve ostenit ok yksek miktarda karbon ihtiva
eder (ekil 2.5 d). Meydana gelen ostenit ferrit taneleri snr boyunca yaylr. ok karbon
ihtiva eden ostenit, ostenit dnmesinin tamamland blgedeki az karbon ihtiva edene gre
daha dk bir kritik souma hzna sahiptir. abuk soumada ferrit taneleri arasndaki ostenit
martenzite dnebilir. Eer tane snrlar etrafnda yaylm ise, ferrit taneleri arasnda
yksek karbonlu bir martenzit a eklinde oluur.
ekil 2.5. s etkisi altnda kalan blgenin hzl soumasyla
meydana gelen yap deiiklii
Son olarak u sylenebilir. ( IEA ) kalan alan artlara gre ( 1 3 ) mm arasndadr. (A
1
)
scaklna eriemeyen esas metal ksmlarnda kalc bir etki meydana gelmez.
BLM 3
KAYNAKTA ARTIK GERLMELER VE ARPILMALAR
3.1. Artk Gerilmelerin Oluumu:
Btn cisimler snrken genleir sourken ekerler. Genleme veya ekme herhangi bir
nedenle engellenirse GERLMELER doar. Bu olayn en kolay izah ekildeki ubuk
zerinde yaplr.
ekil 3.1. Sabitlenen bir ubuun snma ve soumada i gerilme deiimi
ekil a da ki ubuk her iki bandan uzamasna ve ksalmasna olanak tannmadan tespit
edilmitir. Bu ubuk stlrsa basn gerilmeleri doar. Bu gerilmeler elastik snr iinde ekil
b deki ( T ) diyagramnda grld gibi scaklkla orantl olarak artar. Akma snrna
gelindiinde metal iinde hareket balayacandan gerilmeler o deeri aamazlar. ubuk
soutulmaya balaynca boyu ksalmak isteyecek, basn gerilmeleri ok klecek.
Scakln da iyice azalmasyla bu kez ekme gerilmeleri ortaya kacak, bunlar elastik sonra
da plastik olarak byyecektir. ubuk ilk stld scakla gelince, ierisinde (
AK
)
dayanmna e deer ekme gerilmeleri kalmtr. Bunlar artk gerilmelerdir. elik 150 C
stlsa artk gerilmeler oluabilir.
Kaynak dikii de kendisinden daha serin bir ana metal ktlesi ile evrili olduundan ubuk
rneine benzer olaylar meydana gelir. Serin ktle kaynak dikiinin soumas esnasnda
ekmesini engeller. Ve ierde ekme gerilmeleri kalabilir. Kaynak dikiindeki koullar ubuk
rneindekinden daha ktdr. nk ( IEA ) blge ok yksek scaklklara kadar snr.
Souma esnasnda bu blgelerde kaynak dikiinin zt ynnde ekerler. Bylece ana metal
diki ii gerilmeleri daha da artrm olur. Zaten kabaca artk eki gerilmelerinin % 10u
kaynak dikiinin kendi ekmesinden %90 ana metalin kendi ekmesinden kaynaklanr.
ekil 3.2. Kaynak evresinde oluan ekme ve basma blgeleri
ekil3.3. Kaynakta kalnt gerilmelerin enine dalm
Kaynak dikii ekseninde max. olan eki gerilmesi az tede sfra iner. Daha sonra basn
gerilmesine dnr. Her iki gerilme dengededir.
3.2. arplma:
Kaynak ilemindeki blgesel scaklk farkllklar genlemeye ve ekmeye neden olur. Bu
olayda arplmalara yol aar.
ekil3.4. Kaynakl levhann boydan ve enden ekerek arplmas
ekilde yaplan aln kaynandan sonra hem enden hem de boydan ekerek arplma
grlmektedir. Genellikle dz ve ince levhalarda kaynaktan sonra dalgalanma diki arasndaki
blgelerde kabarklklar grlr.
Enine ekme 6 mm levha kalnlnda 1 mm, 12 mm levha kalnlnda 1,5 mm dolaynda;
boyuna ekme levha uzunluuna bal 0,2 mm/m dir.
ayet kaynak tek tarafl yaplmsa asal arplma sz konusudur. Levha kalnl 6 mm ise
asal arplma 1 , 12 mm ise asal arplma 3 olabilir. Bu olay dar ve kendi arlklar ile
rahatlkla dnebilen levhalar iin geerlidir. Asal arplma tek tarafl simetrik olmayan
kaynak dikileri iin sz konusudur. ift tarafl simetrik kaynakta asal arplma olmaz.
ekil 3.5. Kaynaklanan iki levhada asal arplma
Ancak kaynaklar arlk merkezinin hangi tarafnda olursa o tarafa doru sistem meyil eder.
ekil 3.6. Ke kaynanda arplmalar
3.2.1. arplmay Azaltc nlemler
arplma zoraki ekilde nlenirse i gerilmeler byr. Dolaysyla arplmay
engellemektense hi oluturmamak yada en kk dzeyde snrlamak akllca bir itir.
1. Diki lleri minimumda tutulmaldr.
Kaln bir levhada kaynak az tek V yerine ift V (X) eklinde hazrlanrsa dolgu
metali ihtiyac yar yarya iner.
Kaynak keplerinde arya karlmamaldr. Fazla elektrod iilik, enerji, maliyet art
getirir.
2. ift tarafl kaynak tercih edilmelidir.
ift tarafta kaynakta arplma en aza iner hele pasolar sra dahilinde yaplrsa arplma
nlenmi olur.
3. Geri adm teknii arplmay azaltan bir nlemdir.
Geri adm teknii, kayna ksa paralar halinde kesik kesik yapmak ve her defasnda
geriye doru bir adm sramaktr. Is C kelerine doru yaynmak iin yeter zaman
kazanr. Bylece CD d kenarlarnn uzamas B ucunda kaynak aznn normal
geniliinde kalmasna yardmc olur. Bu teknik zellikle kk pasonun atlmasnda yarar
salar.
4. ekme kuvvetlerinin kaynak sonras yarataca arpkl nceden ters ynde verip
arplma nleme.
ekilde grld gibi 2 levha al balanabilir ( a,b ). T dikiini oluturan iki para eik
balanabilir.
5. Kaynak sresini ksaltmak.
Zaman ksaltmak, kullanlacak kaynak ynteminin, elektrod cinsinin ve apnn, amperin,
ilerleme hznn gibi temel kaynak parametrelerinin uygun seilmesiyle mmkndr.
rnein el kaynanda demir tozlu elektrod ve derin nfuziyetli elektrod trleri hz byk
lde artrr. Bu gibi nlemler ana metalin snmasn, dolaysyle arplma eilimini
azaltr.
6. Paso says gereinden fazla arttrlmamaldr.
Paso says arttka ekme ve arplmada artar. Bu tehlikenin var olduu hallerde
byk apl ve demir tozlu elektrod kullanarak az sayda paso ile dikii tamamlamak arplma
eilimini azaltan yararl bir nlemdir.
7. gerilimlerin kaynak sonrasnda giderilmesi
3.3. arplma zerinde Etkili Olan Malzeme zellikleri
Isl Genleme Katsays: ( )
Malzemenin snrken uzama, sourken ksalma miktarn belirleyen zelliktir.
> ise kalan kesitlerde i gerilme, ince kesitlerde arplma
rnek;
Paslanmaz elik 1,5 kat yumuak ( C )lu elik
O halde paslanmaz eliin kaynanda arplma byk sorun.
Isl letkenlik: ( k )
Malzeme ierisindeki s akndaki kolayl zorluu belirleyen zelliktir.
Paslanmaz elik letkenlii dk
Ni ve alamlar malzemeler
Ti ve alamlar
Bu malzemeler sy kolayca yayp souyamazlar. Bu nedenle bu malzemelerin kaynak dikii
ile evresindeki ana metal arasndaki scaklk fark ok fazladr.
Al Isl iletkenlii yksek
Cu malzemelerdir.
Scaklk dalmlar kaynak blgesinde daha yumuak dalmtr. arplma az olur. Karbonlu
elik malzemeler bu iki malzeme arasnda yer alrlar.
Akma Snr (
a
):
Souma srasnda kaynak evresi nce elastik ekme yapar. Bunun sonucunda i gerilmeler
oluur. gerilmeler akma snrna ulanca kalc bzlmeler meydana gelir.
a
< kkse snek malzeme demektir, arplma dk olur.
a
> byk ise gevrek malzeme demektir. gerilmeler ve arplma yksek
olur.
3.4. arplma Eilimi Ynnden Malzemelerin Mukayesesi
A) Yumuak Clu elik Paslanmaz elik
1.
a
( yaklak ) =
a
2. k
C
( sl ilet. ) k
pa
= k
C
3.
C
(s gen.)
pa
=1,5
C
Yukardaki sonulardan paslanmaz eliin kaynanda ekme olay, yumuak C
elie oranla daha fazladr.
B) Yumuak Clu elik Alminyum
1.
ak
Alminyum alamlarna gre deimektedir.
2. k
C
k
Al
= 4 k
C
3.
C
2
C
=
Al
Bu sonulara gre ( Al ) da arplmay Clu elie nazaran artran ve azaltan faktrler
birbirlerini dengeler. Bu nedenle iki malzemenin kayna bu ynden fazla ayrcalk
gstermez.
C) Yumuak Clu elik Yksek Dayanml ( dk alaml ) elik
1.
ak
<
ak
2. - = -
3. - = -
En nemli faktr (
a
) olduundan
a
> byk olan elik daha fazla arplma tehlikesi
gsterecektir.
BLM 4
KAYNAKTA HDROJEN KIRILGANLII
4.1. Kaynakta Hidrojen Oluumu:
Su molekl H
2
O en salam molekllerden birisidir. Kovalent ban koparmak iin 2700
C
scakla ihtiya vardr. Elektrik ark 3600
C varan scakl ile bu molekl paralayacak
gce sahiptir. Dolaysyla kaynak yaplan yzeylerde elektrod rtsnde rutubet eklinde olan
su kaynakla birlikte H
2
ve O
2
atomlarna ayrlr.
O
2
oksijen, yksek scaklklarda derhal reaksiyona girerek bamszln yitirir. Demiroksit
oluturarak ekilir. Fakat hidrojen ne ( Fe ) ile nede onun alam elementleri ile kimyasal
reaksiyon yapmaz. Bnye iersinde tek tek atomlar halinde dalr. Bu halde tahribatsz
muayene yntemleri ile de hidrojeni alglamak mmkn deildir.
H
2
O H
2
+ O
2
H 2 H
-
( Atom halde )
H
-
H
+
+ e
-
( yon halde )
4.2. Kaynakta Hidrojenin Yaynm:
Difizyon ( yaynm ) gaz, sv, kat ortamlarda cereyan eden temel fizik olaydr. Tpk parfm
kokusunun zamanla btn oday kaplamas, ay barda dibine braklan ekerin bardan her
tarafn kaplamas gibi bir noktadan katlan yabanc madde ortamn her tarafnda eit oluncaya
kadar yaynr. eliklere uygulanan C emdirme (Karbrizasyon veya sementasyon ), ( N
2
)
azot emdirme ( nitrrizasyon ) birer difzyon olaydr.
Hidrojen, kk atom apna ( 0,62 A
) sahip en kk atomlardan biri olmas nedeniyle kat
atomlarda ok kolay yaylabilen bir maddedir. H
2
atomu, eliin kenar uzunluu 2,86 A
olan
kristal kafesi iine rahata sabilir. Ayrca tane snrlar, dislokasyonlar, kafes hatalar,
hidrojen yaynmn kolaylatran kanal veya geitlerdir. Hidrojen atomu, atom halinde iken
hareketli, molekl haline getiinde hareket sona erer.
4.3. Hidrojen atlak Teekkl Ettirmesi:
Kaynak metali iine karm hidrojen atomlar yksek scakln tesiri ile ana metalin
derinliklerine doru d yzeyde de havaya doru hzla yaylrlar. Scaklk, zaman ve mesafe
ile ok abuk azalacandan ( H ) yaynmnn hz kesilir. Fazla yol alamadan ( IEA )
alannda haps olur kalr.
ekil 4.1. Kaynak dikiinden evreye hidrojen yaynm
Nasl olurda ( H ) elii atlatlr?
Bu olay iki teori ile izah edilir.
Teori 1) Difzyon Teorisi:
ekil 4.2. Hidrojenin difzyonla atlak oluturmas
Bu teori yle aklanabilir. Bir metal yzeyine ( H
2
) gndermi olalm. Molekl
haldeki hidrojen paralanarak atom haline gelir. Yzeye gelen hidrojen atomlar vander
wallsa gre emilirler. eri giren hidrojen atomlar dislokasyonlarn etrafnda toplanr. Bu
ksmlarda yksek bir gaz basnc meydana gelir. Bu basncn birka bin atmosfere
eriebilecei hesaplanmtr. Baz kritik hallerde bu basn malzemenin kopma gerilmesini
aar ve atlaklar meydana gelir.
Teori 2) Reaksiyon Teorisi:
ekil 4.3. Hidrojenin reaksiyon teorisine gre atlak oluturmas
Bu teoride Fe atomlar ile aradaki balarn deimesi mevzu bahisdir. ekildeki gibi bir entik
dnelim. Hidrojen molekl dip ksmda bir kpr halinde bulunmaktadr. Burada ( H
2
),
(Fe ) atomlar arasndaki ba zayflatmaktadr. Bu olay dislakasyonlar olmasa bile
gerekleir. Zayflayan ba kopunca ilk atlak teekkl balam olur.
1. Teoride difzyon ve reaksiyon
2. Teoride sadece reaksiyon var.
4.4. Kaynakta Hidrojen Krlganlnn Genel Karakteri:
Kaynakta hidrojenin neden olduu atlamalar nadir olarak kaynak yapm srasnda fakat
genellikle kaynak ileminin tamamlanmasndan sonra ortaya karlar. Bu yzden hidrojen
atlamasna ( souk atlama ) ad verilir. Hidrojen atlak balangcn tespit etmek, gnmz
olanaklaryla mmkn deildir. atlak byyp makro seviyeye ulat zaman ancak
mmkn olabilmektedir.
Hidrojen atlamas ( IEA ) alannda meydana gelir. Alaml eliklerde kaynak dikii iinde
de grlebilir.
Hidrojenin elikte nasl atlak oluturduu nceden de denildii gibi henz teori
safhasndadr. Bu teorilerin kesin olarak birinin doru dierinin yanl olduu
gsterilememitir. Her iki teori birlikte yrmektedir. Ancak bilinen gerek, aadaki 4 art
ayn anda varsa HDROJEN atlamas muhtemeldir.
1. Hidrojenin varl.
Usulnce kurutulmam elektrodla veya kirden, yadan ve pastan yeterince temizlenmemi
yzeylerde yaplan kaynaklarda H olumas kanlmaz.
2. ekme gerilmelerinin varl.
Kaynan soumas srasnda metal eker, bu da doal olarak, gerilmeler yaratr. Gerilmelerin
oluumu bir nceki konumuz idi.
3. IEA alannn krlgan yapda oluu.
Ana metalin kaynak dikiine tam snr olan tanesel dnm scaklnn ok ok zerine
kadar snan blgesinde (yakn alanda) souma srasnda martenzit oluur. Mikroskobik i
gerilmelerle ykl olan bu gevrek yap hidrojenin katks ile daha da krlgan hale gelir.
4. Scakln kritik atlama scaklnn altnda inmesi
( Alaml eliklerde 250
C , yumuak Clu eliklerde 150
C de ve oda scaklnda )
Hidrojen atlamasnn en byk olaslk kazand an, kaynak scaklnn ortam scaklna
yaklat andr, ki bu snra kritik atlama scakl denir. Eer souma birka dakika 200-
250
C de durdurulabilirse, hidrojenin dalnda bir homojenleme meydana gelir ve sonuta
atlak oluumu nlenir.
Hidrojen Ve elik likisi:
Hidrojenin elik zerindeki etkileri
Hidrojen yaynm ve bunun zararl etkileri sadece kaynak dikiine zg deildir. Hidrojen
btn metalsel ortamlarda yaynr. Al, Cr, Zn, oksijeni alnm Cu gibi az sayda metal
bundan zarar grmez. Fakat aralarnda eliin de yer ald dier birok metal ve alam
zerinde gayet olumsuz etki yapar. Dolaysyle konu, sanayinin genel bir sorunudur.
Atomsal hidrojen elik iersinde yaynrken aadaki etkileri gsterir.
- Cidar boydan boya kat ederek havaya karabilir. Atomsal hidrojen ieren
basnl kaplar terler.
- Malzeme kusurlarnda toplanr. Burada moleklsel hidrojen haline dnerek
hareketliliini yitirir. Zamanla bu H
2
birikintisi artnca basnta artar. Metal
yzeyinde kabarmalar meydana getirebilir.
- Malzeme iindeki eksenli yksek gerilme blgeleri rn., mikroskobik
atlaklarn ular yaynan Hi zerine eker. Zaten yksek olan gerilme daha da
artarak atla bytr.
- Hidrojen, C ile birleerek metan CH
4
gaz oluturur. Bu kimyasal reaksiyon
220
C de balar ve scaklkla artar. Hem elikteki C azalarak mekanik
dayanm drr hem de boluk ve hatalarda toplanan metan gaznn zamanla
basnc artar elii atlamaya zorlar.
Dier taraftan Mo ve Cr un varl metan oluumunu frenler. Bunlar elie kararllk salayan
elementlerdir. rnein paslanmaz elik, fazla miktarda Cr iermesi nedeniyle yksek
scaklklarda hidrojene kar en fazla dirence sahip elik trdr. Basnca ve scakla bal
olarak hidrojen devrelerinde kullanlacak malzeme seilir.
Hidrojen Kaynaklar:
- Su moleklnn paralanmas
- Hidrojen gaz iinde atomsal hidrojenin varl
- Hidrokarbonlarn paralanmas polietilen, etilenin (CH
2
) 300
C ve 1500
kg/cm
2
de birbirine eklenmesiyle oluur. Bu srada scaklk herhangi bir
nedenle ykselirse iler tersine dner; etilen moleklleri birleeceklerine
paralanrlar. Paralanmadan, metan, karbon ve hidrojen doar.
- Asit korozyonu H
2
SO
4
2H
+
+ SO
4
-
Yaanm bir rnek; Slfrik asit tamak zere imal edilmi bir karayolu
tankerinin be sene sonra yaplan bakmnda i yzeyde irili ufakl ok sayda kabarmalar
olduu saptanmtr (ekil 4.4).
ekil 4.4. elik yzeyinde hidrojenin oluturduu kabarcklar
BLM 5
KAYNAKTA GERLM KOROZYONU ATLAMASI
5.1. Gerilim Korozyonu atlamas:
Korozyonun ve sabit (statik) ekme gerilmelerinin ortak etkisi altnda meydana gelen bir
olaydr. Bu atlaklarn ii pasldr. Bu olayda etkili olan ekme gerilmelerinin artk gerilme
ler olabilir. Veya dardan etkiyen iletme ykleri olabilir.Ancak bu gerilmeler durgun
gerilmelerdir.Eer gerilme dinamik ise o zaman ayr bir isim olarakKorozyon yorulma
atlamasadn alr. Pratikte bu iki atlama tipini gzle ayrt etmek zordur. Ancak yksek
bytmeli mikroskoplarda mmkndr.Basma gerilmeleri altnda bu olay gereklemez.
ekil 5.1. Gerilim korozyonuyla atlayp krlan yzeyin grnm
(Kazan borusu)
Gerilim korozyon atla, malzemenin cinsine ve korozyon ortamna bal olarak tanelerin
arasndan veya tanelerin iinden yaylr.
Gerilim Korozyonu;
1. Alkali krlganl
2. Klor krlganl
3. Amonyak krlganl
4. Cva korozyonu
eklinde meydana gelir.
5.2. Alkali Krlganl:
NaOH, KOH, Ca(OH) vs. gibi alkali zeltiler,metaller zerinde asitler kadar korozif etki
yapmazlar.Al,Cu,Sn,Zn ve Pb hem asitlerden hem de alkalilerden ayn derecede etkilenir.
Dier btn metaller alkalilere kar byk diren gsterirler. elik de buna dahildir.Ntr ve
asidik ortamlarn metaller zerindeki korozyon etkisini frenlemek iin ilerine alkaliler katlr.
rnek; Buhar kazanlarndaki saf suyun iine kostik soda (NaOH) katlr. Bylece suyun pH
derecesi alkali arlkl yaplarak kazan borularnn i korozyonu azaltlr. Son zamanlara
kadar bu yntem uygulanrken baz ac sonularda ortaya kmtr. Dramlarda,perin
deliklerinde atlamalarla yaralanmalar,enkaz haline gelen fabrikalar olmutur.
Anlalmtr ki; suda kostik oran kritik snrn zerine ktnda gerilim korozyonu ile
elik atlamaktadr. Bu olay alkali krlganl olarak bilinir. Perin emsiyesi altnda
toplanan su, tad kostii bulduu klcal atlaklara brakarak korozyona neden olmakta
geriliminde etkisi ile ii pas dolu demir atlaklar oluturarak dram patlatmaktadr.son
zamanlarda dramlar kaynak edilmi,bylece olay kapand zannedilmitir.fakat kazalarn
arkas ancak kaynak sonras gerilim giderme ileminden sonra kesilebilmitir. Zira kaynaktaki
artk gerilmeler ve korozyonun etkisi ile atlama olmaktayd.
Kostik, gerilim korozyon atlamasn artran sebeplerden biriside SICAKLIK tr. Scaklk
artar, kostiin deriikliide artarsa atlama kolaylar.Deriiklik arttka scaklk
dmelidir.Yksek scaklklarda alan kostik devreleri iin malzeme semede,malzemelerin
kostie dayanm ve fiyatlarnn artmas bakmndan seenek vardr.
1.Yzeyi kauukla kaplClu elik.
2.Ostenitik paslanmaz elik.
3.Nikel veya nikel alamlar
5.3. Klor Krlganl:
Cl ve Cl bileikleri rnein HCl, tam kuru ve molekl halinde iken elik iin
zararszdr.Korozif deildir. Bu nedenle tam deriik HCl devrelerininClu elikten
yapmnda bir saknca yoktur.Fakat iersine birazck(%0,03) orannda rutubet karmas
halinde elii korozif yapmaya yeter. Islak klor C lu elikte sngerimsi korozyon (pitting)
yapar.
Paslanmaz elikte ise,artlara gre bazen sngerleme bazen de gerilim korozyon atlamas
meydana gelir.Paslanmaz elikte bu olay,tane ii atlamas,taneler aras atlama eklinde
grlr.Taneler aras atlama,kaynak dikilerinde bir ksm (Cr) un kaynan yksek
scakln etkisiyle krom-karbre dnerek tane snrlarna kmesi ve korozyona kar
koruyuculuk grevi yapan (Cr) un fakirlemesi neticesinde meydana gelir.
Islak (Cl) ve (HCl) devrelerinde 125 C scakla kadar ii teflon kapl Clu elik borular
kullanlr. Daha yksek scaklklarda C lu elik cam kapl olarak kullanlr.Fakat cam uzun
vadede etkilendiinden daha yeni ve pahal, uzun mrl Ni ve Ni alamlar tercih
edilir.Bunlar fiyatlar yksek, fakat dayanmlar fevkalade olan malzemelerdir. Fiyat sorunu,
asndan ana gvde C lu elik ii ince tantalyum levha kaplanarak zme gidilebilir.
5.4. Amonyak Krlganl:
Amonyak (NH
3
), Cu ve alamlarn gerilim korozyonu ile atlatr.Bu olayda gerilim,borularn
souk ekilmesinden kalm olabilir.Bu borular,dk scaklkta tavlanrsa i gerilmeler
giderilir ve direnleri artar.
Japonya, Arabistan gibi tatl suyu kt olan lkelerde sanayinin soutma suyu denizden
karlandndan, deniz suyu da NH
3
ve SO
2
kirliliklerini tadndan,genellikle Cu ve
alamlarndan yaplan borular iin NH
3
bir tehlikedir. Gemi pervaneleri bronzdandr.
5.5. Cva Korozyonu:
Cva, Clu elik ve paslanmaz elik zerinde direkt etkili deildir. Nitekim cva devreleri
Clu elikten yapldndan ucuz olmakta ve gvenilir bir zmdr.
Fakat cva (Hg) bir katalizrdr.Reaksiyonlar hzlandrr. Ortamda bir korozyon olasl
varsa (Hg) nin varl buna hz verir. 0,5 ppm gibi fevkalade dk miktarda cva korozyon
olayn hzlandrr.
Cva baz metallerle direkt alam ederek birleebilir.Buna AMALGAM (Cva alam) denir.
rnek; Monel %67Ni+%30Cu alam, eitli korozif ortamlara ok dayankl bir
malzemedir. Bu zelliini yksek scaklklarda da srdrr. Fakat ortamda eser miktarda cva
olursa 400 C de pes eder. Zira cva monel iindeki (Cu) ile amalgam tekil ederek onu
kemirir.
BLM 6
KAYNAKTA ISIL LEM
6.1. Giri:
Kaynakta sl ilem dendii zaman;
- n stma
- Pasolar aras scak tutma
- Ard stma
- Gerilim giderme tav
lemlerinin tm anlalr. Fakat bir kaynakta bu sl ilemlerin tmnn uygulanmas
gerekmez.
6.2. n stma Pasolar aras scak tutma:
n stma; 1-Kaynak dikiinde ve IEA da oluacak ekme gerilmelerini azaltr.
2-Diki scaklnn (Ms) (martenzit oluma scakl) snrna inmesi
geciktirilerek ferrit,perlit ve beynit dnmlerine zaman kazandrr.
3-Hidrojen atlamasnn en byk olaslk kazand an, kaynak scaklnn ortam
scaklna yaklat andr.Alaml eliklerde bu 250C derece,"Clu eliklerde 150Cderece
dir.nstma bu scakl,kiritik scaklk snrnn stnde tutarak,hidrojenin IEA blgesini
terketmesini salar.Bylece hidrojen krlanl eilimi azalr.
4-Daha g ve pahal bir ilem olan kaynak sonras gerilim giderme ihtiyacn
hafifletir.
Yukardaki etkileri ierir.
Hi n stma yaplmam,souk metal zerine yaplan kaynan ilk yaplan kesimleri ok
hzl sour. Zira kaynak ss ayn zamanda metal ktleyi stmaya harcanr.
n stma ,pasolar arasnda da muhafaza edilmelidir.Tozalt kaynanda dardan ayrca s
vermeye gerek yoktur.El ile yaplan kaynaklarda kaynak azn geni tutmak ve srekli
kaynak ile dardan s vermeye gerek kalmayabilir.
6.3. Ard Istma:
Kaynak bittikten hemen sonra,dardan verilen snn devam etmesine ard stma denir. Ama;
yksekClu elikten (Cr-Mo)ve (Cr-V) alaml elikler kaynaktan sonra havada souma ile
sertleir.Ve n stma scakl altna indiinde atlaklar doabilir. Bu nedenle,kayna (Ms)
scaklnn altna drmeden yeterli bir sre tutup ostenit in beynite dn salanr.
6.4. Gerilim Giderme:
Kaynakl malzemeyi (A) scaklnn altndaki bir scakla kadar stmak, o scaklkda bir
sre bekletmek sonrada yavaa ilemine gerilim-giderme Menevi-temperleme ad verilir.
ekil 6.1. Gerilim giderme sl evrimi
ekil 6.2. elie uygulanan sl ilemler
Yukardaki diyagramda elie uygulanan s ilem tipleri grlmektedir. Ksaca aklarsak,
ekil 6.3. elie uygulanan sl ilemler tablosu
Kaynak sz konusu olunca menevileme-temperleme bizi ilgilendirir. Daha nceden kaynak
ilemi srasnda
a)Makro seviyede genleme ve bzlmelerden ekme gerilmeleri (artk gerilmeler)
b)Mikro seviyede n stma,pasolar aras scak tutma ve ard stmaya ramen olumu
martenzit yapnn dourduu i gerilmeler domakta idi.
ekil 6.4. gerilmelerin scaklkla azaltlmas
Temperleme-menevileme ile (a) kkndaki makro seviyedeki artk gerilme ler ekil 6.4
deki diyagramdan grlecei gibi balang scaklklarnda gayet yava azalrlar. Fakat 600
Cderecede sfra inerler. gerilmelerin tamamen giderilmesi iin ekil 6.1 deki gibi temper
scaklnda bir sre beklenmelidir. Zira malzemeler yzeyden stlrlar, i ksmlara ayn
scakln ulamas zaman alr. Bekleme sresi malzeme cinsi ve kalnlna baldr. Istma
ve soutma yava yaplmaldr.
(b) kkndaki mikro seviyedeki i gerilmelerin giderilmesi ise yle olmaktadr. Scaklk
yava yava arttka ierde skmCatomlar hareketlenirken (Fe) atomlaryla Fe
3
C
yaparak kelirler.Bnyede sknt yaratan fazla Catomlar kafesi terk ederken (Fe) atomlar
rahatlar denge konumuna girerler.Ve yap kararl martenzite dnr. Martenzit nceleri ine
halinden, ileri aamalarda tane haline dnr. Karbrlerde nceleri kk topluluklar
iken,ileri aamalarda byr ve kresel hale gelirler (ekil 6.5). Bylece hem sert, hem snek
hem mukavemeti yksek, darbelere dayankl bir yap doar.
ekil 6.5. Temperlenmi martenzitin mikroskop altnda ematik grnm
BLM 7
KAYNAKTA ISIL LEM GEREKL KILAN MALZEME KOULLARI
7.1. Giri:
Havada souma srasnda sertlik kazanan malzemeler kaynak sonrasnda gerilim giderme
tavna ihtiya gsterirler. Sertlemeyenler iin buna gerek yoktur. Malzemelerde sertleme
eilimi;
1- Kimyasal birleime
2- Cidar kalnlna baldr.
Kaynak sonras gerilim gidermeyi gerektiren malzemeler:
1-Ferritik elikler
1.1-Clu elikler
1.2-Dk alaml elikler.
2-Yksek alaml (pazlanmaz) eliklerin martenzitik trleri.
Kaynak sonras gerilim gidermeyi gerektirmeyen malzemeler:
1-Ostenitik yapl paslanmaz elikler.
2-Ni ve alamlar
3-Al ve alamlar
*
4-Cu ve alamlar
*
5-Titanyum ve alamlar
*
* : Isl ileme ihtiya gsteren trleri vardr.
Tabloda kaynak sonras sl ilem gerektiren ve gerektirmeyen malzemeler
gsterilmitir.Kimyasal birleim asndan, sl ilem , ferritik yapdaki eliklere has bir
sorundur.Tabloda yksek alaml paslanmaz eliklerin martenzitik yapda olanlar da
verilmi olmasna karlk bu malzemelerin kaynana nadir rastlanr. Hi sorunu olmayan
malzemeler ostenitik paslanmaz elikler, nikel ve nikel alamlardr.Al, Cu ve bunlarn
alamlar normalde kaynak sonras sl ileme gerek duymazlar. Fakat sl iletkenlikleri
yksek olduu iin n stmaya ihtiyalar vardr.
Unutulmamaldr ki, souk mevsimde btn malzemeler n stma isterler. 10 C yzey
scaklnn altnda hibir malzemeye kaynak yaplmaz.
Cidar kalnl asndan;
Kaln cidar, kaynak dikiinin souma hzn artrr, sertleme eilimi tevik eder. Kritik bir
kalnlktan sonra sl ilem yapmak kanlmaz olur.
Kaynak dikiinin, iinde yer ald konstrksiyonun rijitlii de sl ilemi gerektirebilecek
faktrler arasndadr. Kaynak blgesinin serbeste genlemesi ve sonrada ekmesi baka yap
elemanlar tarafndan engelleniyorsa o dikite i gerilmeler oluacaktr. Bunlar azaltmak ve
gidermek iin sl ilem gerekebilir.
7.2 Karbonlu eliklerin Kayna
Kaynaklanabilirlik ynnden yaln karbonlu elikler gruba ayrlrlar:
DkClu elikler:
erisinde %0,25C dan daha az Cieren bu eliklerin kayna sl ilem gerektirmez.
Kaynakl yapnn pek ou bu guruba girer.Bu guruba giren malzemeler iin elektrod semek
problem deildir.
eliin Coran %0,20nin altnda ise ona istense de su verilemez. St 37 bu gruba girer.
Kaynak kabiliyeti gayet yksektir. atlama tehlikesi yoktur.
eliin Coran %0,25in zerine yava yava kldka sertleme artar. Kaynak kabiliyeti de
azalr.
ekil %50martenzit verecek bir soutma hz iin izilmitir.
Orta C lu elikler:
erisinde %(0,25-0,50) C ihtiva ederler. Bu tip malzemeler sl ilem gerektirirler. (St42-
St70) aras elikler bu guruba dahildirler. zellikle kaln cidarl paralarn kaynanda sl
ilem kanlmazdr. n stma yaplrsa, krlgan karakterli martenzit oluumu azaltlr.
Eer kaynak az geni tutulursa, ok pasolu yaplrsa ,souma hz azaltlr. Bylece sl
ilem ihtiyac gerekmeyebilir. elik iindekiCoran artka elektrod seimi nem
kazanmaktadr. nk martenzit krlganlna birde hidrojen krlganlnn eklenmesi iin
hidrojeni dk elektrot kullanlmal ve elektrotlar kurutulmaldr.
Yksek Clu elikler:
erisinde %0,50den fazla Cihtiva ederler. Bu elikleri atlatmadan kaynak etmek zordur.
Kaynak kabiliyeti iyice azalmtr. Isl ilemin n stma,pasolar aras scak tutma , ard stma
ve gerilim giderme gibi her kademesini uygulamak ve hidrojeni dk elektrot kullanmak bir
zorunluluktur.
Tablo 1. Karbonlu eliklerin kaynanda sl ilem gereksinimi
Grup ismi %C n stma Gerilme Giderme
DkClu <0,25 Gereksiz Gereksiz
OrtaClu 0,25-0,50 Gerekli Gereksiz
YksekClu >0,50 Zorunlu Zorunlu
Kaynak dikiinin sertleip atlamas zerinde cidar kalnlnn da nemli etkisi vardr(ekil
7.2).
ekil 7.2. Karbonlu eliklerin kaynanda cidar kalnlna ve karbon oranna bal sl ilem
gereksinimi
ekil 7.2 de A blgesi, Coran hem de cidar kalnl asndan dktr. Kaynak
kabiliyeti bu blgede yksektir.Isl ileme gerek yoktur. B blgesi,n stma gereklidir. C
blgesi; hem n stma, hem de gerilim giderme gereklidir.
7.3 Dk Alaml eliklerin Kayna:
Bu eliklerin kayna Clu eliklerin kaynandan daha fazla sertleme eilimine sahiptir.
Sertleme eilimi yksek olunca,yava yava souma halinde dahi martenzit teekkl edecek
demektir. Alam katklar artka, sertleme kabiliyetleri artar. Kaynaklanabilirlikleri azalr.
Alaml eliklerin kaynaklanabilirliklerini KARBON EDEER(CE)terimi tayin
eder.Ve,
CE=C+Mn + Ni + Cr + Mo + V + Cu veya
6 15 5 4 5 13
Ces=%C+ %Mn +%Cr + Mo +V + Ni +Cu
. 6 5 15
Bu formln geerli olduu koullar;
st snr(%)
C 0,50
Mn 1,60
Ni 3,50
Cr 1,00
Mo 0,60
Cu 1,00
Formle gre Cdan sonra kaynaklanabilirlik zerine en fazla etkili olan katk elamanlar
srasyla Mo, Cr ve Vdr. Ni ve Cu kaynakta daha az sorun yaratrlar. Bu;
1- Cr-Mo ve Cr-V gibi dk alaml elikler ancak sl ilem yaplarak kaynak edilebilirler.
2-Ni alamlar dk alaml elikten snfndadr. Kaynaklarnda sl ilem problemi olmaz.
Dk alaml elikler CE ynnden 3e ayrlrlar (Tablo 2). CE dk elikler sl ilemsiz
kaynatlabilirler, CE ykseldike sl ilem giderek gereklilik ve sonunda zorunluluk kazanr.
Tablo 2. Dk alaml eliklerin kaynanda sl ilem gereksinimi
CE % n stma Gerilim giderme
<0,40 Gereksiz Gereksiz
0,40-0,60 Gerekli (100-200 C) Gereksiz
>0,60 Zorunlu (200-350 C) Zorunlu
t
ns
=350 CE-0,25 [ C]
BLM 8
KAYNAKTA ISIL LEM GEREKL KILAN LETME KOULLARI
8.1. Giri:
Isl ilemi gerekli klan iletme koullar iki ana grupta toplanabilir.
8.1.1. letme artlarnn Malzemeyi Etkilemesi:
Malzeme iletme artlarndan etkileniyorsa bu etki, i gerilmelerinde katlmasyla artyorsa
gerilim giderme tav yaplmas aklc bir nlem olur.evrenin malzeme zerinde; a-
Hidrojen krlganl
b-Gerilim korozyonu
c-Soukta gevrekleme
olarak etkisi vardr. lk iki etki nceki konularda anlatld.Ckk zerinde durulacaktr.
8.1.2. Gvenliin Pekitirilmesi:
Hayati tehlikenin olduu hallerde maliyet 2. planda kalr.Can gvenliini arttrc ilave ilem
ve kontrollerden kanlmaz.Kaynak sonras gerilim giderme bunlardan biridir. Devrenin,
basnc, scakl ve malzemesi normal olarak gerektirmese bile bu ilem yaplr.
rnek 1: Siyanr (HCN, hidrojen siyanr) zehirlerin en keskinidir. Havada msaade edilen
dozu 10 ppm kadardr. Petro kimya tesislerinde retilen bir yan rndr. Siyanr korozif bir
madde deildir. Bu nedenleClu elikten yaplmasnda bir saknca yoktur. Fakat kullanacak
malzeme kusursuz olmaldr. Kaynak dikileri de kusursuz olmaldr. Dk basn ve
scaklkta alan bu devreler %100 radyografik kontrolden geirilmelidir. Ayrca malzeme ve
cidar kalnl asndan zorunlu olunmasa bile kaynak dikilerine gerilim giderme tav
uygulanmaldr.
8.2. Soukta Gevrekleme:
Ferritik elikler (Clu ve dk alaml elikler) soukta gevrekleirler. Gevrekleme, darbe
direncinin azalmas entie duyarlln artmas demektir. Gevreklemeyi en iyi len standart
yntem ENTK DARBE DENEY dir. Bu deneyde entik alm numuneyi tek bir eki
darbesinde krmak ii harcanan kinetik enerji,eliin snekliliinin bir lsdr. Snek
malzemeyi krmak iin daha fazla enerjiye ihtiya vardr.Gevrek malzeme daha az enerjiyle
krlr.
Sfrn altndaki scaklklarda alan elik paralarn yzeylerinin przsz olmas
gerekir.Hatta zmba ile iaret dahi konmamaldr.
ekil 8.1. Ferritik eliin entik-darbe dayanmnn scaklkla deiimi
ekil 8.1 de tipik entik darbe erisi grlmektedir. Bu eri ferritik elik iin
izilmitir.Sada ve soldaki yatay denebilecek ksmlar tam gevrek ve tam snek davran
simgelerken ortada kalan belli bir scaklk aralnda elik karakter deitirir. Gei blgesi
ad verilen bu blgede krlma %50 snek, %50 gevrek olarak gerekleir.
8.3. Souktan Etkilenmeyen Malzemeler:
YMK Kristal kafesine sahip metaller ve alamlar souktan etkilenmezler.Al, Ni, Cu ostenitik
paslanmaz elik bu tip kristal kafese sahiptirler, souktan etkilenmezler. Bu tip malzemeler
iin entik darbe deney yapmaya gerek yoktur. lerinde 240 C ye kadar snekliklerini
koruyanlar vardr.
Tablo 1. Souktan etkilenmeyen malzemeler
Al
Ni ve alamlar
Cu
Tp 304
Tp 347 Ostenitik Paslanmaz
Tp 321 elikler
Tp 316
ok souk ortamlarn balca malzemeleri,ucuz olmas nedeniyle Al ve alamlar, basnl
devrelerde ise ostenitik paslanmaz elik ve onun en ucuz tr (Tp304) olandr.
8.4. Normal Ferritik eliklerin Souktan Etkilenmeleri:
Malzemeler snekliliklerini koruduklar scaklklarda kullanrlar.Gevrekletikleri scaklklar
yasaktr. Atmosferik scaklk ve bunun zerinde kullanlmak iin imal edilen ferritik elikler
(-29 C) souklua kadar sorun yaratmadan kullanrlar. Ferritik eliin snekliliini soukta
devam ettirmesi onun mekanik zellikleriyle ilgilidir.
ekme dayanm(kp/mm
2
) -29 C scakla kadar kullanma artlar
> 60 Kullanlamaz.
50-59 Zorunlu hallerde ve zel nlemler alnarak kullanlr.
43-49 Kaynak sonras gerilim giderme yaplarak kullanlr.
< 42 n koulsuz kullanlr.
-29 C scakln altnda alacak ferritik elikler souk iin zel imal edilirler. Ferritik elii
soua dayankl klmak iin iki imkan vardr.
1-Bnyeyi yabanc kalnt ve kusurlardan arndrmak ve tane yapsn kltmek
2-Ni ile alamlandrmak.
Bu nedenle soukta alacak ferritik elikler iki ana gruba ayrlrlar.
1-Tam Sakin nce TaneliClu elikler
Erimi haldeki eliin iinde erimi bulunan (O
2
) gazn almak ve tane yapsn kltmek
onun soua kar dayanklln arttrr. Bunlar ilave ilem gerektirdiinden maliyeti
yksektir.Bylece Clu elik 49 C derece kadar soukta dayanabilir.
Ergimi eliin iindeki oksijen gazn almaya SAKNLETRME denir. Zira sv elik
frndan potaya ,potadan ingot kalba dklrken iinde haps olmu gazlarn ve zellikle
oksijenin o an kamakta olmas sebebiyle fokur fokur kaynar. te bu gazl elie KAYNAR
elik ad verilir.Fakat ergimi sv elik ierisine (Si) ve (Al) gibi oksijene ilgisi olan
elamanlar kartrlrsa, bunlar oksijeni derhal balarlar. Ve oksit halde cruf olarak yzeyde
toplanrlar.Bu ileme SAKNLETRME ad verilir.lemin derecesine gre YARI SAKN ve
SAKN olarak adlandrlr.
kinci ilem tane kltmektir.Bunun iin ergimi elik iine yine bir miktar (Al) katlr. Al
tanelerin snrlarnda kelir ve tanelerin bymesini nler. Komu tanelerin birbirine
kaynamasna engel olurlar. Tane kltmek iin V, Zr, Nb elementleri de katlmaktadr.
Bu elementte Avrupallar Niobium, Amerikallar Columbium diyorlar. Sakinletirme ve tane
kltme eliin soua ve basnca dayanmn arttrr.
2. Nikel Alaml elikler:
Ferritik yapl eliklere (Ni) katks eliin soua dayanmn alacak nisbette arttrr.
Sakinletirme bu tr eliklere de uygulanr.Ayrca (Ni) tpk (Al) gibi tane kltc etki
yapmaktadr. (Ni) miktar srasyla %2 - %3,5 - %9 katlmak suretiyle 73, -101, -196 C
souk scaklklara kadar inebilir.
Ayrca cidar kalnl azaldka Clu elik daha derin souklara dayanabilir. Dier taraftan
kaynak sonras gerilim giderme ilemi de karbonlu eliin soua tahammln nemli
lde arttrr.
BLM 9
KAYNAK HATALARI
9.1 atlaklar
En tehlikeli kaynak hatasdr. Ergitme kaynanda; esas metalde, kaynak metalinde veya
snn tesiri altndaki blgede ortaya kar.
atlak grnleri bakmndan aadaki biimde snflandrlr:
a-) Boylamasna atlaklar (ekil 9.1).
b-) Enlemesine atlaklar (ekil 9.2.a).
c-) Yldz atlaklar (ekil 9.2.b).
d-) Krater atlaklar (ekil 9.3).
e-) Dank atlaklar (ekil 9.4).
f-) Mikro (kl) atlaklar
ekil 9.1. Boylamasna atlaklar
ekil 9.2. Enlemesine ve yldz atlaklar
ekil 9.3. Krater atlaklar
ekil 9.4. Dank ve dalgal atlaklar
9.1.1. Kaynak metali atlaklar
Kaynak metalindeki blgesel gerilmelerden dolay meydana gelirler. Bu atlaklar;
enlemesine, boylamasna, krater, yldz veya dank atlaklar eklinde olabilir. atla
meydana getiren gerilmeler; kaynak metalinin kendini ekmesi ve bu ekmenin
engellenmesi sebebiyle ortaya kar. Kaynak metalinde meydana gelen atlakla, aadaki
sebeplerden dolay ortaya kar:
a-) Kaynak yaplacak paralarn, birbirine iyi intibak etmemeleri,
b-) Kaynak azlarnn dzgn olmamas;
c-) Nfuziyet azl,
d-) Kalntlar,
e-) Malzemenin bileiminde kkrt orannn yksek olmas,
f-) Malzemenin snekliinin dk olmas,
Kaynak metalinde meydana gelen atlaklarn nlenebilmesi iin, u tedbirleri alnmaldr:
a-) Kaynak ilemi srasnda, diki kendini kolayca ekebilmelidir.
b-)Bilhassa kaln saclarn ve sabit paralarn kaynanda; dikiin ekme gerilmelerine
dayanabilmesi iin, pasolar geni olarak ekilmelidir.
c-) Paralar birbirlerine iyi ekilde uydurulmal ve uygun kaynak sras takip edilmelidir.
d-)Kk pasosunda meydana gelen atlaklar ortadan kaldrlmadan, sonraki pasolar
yaplmamaldr.
e-) Enine atlaklarn nlenmesi iin, sneklii yksek elektrodlar kullanlmaldr.
9.1.2. Esas metal atlaklar
Bu tr atlaklar genellikle, yksek mukavemetli ve yksek karbonlu eliklerde snn tesiri
altndaki blgede meydana gelir. Bunun sebebi de, bu blgenin kaynak esnasnda
sertlemesidir. Esas metalde meydana gelen atlaklarn sebepleri yle sralanabilir:
a-) Esas metalin bileiminin sertlemeye sebep olmas,
b-) Levhalarn kalnlnn fazla olmas,
c-) Dk s girii ile kaynak yaplmas,
d-) Ortam scaklnn dk olmas
Esas metalde ortaya kan atlaklarn nlenmesi iin, u tedbirler alnmaldr:
a-) Paralarn kaynaktan nce ve sonra, uygun scaklklarda tavlanmas,
b-) Paralara verilen s miktarnn artrlmas. Bunun iin, kaln apl elektrod kullanlmas
veya uygun bir kaynak usulnn seilmesi,
c-) ok pasolu kaynaklarda, pasolar soumaya frsat braklmadan birbiri ardna
ekilmelidir.
d-) Dk scaklklarda alrken, bazik elektrodlar kullanlmaldr.
9.2. Boluklar
Gzenek olarak da adlandrlan bu hatalar; kaynak esnasnda meydana gelen gazlarn dikii
terk edemeyip, ierde haps olmas veya tam yzeyde iken katlamann tamamlanmas
neticesinde ve bazen de metalin kendini ekmesi dolaysyla meydana gelirler.
Boluklar dzenli veya geliigzel dalm yuvarlak ekilli, kanallar eklinde metal
ierisinde veya diki yzeyinde bulunabilir (ekil 9.5).
ekil 9.5. Boluklar
Kaynak metalinde meydana gelen boluklarn teekkl zerinde, aadaki faktrler
etkili olmaktadr:
a-) Esas metal kimyasal bileimi,
b-) lave metalin (kaynak teli veya elektrod) kimyasal bileimi,
c-) Esas metal ve ilave metalin, kkrt miktarnn fazla olmas,
d-) Elektrod rtsnn rutubetli olmas,
e-) Dk akm iddeti ile kaynak yaplmas,
f-) ok uzun veya ksa ark boyu ile kaynak yaplmas,
g-) Ergimi kaynak banyosunun abuk soumas,
h-) Kaynak azlarnn kirli olmas,
i-) Oksi-asetilen kaynanda karbonlayc bir alev kullanlmas.
Kaynak dikiinde bulunan gzenekler; diki kesitini azaltmann yannda, gerilme
ylmalarna ve entik teekklne sebep olurlar. Bu nedenle balantnn mukavemetini
azaltrlar. Gzeneklerin meydana gelmemesi iin, yukarda saylan sebeplerin ortadan
kaldrlmas gerekir. Yani gaz meydana gelmesi veya meydana geldii takdirde dikii
kolayca terk etmesi temin edilmelidir.
9.3. Kalntlar
Kalntlar; kaynak metalinde bulunabilecek dekapan ve kaynak tozu kalntlar, oksit
kalntlar ve ar metal kalntlardr. rnek olarak; alminyumun kaynanda teekkl
eden Al
2
O
3
in kaynak metali ierisinde kalmas, tungsten kalntlar verilebilir.
Elektrik ark kaynanda; elektrod rts veya kaynak tozundan teekkl eden cruf
paracklar, devaml veya kesikli hatlar eklinde kaynak metali ierisinde kalabilir (ekil
9.6).
ekil 9.6 Kaynak dikiinde kalntlar
ok pasolu kaynakta; pasolar arasndaki cruflarn tam olarak temizlenmemesi, kalntlara
sebep olur.
Cruf kalntlar, mukavemeti drr ve atlaklarn oluumuna sebep olur. Kalntlarn
nlenmesi iin; erimi banyo hareketlerinin kontrol, pasolar arasnda cruflarn iyi
temizlenmesi gerekir.
9.4. Yetersiz Erime
Kaynak metali ile esas metal veya ok pasolu birletirmede pasolar arasnda ortaya kan
birleme azlklardr (ekil 9.7).
Oksi-asetilen kaynanda, uygun gte fle kullanlmamas sebebiyle ortaya kan
yetersiz erimenin, elektrik ark kaynandaki nedenleri aadaki ekilde sralanabilir:
ekil 9.7. Yetersiz erime hatas
a-) Cruf, oksit ve dier metalsel olmayan kalntlarn bulunmas,
b-) Elektrodun yanl bir a ile tutulmas,
9.5. Nfuziyet Azl
Ergimenin btn malzeme kalnl boyunca olmamas eklinde ortaya kan,
kaynaklanmam ksmlarn bulunmasdr. Elektrik ark kaynanda bu hata, aadaki
sebeplerden dolay meydana gelir:
a-) Uygun elektrod apnn seilmemesi,
b-) Uygun akm iddetinin seilmemesi,
c-) Kaynak aznn uygun olmamas,
d-) Kk pasosunun kt ekilmesi.
Bu hatann nlenmesi iin; uygun akm iddeti ve elektrodun seilmesi, uygun kaynak
aznn yaplmas lazmdr. ekil 9.8de nfuziyet azl, ematik olarak verilmitir.
ekil 9.8. Nfuziyet azl
9.6.D Yzey Hatalar
9.6.1. Yanma oluklar
Esas malzeme ve diki kenarlarnda, yanmadan dolay meydana gelen oluk ve entikledir
(ekil 9.9).
ekil 9.9. Yanma Oluklar
Yanma oluklar u sebeplerden dolay meydana gelir:
a-) Akm iddetinin yksek olmas,
b-) Hzl kaynak yaplmas,
c-) Elektrod veya flecin byk olmas,
d-) Elektrod, kaynak teli veya flecin fazla zikzakl hareketler yapmas,
e-) Elektrodun yanl a ile tutulmas,
f-) Esas metalin ar derecede pasl ve elektrodun rutubetli olmas.
Yanma oluklarnn nlenmesi iin, yukarda saylan sebepleri ortadan kaldrc tedbirlerin
alnmas gerekir. Yanma oluklar entik etkisi yapar.
9.6.2. Ar metal yma
Diki zerine gereinden fazla, kaynak metali ylmasdr (ekil 9.10). Ar metal yma,
malzeme israfndan baka; gerilme dalmn da bozar. Kaynak hznn veya elektrod
apnn yanl seilmesi neticesinde ortaya kar.
ekil 9.10. Ar metal yma
9.6.3. Fazla dbkey i ke dikii
Dk akm iddetiyle kaynak yaplmas halinde ortaya kar (ekil 9.11). Gereksiz
malzeme ylmas ve entik etkisi sebebiyle, zararl bir kaynak biimidir.
ekil 9.11 Fazla d bukey i ke dikii
9.6.4. Fazla sarkk (fkrm) diki
Kaynak dikiinin arkasnda meydana gelir (ekil 9.12). Bunun sebebi, ergimi metalin
katlamas esnasnda ortaya kan gazlardr. Gaz miktarnn fazla ve katlama sresinin
uzun olmas durumunda meydana gelir.
ekil 9.12 Fazla sarkk diki
Bilhassa; %0,20nin zerinde karbonlu eliklerde, manganez ve silisyum oranlarnn dk
olduu hallerde ortaya kar.
9.6.5. Birleme olmadan kaynak metalinin esas metal zerine tamas
Elektrik ark kaynanda yanl el hareketi neticesinde meydana gelir (ekil 9.13). Bilhassa;
eik ve dik dzlemlerde yaplan kaynaklarda ortaya kar. Elektrod tutu as ve
hareketinin yanl olmas, akm iddeti ve ark boyunun fazla olmas bu hataya sebebiyet
verir. Dinamik yklemelerde, gerilme ylmasna sebep olur.
ekil 9.13 Kaynak dikiinde tama ve akma
9.6.6. Sramalar
10. KAYNAK KALTESNN MUAYENES
10.1 Tahribatsz Muayene
Baz hatalarn sistemin alma davranlar ve atlak ilerlemesi bakmndan nemi byktr.
Bu durumda bir kaynakl yapnn gvenle kullanlmas isteniyorsa, kaynakta kabul
edilmeyecek cins ve byklkteki hatalarn mevcut olup olmadn muayene etmek
iin kullanabileceimiz baz vastalara sahip olmamz gerekir. Bu vastalarla muayeneden
sonra kaynak balantsnn kullanma uygun bir durumda olmas gerektii de aktr. Bir baka
ifadeyle, sz konusu muayenenin tahribatsz muayene yntemleri (N.D.T) ile yaplmas
gerekmektedir.
Kaynak inspektrnn kullanabilecei ok sayda N.D.T. teknikleri mevcuttur. Ancak ya
cihazlarn pahal olmas nedeniyle ya da iilik maliyetlerinin yksek olmas nedeniyle, bunlar
ou kez pahaldr. Her bir yntemin kendine zg snrlar vardr ve her ie uygun bir
muayene sistemi mevcut deildir. Kaynak balantsnn muayenesi. seilen tekniin
ilgilendiimiz hatalar tespit etmeye yeterli olmasn salayacak biimde, dikkatli bir ekilde
planlanmaldr.
Deney yaplmadan nce kabul standartlarnn belirtilmesi de nemlidir; nk bu gerekli
hassasiyetin ne olduunu belirtecektir. Bu artlarda hassasiyeti, kesin olarak tespit edilebilen en
kk hata anlamnda alabiliriz. Bir deney yntemi 2 mm uzunluktaki atlaklardan daha
kklerini tespit edemiyorsa, l mm'den byk atlaklarn kabul edilemeyeceim belirtmenin
hi bir anlam yoktur. Byle bir dunun sahte bir emniyet duygusu salar. Kullanlan muayene
teknii ile herhangi bir hata ortaya karlmad zaman kaynan hatasz olduunu sylemek
de yanltr Byle bir durumda sylenmesi gerekli en mantkl ey, tespit edilmi bir hatann
olmaddr.
N.D.T.'nin bize bir kaynan kabul edilebilir olup olmadn syleyemediine de dikkat
etmemiz gerekir. Bir rapor halinde belirtebileceimiz tm bilgiler, ortaya karlan hata
tiplerinin bir listesi, bunlarn boyutlar ve bunlarn balantda igal ettii yerlerden ibarettir.
N.D.T. ile saptanan hatalarn boyutlarnn, tasarmc tarafndan hesaplanm olan ve kaynakl
yapnn alma ortamnda hasara uramadan tlere edebilecei hata boyutlarndan daha byk
olup olmadna karar verme yetkisi sigorta eksperi, mteri temsilcisi veya retim ii
inspektr gibi kabul otoritelerine aittir.
10.2 Gzle Muayene
Kaynak birletirmelerine uygulanan N.D.T.'nin, daha sonra etrafl bir ekilde ett
edeceimiz radyografi veya ultrasonik hata tespitinden ibaret olduunu dnmek genelde
yaplan bir yanltr. Tecrben bir inspektr yukardaki tekniklerden herhangi birini
kullanmadan evvel balanty gzle muayene edecektir. Genelde hatalar plak gzle ortaya
karlabilir ve bu safhada dzeltilebilir veya tamir edilebilir. Gzle muayenede aadaki
hususa dikkat edilmelidir:
a) Kaynan boyutlar (zellikle i ke kaynaklarnda, ekil 10. l ve 10.2),
b) Tek tarafl kaynakl balantlardaki nfuziyet.
ekil 10.1. niversal kaynak geyci (Kaynak Enstits): stte diki kalnl lm; altta ayak
uzunluu lm.
ekil 10.2. Basit i ke kayna geyleri.
10.3 Yardmc gereler kullanarak gz ile muayene
yi bir aydnlatma altnda bile atlaklarn gz ile muayene yoluyla tespiti genellikle zordur.
Bir atlan mevcudiyeti ya penetran sv ya da magnetik toz teknikleri kullanlarak daha
belirgin bir ekilde ortaya karlrsa, muayenenin etkinlii ve hz arttrlm olur.
10.3.1 Penetran sv muayenesi
Dk yzey gerilimine sahip bir sv kaynak balantsnn yzeyine dklecek olursa, bu sv
metali slatr ve niform biimde akar (ekil 10.3). zellikle de bir atlan veya boluun
iine szar. Esas metalin ve kaynan yzeylerinin silinip temizlenmesi sonucunda da sv
sadece atlak iinde kalr. Bundan sonra temiz yzey zerine absorbant bir tebeir tozu
tabakas serpilecek olursa, sv atlaktan darya doru ekilir. Svya krmz boya ilve
edilerek atlan bulunduu yerler tebeir tozu zerindeki krmz lekeler yoluyla ortaya
karlr.
Bir baka yol da, ultraviyole altoda parlayan flresan maddeler ieren svlar
kullanmaktr.
ekil 10.3. Penetran sv ile muayenenin prensipleri.
Penetran sv muayenesi iin gerekli ekipman kolaylkla tanabilir olduundan bu yntemin
imalathanede veya sahada kullanlmas ok kolaydr. Sv, sv giderici ve tebeir developer
sprey kutularnda pazarlanmaktadr. Tebeir developer ile flresan arasndaki seim yerel
artlara bal olarak yaplr. Flresan sv atlan ana hatlarn biraz daha iyi bir ekilde verir;
ancak muayene srasnda geri plandaki n yumuak tonda olmas gerekir. lave olarak
ultraviyole lambas bir g nitesi gerektirir. Buna karlk tebeir developern kullanlmas
daha fazla zaman gerektirir ve eer kaldysa sv, tebeir yzeyi boyunca yaylr; belirtiye daha
yaylm bir grnt verir.
10.3.2 Manyetik Toz ile Muayene
elikler gibi ferro-manyetik malzemelerin muayenesinde, yzey atlaklarnn ortaya
karlmasnda kullanlabilecek dier bir yntem de manyetik toz ile muayenedir. Bu teknik de
atlak iinde bir manyetik alan yaratlr ve bu alan demiroksit tozlarn ekmek iin kullanlr.
ubuk eklinde bir mknats gz nne alalm (ekil 10.4). Mknats iinde kuvvet izgileri
ubuun bir ucundan dier ucuna doru, yani S' den N kutbuna doru gider. Ayn zamanda
mknatsn etrafnda da bir manyetik alan mevcuttur. ubuk zerine serpilen demir tozu
kuvvet hatlarnn birbirine yaklat kutuplarda toplanr. Eer bir mknats dier mknatsn
yanna, mknatsn N kutbu ilk mknatsn S kutbunun karsna gelecek ekilde yaklatrlrsa.,
kuvvet hatlar iki mknatsn arasndan geer. Demir tozlan bu yeni dzenleme zerine
serpilecek olursa, N ve S kutuplan arasndaki boluun etrafnda ve iinde toplanrlar.
ekil 10.4. ubuk mknats etrafndaki ve bir atlaktaki manyetik alanlar.
elikteki bir kaynakta, mevcut atlaa dik ada etkiyen bu' manyetik alan yaratarak atlan
tpk mknatslar arasndaki arala benzer bir ekilde davranmasn salayabiliriz. Byle bir
durumda kuvvet hatlar atlaktan geer ve ayn zamanda yzeyin dna doru da szar.
Kaynak zerine serpilmi demiroksit tozlan manyetik alann szd noktada toplanr ve
bylece atlan mevcudiyetini ortaya karr.
Kaynakl balantda manyetik alan yaratmak iin mknats veya elektromknats
kullanlabilir. Genelde muayene edilen alandan bir akm geirilir (ekil 10.5). atla ortaya
karmak iin kullanlan sv veya "mrekkep", genellikle gazyana kartrlm manyetik
demiroksit tozlarndan meydana gelmitir. Tozlar ultraviyole altoda grlebilmek iin
bir flresan bileii ile kaplanabilirler. Gazyann kullanlmasna
itirazlar olduu takdirde, manyetik tozlar kaynak yzeyinin zerinde bir bulut oluturacak
ekilde bir krkten pskrtlrler. Bu ikinci yntem V balantlarnda kk pasosunun
muayenesinde zellikle ok yararldr. nk bu durumda bir sonraki pasoyu ekmeden evvel
kaynak aznn temizlenmesine ihtiya yoktur.
ekil 10.5. Alternatif akm kullanarak gerekletirilen manyetik toz muayenesi.
10.4 Radyografi
Penetran sv ve manyetik toz teknikleri yardmyla veya bunlar olmadan yaplan gzle
muayene sadece yzey zerinde oluan hatalarla ilgili yararl bilgi verir. Ultrasonik
getiimiz yllarda geerli bir tahribatsz muayene metodu haline gelmekle birlikte,
geleneksel olarak radyografi kaynaktaki hatalar belirlemede ska kullanlmaktadr.
Kaynaktaki hatalarn radyografi ile tespiti X nlarnn ve Gama nlarnn herhangi bir beyaz
geirmeyen malzemelere nfuz etme kabiliyeti esasna dayanr. Her iki n da
elektromanyetik n olup bunlarn karakteristik dalga boylar aadaki gibidir.
Gama nlan radyoaktif malzeme tarafndan yaylrken, X nlan uygun bir vakum tp iinde
istendiinde retilir. Hata tespiti bakmndan benzer ekilde davranrlar ve radyografinin
prensipleri aada aklanrken ikisi arasnda bir ayrm yaplmayacaktr. Daha sonra blm
iinde bunlara zg zellikler aklanacaktr.
X nlan, malzeme iinde ilerlemesi srasnda absorbe edilirler. Eer malzeme homojen ise,
X nlan demetine maruz kalm alan boyunca absorpsiyon miktar ayndr. Dier taraftan
eer malzeme, rnein bir gaz boluu ieriyorsa, bu noktadan
geen nlar daha az miktarda absorbe "edilir ve kan demette iddet deiimi meydana gelir.
Bu, radyasyon kaynana zt taraftaki malzeme tarafna bir fotoraf filmi koyarak kolaylkla
tespit edilebilir (ekil 10.6). Film X nlarna maruz kalr ve bunun optik younluu
radyasyonun iddetine baldr. Bylece gaz boluu altndaki alan, her iki taraftaki esas
metalden daha fazla X n alr ve fotoraf emlsiyonu byk lde etkilenir. Negatif film
zerinde bu, boluun ekline benzer ekilde siyah bir nokta olarak
ortaya kar (ekil 10.7).
kan nlarn iddetlerindek fark, esas malzemenin ve boluk iindeki gazn greceli
absorpsiyon katsaylarna baldr. Absorpsiyon katsays malzemenin atom numarasnn ve X
nlarnn dalga boyunun bir fonksiyonudur. yi bir rastlant sonucu kaynak balantlarndaki
hatalar genelde esas metalden nemli lde kk absorpsiyon katsaysna sahip gaz,.
hava veya cruf ierirler. Bu, filmdeki younlukta
nemli deiimlere sebep olduundan hatalarn mevcudiyeti kolaylkla tespit edilebilir. Buna
tek bir istisna tungsten kalntlar tekil eder. Bu metal normal olarak kaynaklanan metallerden
ekil 10.7. Tipik bir radyograf
daha youndur; bu nedenle daha fazla X n absorbe ettiinden, negatif film zerinde
parlak bir nokta oluturur.
Hatalarn tm radyografi ile tespit edilemez. Hatalarn tespit edilebilmesi byk lde
hatann na gre ald dorultuya baldr (ekil 10.8).
ekil 10.8. Hatann X nna gre dorultusu.
10.4.1 Film ekme
Bk kaynan filmi ekilecekse, sahte belirtilerin oluumunu engellemek iin yzey
zerindeki tm yabanc maddeler temizlenerek kaldrlmaldr. Bazen daha fazla niform
artlar salamak amacyla dikiin alt ve st tarafndaki kaynak metali fazlal talama
yoluyla giderilir.
Film k geirmez bir kaset iinde balantnn bir tarafna, X n kayna kaynaktan uygun
bir mesafede balantnn aksi tarafna yerletirilir ve nlarn metal yzeyi zerine simetrik
olarak dmesini salayacak ekilde dzenlenir. X n kayna altrlr ve balant
nceden tayin edilmi bir sre X nlarna maruz kalr. Poz sresi radyasyonun iddetine,
nlarn dalga boyuna ve muayene edilen metalin kalnlna baldr. Bu sre X nlan iin
10 sn'den 10 dakikaya kadar, Gama nlan iinse l dakikadan 24 saate kadar deiebilir. Poz
sresi dolduunda kaset normal fotoraf filmine benzer ekilde banyo edilecei bk karanlk
odaya alnr. Film kuruduktan sonra parlak bir a tutularak etd edilir.
Radyografinin avantajlarndan biri, filmin kaynan kalitesinin kalc bir kayd olarak muhafaza
edilebilmesidir.
10.4.2. X Inlarnn retimi
X nlar bir katot ve bir anot ieren bir vakum tpnde retilir (ekil 10.9). Istlm katot
elektron yayar ve bu elektronlar 100 il 400 kV mertebesindeki yksek gerilim fark ile moda
doru hzlandrlrlar. Elektronlarn says katodun stld scakla baldr ve bu nedenle
filman katottan geen akmn (2 il 10 mA) bir fonksiyonudur. Anot bakr bir blok iine
yerletirilmi bir tunsten diskten (anti katot veya hedef olarak adlandrlr) meydana gelmitir.
Elektronlar hedefe arptklarnda bunlarn kinetik enerjileri hem s, hem de X nlan
retiminde kullanlr. Is, bakr blok sayesinde blgeden uzaa iletilir. Yksek gl tplerde
bakr blok, svyla da soutulabilir. X nlarnn tp ekranndan i parasna doru yaylmasn
salamak amacyla hedef) elektron demetiyle bir a yapacak ekilde yerletirilmitir.
ekil 10.9. Bir X n tpnn basitletirilmi emas.
10.4.3. Gama In Kaynaklar
Baz elementler zamanla paralanan kararsz atom ekirdeine sahiptirler. Bu paralanma
radyasyon yaylmasyla birlikte meydana gelir ve bu radyasyonun bir ksm Gama srdandr.
Bunlar yksek enerjiye sahiptirler ve metallere X nlarndakine benzer ekilde nfuz
ederler. Gama nlan bu nedenle kaynak balantlarnn muayenesi iin kullanlabilir.
Bir nkleer reaktrdeki irradyasyon veya fisyon ile elde edilmi "yapay radyoaktif izotoplar"
kaynak dikilerinin muayenesi iin gama n kayna olarak kullanlrlar. En ok kullanlan
izotoplar iridyum 192, Kobalt 60, Sezyum 137 ve Sezyum 134'dr.
zotoplar kktrler ve X nlarnn tersine bir g nitesine ihtiya duymazlar, kolaylkla
tanabilirler. Ancak kurun kapl bir tayc iinde muhafaza edilmeleri ve dikkatle
kullanlmalar gereklidir. Gama nlan btn dorultularda yaylr. Bu zellii soru
kaynaklarnn muayenesi srasnda zellikle yararldr. Gama n kayna d filmle
sarlm borunun iine yerletirilir.
10.4.4 Radyografi kullanmnda emniyet
X nlan ve Gama nlan vcut hcrelerini hasara urattndan canllar iin byk lde
zararl olabilir. Alnan doza bal olarak bu tipten bir radyasyona manz kalmak, yanklardan
kan kanserine ve dier kanser trlerine kadar deien hastalklara neden olur.
Radyografinin endstriyel olarak kullanlmas yalnz radyografi eken kiiyi deil, ayn
zamanda evrede baka ilerle uraan kiileri de korumak zere kesin kurallara
balanmtr.
Radyasyona maruz kalmann etkilen kmlatiftir ve radyografik ekipman ile srekli alan
kiiler, belli bir zaman aralnda maruz kaldklar radyasyon miktarn lmeye yarayan bir
doz ler takmak zorundadrlar. Bu doz hz olarak bilinir ve pratikte bunu belli bir
seviyenin altnda tutmak iin tedbirler almak gerekir. lave olarak deney alan, radyasyonun
dier alanlara ulamasn engellemek iin perdelenmelidir. Perdeler tercihen kurunla
kapl olurlar veya kurunlu tuladan yaplrlar.
X nlan belli bir yne sahip olduklarndan genelde daha kolay kontrol edilebilirler.
Mmkn olan hallerde tp ve i paras, demet demeye ynlenecek ekilde
dzenlenmelidir. Gama nlan bir izotoptan her dorultuda yaylrlar ve bu nedenle
perdelemede daha byk problemler karrlar. Radyasyonun mevcut olduu alan
uluslararas ikaz sembol kullanlarak belirtilmelidir. Film na maruz kaldktan sonra X n
makinasnn dmesi kapatlr ve bundan sonra herhangi bir tehlike yoktur. Buna karlk bir
radyoaktif izotop srekli radyasyon yayar ve bu nedenle kullanlmad zamanlar korunmu
bir kutu iinde saklanmaldr.
10.5 Ultrasonik Muayene
Ultrasonik muayene, metal boyunca iletilen yksek frekanstaki titreimlerin iletim ekli gzlenerek
metal iinde bulunan hatalarn tespiti iin kullanlan yksek hassasiyete sahip bir
yntemdir. Eer muayene edilen malzeme bir hata ieriyorsa titreimler yansr. Hatalarn
mevcudiyeti ya iletilmi titreimlerin iddetindeki azalma gzlenerek ya da yansmalar
kontrol edilerek ortaya karlr.
Bu tip zellik geni bir aralktaki titreim frekanslar iin geerlidir. Ses dalgalarnn bir
duvardan veya bir metal tabakadan yansd hepimizce bilinir. Bu olay, bir orgun en dk
notasna karlk gelen 16 Hz frekansndan kiiye bal olarak sesin artk iitilemedii 15-
20 kHz frekansa kadar deien frekanslarda meydana gelir.
10.5.1 Ultrasonik Dalgalarn Tespiti
Bir ara yzeyden yansmalar yksek frekanslarda da, yani ultrasonik blgede de
olumaya devam eder. Ancak biz bunu plak kulakla fark edemeyiz. Bu nedenle bir eit
alglayc kullanmamz gerekir. Metallerin ultrasonik muayenesinde0.5 ila 10 Mhz, arasndaki
frekanslar kullanlr ve titreimler bir kristalin piezo elektrik zellikleri kullanlarak
llr.
niform kalnlktaki bir kuars disk bir basnca maruz kalrsa, diskin karlkl yzeylerinde
pozitif ve negatif ykler oluur. Basn kaldrlp diske kalnlk dorultusunda bir ekme
kuvveti uygulanrsa, ykler iaret deitirir. Kuars kristali ultrasonik titreimlerin yolu zerine
yerletirilecek olursa, kristal deiken bir ekilde basma ve ekme gerilmelerine maruz kalr
ve yzeyindeki ykler pozitif ve negatif arasnda deiir. Bu ykler grntlerinin
alnabilecei bir katot n osiloskobunu besleyebilirler ve bylece ultrasonik titreimlerin
mevcudiyetini tespit iin kullanl bir yntem elde edilmi olur (ekil 10.10).
ekil 10.10. Ultrasonik titreimlerin tespiti iin bir kuars kristalinin kullanlmas.
10.5.2 Ultrasonik titreimlerin retimi
Yukarda belirtilen ilemi tersine evirerek kuars kristalini bir titreim reteci olarak da
kullanabiliriz. Eer bir kuars kristaline deiken. bir elektrik potansiyeli uygulanrsa kristal
ultrasonik titreim yayar. Bu titreimleri muayene edilen metal parasna enjekte etmeye
alrken bir problem ortaya kar. Kristali metal yzeyi ile basit bir ekilde temas haline
getirmek, kristalle metal yzeyi arasnda bir hava tabakasnn kalmasna neden olur. Bu ise
sinyali azaltan veya yanstan bir ara yzey oluturur. Kuarsla metal arasnda iyi bir temas
salamak artyla metal yzeylerin ya veya gresle kaplanmas bu sorunu ortadan kaldrr.
10.5.3 Kaynak Balantlarnn Ultrasonik Muayenesi
Kaynak balantlarnn ultrasonik dalgalarla muayenesinde iki yol mevcuttur:
Transmisyon ve yansma.
10.5.3. l Transmisyon
Levhann karlkl yzeylerine ayr ayr verici ve alc problar yerletirilir. Eer hata yok ise
alc proba ulaan sinyalde ok az bir azalma vardr (ekil 10.11). Ultrasonik demetin yolu
zerindeki kk bir hata baz dalgalan yanstr ve alc tarafndan tespit edilen sinyal azalr.
Dier taraftan levhadaki tabakalanmaya benzer byk bir hata, iletilen sinyalin tamamen
kaybolmasna neden olur. Bu muayene yntemi ile hatann yzeyden ne kadar aada
olduunu tespit etmek mmkn deildir.Teknikle ilgili en nemli sakncalar elemann veya
kesitin her iki tarafndan da iyi bir girie ihtiya duyulmas ve problarn hassas bir biimde
ayn dorultuda yerletirilme problemidir. Problar birbirlerinin tam karlarnda deilseler,
ekrandan hata varm gibi grntler alnr.
ekil 10.11. Hatalarn tespiti iin kutlanlan transmisyon teknii
10.5.3.2 Yansma
Bu yntem iin hem verici hem de alc grevi gren bir kombine prob kullanlr ve giriin
sadece bir yzde olmas gerekir. Normal bir probla (dik prob) sinyal, yzeye dik ada
gnderilir (ekil 10.12). Hatann mevcut olmamas halinde ultrasonik dalgalar levhann
kalnl boyunca hareket ederler dier yzeyden yansrlar ve proba gen dnerler. Bunlar,
katot nlan tpnde (CRT) bir snr yanks olarak grnrler. CRT dalgalarn levhaya
giriini de verici sinyali olarak kaydeder. Bununla snr yanks arasndaki mesafe, levhann
kalnlna karlk gelir.
Dalgalarn yolu zerinde bir hata mevcutsa, sinyalin bir miktar yansr ve bu sinyaller daha ksa
mesafe izlediklerinden CRT zerinde snr yanksndan nce grlrler. Yzey altodaki bir
hatann derinlii, bu hatann sinyalinin giri ve snr sinyallerine gre bulunduu yer gz
nne alnarak hesaplanabilir. Bir prob zerine yerletirilmi iki ayr verici ve alc kristalde
kullanlabilir. Fakat uygulamada genellikle verici ve alc olarak tek bir kristal kullanlmaktadr.
Tek bir kristal yerletirilmi bir eik prob (asal prob) normalde kaynak balantlarnn
muayenesinde kullanlr (ekil 9.13). Burada ultrasonik titreimler levha iine levha yzeyi ile
belirli bir a yapacak ekilde gnderilirler. Bu titreimler kar yzeye kadar hareket ederler
ve geli asna eit bir ada yansrlar. Titreimler st yzeyden tekrar yansrlar ve bu
bylece devam eder. Eer bunlaran yolu zerinde herhangi bir ara yzey yoksa, titreim
snnceye kadar devam eder. Dier taraftan, bir hata sinyalin tamamn veya bir miktarm
yanstr. Yansyan sinyal bundan sonra proba dnerken, ara yzeyin demete gre ald
pozisyona bal olarak, ya orijinal yolu ya da
yeni bir yolu takip eder. Hata yanks CRT'de grnr ve bunun verici sinyaline olan uzakl,
ultrasonik dalgalarn hareket ettii mesafenin bir lsdr. Sistemin geometrisi bilindiinde
hatann bulunduu yer kesin bir ekilde hesaplanabilir.
ekil 10.12. Levha yzeyine dik ada ultrasonik titreimler gnderen normal prob ile
yansma teknii
Bir kaynan muayenesinde (ekil 10.14) teknisyen levha zerinde kaynaa paralel iki doru
izer ve probu, kaynan tm kalnlnn muayene edilmesini salamak iin, bu iki snr
arasnda ileri geri hareket ettirir.
ekil 10.13. Eik probla gerekletirilen yansma teknii
ekil 10.14, Kaynak kalnln taramak ii probun hareket ettirilmesi.
Tablo 10. l 'de kaynaklarn tahribatsz muayene yntemleri zetlenmitir.
Tablo 10.1. Kaynaklarn tahribatsz muayene yntemlerinin zeti
You might also like
- İmalat TekrarDocument406 pagesİmalat TekrarMehmet KavakNo ratings yet
- Malzeme Bilimi II 3.haftaDocument30 pagesMalzeme Bilimi II 3.haftaerwinNo ratings yet
- Celik Ozellikleri Celik SecimiDocument15 pagesCelik Ozellikleri Celik SecimiAhmet HamamcıoğluNo ratings yet
- Alaşım Elementlerinin Çeliğe Etkisi PDFDocument10 pagesAlaşım Elementlerinin Çeliğe Etkisi PDFugrcnrNo ratings yet
- Alasim Elementlerinin Celige EtkisiDocument9 pagesAlasim Elementlerinin Celige EtkisiAlp PalaNo ratings yet
- Malzeme Isil İşlem MuayeneDocument60 pagesMalzeme Isil İşlem MuayeneMustafaSertNo ratings yet
- Kaynakta KatilasmaDocument30 pagesKaynakta KatilasmaOrhan BAYLANNo ratings yet
- Malzeme Bilgisi Ve MuayenesiDocument23 pagesMalzeme Bilgisi Ve MuayenesiOnur KaplanNo ratings yet
- Malzeme Seçimi ÖdeviDocument169 pagesMalzeme Seçimi ÖdevimeteminNo ratings yet
- Sertleştirme MekanizmalarıDocument54 pagesSertleştirme MekanizmalarısnngkcNo ratings yet
- Hava Araci Malzeme Donanimi I Dersi 3-4-5 HAFTA: Uçak Malzemelerinin Yapi Ve ÖzellikleriDocument96 pagesHava Araci Malzeme Donanimi I Dersi 3-4-5 HAFTA: Uçak Malzemelerinin Yapi Ve ÖzellikleriFurkan DuruNo ratings yet
- 8 1 KorozyonDocument32 pages8 1 KorozyonZehra ZehraNo ratings yet
- Celikler Ve Celiklerin Isil IslemiDocument37 pagesCelikler Ve Celiklerin Isil Islemiali akayNo ratings yet
- Modül 6 - TürkçeDocument438 pagesModül 6 - Türkçeİsmail UçarNo ratings yet
- ELEKTRİK MALZEMELERİ (Nil TOPLAN)Document377 pagesELEKTRİK MALZEMELERİ (Nil TOPLAN)llbilgekaganll100% (2)
- Kaynak - Kabiliyeti Celikler 6Document43 pagesKaynak - Kabiliyeti Celikler 6CüneytNo ratings yet
- Elektrolitik KaplamaDocument28 pagesElektrolitik KaplamaBerkan AkınNo ratings yet
- Elektrolitik KaplamaDocument28 pagesElektrolitik KaplamabringmetolifeeNo ratings yet
- Metaller Kimyası 2Document29 pagesMetaller Kimyası 2Faruk ÇAKIRNo ratings yet
- Celiklerin - Isil - Islemleri 4-5Document121 pagesCeliklerin - Isil - Islemleri 4-5Zekeriya AteşNo ratings yet
- Alasim Elementlerinin Celiklerin Kaynak KabiliyetiDocument9 pagesAlasim Elementlerinin Celiklerin Kaynak KabiliyetiKaan ÖzülüNo ratings yet
- Reinforcement Rebar Donatı Çeliği Kimyasal AnalizDocument12 pagesReinforcement Rebar Donatı Çeliği Kimyasal AnalizBurak HamurluoğluNo ratings yet
- DHF - 101 - B-11 Maddeler Bilgisi Metaller, Dental AlaşımlarDocument67 pagesDHF - 101 - B-11 Maddeler Bilgisi Metaller, Dental Alaşımlarharun vuralNo ratings yet
- MakMalBil 6.haftaDocument21 pagesMakMalBil 6.haftafranck n1No ratings yet
- Malzeme Bi̇lgi̇si̇ Ve Muayenesi̇Document63 pagesMalzeme Bi̇lgi̇si̇ Ve Muayenesi̇pislick0No ratings yet
- KorozyonDocument28 pagesKorozyonBehzat Ç. Nin BirasıNo ratings yet
- İHA 102 - 4. Hafta - Metal Esaslı Malzemeler - Demir MalzemelerDocument38 pagesİHA 102 - 4. Hafta - Metal Esaslı Malzemeler - Demir Malzemelerkemal tahir kulaklıoğluNo ratings yet
- MalzemeDocument76 pagesMalzemeKaan G. Burc0% (1)
- Çentik Darbe DeneyiDocument6 pagesÇentik Darbe DeneyiKadir KancaNo ratings yet
- Gemi Boyaları Ve UygulamalarıDocument81 pagesGemi Boyaları Ve UygulamalarıIlter Kocaman50% (2)
- Malzeme Ders 9 Muhendislik Metal Ve Alasimlari-2Document84 pagesMalzeme Ders 9 Muhendislik Metal Ve Alasimlari-2Sinan YıldızNo ratings yet
- Hava Araci Malzeme Donanimi I Dersi: Uçak Malzemelerinin Yapi Ve ÖzellikleriDocument60 pagesHava Araci Malzeme Donanimi I Dersi: Uçak Malzemelerinin Yapi Ve ÖzellikleriFurkan DuruNo ratings yet
- Isil İşlem - 18.06.2019Document69 pagesIsil İşlem - 18.06.2019TC Capulcu Mustafa MNo ratings yet
- Intermetalikmalzemeler 1Document24 pagesIntermetalikmalzemeler 1murat gümüşNo ratings yet
- Betonarme Demiri HakkındaDocument68 pagesBetonarme Demiri HakkındaGözde DoğanNo ratings yet
- 07 ISILİŞLEMLERdDocument27 pages07 ISILİŞLEMLERdBurak AydınNo ratings yet
- Metalleri̇n Çaliştiklari Ortam Ve Metalurji̇k Yapilarindan Kaynaklanan GevrekleşmeDocument43 pagesMetalleri̇n Çaliştiklari Ortam Ve Metalurji̇k Yapilarindan Kaynaklanan GevrekleşmeRuşenKadıoğluNo ratings yet
- Çeik Yapılar Ders NotlarıDocument440 pagesÇeik Yapılar Ders NotlarıshkcbdshNo ratings yet
- iMAL USULLERİDocument53 pagesiMAL USULLERİKemal KılıçarslanNo ratings yet
- 5-Cevre Ve Kullanim Kosullari-CywebDocument50 pages5-Cevre Ve Kullanim Kosullari-CywebMoayad HussamNo ratings yet
- KorozyonDocument34 pagesKorozyonAykut Yapal100% (1)
- Korozyon SunumuDocument78 pagesKorozyon Sunumuportakal06No ratings yet
- Demir Esaslı MalzemelerDocument151 pagesDemir Esaslı Malzemelertolga rahatNo ratings yet
- Elekti̇roki̇myasa Korozyon-2Document37 pagesElekti̇roki̇myasa Korozyon-2Seyda GunalNo ratings yet
- DERS2 FECdiyagramıDocument79 pagesDERS2 FECdiyagramıDursun ÇatalNo ratings yet
- 2NXFL3R4 Guncellendi Malzemelerin Siniflandirilmasi, Yapisal Ozellikleri Ve BiyouyumlulukDocument42 pages2NXFL3R4 Guncellendi Malzemelerin Siniflandirilmasi, Yapisal Ozellikleri Ve BiyouyumlulukEmircan BalıkNo ratings yet
- Kay TekDocument45 pagesKay TekKaan çelikoğluNo ratings yet
- Kaynak Ve Kaynak Tekni̇kleri̇Document45 pagesKaynak Ve Kaynak Tekni̇kleri̇AHMET DURAN CEYHANNo ratings yet
- Malzeme I D11 Metaller IiDocument65 pagesMalzeme I D11 Metaller IiFatih GNo ratings yet
- UntitledDocument39 pagesUntitledCan SevliNo ratings yet
- İNŞ 316 - Ders - 1 - 12022018Document18 pagesİNŞ 316 - Ders - 1 - 12022018atbNo ratings yet
- KatilasmaDocument27 pagesKatilasmaMehmet Akif Koç100% (1)
- Kaynak HatalarıDocument24 pagesKaynak HatalarıEralpNo ratings yet
- Döküm TeknolojisiDocument15 pagesDöküm TeknolojisiÖmer HacıismailoğluNo ratings yet
- Ts 3357 Standardi - Nin Yeri̇neDocument8 pagesTs 3357 Standardi - Nin Yeri̇nesukolikNo ratings yet
- Mak Elem. RulDocument29 pagesMak Elem. RulwenigmaNo ratings yet
- Hid. Silindirler 11Document101 pagesHid. Silindirler 11wenigmaNo ratings yet
- Boyler Hesabi TRDocument7 pagesBoyler Hesabi TRUğur AydemirNo ratings yet
- Endüstriyel Boya - TRDocument7 pagesEndüstriyel Boya - TRwenigmaNo ratings yet
- Silo Hava PatlaçıDocument6 pagesSilo Hava PatlaçıwenigmaNo ratings yet
- RulmanlarDocument71 pagesRulmanlarSuphi YükselNo ratings yet
- Aritma Tesisi Proses Şart.Document45 pagesAritma Tesisi Proses Şart.wenigmaNo ratings yet
- Manufacture Norms of Stainless Steel Pipes: Paslanmaz Çelik Borularin Üretim NormlariDocument1 pageManufacture Norms of Stainless Steel Pipes: Paslanmaz Çelik Borularin Üretim NormlariwenigmaNo ratings yet
- Mukavemet FORMÜLLERDocument18 pagesMukavemet FORMÜLLERalo72No ratings yet
- Yapı CeliğiDocument127 pagesYapı CeliğiwenigmaNo ratings yet
- BWG and SWG Dimensions and Weights: BWG Ve SWG Standartlarinin Ölçü Ve AğirliklariDocument1 pageBWG and SWG Dimensions and Weights: BWG Ve SWG Standartlarinin Ölçü Ve AğirliklariwenigmaNo ratings yet
- 4.i̇malata HazırlıkDocument46 pages4.i̇malata HazırlıkFahri YeşilotNo ratings yet
- Dolgu KaynaklariDocument20 pagesDolgu KaynaklariwenigmaNo ratings yet
- Basınçlı Ekipmanlar Direktifi ÖzetiDocument45 pagesBasınçlı Ekipmanlar Direktifi ÖzetiwenigmaNo ratings yet
- Tig Kay. ElektrodDocument18 pagesTig Kay. ElektrodwenigmaNo ratings yet
- TASIMDA MALZEME SEyOMDocument280 pagesTASIMDA MALZEME SEyOMkerasus353No ratings yet
- TASIMDA MALZEME SEyOMDocument280 pagesTASIMDA MALZEME SEyOMkerasus353No ratings yet
- Atex Sunum 2Document43 pagesAtex Sunum 2wenigmaNo ratings yet
- Kurutmada Temel KavramlarDocument28 pagesKurutmada Temel KavramlarwenigmaNo ratings yet
- Rulman Kullanıcı El KitabıDocument44 pagesRulman Kullanıcı El KitabıDicle KarabiberNo ratings yet
- Yüzey PürüzlülüğüDocument18 pagesYüzey PürüzlülüğüwenigmaNo ratings yet
- Tig Kay. ElektrodDocument18 pagesTig Kay. ElektrodwenigmaNo ratings yet
- Pasivasyon 11Document5 pagesPasivasyon 11wenigmaNo ratings yet
- Kurutma KinetigiDocument25 pagesKurutma KinetigiwenigmaNo ratings yet
- Civata Malzemelerinde Amerikan Standartlarının KarşılığıDocument1 pageCivata Malzemelerinde Amerikan Standartlarının KarşılığıwenigmaNo ratings yet
- Klima BağlantıDocument14 pagesKlima BağlantıwenigmaNo ratings yet
- Yk f1Document68 pagesYk f1wenigmaNo ratings yet
- TiogaChart p91Document2 pagesTiogaChart p91Dinesh PandianNo ratings yet
- Civata Malzemelerinde Amerikan Standartlarının KarşılığıDocument1 pageCivata Malzemelerinde Amerikan Standartlarının KarşılığıwenigmaNo ratings yet
- IsilislemlerDocument24 pagesIsilislemlerCobrajesitoNo ratings yet