Professional Documents
Culture Documents
Boiler Aalborg Aq-2 Ovimu
Uploaded by
nguyenvanhai19031981Original Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Boiler Aalborg Aq-2 Ovimu
Uploaded by
nguyenvanhai19031981Copyright:
Available Formats
Boiler types: Project Nos.: Hull Nos.
: Customer:
1 x AQ-2 5500 kg/h 736850, 736852, 737364, 737366, 737368 H 4102, H4103, H4104, H4105, H4106 Daewoo Shipbuilding & Marine Engineering Co., Ltd.
AQ-2 boiler / system concept
Chapter No.: Chapter name: 1 2 Technical data Flow diagrams
AQ-2 boiler / accessories
3 4 5 6 7 8 9 10 11 12 Descriptions Operation and maintenance Feed and boiler water Water level gauge Safety valves Feed water system Regulating feed water valve Chemical dosing unit Drawings Data sheets
Control system / electrical equipment
13 14 15 16 Alarm annunciator, type M1000 Electric drawings for control panel Set point diagrams Data sheets
Spare parts
17 Spare parts
TECHNICAL DATA FOR AQ-2
736850#02.0
Technical Data for AQ-2
1 General data
Project no.: .................................. 736850, 736852, 737364, 737366, 737368 Hull No.: ........................................................ 4102, 4103, 4104, 4105, 4106 Classification society: .............................................................................GL Pressure gauge calibration: ................................................................ kg/cm2 Thermometer calibration: .........................................................................C Language for warning signs: ............................................ English + German Language for name plates: ................................................................ English
Dimensions for boiler
Height excl. of mountings: ........................................................... 5,940 mm Diameter excl. insulation:............................................................. 4,300 mm Weight excl. of water ................................................................... 60,600 kg Weight incl. of water .................................................................... 98,200 kg
Water/steam process data
Steam output: .............................................................................. 5,500 kg/h Normal working pressure ............................................................ 7.0 kg/cm2 Max. allowable working pressure .............................................. 10.0 kg/cm2 Working temperature: ........................................................................ 170C Feed water regulation: ................................................................ modulating Feed water temperature, layout: ............................................................ 60C Feed water temperature, operation: .................................................. 85-95C
Language UK
Page 1/2
TECHNICAL DATA FOR AQ-2
736850#02.0
Combustion process data, exhaust gas
Main engine type: ................................................ MAN B&W 12K98ME-C Load on engine: .................................................................................... 90% Exhaust gas quantity ............................................................... 611,900 kg/h Exhaust gas temperature, inlet ............................................................ 229C Exh. gas temp., outlet ......................................................................... 207C Pressure loss across boiler: ......................................................... 90 mm WC
Data for electric systems
Power supply: .................................................................. 3 x 440 V , 60 Hz Control voltage: ................................................................ 1 x 220 V, 60 Hz Pilot voltage: ......................................................................................... 24V Insulation class: .........................................................................................F Degree of protection:............................................................................ IP44 Colour of boiler control panel:......................................... Munsell 7.5BG7/2
Data for pressure part
Boiler type: .......................................... Exhaust gas boiler, smoke tube type Model: ................................................................................................ AQ-2 Test pressure in accordance with TRD:.................................. min 15 kg/cm2 Protection of boiler body: ............................................................. steel plate Colour of insulation plates:.......................................................... galvanized
Manuals
Language for manuals: ........................................................................... UK Set of working manuals: ........................................................................... 15 Set of instruction manuals: ........................................... 4/1st ship - 3/2nd ship Document revision data: ................................................................. 04.08.24
Language UK
Page 2/2
AQ-2 BOILER
SD9210#11.0
AQ-2 boiler
1 Description
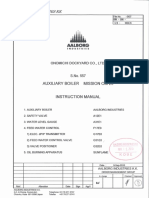
The AQ-2 boiler is a smoke tube exhaust gas boiler with steam space used for heat recovery from engine exhaust gas. An illustration of the boiler is shown in Figure 1. The boiler is designed as a vertical boiler with a cylindrical shell surrounding the boiler tubes and water drum as well as the steam space. The tubes consist of a large number of smoke tubes and a small number of stay tubes. The stay tubes with an increased diameter act as support for the boiler. Both types are welded onto the lower and upper tube plates. The steam space is formed by the shell plate and internal cone. At the top it is closed by means of the end plate. In the boiler tubes, heat from the engine exhaust gas is transferred to the water side by convection. On the water side, the heat is transferred by evaporation of the saturated water adjacent to the tubes where steam bubbles are formed. As the steam bubbles have a much lower specific density than the water, they will rise rapidly to the steam space where water and steam are separated. The steam space of the AQ-2 boiler is designed to absorb the shrink and swell volumes. It is advisable, however, to avoid sudden and large load variations as this might create instability in the steam system, and cause level alarms. Illustration of the AQ-2 boiler
End plate Steam space Outlet flange Upper tube plate Internal cone
NW Feed tube Smoke tubes Shell plate Water drum Manhole Blow down tube Lower tube plate Inlet flange Exhaust gas flow Foundation console Stay tubes Smoke tubes Scum tube
Figure 1
aq2_draw1.cdr
As the pressure part is made of mild carbon steel with elevated temperature properties stress concentrations in corner welding are minimised. In emergency mode the boiler can therefore be operated with low water level and even without
Language UK Page 1/2
AQ-2 BOILER
SD9210#11.0
water with the full exhaust gas flow through the boiler tubes, provided the boiler is operated depressurised and the inside temperature does not exceed 400 C. For inside inspection, the AQ-2 boiler is arranged with both hand holes and manholes. Two manholes are arranged at the bottom end of the boiler shell for convenient access into the water drum. For visual check of the smoke tubes and steam space, a number of hand holes are arranged in a suitable distance at the bottom and top of the boiler shell. The boiler foundation consists of four foundation consoles giving the necessary support and absorption of the thermal expansion. Finally, the heating surface dimensions of the boiler are designed to maintain a sufficient exhaust gas velocity giving the best self-cleaning effect within the design limits. However, after long term operation soot deposits can be accumulated inside the boiler tubes. The heating surface of the AQ-2 boiler can be cleaned easily by means of water washing or by adding soot remover into the exhaust gas flow using compressed air.
Language UK
Page 2/2
BOILER MOUNTINGS
SD9220#22.0
Boiler mountings
1 Mountings
The following is a brief description of the most important items of the boiler mountings. The components mentioned in this section are referring to the general arrangement drawing of the boiler. Safety valves Two safety valves are fitted to the pressure vessel of the boiler. They are installed for security reasons, and designed to prevent the boiler pressure from rising above the design value. The safety valves must be supplied with waste steam pipes and either expansion devices, or bellows. Main steam valve The main steam valve is a shut off/non-return valve. When closed, it isolates the boiler from the main steam line. When open, it prevents steam from flowing backwards into the boiler. Feed water valves / feed water valves (sdnr) Two feed water lines are provided in the boiler. Each line is fitted with a shut-off valve and a non-return valve. The shut-off valve in the ordinary group must be open when the boiler is in operation and closed when the boiler is not in use. Water level gauges Two local water level gauges are connected to the front of the boiler, each gauge being provided with two shut-off valves and a drain valve. The shut-off valves, fitted at the top and bottom of the sight glass, have a quickclosing mechanism to be used in case of broken glass. The pipes from the drain cocks on the water level gauge must lead to an open drain, visible for inspection. Blow-down valves Two blow-down valves are mounted at the bottom of the boiler body. If connected to a separate drainage system the valves are of the ball type. When connected to a common drainage system two valves are provided in each group, one shut-off valve and one shut-off/non-return valve. The shut-off function is for security and the nonreturn function prevents steam/water from flowing into an empty boiler by mistake. Air valve The air/ventilation valve located on top of the boiler is a shut-off valve. It is normally closed except when the boiler is being filled or completely drained. The end of the drain pipe from the air valve must be visible in order to determine when air or steam is coming out. Gauge board valve(s) One or two gauge board valves are located on the top of the boiler and are of the shut-off type. The valves must always be opened during boiler operation.
Language UK Page 1/2
BOILER MOUNTINGS
SD9220#22.0
Scum valve The scum valve is mounted at the top of the boiler body. In the event of scum in the boiler, this scum can be blown off from the water surface by opening this valve. If connected to a separate drainage system the valve is of the ball type. When connected to a common drainage system two valves are provided, one shut-off valve and one shut-off/non-return valve. Valves for heating coil If provided with heating coil, the boiler is equipped with two shut-off valves for inlet and outlet connection of the heating coil as well as a safety valve. The valves should only be opened when the boiler is filled with water. Sample valve A sample valve is installed enabling connection to a sample cooler for taking test samples to perform boiler water analyses. Manholes Two manholes are arranged on the boiler shell which allow inside inspection of the pressure vessel. Hand holes A number of hand holes are distributed regularly around the circumference of the boiler at the top and bottom for visual check of the smoke tubes. Inspection doors The boiler is or must be provided with an inspection door in both the exhaust gas inlet and outlet boxes to enable inspection and cleaning of the heating surface.
Language UK
Page 2/2
WATER LEVEL CONTROL
SD9230#37.1
Water level control
1 Description
The water level control is a modulating system at this type of boiler. The system is illustrated in Figure 1. For measuring and control of the water level, the boiler is equipped with a dp water level transmitter unit, which includes external reference and variable legs, and a dp-transmitter. The continuous 4-20 mA output signal from the dp-transmitter is processed in the control system, which provides level alarms/shut downs and control of the regulating feed water valve. Water level control system
Instrument air Regulating feed water valve
Feed water valves
Reference leg
Variable leg
Boiler
Valve manifold dp-transmitter Control system (panel)
Feed water pumps
Figure 1
dp_0_mod.cdr
Language UK
Page 1/1
GAUGE BOARD
SD9240#22.0
Gauge board
1 Description
The function of the gauge board is for monitoring of the boiler parameters. The pressure gauge is fitted for analogous reading of the actual steam pressure in the boiler. The pressure transmitter converts the actual steam pressure into corresponding electric signals which are used for remote steam pressure indication. Furthermore, the pressure transmitter can be used to give alarm for min. steam pressure. The pressure switch high steam pressure gives alarm when the steam pressure rises above the pre-adjusted set point. Reset of the alarm is only possible when the steam pressure falls below the differential set point of the pressure switch. The pressure switch main engine slow down decreases the engine load when the steam pressure rises above the pre-adjusted set point. Full load operation of the main engine is only possible when the steam pressure falls below the differential set point of the pressure switch and the alarm function is reset. Two temperature gauges can be fitted for analogous reading of the inlet and outlet exhaust gas temperatures respectively. A U-tube differential pressure indicator can be fitted. It indicates the differential pressure between the inlet and outlet exhaust gas boxes. A differential pressure transmitter can be fitted. It converts the actual differential pressure between the inlet and outlet exhaust gas boxes into corresponding electric signals which are used for remote indication.
Language UK
Page 1/1
START/STOP OF THE BOILER
OM9210#05.1
Start/stop of the boiler
1 General
The following chapters of the instruction manual describe the commissioning, operation, and maintenance of the exhaust gas boiler. As this is only a part of the complete boiler plant, it is important to study the remaining chapters in this manual very thoroughly. It is especially important that the operator of the boiler plant becomes familiar with the operation instructions of the feed water system, steam dump equipment, and control system. Note: To ensure a safe and reliable operation of the boiler plant, all operation and/or maintenance of the boiler should be carried out only by skilled personnel.
Commissioning
In connection with the boiler plant installation the entire system must be thoroughly cleaned in order to remove all welding beads, grease, dirt, etc. It must be ensured that all pipelines are ready for operation and that possible blind flanges used during pressure tests have been removed. Before putting the boiler into operation for the first time or after repair works, it should be boiled out to remove all protecting remedies and impurities on the boiler waterside. When the exhaust gas boiler is commissioned the following work procedures should be carried out:
2.1 Initial commissioning
Step A: Check that the main steam valve, scum valve, blow-down valves, and sample valve are closed. Step B: Open the feed water valves, water level gauge valves, air escape valve, and gauge board valve. Step C: Fill the boiler with feed water to approximately 50 mm below normal water level. The water level rises due to expansion when the boiler is heated. If the temperature difference between the boiler and feed water exceeds approximately 50C, the boiler must be filled very slowly.
Language UK
Page 1/5
START/STOP OF THE BOILER
OM9210#05.1
Note: When filling a depressurised boiler, the shut-off valve after the feed water pump must be throttled. Otherwise the pump motor will be overloaded. If filling takes place after the boiler has been heated by exhaust gas the feed water should be pre-heated as much as possible. Step D: Check the water level in the water level gauges. Check frequently during the complete start-up. The water level gauges should be blown through several times to ensure a correct indication. Step E: Check that the water level control system is connected and operational.
2.2 Final commissioning
When the boiler is started and lightened-up, it is important to reduce the heating-up rate in order not to cause stresses in the boiler. This can be done by reducing the engine load to fit the appropriate heating-up rate or by by-passing some of the exhaust gas flow if a by-pass system is provided. The following start-up procedure assumes that the engine is in operation and the exhaust gas flow is sufficiently high to lighten-up the boiler. Step A: Check again that the gauge board valve is open. Step B: Check that the air escape valve is open if the boiler pressure is below 1.0 barg. Step C: Check the water level frequently and fill the boiler with evaporated water as described previously, if necessary. Step D: Drain via the blow-down valves if the water level is too high. Step E: If the air escape valve was opened, close it when only steam blows out. A pressure reading should be indicated on the boiler pressure gauge before the air escape valve is closed. Step F: Re-tighten all covers such as manholes, hand holes, inspection doors, flanges, etc. during the pressure rising period. If required, check all flange joints on the plant. Step G: When the boiler pressure is approximately 1.5-2.0 barg and if the steam system is not pressurised, open the main steam valve slowly to heat-up and pressurise the steam system. Step H: Check that any connected remote indicators are working correctly. Step I: Open manually the steam dump valve somewhat to create an increased water replacement in the boiler. Step J: When the normal working pressure is reached, set the steam dump valve to automatic mode and open the valves to the steam consumers carefully in order to avoid water chocks.
Language UK Page 2/5
START/STOP OF THE BOILER
OM9210#05.1
Step K: When the boiler is in normal operation, check that the water level control system and the gauge board functions are fully operational. Step L: Check the opening pressure of the safety valves for the exhaust gas boiler by closing the main steam valve and gauge board valve until the pressure increases to the set point, adjust if necessary.
2.3 Commissioning notes
When an accumulation test of the safety valves is performed the water level inside the boiler might increase and cause high level alarm. This is due to an increased water temperature and a corresponding larger water volume. The water surface also becomes more unstable during the accumulation test. After 3-4 weeks in operation, mud and deposits in the piping system may have accumulated in the boiler water. This may cause level variations which disturb the steam generation, and it is therefore recommended to blow-down the boiler. It should then be inspected, cleaned, and refilled with boiler water.
Boiler operation
3.1 Boiler operation mode
The exhaust gas boiler is normally operated in connection with one or more oil fired boilers. The combination between an exhaust gas boiler and oil fired boilers makes it possible to operate the exhaust boiler plant in different modes. The different modes are: Operation on both the oil fired boilers and exhaust gas boiler. Operation only on the exhaust gas boiler Combined operation mode The steam production is controlled by the amount of exhaust gas from the main engine and the gauge boards of the oil fired boilers which control the burners. If the main engine produces an insufficient amount of exhaust gas to maintain the steam pressure, the boiler gauge boards initiate start of the burners. The burners operate as long as the steam pressure does not exceed the set point for stop. If the steam pressure increases above this set point, the boiler gauge boards initiate stop of the burners. Exhaust gas boiler operation mode When the exhaust gas flow through the boiler, produced by the main engine, is sufficient to maintain the steam pressure, the burners of the oil fired boilers will not be in operation. If the exhaust gas flow is above the required flow to maintain the steam pressure at a given steam output, the pressure increases. At a pre-selected set point the steam dump equipment, located elsewhere in the steam system, opens the dump valve and regulates the steam line pressure. If, however, the steam dump equipment is not operational the boiler pressure may rise above the set point for high steam pressure shut down and even up to the maximum allowable working pressure. At this point, the safety valves open and ensure any further increase of the steam pressure. Please note that some classification societies require a separate switch
Language UK
Page 3/5
START/STOP OF THE BOILER
OM9210#05.1
which reduces the engine load before the maximum allowable working pressure is reached.
3.2 Normal operation
When an exhaust gas boiler has been put into service it requires only little attendance. However, the following items must be ensured: All alarms, especially feed water failure/start of stand-by pump, must be attended to immediately and the cause must be established and rectified as soon as possible. The routine maintenance including cleaning of heating surface must be followed according to the recommendations. Please see the sections for Boiler maintenance and Cleaning smoke tubes. When the above mentioned items are followed the exhaust gas boiler operation (generating steam or stand-by) automatically follows the operation pattern of the main engine. It is strongly recommended to continuously keep the boiler operational in order to have the system heated and pressurised. This reduces thermal stresses during the heat-up period, and the system will be protected from ingress of oxygen which would cause undesirable corrosion in the system.
3.3 Dry running
The design of the boiler allows operation with low water level and even without water with the full exhaust gas flow through the smoke tubes, provided the boiler is operated depressurised. Although the boiler materials are selected to accept unlimited dry running, there is always the risk of a soot fire and every effort to reestablish the feed water circulation should be made in order to reduce the dry running period to a minimum. Furthermore, operation of the boiler without water eventually dries out the gaskets, and a replacement of the gaskets is necessary. Attention: Dry running must be limited as far as possible and only allowed in case of emergency if no other operation alternatives are present. Before start of the boiler it must be drained and the manhole cover should be dismounted to ensure that it is operated completely depressurised. Please note that the temperature inside the boiler must not exceed 400C. When the boiler operates without water, it will gradually be heated to the same temperature as the exhaust gas. It is therefore important to allow the boiler to cool before refilling it with feed water. If this is not possible, the feed water should be pre-heated, and the refilling should be carried out very carefully.
Language UK
Page 4/5
START/STOP OF THE BOILER
OM9210#05.1
Boiler stop
4.1 Stop to normal stand-by condition
The main engine can be stopped at any time without special preparations regarding the boiler plant. A slow engine turn-down/stop sequence is obviously preferable, as this will reduce the thermal stresses to the equipment. The circulation of water through the exhaust gas boiler must be maintained at normal level until the boiler stops producing steam. Stop the feed water pump and close the feed water valves, if desired. Close the main steam valve, if desired.
4.2 Emergency stop
The boiler must be taken out of service immediately if: A substantial loss of water is noted. The safety valve cannot function. Oil in the boiler water is detected.
Too high salinity level is detected. If an emergency shut down must be carried out the main steam valve should be closed gradually and the boiler must be cooled. The safety valves must not be operated. Parallel working boilers should be disconnected at once.
4.3 Stop for repair or inspection
When the boiler is stopped for repair and inspection the following measures should be taken: Stop the boiler as described in section 4.1. Check the fouling factor of the smoke tubes and water wash if necessary. Inspect the exhaust gas side as well as the steam/water side. Check and clean the outer fittings. Change gaskets where required. Clean the feed water tank and feed water pipes. Check that the necessary spare parts are available. Order complementary parts in time.
Language UK
Page 5/5
PRESERVATION
OM9210#13.1
Preservation
1 Preservation of the boiler
If the boiler is to be shut down for a period of 1-30 days, it should be top filled to prevent corrosion. Before top filling, it should be cleaned from soot deposits. If the boiler is to be shut down for more than one month, different methods to prevent corrosion can be applied: Dry preservation. Wet preservation. Nitrogen preservation.
VCI preservation. The work procedures related to each of these preservation methods are described in the following:
1.1 Dry preservation
When this method is applied the boiler should be totally emptied off water and dried out. Step A: Empty the water/steam contents inside the boiler by means of the bottom blow down at a boiler pressure of 3-5 barg. Open the boiler when it is depressurised and drain off any remaining water. Step B: Manhole doors and hand hole covers should be opened when the boiler is still hot. If there is water left in the bottom of the boiler it must be removed, e.g., by using a vacuum cleaner. Step C: If the boiler is cold, drying of the boiler can be done by either circulating dried air from a fan or by placing bags of silicagel inside the boiler. Step D: Before the manhole doors and hand hole covers are closed, place a tray with burning charcoal to remove oxygen. As soon as the tray with charcoal is in position, close the manhole doors and hand hole covers using new gaskets. Step E: Alternatively, a small steam phase inhibitor can be added to the boiler after cooling and careful draining. Afterwards the boiler should be closed completely.
1.2 Wet preservation
While dry preservation is a question of draining off water to avoid corrosion, the principle of wet preservation is to prevent oxygen from entering the boiler. This method can be used for a short period of lay-up (1-3 months).
Language UK
Page 1/2
PRESERVATION
OM9210#13.1
Step A: The boiler is filled with treated boiler water and hydrazine is added until an excess of 100-200 ppm is obtained. Step B: The water should be circulated continuously or at least once per week to avoid corrosion from any penetration of oxygen, and it is necessary to check the hydrazine concentration and add the necessary amount to have an excess of 100-200 ppm. Other oxygen binding agents can also be used. The pH-value should be 9.5-10.5. Note: If there is any risk of the temperature falling back below 0C, this method should not be used to avoid frost damages. As this preservation method involves applying hydrazine to the water inside the boiler, the boiler must be completely drained and refilled with fresh water before taken into service again.
1.3 Nitrogen preservation
The boiler should be drained, dried and sealed in the same way as mentioned in section 1.1, Dry preservation. Step A: Make a connection point to the bottom of the boiler and open the air escape valve on top of the boiler. Step B: Connect cylinders with nitrogen to the bottom connection point via a reduction valve and purge the boiler until there is no oxygen left. Step C: Close the air escape valve. Step D: Leave a cylinder with nitrogen connected to the boiler via a reduction valve and keep an overpressure of approximately 0.2 bar inside the boiler.
1.4 VCI preservation
An alternative to the above mentioned preservation methods may be the use of a socalled volatile corrosion inhibitor (VCI). The VCI is a water soluble chemical which partly evaporates and protects both the water and steam spaces of the boiler. It should be able to eliminate the need for complete drainage and/or application of nitrogen, and may in particular be interesting when a forced circulation type exhaust gas boiler is installed in the steam system. The boiler must be effectively sealed from the atmosphere to maintain the corrosion protection. The VCI is offered by various chemical companies and must be used in accordance with their recommendations.
Language UK
Page 2/2
BOILER MAINTENANCE
OM9210#16.0
Boiler maintenance
1 Boiler maintenance
The boiler maintenance should always be executed with skill and in accordance with valid rules and regulations from the authorities. Below some recommendations are given for periodical inspections and maintenance.
1.1 Daily operation
During normal operation of the boiler, some work and check procedures have to be considered every day. Step A: Check the boiler steam pressure and the water level. Step B: Check that the feed water control system is operational, see separate instructions. Step C: Check that the feed water pumps are running smoothly without vibration or noise. Step D: Check the boiler water condition and make necessary counter measures with regard to the feed and boiler water treatment. If necessary, blow down the boiler. Step E: Check and record the exhaust gas inlet and outlet temperatures as well as the exhaust gas pressure loss across the boiler at the actual main engine loads. An outlet temperature or a pressure loss higher than expected indicate that the heating surface may be fouled and need to be cleaned.
1.2 Weekly routine checks
Step A: Drain each water level glass for about 10-15 seconds. In case of contaminated boiler water or insufficient water treatment draining of the water level glasses must be done more often. Step B: Depending on the boiler water tests blow down the boiler. Open the blow down valves quickly for a few seconds and then close and open again for about 5-10 seconds. Repeat this operation when required according to the boiler water tests. Step C: Perform scum blow out by means of the scum valve when required. The scum blow out must be carried out until the drained water is clean.
Language UK
Page 1/3
BOILER MAINTENANCE
OM9210#16.0
1.3 Monthly routine checks
Step A: Test the function for automatic stand-by start of the non operational feed water pump by stopping the operational pump. Step B: Check all boiler mountings for damage or leaks and repair/replace if necessary. Step C: Check the function of the high steam pressure switch and, if provided, the main engine slow down switch. This can be done by lowering the set point or by raising the steam pressure, e.g. by closing the main steam valve slowly.
Inspection of the boiler
2.1 Inspection of boiler exhaust gas side
The exhaust gas section should be inspected at least once a year. During this inspection, the following issues should be taken into consideration: Check the welding in the exhaust gas section. A careful examination should be carried out with respect to any possible corrosion or crack formation. Check that the smoke tubes and stay tubes are intact and that soot deposits are within normal limits. Check that the inlet box and outlet box are intact and that soot deposits are within normal limits.
2.2 Inspection of boiler steam/water side
The boiler steam/water side (interior) must be carefully inspected at least once a year. This inspection is of great importance since it has a direct influence on the boiler longevity and on the security. At these inspections, hard deposits, corrosion, and circulation disturbances can be found at an early stage and preventive measures must be taken to avoid unexpected material damage and boiler breakdown. The presence of hard deposits at the boiler tubes reduce their heat transfer properties and decrease the capacity of the boiler. Further, it can be established whether the feed water treatment is satisfactory, and whether the blow-down is carried out sufficiently. Insufficient blow-down will cause accumulation of sludge in the bottom of the boiler. Incorrect feed water treatment is commonly causing hard deposits or corrosion. If hard deposits are not removed, it may lead to overheating. Incorrect feed water treatment does, however, not always lead to hard deposits. For example, a too low or too high pH-value may give an electrolytic reaction, causing corrosion in the boiler. When the boiler interior is inspected, examine all parts carefully and be attentive to deposits, corrosion, and cracks. It is advisable to pay special attention to this inspection. If any unusual signs are found, contact Aalborg Industries at once for advice.
Language UK
Page 2/3
BOILER MAINTENANCE
OM9210#16.0
2.3 Procedure and remarks for inspection
Step A: Stop the boiler and allow it to cool. The boiler should not be depressurised by lifting the safety valves and then filling it with cold feed water as the stress induced by too rapid cooling may cause damage. Step B: Ensure that the boiler is depressurised and that all valves are closed. Step C: Access for inspection is achieved through the manholes, hand holes and inspection doors. The boiler can be entered when it is sufficiently cold. Step D: Check the welding in the boiler. A careful examination should be carried out with respect to any possible corrosion or crack formation. Step E: Special care should be taken with regard to inspection of the water line area in the pressure vessel where oxygen pitting may occur. Step F: If deposits are forming at the boiler tubes, the boiler should be chemically cleaned. It is advisable to consult a company of cleaning specialists who will examine the boiler deposits and treat the boiler accordingly. Step G: After chemical treatment the boiler should be blown down at least twice a day for approximately one week. This will ensure that excessive sludge deposits due to chemical treatment do not collect in the bottom of the pressure vessel.
2.4 Contamination
If the steam/water side of the boiler is contaminated with foreign substances like oil, chemicals, corrosion products etc., it is very important to act immediately to avoid damage of the boiler. Layers of thin oil films, mud, etc. exposed to the heating surfaces cause poor heat transfer in the boiler, leading to overheating followed by burned out pressure parts. In order to remove such contamination, a boiling out or acid cleaning should be performed immediately. Note: Corrosion products from the pipe system or insufficient boiler water treatment may result in corrosion in the boiler itself. It is therefore important to observe that such circumstances do not occur in the system.
Language UK
Page 3/3
BOILER REPAIR
OM9210#17.0
Boiler repair
1 Plugging of tubes
In case of a leakage tube, the boiler must be stopped and the pressure lowered to atmospheric pressure. If the leaking tube cannot be located immediately via the inspection doors, the boiler should be set on pressure by means of the feed water pumps so that the leakage indicates the damaged tube. Step A: The main engine must be stopped during the repair work. Step B: Open and, if necessary, remove the inspection doors in the exhaust gas inlet box and outlet box. Step C: When the damaged tube has been located, clean the inside of the tube ends with a steel brush so that no deposits are present in the tube. Step D: Plug and weld both tube ends with a conical plug, see Figure 1. Note: Damaged tubes should be renewed as soon as possible. Tube plugging results in reduced efficient heating surface, and accordingly the boiler efficiency will decrease.
Exchange of tubes
Up to 10% to 15% of all tubes can be plugged with a conical plug, but if more tubes are damaged, an exchange of tubes is necessary. It is possible to replace the tubes from the outside of the boiler. After location of the damaged tubes, they must be replaced according to the following procedure: Step A: The main engine must be stopped during the repair work. Step B: Ensure that the boiler pressure is lowered to atmospheric pressure and that it is completely drained of water. Step C: Open and remove the inspection doors in the exhaust gas inlet box and outlet box. If necessary remove the inlet box and/or outlet box. Step D: The damaged tubes must be cut right below and above the tube plates. Step E: Remove the damaged tubes. Step F: Scraps of metal and welding material in the tube holes as well as the tube plates must be grinded off.
Language UK
Page 1/2
BOILER REPAIR
OM9210#17.0
Step G: The new tubes should be placed in the tube holes one by one and welded onto the tube plates as shown in Figure 1. Note: Only skilled personnel with knowledge and qualifications to perform certified welding should perform repair work. Step H: The tubes should be rolled after the welding work has been completed. Step I: After completion of the repair work, clean the working area. Step J: Refill the boiler with feed water and check for leaks through the inspection doors before starting up. Step K: Mount and close the inspection doors again. Illustration of how to plug and exchange tubes
Upper tube plate
Plugging of tube
Exchange of tube
2.5 3.5
Lower tube plate
Conical tube plug
Figure 1
aq2_repair1.cdr
Language UK
Page 2/2
BOILING OUT
OM9210#37.0
Boiling out
1 Boiling out
Before putting the boiler into operation for the first time, it should be boiled out to remove all protecting remedies and impurities on the boiler waterside. The boiling out procedure is recommended to be carried out as described below: Caution: Extreme care should be taken while handling the chemicals. The person handling the chemicals/solution should be properly dressed and protected. Step A: Fill the boiler with a solution consisting of 4-5 kg trisodiumphosphate Na 3 PO 4 per 1000 kg water. The chemicals can be added through the manhole. Step B: Open the feed water valves and the air valve. Fill the boiler with feed water until the water level is just above the low water level mark. If the temperature difference between the boiler and feed water exceeds approximately 50C, the boiler must be filled very slowly. Note: When filling a pressure less boiler, the shut-off valve after the feed water pump must be throttled. Otherwise the pump motor will be overloaded. Step C: Close the feed water valves (pump stopped). Step D: Raise steam pressure slowly to working pressure, and keep the pressure for approx. 3-4 hours with closed main steam valve. It is important to reduce the heating-up rate in order not to cause stresses in the boiler. This can be done by reducing the engine load to fit the appropriate heating-up rate or by by-passing some of the exhaust gas flow if a by-pass system is provided. Step E: Open the scum valve until the water level is between normal water level and high water level. By this procedure grease and other impurities are removed from the internal surfaces of the boiler. Step F: Start skimming by opening the scum valve and lower the water level until it is just below the normal water level mark. Step G: Close the scum valve. Step H: Refill the boiler with feed water and start skimming again in intervals of 30 minutes for a period of two hours.
Language UK
Page 1/2
BOILING OUT
OM9210#37.0
Step I: Stop the boiling out procedure by stopping the engine or by by-passing the exhaust gas flow, if possible. Step J: Wait five to ten minutes. Step K: Carry out a final skimming. Step L: Blow off the boiler water by opening the blow down valves. Step M: Open the air escape valve to avoid vacuum in the boiler when the boiler pressure is decreased to atmospheric pressure. Step N: Open the manhole and let the boiler cool down to approx. 100C. Step O: The boiler should be flushed with clean water on the waterside when the temperature has fallen to the same level as the feed water temperature. The flushing removes remaining impurities. Step P: Dismantle the bottom blow down valves for cleaning and inspection. Deposits and foreign substances will usually be accumulated in these valves and cause leaking if not cleaned. Step Q: Inspect the boiler and remove any remaining deposits and foreign substances. Step R: Finally, new gaskets should be fitted in all hand holes and manholes before refilling the boiler with feed water. Step S: The boiler is now ready to be taken into service. Note: During the first two weeks in operation Aalborg Industries recommend to carry out frequent skimming and bottom blow downs to remove impurities entering the boiler from the pipe system.
Language UK
Page 2/2
CLEANING SMOKE TUBES
OM9210#38.1
Cleaning smoke tubes
1 General
The heating surface dimensions of the boiler are designed to maintain a sufficient exhaust gas velocity giving the best self-cleaning effect within the design limits. However, after long term operation soot deposits can be accumulated inside the smoke tubes. The main engine exhaust gas contains carbon particles and un-burnt residues (soot, etc.) and the amount is strongly dependent on the state of the engine and the supply of scavenging air. These soot/un-burnt residues will accumulate on the boiler heating surface if not removed by cleaning. Furthermore, the combustion quality of the engine is changing together with the load, where the best combustion is in the high load range and the lower range is giving a more contaminated (black/coloured) exhaust gas. And the more contaminated the exhaust gas is, the more fouling will appear in the exhaust gas boiler. Therefore, it is impossible to specify exact time intervals in which the smoke tubes should be soot cleaned. However, some general guidelines are given below: Inside inspection. Check of the exhaust gas temperature on the outlet side of the boiler. The boiler should be cleaned if the outlet exhaust gas temperature lies approx. 20C above the temperature in a clean boiler at a specified engine load.
Check of the pressure loss. The boiler should be cleaned if the pressure loss lies approx. 20 mm WC above the pressure loss in a clean boiler. It is recommended to keep a consecutive record of the exhaust gas temperature and pressure loss related to different engine loads in a clean boiler. These original data should be used for comparison, and plotted into a measurement chart like the one shown in Figure 1. In this way it is possible to monitor the fouling condition of the smoke tubes and determine when they need to be cleaned. Check scheme for exhaust gas measurements
Outlet temp.
Diff. pressure
10
20
30
40
50
60
70
80
90 100
Load %
Figure 1
Diff. Pressure [mmWC]
Outlet Gas Temp. [C]
dp_tubk1.cdr
Language UK
Page 1/4
CLEANING SMOKE TUBES
OM9210#38.1
Water washing procedure
The most effective way of soot cleaning is water washing, as most of the deposits consist mainly of non-soluble particles held together by a water soluble bonding material. Water washing will have the following benefits: Dissolves the bonding material. Washes the loosened insoluble deposits away. Water washing must be carried out when the main engine is stopped and the boiler has been cooled down. However, the boiler should be warm enough for the water to evaporate so that the tubes will not remain moist after washing. Both fresh and sea water can be used. However if sea water is used, the boiler must be thoroughly washed afterwards with fresh water in order to remove all salt deposits. Where deposits are highly corrosive or bonded, a soaking spray with a 10% soda ash solution is advisable before washing. Step A: Ensure that the main engine is stopped or by-pass the exhaust gas flow, if possible. Step B: Wait a minimum of time allowing the boiler to cool. Step C: Open the inspection doors above and below the boiler. Step D: Open the drain at the bottom of the inlet box to the soot collecting system, and make sure that there is free passage. Step E: Open drains at the turbo chargers and make sure that there is free passage. Step F: If there is a risk that the washing water will run into the exhaust gas pipe and down to the turbo chargers, the exhaust gas pipe must be covered. This can be done by e.g. covering the exhaust gas inlet pipe with a waterproof tarpaulin as indicated in Figure 2. Step G: Start water washing using a hand water lance or fire hose inserted through the inspection door of the outlet box and direct the jet of water directly at the smoke tubes. In the beginning the water supply should only be slightly opened, just enough to have a small amount of water to ensure that the drains are working properly. Step H: When it has been ensured that the washing water is running freely down through the drain system into the soot collecting system, the water amount can slowly be increased, until a flow of approximately 50 l/min at a water pressure between 4 to 6 bar is obtained. Warning: When the smoke tubes are water washed, there is a risk of generating steam. It is therefore very important that all of your body is outside the outlet box in order not to get your skin burned by the steam.
Language UK
Page 2/4
CLEANING SMOKE TUBES
OM9210#38.1
Step I: It is important to check that the drain and soot collecting system are working properly during the whole water washing procedure. Step J: When the water washing has begun, it must be completed until the heating surface is thoroughly washed and all deposits are removed. This is due to the fact that some types of coatings harden and accordingly get very difficult to loosen when they have been saturated and then dry out. Water washing of the smoke tubes
Exhaust gas outlet
Inspection door Water washing hose
Exhaust gas inlet
Inspection door
Insert a waterproof tarpaulin into the exhaust gas pipe Inlet box drain
Figure 2
aq2_wash1.cdr
Step K: When the water washing has been completed, it must be ensure that all the washing water is drained away by looking into the inlet box from the inspection door. The bottom of the inlet box must be cleaned with alkaline water because the washing water is very corrosive.
Language UK
Page 3/4
CLEANING SMOKE TUBES
OM9210#38.1
Step L: The boiler must be dried out immediately after water washing by having a natural air circulation through the boiler or by heating it up with feed water. This is because soot formations produced by the combustion process in the engine contain sulphur compounds. Any residual soot and water will therefore react chemically to form a highly corrosive sulphuric acid. Step M: Remove the waterproof tarpaulin from the exhaust gas inlet pipe, if inserted, and close drains as well as inspection doors. Step N: The boiler can now be brought back into normal service.
Language UK
Page 4/4
FEED AND BOILER WATER
OM9210#99.2
Feed and boiler water
1 General
Note: The recommended feed and boiler water characteristics are only valid for boilers with a working pressure below 20 barg. There is a number of ways to produce good quality feed water for boiler plants. Methods such as e.g. reverse osmosis plants or ion exchange plants produce good quality distillate. Also evaporators generally produce good distillate. The important thing is that the distillate used should be clean and without foreign salt contamination. In practice most distillates used contain minor parts of various salt combinations which can and must be chemically treated away. Furthermore, the distillate may contain dissolved gases like for example oxygen (O 2 ) and carbon dioxide (CO 2 ) which may lead to corrosion in the boiler, steam, and condensate system. Important: Boiler and feed water must be chemically treated in order to avoid corrosion and scaling in the boiler.
Layout of the treatment system
The condition of the feed and boiler water is an essential part of the boiler operation and operation philosophy. The design and construction of the treatment system should therefore be considered carefully during layout of the plant. Aalborg Industries gives some general requirements and recommendations regarding the conditions of the feed and boiler water. However, there is several ways to obtain this results, or similar, by using different treatment systems. The following should therefore be considered already at the layout stage: Choose the treatment system that should be used. Present the condensate and feed water system to the supplier of the treatment system and inform about the operation philosophy of the plant. Let the supplier indicate where the injection points should be located and also inform if special equipment is required. Let the supplier inform about which test facilities is needed. Purchase the recommended equipment and install it in the correct way. Use the treatment system as soon as the boiler is taken into operation.
Language UK
Page 1/14
FEED AND BOILER WATER
OM9210#99.2
Feed and boiler water characteristics
The following text regarding feed and boiler water treatment is the normal recommendations given by Aalborg Industries. These recommendations should be followed strictly in order to have the best working conditions for the boiler plant and to extend the working life of the plant. The requirements/recommendations of the various values for feed and boiler water are listed in Table 1 below. Requirements for feed and boiler water
Appearance Hardness Chloride content "P" alkalinity Total (T) alkalinity PH-value at 25C Hydrazine excess Phosphate excess Specific density at 20C Conductivity at 25C Oil content Unit ppm CaCO 3 ppm Clppm CaCO 3 ppm CaCO 3 ppm N 2 H 4 ppm PO 4 Kg/m3 S/cm Feed water Clear and free of mud 0-5 <15 8.5 - 9.5 NIL Boiler water Clear and free of mud <100 100 - 150 <2 x "P" - Alkalinity 10.5 - 11.5 0.1 - 0.2 20 - 50 <1.003 <2000 NIL
Table 1 If hydrazine (N 2 H 4 ) is not used, sodium sulphate (Na 2 SO 4 ) can be used instead, and the excess should be 30 - 60 ppm. In cases where other kinds of oxygen binding agents are used, it is recommended that an excess of oxygen binding agents can be measured and indicates that no oxygen has been dissolved in the boiler water. If it is requested to measure the content of dissolved oxygen directly, it is recommended to keep the value < 0.02 ppm. In addition to the above values, the various water treatment companies will add further demands, depending on the method used for treatment of feed and boiler water. However, the most important point is that the above values or their equivalents are observed and that a regular (daily) test of feed and boiler water is carried out.
3.1 Units of measurement
Concentrations are usually expressed in "ppm" i.e. parts solute per million. Concentrations for parts solution by weight are the same as "mg/litre". 3.1.1 Specific gravity As guidance the following conversion can be used: 1 Be = 10.000 mg/l total dissolved solids (TDS) 1 mg/l total dissolved solids = 2 S/cm 1 S/cm = 1 mho
Language UK
Page 2/14
FEED AND BOILER WATER
OM9210#99.2
Feed and boiler water maintenance
The following are recommended water maintenance instructions. More exact details concerning analyses and blow downs should be set up together with the supplier of chemicals for water treatment. 4.1.1 Daily Step A: Analyses of feed and boiler water. 4.1.2 Weekly Step A: Skimming (surface blow down) according to analyses, but at least once per week (2 minutes with fully open valve). Step B: Blow down (bottom blow down) according to analyses, but at least once per week (each blow down valve 1 minute in low load condition). 4.1.3 Monthly Step A: Check the functions for salinity and oil detection systems. 4.1.4 Every six months Step A: The boiler water side (interior) must be carefully inspected at least twice a year. 4.1.5 Yearly Step A: Check of the water side of the boiler and hotwell/deaerator for corrosion and scaling. Step B: Check the chemical pump unit.
Language UK
Page 3/14
FEED AND BOILER WATER
OM9210#99.2
Treatment systems / injection points
In the following tables and illustrations a number of different feed and boiler water treatment systems are shown together with the recommended location for the injection point of the individual chemicals as stated by the manufacturer. The general information regarding the injection point principle can be used as guidelines for the most common systems. But should there be any doubt for a specific system the manufacturer/supplier should be consulted in order to obtain the correct result. Notes for tables/illustrations: Note No. 1: the preferred injection point of chemicals stated by the manufacturer/supplier. Note No. 2: the alternate injection point of chemicals stated by the manufacturer/supplier. Note No. 3: Valid for modulating feed water systems. Note No. 4: valid for on/off operating feed water systems. The chemical pump starts/stops together with the feed water pump. Note No. 5: valid for two boiler installation. Control of the chemicals in question work properly at an equal load condition (feed water flow) on the two boilers.
How to use the tables: The tables can be used in different ways but the main idea is to do following: Step A: Discover which manufacturer and type of chemicals that should be used for the actual boiler plant. Step B: Use the name of the manufacturer and type of chemicals to select which tables that can be used. Step C: Check the flow diagrams (Figure 1, Figure 2, or Figure 3) to find a diagram that matches the actual boiler plant. Step D: Find in the selected tables the table which includes the matching diagram. Step E: If more than one table is found to match the actual boiler plant in question it is recommended to use the method/table which includes note No. 1. Step F: If no table is found to match the actual boiler plant in question it is recommended to seek assistance by the chemical manufacturer/supplier.
Language UK
Page 4/14
FEED AND BOILER WATER
OM9210#99.2
Chemical injection points
Manufacturer / supplier: Product name / method: Chemical name Adjunct B GC SLCC-A Drewplex OX Injection point No. 3, 3a, 3b 3, 3a, 3b 3, 3a, 3b 2, 2a, 2b Ashland Chemical / Drew Marine Division Standard with Drewplex OX Continuous Batch X X X Note No. 1 1 1 1, 3, 4 Valid flow diagram No. 1, 2, 3 Table No. 1
Manufacturer / supplier: Product name / method: Chemical name Adjunct B GC SLCC-A Amerzine Injection point No. 3, 3a, 3b 3, 3a, 3b 3, 3a, 3b 2, 2a, 2b
Ashland Chemical / Drew Marine Division Standard with Amerzine Continuous Batch X X X Note No. 1 1 1 1, 3, 4
Table No. 2
Valid flow diagram No. 1, 2, 3
Manufacturer / supplier: Product name / method: Chemical name Adjunct B GC SLCC-A Amerzine Injection point No. 3 3 3 1
Ashland Chemical / Drew Marine Division Standard with Amerzine Continuous Batch X X X Note No.
Table No. 3
Valid flow diagram No. 1
2, 3, 4
Manufacturer / supplier: Product name / method: Chemical name Adjunct B GC SLCC-A Amerzine Injection point No. 3a, 3b 3a, 3b 3a, 3b 1
Ashland Chemical / Drew Marine Division Standard with Amerzine Continuous Batch X X X Note No.
Table No. 4
Valid flow diagram No. 2, 3
2, 3, 4, 5
Manufacturer / supplier: Product name / method: Chemical name Drewplex AT Drewplex OX Injection point No. 3, 3a, 3b 2, 2a, 2b
Ashland Chemical / Drew Marine Division Drewplex AT / OX Continuous X X Batch Note No. 1 1, 3, 4
Table No. 5
Valid flow diagram No. 1, 2, 3
Language UK
Page 5/14
FEED AND BOILER WATER
OM9210#99.2
Chemical injection points (continued)
Manufacturer / supplier: Product name / method: Chemical name Drewplex AT Drewplex OX Injection point No. 2, 2a, 2b 2, 2a, 2b Ashland Chemical / Drew Marine Division Drewplex AT / OX Continuous X X Batch Note No. 2, 3, 4 3, 4 Valid flow diagram No. 1, 2, 3 Table No. 6
Manufacturer / supplier: Product name / method: Chemical name Drewplex AT Amerzine Injection point No. 3, 3a, 3b 2, 2a, 2b
Ashland Chemical / Drew Marine Division Drewplex AT with Amerzine Continuous X X Batch Note No. 1, 3, 4 1, 3, 4
Table No. 7
Valid flow diagram No. 1, 2, 3
Manufacturer / supplier: Product name / method: Chemical name Drewplex AT Amerzine Injection point No. 2, 2a, 2b 2, 2a, 2b
Ashland Chemical / Drew Marine Division Drewplex AT with Amerzine Continuous X X Batch Note No. 2, 3, 4 3, 4
Table No. 8
Valid flow diagram No. 1, 2, 3
Manufacturer / supplier: Product name / method: Chemical name Drewplex AT Amerzine Injection point No. 2, 2a, 2b 1
Ashland Chemical / Drew Marine Division Drewplex AT with Amerzine Continuous X X Batch Note No. 2, 3, 4 2, 3, 4, 5
Table No. 9
Valid flow diagram No. 1, 2, 3
Manufacturer / supplier: Product name / method: Chemical name AGK-100 Amerzine Injection point No. 2, 2a, 2b 2, 2a, 2b
Ashland Chemical / Drew Marine Division AGK-100 with Amerzine Continuous X X Batch Note No. 1, 3, 4 1, 3, 4
Table No. 10
Valid flow diagram No. 1, 2, 3
Language UK
Page 6/14
FEED AND BOILER WATER
OM9210#99.2
Chemical injection points (continued)
Manufacturer / supplier: Product name / method: Chemical name AGK-100 Amerzine Injection point No. 2, 2a, 2b 1 Ashland Chemical / Drew Marine Division AGK-100 with Amerzine Continuous X X Batch Note No. 3, 4 2, 3, 4, 5 Valid flow diagram No. 1, 2, 3 Table No. 11
Manufacturer / supplier: Product name / method: Chemical name AGK-100 Amerzine Injection point No. 1 1
Ashland Chemical / Drew Marine Division AGK-100 with Amerzine Continuous X X Batch Note No. 2, 3, 4, 5 2, 3, 4, 5
Table No. 12
Valid flow diagram No. 1, 2, 3
Manufacturer / supplier: Product name / method: Chemical name Alkalinity control Phosphate Oxycontrol Marichem CCI Injection point No. 3, 3a, 3b 3, 3a, 3b 2, 2a, 2b 2, 2a, 2b
Marichem Standard Continuous Batch X X Note No. 1, 3, 4 1, 3, 4 1, 3, 4 1, 3, 4
Table No. 13
Valid flow diagram No. 1, 2, 3
X X
Manufacturer / supplier: Product name / method: Chemical name Alkalinity control Phosphate Oxycontrol Marichem CCI Injection point No. 1 1 2 2
Marichem Standard Continuous Batch X X Note No. 2, 3, 4 2, 3, 4 3, 4 3, 4
Table No. 14
Valid flow diagram No. 1
X X
Manufacturer / supplier: Product name / method: Chemical name B.W.T. new formula Marichem CCI Injection point No. 2, 2a, 2b 2, 2a, 2b
Marichem BWT new formula Continuous X X Batch Note No. 1, 3, 4 1, 3, 4
Table No. 15
Valid flow diagram No. 1, 2, 3
Language UK
Page 7/14
FEED AND BOILER WATER
OM9210#99.2
Chemical injection points (continued)
Manufacturer / supplier: Product name / method: Chemical name B.W.T. new formula Marichem CCI Injection point No. 1 2, 2a, 2b Marichem BWT new formula Continuous X Batch X Note No. 2, 3, 4, 5 3, 4 Valid flow diagram No. 1, 2, 3 Table No. 16
Manufacturer / supplier: Product name / method: Chemical name B.W.T. powder Marichem CCI Injection point No. 2, 2a, 2b 2, 2a, 2b
Marichem BWT Continuous X X Batch Note No. 1, 3, 4 1, 3, 4
Table No. 17
Valid flow diagram No. 1, 2, 3
Manufacturer / supplier: Product name / method: Chemical name B.W.T. powder Marichem CCI Injection point No. 1 2, 2a, 2b
Marichem BWT Continuous X Batch X Note No. 2, 3, 4, 5 3, 4
Table No. 18
Valid flow diagram No. 1, 2, 3
Manufacturer / supplier: Product name / method: Chemical name Hardness control Alkalinity control Oxygen control Condensate control Injection point No. 3, 3a, 3b 3, 3a, 3b 2, 2a, 2b 2, 2a, 2b
Unitor Chemicals I Continuous Batch X X Note No. 1 1 1, 3, 4 1, 3, 4
Table No. 19
Valid flow diagram No. 1, 2, 3
X X
Manufacturer / supplier: Product name / method: Chemical name Hardness control Alkalinity control Oxygen control Condensate control Injection point No. 1 1 2 2
Unitor Chemicals I Continuous Batch X X Note No. 2 2 3, 4 3, 4
Table No. 20
Valid flow diagram No. 1
X X
Language UK
Page 8/14
FEED AND BOILER WATER
OM9210#99.2
Chemical injection points (continued)
Manufacturer / supplier: Product name / method: Chemical name Hardness control Alkalinity control Cat sulphite L (CSL) Condensate control Injection point No. 3, 3a, 3b 3, 3a, 3b 2, 2a, 2b 2, 2a, 2b Unitor Chemicals II Continuous Batch X X Note No. 1 1 1, 3, 4 1, 3, 4 Valid flow diagram No. 1, 2, 3 Table No. 21
X X
Manufacturer / supplier: Product name / method: Chemical name Hardness control Alkalinity control Cat sulphite L (CSL) Condensate control Injection point No. 1 1 2 2
Unitor Chemicals II Continuous Batch X X Note No. 2 2 3, 4 3, 4
Table No. 22
Valid flow diagram No. 1
X X
Manufacturer / supplier: Product name / method: Chemical name Liquitreat Condensate control (Oxygen control) Injection point No. 3, 3a, 3b 2, 2a, 2b 2, 2a, 2b
Unitor Chemicals Liquitreat Continuous X X Batch X Note No. 1 1, 3, 4 1, 3, 4
Table No. 23
Valid flow diagram No. 1, 2, 3
Manufacturer / supplier: Product name / method: Chemical name Liquitreat Condensate control (Oxygen control) Injection point No. 1 2, 2a, 2b 2, 2a, 2b
Unitor Chemicals Liquitreat Continuous X X Batch X Note No. 2 3, 4 3, 4
Table No. 24
Valid flow diagram No. 1
Manufacturer / supplier: Product name / method: Chemical name Combitreat Condensate control Oxygen control Injection point No. 3, 3a, 3b 2, 2a, 2b 2, 2a, 2b
Unitor Chemicals Combitreat Continuous X X Batch X Note No. 1 1, 3, 4 1, 3, 4
Table No. 25
Valid flow diagram No. 1, 2, 3
Language UK
Page 9/14
FEED AND BOILER WATER
OM9210#99.2
Chemical injection points (continued)
Manufacturer / supplier: Product name / method: Chemical name Combitreat Condensate control Oxygen control Injection point No. 1 2 2 Unitor Chemicals Combitreat Continuous X X Batch X Note No. 2 3, 4 3, 4 Valid flow diagram No. 1 Table No. 26
Manufacturer / supplier: Product name / method: Chemical name Hardness control Alkalinity control Hydrazine Condensate control Injection point No. 3, 3a, 3b 3, 3a, 3b 2, 2a, 2b 2, 2a, 2b
Uniservice Group I Continuous Batch X X Note No. 1 1 1, 3, 4 1, 3, 4
Table No. 27
Valid flow diagram No. 1, 2, 3
X X
Manufacturer / supplier: Product name / method: Chemical name Hardness control Alkalinity control Hydrazine Condensate control Injection point No. 1 1 2 2
Uniservice Group I Continuous Batch X X Note No. 2 2 3, 4 3, 4
Table No. 28
Valid flow diagram No. 1
X X
Manufacturer / supplier: Product name / method: Chemical name Hardness control Alkalinity control Oxygen control Condensate control Injection point No. 3, 3a, 3b 3, 3a, 3b 2, 2a, 2b 2, 2a, 2b
Uniservice Group II Continuous Batch X X Note No. 1 1 1, 3, 4 1, 3, 4
Table No. 29
Valid flow diagram No. 1, 2, 3
X X
Manufacturer / supplier: Product name / method: Chemical name Hardness control Alkalinity control Oxygen control Condensate control Injection point No. 1 1 2 2
Uniservice Group II Continuous Batch X X Note No. 2 2 3, 4 3, 4
Table No. 30
Valid flow diagram No. 1
X X
Language UK
Page 10/14
FEED AND BOILER WATER
OM9210#99.2
Chemical injection points (continued)
Manufacturer / supplier: Product name / method: Chemical name BWT One Shot Alkalinity control (Hydrazine) Injection point No. 3, 3a, 3b 3, 3a, 3b 2, 2a, 2b Uniservice Group One Shot Continuous X X Batch X Note No. 1 1, 3, 4 1, 3, 4 Valid flow diagram No. 1, 2, 3 Table No. 31
Manufacturer / supplier: Product name / method: Chemical name BWT One Shot Alkalinity control (Hydrazine) Injection point No. 1 2, 2a, 2b 2, 2a, 2b
Uniservice Group One Shot Continuous X X Batch X Note No. 2 3, 4 3, 4
Table No. 32
Valid flow diagram No. 1
Manufacturer / supplier: Product name / method: Chemical name OBWT 3 OBWT 4 Injection point No. 3, 3a, 3b 2, 2a, 2b
Uniservice Group Organic Treatment Continuous X X Batch Note No. 1 1, 3, 4
Table No. 33
Valid flow diagram No. 1, 2, 3
Language UK
Page 11/14
FEED AND BOILER WATER
OM9210#99.2
Flow diagram No.: 1
Service steam
3
Steam dump valve
PT
Condenser
Cooling water
Condensate
Make-up
Boiler
Overflow Hot well Drain
1 2
PI
PS
PI
Single boiler operation with or without forced circulation exhaust gas boiler
PI
PI
Feed water pumps
Figure 1
flowdiag_1.cdr
Language UK
Page 12/14
FEED AND BOILER WATER
OM9210#99.2
Flow diagram No.: 2
Service steam
3b
3a
Steam dump valve
PT
Condenser
Cooling water
Condensate
Make-up
Boiler
Boiler
Overflow Hot well Drain
1 2a
PI
PS
PI
2b
PS
PI
PI
PI
PI
Feed water pumps
Double boiler operation with separate feed water pumps with or without forced circulation exhaust gas boiler
PI
PI
Feed water pumps
Figure 2
flowdiag_2.cdr
Language UK
Page 13/14
FEED AND BOILER WATER
OM9210#99.2
Flow diagram No.: 3
Service steam
3b
3a
Steam dump valve
PT
Condenser
Cooling water
Condensate
Make-up
Boiler
Boiler
Overflow Hot well Drain
1 2a
PS PI
PI
Feed water pumps
2b
PS PI
PI
PS PI
PI
Double boiler operation with common feed water pumps with or without forced circulation exhaust gas boiler
Figure 3
flowdiag_3.cdr
Language UK
Page 14/14
WATER LEVEL GAUGE
OM7010#02.1
Water level gauge
1 Maintenance and service instructions
This section describes the maintenance and service instructions for the water level gauge. Illustration of the water level gauge
1 2 S 2 1 3 4
6 G
1 Nuts 2 Stuffing box head 3 Union nut 4 Connection tube 5 Bolts 6 Nuts 7 Bulb 8 Joint ring S Cock W Cock G Gauge body D Drain cock
2 W 8 D
Figure 1
levelillum1.cdr
1.1 Maintenance
The item numbers mentioned in the following section refer to Figure 1. When the boiler is out of service and the gauge body is in cool and depressurised condition the bolts (5) and nuts (6) can be re-tightened. Step A: Start at the centre, working to the opposite sides alternately. Max torque is 45 Nm in both cold condition and working condition.
Language UK
Page 1/4
WATER LEVEL GAUGE
OM7010#02.1
1.1.2 Maintenance during service check-up Step A: Check and tighten the nuts (1). Step B: Check and tighten the bolts on the boiler flanges. Step C: Check and tighten the union nuts (3). Step D: Check and tighten the nuts on the cocks (S) and (W). Please note that this should be done with the cocks in open position. If a leak cannot be stopped by tightening the nuts, the sealing surface of the cock plug may be damaged or corroded. It might also be necessary to change the packing.
1.2 Blowing down
The item numbers mentioned in the following section for blowing down procedures refer to Figure 1. Step A: The water level gauge should be blown down before starting up the boiler, before stopping the boiler, and according to the maintenance instructions. 1.2.2 Cleaning the water side: Step A: Close the cock (S) and open the cock (W). Step B: Open the drain cock (D) for a short time. This sucks out the water of the glass without, however, totally depressurising the gauge body. Step C: Close the drain cock (D) again and the water is forced upwards into the glass. Step D: Repeat this procedure several times, opening and closing the drain cock (D). The water level in the glass rises and falls. 1.2.3 Cleaning the steam side: Step A: Close the cock (W) and open the cock (S). Step B: Blow through the steam side and gauge body by opening the drain cock (D) for 1-2 seconds. Longer duration is not advisable considering the service life of the glass. Step C: Turn the cock (W) to operating position.
1.3 Dismantling and assembling
The following dismantling instructions refer to Figure 1 and Figure 2. Ensure that the boiler is depressurised before proceeding with the work procedures. Step A: Close the cocks (S) and (W). Step B: The drain cock (D) must be opened until the glass is completely emptied.
Language UK
Page 2/4
WATER LEVEL GAUGE
OM7010#02.1
Step C: Disconnect the electric power. Step D: Remove the nuts (1) and lift off the stuffing box heads (2) together with the gauge body (G) from the cocks (S) and (W). Step E: Slacken the union nuts (3) and pull off the stuffing box heads (2) from the connection tubes (4). Step F: Place the gauge body (G) in a suitable position and unscrew the nuts (7a), see Figure 2. Step G: Remove the bonnets (2a), sealing gaskets (3a), transparent glasses (5a), cushion gaskets (6a), and body (4a). Step H: Clean all surfaces and examine the gaskets for through going scars. Replace the gaskets if necessary. Step I: Assemble the water level gauge in reverse order. Step J: Tighten the bolts (1a) and nuts (7a) evenly. Start at the centre, working to the opposite sides alternately. Max torque is 45 Nm in both cold condition and working condition. Step K: Assemble the stuffing box head (2) on the connection tubes (4) of the gauge body (G). Insert joint rings (8) in the recesses of each cock (S) and (W). Step L: Press the stuffing box heads (2) together with the gauge body (G) on the gauge cocks (S) and (W). Step M: Tighten the nuts (1) to form a pressure tight seal. Step N: Turn the gauge body (G) to the required position and tighten the union nuts (3). Step O: Open the cocks (S) and (W). Close the drain cock (D). Step P: Connect the electric power. Sectional view of the water level gauge
1a Bolt 2a Bonnet 3a Sealing gasket 4a Body 5a Transparent glass 6a Cushion gasket 7a Nut
1a
2a
3a
4a
5a
6a
7a
Figure 2
levelillum2.cdr
Language UK
Page 3/4
WATER LEVEL GAUGE
OM7010#02.1
1.4 Maintenance of the gauge cock
The cock plug (7b) is sealed with a packing sleeve (6b), see Figure 3. Should a leakage arise during service the packing sleeve must be further compressed by means of the tightening nut (8b) until the leakage is stopped. This should only be done with the cock in open position. Drawing of the gauge cock
1b 2b 3b 4b
1b Cock handle 2b Washer 3b Screw 4b Gauge cock body 5b Split ring 6b Packing sleeve 7b Cock plug 8b Tightening nut
5b 6b 7b 8b
Figure 3 1.4.1 Dismantling
levelillum3.cdr
Step A: When the boiler is depressurised unscrew the tightening nut (8b) and screw (3b). Remove the washer (2b) and cock handle (1b). Step B: Knock out the cock plug (7b) together with the split ring (5b) and packing sleeve (6b) of the gauge cock body (4b) by means of a soft mandrel. Step C: Remove the split ring (5b) and knock out the cock plug (7b) of the packing sleeve (6b). Step D: Clean all sealing surfaces carefully and lubricate threads with high temperature grease before installation. 1.4.2 Assembly Step A: Place the split ring (5b) in the recess of the cock plug (7b). Push a new packing sleeve (6b) onto the cock plug. Step B: Press the complete unit into the gauge cock body (4b). Note: Turn the packing sleeve (6b) until the ridge fits with the groove in the gauge cock body (4b). The eyelets of the packing sleeve must neither protrude nor be tilted. Step C: Screw in the tightening nut (8b). Place the cock handle (1b) and washer (2b) on the plug and fit screw (3b). Tighten the tightening nut (8b) and check if the plug can be turned.
Language UK Page 4/4
SAFETY VALVES
OM6040#01.0
Safety valves
1 General
In the following the measures required to achieve a safe and reliable maintenance of the safety valves will be described, together with adjustment and dismantling instructions. An example of an installation of the safety valve is shown in Figure 1. Mounting of safety valves, example
Figure 1
safe_01a.cdr
Maintenance and start-up of boiler
A regular inspection of the safety valve is recommended at least once a year. Some media and appliances require a more frequent inspection, this is according to the experience of the supplier. Warning: Before handling and dismantling of the safety valve ensure that the system is NOT pressurised! Before lighting-up the boiler the pipe connections must be thoroughly cleaned for dirt and foreign bodies.
Language UK
Page 1/4
SAFETY VALVES
OM6040#01.0
If the valve is not completely tight, which often happens after starting up the plant, this is usually caused by impurities between the seat and the cone. In order to remove these impurities the valve must be heavily blown out by means of the lifting device. If the valve is not tight after several blows, it may be due to the fact that a hard foreign body has got stuck between the cone and the seat, and it will then be necessary to dismount the valve for overhaul. Warning: In case of a leaking safety valve the valve must be inspected and over-hauled at earliest possible opportunity. It must be ensured that the boiler is totally depressurised before dismounting the valve.
Note: Before dismantling the safety valve in the workshop the position of the adjusting screw must be measured and noted which will facilitate the adjustment later when the valve is to be adjusted when in service. If the facings between the cone and the seat have been damaged, they must be grinded. Step A: The cone can be grinded against a cast iron plate, using a fine grained carborundom stirred in kerosene. Step B: The seat in the valve body can be grinded in the same way by using a cast iron punch of suitable size. Note: Never use the cone itself when grinding the seat.
Warning: The spindle and the valve cone must always be secured against turning as the seat and the cone may thus be damaged. Step C: Before assembly the valve must be thoroughly cleaned, and all traces of grinding material and impurities must be removed. When the valve has been mounted the boiler is commissioned, and the valve is then checked for leakage and adjusted to the set pressure. Step D: The adjustment screw is secured by means of its lock nut, and the valve is sealed.
2.2 Routine check
The following should be regarded as recommendations of routine checks on the safety valves, in order to keep a proper functioning.
Language UK
Page 2/4
SAFETY VALVES
OM6040#01.0
Yearly Step A: The safety valve should be tested in operation by raising the boiler pressure. Step B: Expansion and exhaust pipe should be examined at the same time. Monthly Step A: Examine the safety valves for any leaking, such as: Is water seeping from the drain plug at the valve body? Is the escape pipe hot due to seeping steam from the valve seat?
Step B: Examine the drain and expansion device at the escape pipe. Step C: Examine the lifting gear device, i.e. clean up and grease all sliding parts.
Adjustment and dismantling
Safety valves are delivered with the required spring setting and sealed against unauthorised adjustment. Adjustments are only allowed in the spring margins. Outside the margin a new spring is required. The pressure in a system should not exceed 90% of the set pressure. All item nos. mentioned in the following sections refer to Figure 2.
3.1 Dismantling of lifting device
Safety valve with open cap Step A: Remove bolt(39) and remove lift lever (41)
3.2 Set Pressure change without spring change
Note: Pay attention to spring range Step A: Spindle (14) must be held fast by all alterations Step B: Loosen lock nut (21) Step C: Turn the adjusting screw (17) clockwise for higher and anticlockwise for low set pressures Step D: Secure the new setting with the lock nut (21) and Reassemble lifting device
3.3 Spring change
Step A: Spindle (14) must be held fast by all alterations
Language UK Page 3/4
SAFETY VALVES
OM6040#01.0
Step B: Loosen lock nut (21) and turn adjusting screw (17) anticlockwise, then the spring (37) is not under tension Step C: Loosen the nuts (8) and remove the bonnet (42) Step D: Remove the upper spring plate (26) and spring (37) Step E: Remove the spindle (14) with disc (12), guide plate (4) and lower spring plate (26) Step F: Clean the seat (2) and disc (12) Step G: Remount the spindle unit with the new spring and upper spring plate Step H: Assemble bonnet (42) and adjust to the spring range Step I: Secure the spring setting through the lock nut (21) and remount lifting device Assembling drawing of safety valve
47 Ball 42 Bonnet 41 Lifting lever 40 Split pin 39 Bolt 38 Screw 37 Spring 29 Cap 27 Gasket 26 Springplate 23 Lead seal 22 Drain screw 21 Lock nut 18 Ball 17 Adjusting screw 16 Slotted pin 15 Gasket 14 Spindle 13 Lift aid 12 Disc 10/25 Split cotters 9 Lift limitation ring 8 Hex. nut 7 Gasket 4 Spindle guide 3 Stud 2 Seat 1 Body
39, 40 41 17 21 29 23 26 27 38, 47
37 42 14 10, 25 8
16 18 12 13 15, 22 2 1
Figure 2
safe_03a.cdr
Language UK
Page 4/4
TEMPORARY LOCKING OF A SAFETY VALVE
OM6040#02.0
Temporary locking of a safety valve
1 General
During commissioning work or later tests of the opening pressure for the safety valves, only one safety valve should be checked at a time. This means that the other safety valve must be locked. The following instruction describes the temporary locking of a safety valve.
1.1 Procedure for locking of a safety valve
Step A: Remove the bolt (39) and split pin (40), see Figure 1. Step B: Remove the lifting lever (41). Step C: Unscrew the screw (38) and break the lead seal (23), if provided. Step D: Unscrew the cap (29). Step E: Place one or two bolts (48) on top of the spindle. The height of the bolts should be approximately 1-2 mm higher than the normal distance between the top of the spindle and the inside top of the cap (29). Step F: Carefully screw on the cap until the spindle and bolts are locked. The safety valve will be completely locked when the bolts cannot be moved anymore. Step G: The other safety valve can now be tested without any interference from the locked safety valve.
1.2 Procedure for unlocking of a safety valve
Warning: As soon as the test procedure for the safety valve has been carried out the locked safety valve must be unlocked. Step A: Unscrew the cap (29) and remove the bolts (48). Step B: Mount the cap (29) again and screw in the screw (38). Step C: Mount the lifting lever (41), bolt (39), and split pin (40). Step D: Provide the safety valve with a lead seal (23), if necessary. This depends on the local rules of the classification society.
Language UK
Page 1/2
TEMPORARY LOCKING OF A SAFETY VALVE
OM6040#02.0
Temporary locking of a safety valve
48 39, 40 41
29 23 38
Figure 1
safe_06.cdr
Language UK
Page 2/2
DP WATER LEVEL TRANSMITTER UNIT
OM8210#35.0
dp water level transmitter unit
1 General
The dp water level transmitter unit controls and supervises the water level in the boiler. The complete unit is installed in a vertical position and connected to the boiler sockets, provided for this purpose, by means of shut-off valves (see Figure 1). The dp water level transmitter unit includes reference leg, variable leg, transmitter connection valves mounted on a manifold, and a differential pressure transmitter. The differential pressure transmitter converts the detected water level into an analogue signal (4-20 mA) which is transmitted to the control system. The signal can also be used for remote level indication in the engine control room. Illustration of the dp water level transmitter unit
Shut-off valves Filling plug Reference leg
Drain valve
Boiler
Filling plug Variable leg
Drain valve Valve manifold Connection valves Equalising valve dp-transmitter
Figure 1
dpunit.cdr
The differential pressure transmitter is installed with the process connections upward to prevent trapping of air. The pipes are mounted with continuous fall (at least 5) from the boiler connections to the transmitter also to prevent trapping of air. The reference impulse leg (upper connection point) is connected to the high pressure connection (+), and the variable impulse leg (lower connection point) to the low pressure connection (-). Note: The dp water level transmitter unit or any part of it must not be insulated to ensure the correct function.
Language UK
Page 1/10
DP WATER LEVEL TRANSMITTER UNIT
OM8210#35.0
Commissioning
2.1 Initial commissioning
Before the boiler is pressurised and started for the first time some initial commissioning procedures can be performed with regard to the valves of the dp water level transmitter unit. The shut-off valves, transmitter connection valves, and equalising valve should be operated in the following sequence during the initial commissioning: Step A: Initial setting; all valves of the dp water level transmitter unit closed (see Figure 1). Step B: Open the equalising valve located on the valve manifold. Step C: Unscrew the filling plugs for the reference leg and variable leg. Fill the legs with feed water. Step D: Open the transmitter connection valve and venting facility on the reference leg side of the transmitter. Step E: Close the venting facility on the reference leg side of the transmitter when no more air escapes. Step F: Open the venting facility on the variable leg side of the transmitter. Step G: Close the transmitter connection valve on the reference leg side of the transmitter when no more air escapes. Step H: Open the transmitter connection valve on the variable leg side of the transmitter. Step I: Close the venting facility on the variable leg side of the transmitter when no more air escapes. Step J: Close the transmitter connection valve on the variable leg side of the transmitter. Step K: Close the equalising valve. Step L: Refill the legs with feed water and screw on the filling plugs for the reference leg and variable leg. Step M: Open both transmitter connection valves fully.
2.2 Commissioning of the differential pressure transmitter
The differential pressure transmitter can be commissioned either through "blind calibration" or "live calibration". In the following sections both methods are described.
Language UK
Page 2/10
DP WATER LEVEL TRANSMITTER UNIT
OM8210#35.0
2.2.1 Blind calibration Blind calibration of the differential pressure transmitter can be performed if no pressure source is available. This means when the boiler cannot be operated at normal working pressure and the water level cannot be increased/decreased. The "start of scale" and "full scale" differential pressures are calibrated on the basis of calculated values. The start of scale value should be calibrated to obtain a 4 mA output signal from the transmitter when the water level is at the lower connection point and the full scale value to obtain a 20 mA output signal when the water level is at the upper connection point. To ensure an accurate calibration it is necessary to take the density difference between the water in the reference leg and in the boiler into consideration when calculating the differential pressure values. 4 mA output signal from the differential pressure transmitter: When the water level in the boiler is at the lower connection point the pressure difference over the transmitter is equal to the height between the connection points (column of water) corrected with the density of the water in the reference leg. The value must be specified and entered in engineering unit, e.g. in mm H 2 O. 20 mA output signal from the differential pressure transmitter: When the water level in the boiler is at the upper connection point the pressure difference over the transmitter is equal to the height between the connection points corrected with the density difference between the water in the reference leg and in the boiler. The value must be specified and entered in engineering unit, e.g. in mm H 2 O. Figure 2 indicates the calculation procedures of the differential pressures. As standard it is assumed that the temperature in the reference leg (condensate receiver) is 40C. Table 1 shows the calculated values for some standard heights between the connection points. If the actual boiler plant does not fit any of the standard calculations the specified calculated values can be entered in the table for calibration record purpose. If the boiler plant is intended to operate at different set points (high/low pressure mode) the differential pressure transmitter must be calibrated so that the minimum indicated "Too low water level" on the control system not is lower than the actual "Too low water level" mark. Because of the density difference in the boiler water at different working pressures/temperatures the indicated water levels will not be identical. This means that the differential pressures for start of scale and full scale should be calculated using the parameters from operation in high pressure mode. When the differential pressures corresponding to the "start of scale" and "full scale" have been calculated carry out the following work steps (please also see the specific instruction for the differential pressure transmitter): Step A: Unscrew the screws that hold the protective cover of the differential pressure transmitter for access to the push buttons. Step B: Use the "M" key to select modes on the differential pressure transmitter. When a mode is selected, the keys and are used to change the mode value.
Language UK
Page 3/10
DP WATER LEVEL TRANSMITTER UNIT
OM8210#35.0
Step C: Set the values in mode 4 (electrical damping), 9 (output in error situation), 10 (pushbuttons functions), 11 (characteristic), 13 (value displayed), and 14 (engineering units). In mode 14 select e.g. "mm H 2 O" as engineering units. Step D: Select mode 5 using the "M" key. Step E: Use the or key to set the start of scale in the selected engineering unit. If mm H 2 O is selected as engineering units, then set the start of scale to the calculated value in mm H 2 O (differential pressure at 4 mA). Step F: Press both the and keys simultaneously for about 2 seconds, and the start of scale is set to zero (in the selected engineering unit). Step G: Select mode 6 using the "M" key. Step H: Use the or key to set the full scale in the selected engineering unit. If mm H 2 O is selected as engineering units, then set the full scale to the calculated value in mm H 2 O (differential pressure at 20 mA). Step I: Press both the and keys simultaneously for about 2 seconds, and the full scale is set to the upper limit (in the selected engineering unit). Step J: Mount the protective cover of the differential pressure transmitter again. Calibration of differential pressure transmitter
Height between Working pressure Transmitter output, Connection point connection [mm] [barg - kg/cm2] [mA] Calculations for standard heights, working pressures, and ambient temperature (40C) Lower connection 4 7.0 Upper connection 20 525 Lower connection 4 16.0 Upper connection 20 Lower connection 4 7.0 Upper connection 20 700 Lower connection 4 16.0 Upper connection 20 Lower connection 4 7.0 Upper connection 20 800 Lower connection 4 16.0 Upper connection 20 Calculation records for other heights, working pressures, and/or ambient temperatures Lower connection 4 Upper connection 20 Lower connection 4 Upper connection 20 Lower connection 4 Upper connection 20 Lower connection 4 Upper connection 20 Lower connection 4 Upper connection 20 Lower connection 4 Upper connection 20 Differential pressure calibration [mm H 2 O] 521 50 521 70 695 67 695 93 794 76 794 106
Table 1
Language UK Page 4/10
DP WATER LEVEL TRANSMITTER UNIT
OM8210#35.0
Calculation of the differential pressures
t2 = 40 C, density: 992.2 kg/m
o 3
t1 = not existing
Differential pressure between connections: 525 x 0.9922 = 521 mm H 2O (at 4 mA)
Height between connections, e.g.: 525 mm
Water level
t3 = 170 C at 7 barg, 204oC at 16 barg
t2 = 40 C, density: 992.2 kg/m
t1 = not existing Water level
Differential pressure between connections (at 7 barg): 525 x (0.9922 - 0.8970) = 50.0 mm H2O (at 20 mA) Differential pressure between connections (at 16 barg): 525 x (0.9922 - 0.8596) = 69.6 mm H2O (at 20 mA)
Height between connections, e.g.: 525 mm
t3 = 170 C at 7 barg, 3 density 897.0 kg/m 204 C at 16 barg, 3 density 859.6 kg/m
o
Figure 2 2.2.2 Live calibration
dpunit_cali1.cdr
Live calibration of the differential pressure transmitter can be performed when a pressure source is available. This means when the boiler can be operated at normal working pressure and the water level can be increased/decreased. The "start of scale" and "full scale" output signals of the differential pressure transmitter are set during actual operating conditions. It is therefore not necessary to take the density difference between the water in the reference leg and in the boiler into consideration. However, if the boiler plant is intended to operate at different set points (high/low pressure mode) the differential pressure transmitter must be calibrated so that the
Language UK Page 5/10
DP WATER LEVEL TRANSMITTER UNIT
OM8210#35.0
minimum indicated "Too low water level" on the control system not is lower than the actual "Too low water level" mark. Because of the density difference in the boiler water at different working pressures/temperatures the indicated water levels will not be identical. This means that the differential pressure transmitter should be calibrated when the boiler plant operates in high pressure mode. When the boiler operates at normal working pressure carry out the following work steps (please also see the specific instruction for the differential pressure transmitter): Step A: Unscrew the screws that hold the protective cover of the differential pressure transmitter for access to the push buttons. Step B: Use the "M" key to select modes on the differential pressure transmitter. When a mode is selected, the keys and are used to change the mode value. Step C: Set the values in mode 4 (electrical damping), 9 (output in error situation), 10 (pushbuttons functions), 11 (characteristic), 13 (value displayed), and 14 (engineering units). In mode 14 select "mA" as engineering units. Step D: Ensure that the boiler cannot be filled with feed water by closing the feed water valves or stopping the feed water pumps. Step E: Slowly decrease the water level in the boiler until the lower connection point is reached (socket centre line of the variable leg). The water level can be decreased by means of the blow down valves. Step F: The upper and lower connection points will normally be beyond the visual indication area of the water level gauges. It is therefore impossible to see when the water level is at these points. However, the rising/falling rate of the water level can be controlled, by throttling the feed water valves/blow down valves. By clocking the rate it can be calculated when the water level has reached the connection points. Step G: Select mode 2 using the "M" key. Step H: Set the output current corresponding to the start of scale using the and keys. Or set the output current to 4 mA by pressing the and keys simultaneously for about 2 seconds. Step I: Slowly increase the water level in the boiler until the upper connection point is reached (socket centre line of the reference leg). The water level can be increased by means of the feed water pumps. Step J: When the water level is increased it must ensured that the boiler pressure is kept at normal working pressure. Step K: Select mode 3 using the "M" key. Step L: Set the output current corresponding to the full scale using the and keys. Or set the output current to 20 mA by pressing the and keys simultaneously for about 2 seconds.
Language UK
Page 6/10
DP WATER LEVEL TRANSMITTER UNIT
OM8210#35.0
Step M: Mount the protective cover of the differential pressure transmitter again.
2.3 Final commissioning
During final commissioning a function test of the dp water level transmitter unit must be performed before the boiler plant is put into normal operation. The purpose of the function test is to check that the output signals from the differential pressure transmitter are correct. Furthermore, it should be checked that the connected alarms/shut downs and control functions are operational. The boiler should be operated at normal working pressure during the test to provide for correct indications. When the boiler is at normal water level carry out the following work steps: Step A: Slowly increase the water level in the boiler by forcing operation of the feed water pump until the water level has risen to the "High water level" level. The control system should indicate an alarm, (if provided). Note: Note that shut downs, alarms, and cut out functions can be delayed via timers in the control system. Step B: Increase the water level somewhat until the "Too high water level" mark is reached. A shut down should be indicated on the control system, (if provided). Step C: Increase the water level somewhat until the upper connection point is reached (socket centre line of the reference leg). Check that the output signal from the differential pressure transmitter is at 20 mA or the full scale value in the selected engineering units. Step D: The upper and lower connection points will normally be beyond the visual indication area of the water level gauges. It is therefore impossible to see when the water level is at these points. However, the rising/falling rate of the water level can be controlled, by throttling the feed water valves/blow down valves. By clocking the rate it can be calculated when the water level has reached the connection points. Step E: Ensure that the boiler cannot be filled with feed water by closing the feed water valves or stopping the feed water pumps. Step F: Decrease the water level in the boiler by means of the blow down valves until the water level has fallen to the " Low water level " level. The control system should indicate an alarm. Step G: Decrease the water level somewhat until the "Too low water level" mark is reached. A shut down should be indicated on the control system. Step H: Decrease the water level somewhat until the lower connection point is reached (socket centre line of the variable leg). Check that the output signal from the differential pressure transmitter is at 4 mA or the start of scale value in the selected engineering units.
Language UK
Page 7/10
DP WATER LEVEL TRANSMITTER UNIT
OM8210#35.0
Step I: After completion of the function test open the feed water valves or start the feed water pumps.
Operation and maintenance
Attention: Both shut-off valves between the boiler and impulse legs must always be fully open and the reference leg must be totally filled with water during normal operation of the boiler. To ensure a safe and reliable operation of the boiler plant check the dp water level transmitter unit whenever an opportunity occurs by comparing the water level indicated by the control system with the level indicated in the water level gauges. A great difference in the water levels may indicate blocked connections to the differential pressure transmitter. Therefore it is recommended to blow-through the impulse legs and connection pipes frequently. The blow-through procedures can be performed, e.g. in connection with stopping the boiler plant, in order to get rid of dissolved particles that could settle during the stop periods. In case of prolonged standstill the dp water level transmitter unit should be checked for the correct function before the boiler plant is restarted. 3.1.1 Blow-through procedure of the impulse legs The blow-through procedure should be performed as describe below when the boiler plant is in operation and in steady load condition. The procedure should be carried out at least once each month. When the blow-through procedure is carried out, it is very important that the water level in the boiler is carefully and continuously supervised by the ship engineering personnel. The feed water control valve must be operated manually, if necessary. Step A: Isolate the differential pressure transmitter by closing the two transmitter connection valves in the manifold. The equalising valve must remain closed during the blow-through procedure and normal operation. Step B: Slowly open the drain valves of the impulse legs, and allow the legs to blow-through for a few seconds. Step C: Close the shut-off valve for the reference leg. Step D: Close the drain valves again when the reference leg is completely depressurised. Step E: Unscrew the filling plug of the reference leg and fill the leg with feed water. Step F: Screw on the filling plug and slowly open the shut-off valve for the reference leg. Step G: Open the two transmitter connection valves in the manifold. Step H: After performing the blow-through check that the dp water level transmitter unit and feed water control valve are fully operational.
Language UK
Page 8/10
DP WATER LEVEL TRANSMITTER UNIT
OM8210#35.0
In case of contaminated boiler water, e.g. sludge, mud, etc., the blow-through procedure of the impulse legs must be done more often. 3.1.2 Blow-through procedure of the connection pipes The blow-through procedure should be performed as describe below when the boiler plant is stopped, but still pressurised. The procedure should be carried out at least once each year. Step A: Open the venting facilities located on the valve manifold for the impulse legs. The transmitter connection valves must remain open and the equalising valve closed during the blow-through procedure. Step B: Close the venting facilities on the valve manifold when only clean water escapes. Step C: Close the shut-off valve for the reference leg. Step D: Slowly open the drain valve of the reference leg. Step E: Close the drain valve again when the reference leg is completely depressurised. Step F: Unscrew the filling plug of the reference leg and fill the leg with feed water. Step G: Screw on the filling plug and slowly open the shut-off valve for the reference leg. In case of contaminated boiler water, e.g. sludge, mud, etc., the blow-through procedure of the connection pipes must be done more often. 3.1.3 Function test of the dp water level transmitter unit During normal operation of the boiler plant a function test of dp water level transmitter unit should be carried out at least once each month. The purpose of the function test is to check that the connected alarms/shut downs and control functions are operational. The boiler should be operated at normal working pressure during the test to provide for correct indications. When the boiler is at normal water level carry out the following work steps: Step A: Slowly increase the water level in the boiler by forcing operation of the feed water pump until the water level has risen to the "High water level" level. The control system should indicate an alarm, (if provided). Note: Note that shut downs, alarms, and cut out functions can be delayed via timers in the control system. Step B: Increase the water level somewhat until the "Too high water level" mark is reached. A shut down should be indicated on the control system, (if provided). Step C: Ensure that the boiler cannot be filled with feed water by closing the feed water valves or stopping the feed water pumps.
Language UK
Page 9/10
DP WATER LEVEL TRANSMITTER UNIT
OM8210#35.0
Step D: Decrease the water level in the boiler by means of the blow down valves until the water level has fallen to the "Low water level" level. The control system should indicate an alarm. Step E: Decrease the water level somewhat until the "Too low water level" mark is reached. A shut down should be indicated on the control system. Step F: After completion of the function test open the feed water valves or start the feed water pumps.
Language UK
Page 10/10
WATER LEVEL CONTROL
SD9230#37.1
Water level control
1 Description
The water level control is a modulating system at this type of boiler. The system is illustrated in Figure 1. For measuring and control of the water level, the boiler is equipped with a dp water level transmitter unit, which includes external reference and variable legs, and a dp-transmitter. The continuous 4-20 mA output signal from the dp-transmitter is processed in the control system, which provides level alarms/shut downs and control of the regulating feed water valve. Water level control system
Instrument air Regulating feed water valve
Feed water valves
Reference leg
Variable leg
Boiler
Valve manifold dp-transmitter Control system (panel)
Feed water pumps
Figure 1
dp_0_mod.cdr
Language UK
Page 1/1
POSITIONER, SIPART PS2 6DR5000
OM5510#05.1
Positioner, SIPART PS2 6DR5000
1 General
The following instruction is a general description of SIPART positioners and covers the complete range in the PS2 6DR5000 series. The electronic pneumatic positioner is used as the final control element of a pneumatic linear actuator or a part-turn actuator (rotary movements). The positioner converts a current output signal (4 to 20 mA) from a process controller or control system to a set point value and into a corresponding movement. The positioner changes the pressure in a pneumatic actuator chamber or cylinder until the position corresponds to the set point value. The positioner can be set up either as a single-action positioner or a double-action positioner. The single-action positioner is mainly used together with a control valve. The opposite movement for the control valve is supplied by means of springs. The double-action positioner is mainly used to control an air damper via a pneumatic cylinder (actuator). All movements of the pneumatic cylinder are supplied by the positioner. An illustration of the function diagram for the positioner is shown in Figure 1. The function diagram is shown with option modules.
1.1 Mode of operation
Comparison of the set point and the actual value takes place electronically in a micro controller. If the micro controller detects a deviation, it uses a 5-way switch procedure to control the piezoelectric valves, which in turn regulate the flow of air into the actuating chambers. When connected in a two-wire system, the SIPART PS2 draws its power exclusively from the 4 to 20 mA set point signal. The piezoelectric valve converts the command into a pneumatic positional increment. The positioner outputs a continuous signal in the area where there is a large control deviation (high-speed zone). In areas of moderate control deviation (slow-speed zone) it outputs a sequence of pulses. No positioning signals are output in the case of a small control deviation (adaptive or variable dead zone). Commissioning (initialisation) is carried out automatically to a large extend. During initialisation, the micro controller automatically determines the zero, full-scale value, direction of action, and positioning speed of the actuator. It uses these to determine the minimum pulse time and dead zone, thus optimising the control. The positioner can also be operated manually by the pushbuttons and the LCD of the SIPART PS2. The installation of the positioner must be carried out in the following order: Mechanic connection Electric connection Pneumatic connection Commissioning
Language UK
Page 1/16
POSITIONER, SIPART PS2 6DR5000
OM5510#05.1
Illustration of a function diagram
Figure 1
sips2_5a.tif
Mechanic connection of the positioner
Normally the positioner is pre-mounted on the actuator or cylinder. If not, follow the installation guide lines below.
2.1 Mechanic connection to an actuator
Figure 2 shows the mechanic connection of the positioner to an actuator for a control valve. Step A: Mount clamping assembly (3) with hexagon socket cap screws (17) and lock washers (16) on the actuator spindle. Step B: Insert the pick-up bracket (2) into the recesses of the clamping assembly. Set the necessary length and tighten the screws so that the pick-up bracket can still be shifted.
Language UK Page 2/16
POSITIONER, SIPART PS2 6DR5000
OM5510#05.1
Step C: Push the roll (5), spring (13), and guide washer (22) onto the pin (4). Step D: Insert the pin in the lever (6) and assemble with nut (18), spring washer (14), and U-washer (12). Step E: The value of the stroke range specified on the actuator should be set or if this does not exist as a scaling value, the next greatest scaling value should be set. The centre of the pin must be in line with the scaling value. The same value can be set later under parameter 3.YWAY in commissioning to display the way in [mm] after initialisation. Step F: Assemble the hexagon socket cap screw (17), spring washer (16), washer (12), and square nut (19) on the lever. Step G: Push the pre-mounted lever onto the positioner axis up to the stop and fix with the hexagon socket cap screw (17). Step H: Fit the mounting bracket (1) with two hexagon head screws (9), lock washer (10), and flat washer (11) on the rear of the positioner. Step I: Selection of the row of holes depends on the width of the actuator yoke. The roll (5) should engage in the pick-up bracket (2) as close as possible to the spindle but may not touch the clamping assembly. Step J: Hold the positioner with the mounting bracket on the actuator so that the pin (4) is guided within the pick-up bracket (2). Step K: Tighten the pick-up bracket. Step L: Position the mounting parts according to the type of actuator. Actuator with ledge: hexagon head screw (8), flat washer (11), and lock washer (10). Actuator with plane surface: four hexagon head screws (8), flat washer (11), and lock washer (10). Actuator with columns: two U-bolts (7), four hexagon nuts (21) with flat washer (11), and lock washer (10). Step M: Secure the positioner onto the yoke using the previously positioned mounting parts. Note: Set the height of the positioner so that the horizontal lever position is reached as close to the stroke centre as possible. The lever scale can be used as orientation. It must be guaranteed that the horizontal lever position is passed through within the stroke range.
Language UK
Page 3/16
POSITIONER, SIPART PS2 6DR5000
OM5510#05.1
Mechanic connection of the positioner (linear actuator)
Figure 2
sips2_5b.tif
Language UK
Page 4/16
POSITIONER, SIPART PS2 6DR5000
OM5510#05.1
2.2 Mechanic connection to a pneumatic cylinder
The positioner is connected to a pneumatic cylinder by means of fixing bracket, lever arm with Allen screw, extension arm, and roller. The pneumatic piston is connected to a guide rail with an oblique angle via a linkage. The guide rail moves together with the piston, and the roller/lever connection senses the position of the piston. By operating both sides of the pneumatic cylinder, the set point is reached. A spring inserted between the fixing bracket and the lever arm secures that the roller is pressed down against the guide rail.
2.3 Mechanic connection to a rotary actuator
Figure 3 shows the mechanic connection of the positioner to a rotary actuator. Step A: Attach the mounting console (9, actuator specific) onto the rear of the positioner and secure using the hexagon head screws (14) and lock washers (15). Step B: Adhere pointer (4.2) onto the mounting console in the centre of the centring hole. Step C: Push coupling wheel (2) onto the positioner axis, pull back by about 1 mm and tighten the hexagon socket head screw (18) with the Allen key provided. Step D: Place the carrier (3) onto the end of the actuator and secure using Fillister head screw (16) and washer (17). Step E: Carefully place the positioner with mounting console onto the actuator such that the pin of the coupling wheel engages in the driver. Step F: Align the positioner/mounting console assembly in the centre of the actuator and screw tight (screws are not included in the delivery, they are part of the actuator mounting console). Step G: Follow the start-up sequence as described later. Drive the actuator to the end position and adhere the scale (4.1) onto the coupling wheel (2) according to the direction of rotation and rotary actuator. The scale is selfadhesive.
Language UK
Page 5/16
POSITIONER, SIPART PS2 6DR5000
OM5510#05.1
Mechanic connection of the positioner (rotary actuator)
Figure 3
sips2_5c.tif
Language UK
Page 6/16
POSITIONER, SIPART PS2 6DR5000
OM5510#05.1
Electric connection of the positioner
When the positioner is connected in a two-wire system, the positioner draws its power exclusively from the 4 to 20 mA set point signal. Figure 4 indicates the input circuits for the positioner. View of the controls and connections
Figure 4
sips2_5d.tif
Pneumatic connection
Ensure that the air quality is suitable. Grease-free instrumental air with a solid content < 30 m and a pressure dew point 20 K below the lowest ambient temperature must be supplied. Warning: For reasons of safety, pneumatic power may only be supplied after assembly when the positioner is switched to operating level P manual operation with electrical signal applied.
4.1.1 Selection of P manual mode Before pneumatic power is connected, the positioner must be in P manual mode. The display must show NOINIT in the bottom line.
Language UK
Page 7/16
POSITIONER, SIPART PS2 6DR5000
OM5510#05.1
4.1.2 Pneumatic connections Figure 4 shows a view of the positioner controls and connections. Step A: If required, connect a manometer block for supply air and actuating pressure. Step B: The silencer in the exhaust output can be removed if necessary. Step C: Connect actuating pressure Y1 and/or Y2 (Y2*) is only used with doubleacting actuators) according to the desired safety position. Step D: Connect the supply air (1). The pressure should be between 1.4 to 7 bar. Note: In order for spring-loaded pneumatic actuators to be able to reliably exploit the maximum possible actuating path, the supply pressure must be sufficiently greater than the maximum required final pressure of the actuator.
4.1.3 Safety position when the electric power supply fails For a single-action actuator is Y1 deaerated. For a double-action actuator is Y1 equal to the supply air pressure and Y2 is deaerated. 4.1.4 Restrictors To increase the positioning times for fast actuators when necessary, the air flow can be reduced with the restrictors Y1 and Y2 (only for double-action valves). Turning the restrictors in the clockwise direction reduces the air flow until it is shut off. To set the restrictors it is recommended to first close them and then open them again slowly (see initialisation process RUN 3). 4.1.5 Purging air switchover The purging air changeover switch located above the pneumatic terminal block on the valve manifold can be accessed when the housing is open. When the switch is in position IN the interior of the housing is purged with very small quantities of clean and dry instrument air. In position OUT the purging air is led directly out of the instrument.
Commissioning
Commissioning (initialisation) is carried out automatically to a large extend. During initialisation, the micro controller automatically determines the zero value, full-scale value, direction of action and positioning speed of the actuator. It uses these to determine the minimum pulse time and dead zone, hereby optimising the control. The positioner can also be operated manually by the pushbuttons and the LCD of the SIPART PS2. The commissioning of the positioner can be divided into the following steps: Preparation for initialisation Start the automatic initialisation procedure
Page 8/16
Language UK
POSITIONER, SIPART PS2 6DR5000
OM5510#05.1
Set additional parameters if required
Select automatic mode Figure 5 shows the possible operation modes for the positioner and gives an overview of how to change between them. The levels are P-manual mode, configuration and initialisation, manual mode, automatic mode, and diagnostic display. From these modes it is possible to select operation mode, set operation parameters, restore to factory setting, run an automatic initialisation, etc. Operation levels
Figure 5
sips2_5e.tif
5.1 Preparation for initialisation
Step A: Check and set the gear transmission switch to the correct position. Figure 4 (position 8) indicates the location of the switch. For linear actuators the gear transmission switch is set according to the stroke range as described in Table 1 for the parameter 3.YWAY. For part-turn actuators 90 must be selected. Step B: Check that the pneumatic supply power (inlet air) is present. The operating pressure should be at least one bar greater than is necessary for closing/opening the valve during initialisation.
Language UK Page 9/16
POSITIONER, SIPART PS2 6DR5000
OM5510#05.1
Step C: Without initialisation the positioner is in P manual mode and NOINIT flashes in the display. This level can also be reached by using 55.PRST function (see Table 1). Step D: Check the free running of the mechanics in the whole actuating range by moving the actuator with the keys and and driving to the respective end position. Step E: With linear actuators drive the actuator to horizontal lever position. The display must indicate 48% to 52%. If necessary, correct the value by adjusting the sliding clutch. After the check is completed, the actuator must be approximately half way along its stroke. This is due to establishment of the action direction during automatic initialisation.
5.2 Automatic initialisation
Figure 6 shows the configuration mode including the operation in this mode and Table 1 shows the parameter/configuration list. Figure 7 shows the initialisation process of the positioner. The initialisation process is stored in the microprocessor. This means that an additional initialisation only is necessary if any parts of the unit have been changed. Note: The numerical values used in Figure 5, Figure 6, and Figure 7 are examples. Step A: Call the configuration mode by pressing the hand symbol key for longer than 5 seconds. Step B: Set the actuator type, linear or part-turn, in the menu item line 1.YFCT. Step C: Switch to the second parameter by pressing the hand symbol key briefly. Step D: Set the rated angle of rotation for feedback in the menu item line 2.YAGL. It is vital that this value corresponds to the setting of the gear transmission ratio selector (Figure 4, position 8), 33 or 90. Step E: Switch to the next parameter by pressing the hand symbol key briefly. Step F: This parameter (3.YWAY) is only set for linear actuators and if the total stroke in mm should be displayed at the end of the initialisation phase. To do this, select the same value in the display to which the carrier pin to the scale on the lever is set to. Step G: Switch to the following parameter by pressing the hand symbol key briefly. Step H: Start the initialisation (4.INITA) by pressing the key for longer than 5 seconds.
Language UK
Page 10/16
POSITIONER, SIPART PS2 6DR5000
OM5510#05.1
Step I: During the initialisation phase RUN1 to RUN5 appear one after another in the bottom of the display. Please note that the initialisation process may last up to 15 minutes depending on the actuator. Note: The ongoing initialisation can be aborted at any time by pressing the hand symbol key. The previous settings are retained. All the parameters are reset to the factory setting only after performing a preset 55.PRST. Step J: If problems occur, carry out the measures as described in the table Possible messages shown in Figure 7. Step K: The initialisation is completed when FINSH appears in the bottom of the display. Step L: When pressing the hand symbol key briefly the menu item line 4.INITA is displayed. Step M: To exit the configuration operating mode, press the hand symbol key for longer than 5 seconds. The software version is displayed after about 5 seconds. The instrument is in manual operation after releasing the key. Step N: The positioner can be changed to automatic mode by pressing the key once as indicated in Figure 5. Step O: The automatic mode is the normal mode. In this mode the positioner compares the set point current with the current position and moves the actuator until the control deviation reaches the dead zone. Operation in the configuration mode
Figure 6
sips2_5f.tif
Language UK
Page 11/16
POSITIONER, SIPART PS2 6DR5000
OM5510#05.1
Initialisation process
Automatic initi al start-up (starting with factory setting) Step
1.)
Possible messages Display Me aning Me asures
Acknowled ge message using the hand sym bol key Check restr ictor (6) and open if necessar y Drive actuator to working range using the up and down keys Restart initi alisation Change gea ring (7)
Me aning
Partt urn actuator Linear actuator
turn
1 YF CT
90
2 YAGL
P Strt
3 YW AY
32.4
RU N 1
Actuator does not move
WA Y
1 YF CT
33
2 YAGL
32.4
ERR OR
2.)
Strt
4 INITA
Press the up key for > 5 sec. Remaining steps are carried out automatically
3.)
32.4
R UN 1
Continue us ing up key Direction of action is determined
P
Checking of travel and adjustment of zero and s troke (from stop to stop) Determina tion and display of positioning time down (dxx .x), up (uxx.x). Stop with the down key Pressing t he up key initiates leakage measurement
88.4
d u IU
Down tolerance band violated
Or adjust sliding clutch up to display
4.)
P P
92.4
R UN 2
6.4
d 0 IU
5.)
82.4
R UN 3
Then only Continue us ing the down key Once the slipp ing clutch has bee n adjusted Linear actuator: set pick-up lever into ho rizontal position using the up and down keys Continue us ing hand symbol key
6.)
32.4
R UN 4
S Et
Determina tion of minimum incre ment length
MID DL
7.)
52.4
R UN 5
Optimisati on of transient respon se
P
Initialisation terminated success fully (travel in m m for linear actuators ) (angle of r otation for part-turn ac tuators) Continue u sing hand symbol ke y
98.3
UP >
Up tolerance b and violated
Acknowled ge m essage using the hand symbol key Set the nex t highest travel value on the lever Restart initi alisation Additionally possible with rotary actuators: Adjust using up and down keys up to displa y:
8.)
32.4
F INSH
92.8
90_9 5
Continue u sing hand symbol key Acknowledge message using the ha nd symbol key Set the nex t lowest travel value on the lever Restart initi alisation
19.8
U-d <
Up/down span violated
U d
1.3
NO ZZL
1.8
NO ZZL
Actuator does not move. Positioning time is possibl e to adjust
Adjust positioning time using restrictor(s) Continue us ing the up or down key
Figure 7
sips2_5g.cdr
5.3 Parameters
Table 1 shows the parameter list for the positioner. The parameter name is written in plain text in the menu line column. The function of the parameter is described briefly in the Function column. In addition, the possible parameter values, the physical unit and the factory setting of the parameters are shown. After the initialisation process, the positioner can be configured to meet the requirements of a specified task. The factory settings correspond to the requirements for a typical application. This means that normally only a few parameters will need to be changed. The positioner can be installed and configured to fit linear and part-turn actuators with reverse action. E.g. linear actuators with the set point in the falling direction or
Language UK Page 12/16
POSITIONER, SIPART PS2 6DR5000
OM5510#05.1
part-turn actuators for counter clockwise operation direction. In this case the parameters 7.SDIR and 38.YDIR should be set to FALL. Parameter list
Menu line Function Parameter values turn (part-turn actuator) WAY (linear actuator) LWAY (linear actuator without sine correction) ncSt (part-turn actuator with NCS) -ncSt (part-turn actuator with NCS, inverted) 90 33 OFF 5 , 10 , 15 , 20 (short lever 33) 25 , 30 , 35 (short lever 90) 40 , 50 , 60 , 70 , 90 , 110 , 130 (long lever 90) noini / no / ###.# / Strt noini / ###.# / Strt 0 MA 4 MA riSE FALL 0.0 to 100.0 0.0 to 100.0 Auto 0 to 400 0 to 400 Lin 125 , 133 , 150 n125 , n133 , n150 FrEE Unit Factory setting Customer setting
1.YFCT
Type of actuator
WAY
2.YAGL1)
Rated angle of rotation for feedback (must correspond to gear ratio) Stroke range (optional setting) When used, the value must correspond with the set of the leverage ratio on the actuator Driver pin must be set to the value of the actuator travel or, if this value is not scaled, to the next lager scale value
Degrees
33
3.YWAY2)
mm
OFF
4.INITA 5.INITM 6.SCUR 7.SDIR 8.SPRA 9.SPRE 10.TSUP 11.TSDO
Initialisation (automatically) Initialisation (manually) Current range of set point Set point direction Set point for start of split range Set point for end of split range Set point ramp up Set point ramp down Set point function Linear Equal-percentage 1:25, 1:33, 1:50 Inverse equal-percentage 1:25, 1:33, 1:50 Freely adjustable Set point turning point at 0% 5% to 95% 100% Dead zone of controller Start of manipulated variable limiting End of manipulated variable limiting Standardisation of To mech. travel manipulated variable To flow Direction of manipulated Rising variable for display Falling Without Tight closing with Top only manipulated variable Bottom only Top and bottom 0 to 20 mA 4 to 20 mA rising falling
no no 4 MA riSE % % s s 0.0 0.0 0 0
12.SFCT 13.SL03) 14.SL1 to 32.SL19 33.SL20 34.DEBA 35.YA 36.YE 37.YNRM 38.YDIR
Lin
0.0 to 100.0
0.0 5.0 to 95.0 100.0 Auto 0.0 100.0 MPOS riSE
39.YCLS
Auto 0.1 to 10.0 0.0 to 100.0 0.0 to 100.0 MPOS FLOW riSE FALL no uP do uP do
% % %
no
Language UK
Page 13/16
POSITIONER, SIPART PS2 6DR5000
OM5510#05.1
Parameter list continued
Menu line 40.YCDO 41.YCUP Function Value for tight closing, bottom Value for tight closing, top Function of BI 1: None Only message (NO/NC contact) Block configuring (NO contact) Block configuring and manual (NO contact) Drive valve to pos. up (NO/NC contact) Drive valve to pos. down (NO/NC contact) Block movement (NO/NC contact) Function of BI 2: None Only message (NO/NC contact) Drive valve to pos. up (NO/NC contact) Drive valve to pos. down (NO/NC contact) Block movement (NO/NC contact) Without A1=min. A2=max. Alarm function A1=min. A2=min. A1=max. A2=max. Response threshold of alarm 1 Response threshold of alarm 2 Function of alarm output On fault Fault + not automatic Fault + not automatic + BI (+ means logical OR operation) Monitoring time for fault message control deviation Response threshold for fault message control deviation Limit for stroke integral Limit for direction change Limit for end stop monitoring, bottom Limit for end stop monitoring, top Limit for dead zone monitoring Parameter values 0.0 to 100.0 0.0 to 100.0 OFF on / -on bLoc1 bLoc2 uP / -uP doWn / -doWn StoP / - StoP OFF on / -on uP / -uP doWn / -doWn StoP / -StoP oFF N , NA N,N NA , NA 0.0 to 100.0 0.0 to 100.0
nA nAb
Unit % %
Factory setting 0.5 99.5
Customer setting
42.BIN14)
OFF
43.BIN2
4)
OFF
44.AFCT5) 45.A1 46.A2 47.FCT6)
OFF % % 10.0 90.0
48.TIM 49.LIM 50.STRK 51.DCHG 52.ZERO 53.OPEN 54.DEBA
Auto 0 to 100 Auto 0.0 to 100.0 OFF 1 to 1.00E9 OFF 1 to 1.00E9 OFF 0.0 to 100.0 OFF 0.0 to 100.0 OFF 0.0 to 100.0
s %
Auto Auto OFF OFF
% % %
OFF OFF OFF
Preset (factory setting) no nothing activated no Strt start of factory setting after pressing 55.PRST key for 5 sec. Strt oCAY display following successful factory setting oCAY CAUTION: preset results in NO INIT 1) If turn is selected it is not possible to set 33. 2) Parameter does not appear if 1.YFCT = turn has been selected. 3) Turning points only appear with selection 12.SFCT = FrEE. 4) Alternatively no if initialisation has not yet been carried out. 5) NC contact means; action with opened switch or low level. NO contact means; action with closed switch or high level. 6) Normal means: high level without fault. Inverted means: low level without fault.
Table 1
Language UK
Page 14/16
POSITIONER, SIPART PS2 6DR5000
OM5510#05.1
Diagnosis
In the diagnostic mode the current operating data (such as number of strokes, number of changes in direction, number of fault messages, etc.) can be displayed. From the automatic or manual modes the diagnostic mode can be reached by simultaneously pressing all three keys for at least 2 seconds. Table 2 shows an overview of the displayable values. The diagnostic display has a similar structure as the parameter menu displays. The respective next diagnostic value can be selected with the hand symbol key. Certain values can be set to zero by pressing the key for at le ast 5 seconds. These are menu item line 1, 2, 3, and 4. Some diagnostic values may be greater than 99999. In this case the display switches to exponential display. Diagnostic list
No.: 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 Abbreviation STRKS CHDIR CNT A1CNT A2CNT HOURS WAY TUP TDOWN LEAK P0 P100 IMPUP IMPDN DBOP DBDN SSUP SSDN TEMP TMIN TMAX T1 T2 T3 T4 T5 T6 T7 T8 T9 VENT1 VENT2 STORE Meaning Number of strokes Changes of direction Fault counter Alarm counter 1 Alarm counter 2 Operating hours Determined actuating path Travel time up Travel time down Leakage Potentiometer value below stop (0%) Potentiometer value bottom stop (100%) Impulse length up Impulse length down Dead zone up Dead zone down Short step zone up Short step zone down Current temperature Minimum temperature Maximum temperature Number of operating hours in Temperature range 1 Number of operating hours in Temperature range 2 Number of operating hours in Temperature range 3 Number of operating hours in Temperature range 4 Number of operating hours in Temperature range 5 Number of operating hours in Temperature range 6 Number of operating hours in Temperature range 7 Number of operating hours in Temperature range 8 Number of operating hours in Temperature range 9 Number of cycles pre-control valve 1 Number of cycles pre-control valve 2 Store current values as last maintenance Press the up key for at least 5 seconds (store) Displayable value 0 to 4.29E9 0 to 4.29E9 0 to 4.29E9 0 to 4.29E9 0 to 4.29E9 0 to 4.29E9 0 to 130 0 to 1000 0 to 1000 0.0 to 100.0 0.0 to 100.0 0.0 to 100.0 2 to 100 2 to 100 0.1 to 100.0 0.1 to 100.0 0.1 to 100.0 0.1 to 100.0 -45 to 85 -45 to 85 -45 to 85 0 to 4.29E9 0 to 4.29E9 0 to 4.29E9 0 to 4.29E9 0 to 4.29E9 0 to 4.29E9 0 to 4.29E9 0 to 4.29E9 0 to 4.29E9 0 to 4.29E9 0 to 4.29E9 Unit Hours mm or s s % % % ms ms % % % % C C C Hours Hours Hours Hours Hours Hours Hours Hours Hours -
Table 2
Language UK Page 15/16
POSITIONER, SIPART PS2 6DR5000
OM5510#05.1
Service and maintenance
The positioner is largely maintenance-free. The positioner is fitted with filters in the pneumatic connection as protection against coarse particles of dirt. If the pneumatic energy supply contains particles of dirt, the filters may be clog and impair the function of the positioner. In this case the filters can be cleaned as follows: Step A: Switch off the pneumatic power supply and remove the pipes. Step B: Unscrew the cover. Step C: Remove the three screws from the pneumatic connector strip. Step D: Remove the filters and O-rings behind the connector strip. Step E: Clean the filters (e.g. with compressed air). Step F: After cleaning first insert the filters in the recesses in the housing and then place the O-rings on the filters. Step G: Align the pneumatic connector strip on the two lugs and screw tight with the three self-tapping screws. Note: Make sure that the same thread is used. To do this, turn the screws anticlockwise until they snap into the thread audibly. Only then should the screws be tightened.
Language UK
Page 16/16
PNEUMATIC ACTUATOR, TYPE DP
OM5520#01.0
Pneumatic actuator, type dp
1 General
The pneumatic linear actuator is designed to be mounted directly on a control valve. The pneumatic actuator converts positioning command signals into stem thrust forces. The required back setting force is produced by the spring arrangement inside the actuator. The rolling-diaphragm produces linear spindle movements over the complete stroke. The preferred mounting position is with the actuator and valve spindle in vertical position. The mode of operation for the actuator depends on how the springs are inserted when the actuator is assembled. Even when the actuator is fitted in a piping system, the mode of operation can be changed. The pneumatic actuator can be operated as: Spring opens valve/air closes valve operation mode Air opens valve/spring closes valve operation mode
Illustration of a pneumatic actuator
Figure 1
dpactuat.tif
Language UK
Page 1/6
PNEUMATIC ACTUATOR, TYPE DP
OM5520#01.0
Table 1 below shows a list of the position numbers in Figure 1 and Figure 2. Table of position numbers in Figure 1
Part 1 2 3 4 5 7 10 11 12 13 14 Denomination Rolling diaphragm Diaphragm housing Diaphragm lid Diaphragm plate Spindle Spring Coupling flange Guide flange Rotation guard Socket screw Threaded bushing Part 15 16 17 18 19 21 22 26 27 30 31 Denomination Stroke indicator Hexagon nut Mounting rod Bellow Collar nut O-ring (spindle) O-ring (bushing) Slotted guide bearing Spindle guide Hexagon nut Hexagon nut
Table 1
1.1 Pneumatic connection
The air supply should be dry and at a low service temperature. A heat-guard should be installed to prevent high service temperature. The pneumatic supply tube must be connected to the diaphragm housing (2) by operation mode spring closes" and to the diaphragm lid (3) by operation mode spring opens. By air failure the stem automatically returns into the original position caused by the inserted springs. Warning: The actuator diaphragm may only be pressure loaded on the side opposite of the springs. The vent hole in the other connection must remain open.
1.2 Assembly of the actuator on the valve
The assembling of the actuator on the valve is shown in Figure 2. For both spring closes and spring opens operation modes the following assembling procedure should be followed: Step A: If the actuator and the valve are separated, press the plug and spindle unit (5) into the closed position for operation mode spring closes or into the open position for operation mode spring opens. Warning: Make sure that the plug does not turn while pressing on the seat during assembly. Step B: Loosen the socket screws (13), remove the rotation guard (12) and the guide flange (11). The threaded bushing (14) is now free.
Language UK
Page 2/6
PNEUMATIC ACTUATOR, TYPE DP
OM5520#01.0
Step C: Turn the locking hexagon nut (30) onto the valve spindle. Place the rotation guard (12) and the guide flange (11) over the valve spindle and then turn the threaded bushing (14) onto the valve spindle. Step D: Check the actuator for proper operation mode and connect the pneumatic supply to the connection piece in the diaphragm housing (2) for operation mode spring closes or in the diaphragm lid (3) for operation mode spring opens. Step E: Drive the actuator into approximately mid-stroke position over the air supply and mount it onto the valve (read the value from the pressure gauge - middle of the spring range). Step F: Tighten the hexagon nuts (31). Assembly of the actuator on the valve
Figure 2
dpactspr.tif
Language UK
Page 3/6
PNEUMATIC ACTUATOR, TYPE DP
OM5520#01.0
1.3 Adjustment of the starting pressure signal
Step A: Drive the actuator to the required spring-starting point over the air supply. Step B: Turn the threaded bushing (14) up against the coupling flange (l0) so that the collar enters into the flange and presses against it. Make sure that the plug is lying on the valve seat. Attention: Note that sufficient thread of the valve spindle is inside the threaded bushing (14). If not, turn the coupling flange (10) downwards from the actuator spindle and pull the threaded bushing (14) against it. Step C: For operation mode: spring closes: Attach the guide flange (11) and the rotation guard (12) with the socket screws (13) to the coupling flange (10). Check that the plug lifts off the seat at the required spring starting point. Step D: For operation mode: spring opens: Check that the plug leaves the end position at the required spring starting point, and finishes the valve stroke at the spring-range end value. The plug must then also press on the valve seat. Step E: After the test operation set the stroke indicators (15) into the end positions. Step F: Lock the hexagon nuts (16 + 30) at the valve mid-stroke. Step G: Do not turn the plug on the seat when it is under force.
Reversal of the actuator action
The actuator action can be reversed even when the valve is installed in a piping system. The position numbers mentioned in this section refer to Figure 1 and Figure 2. Step A: Drive the actuator into approximately mid-stroke position with the air supply. Step B: Loosen and remove the socket screws (13) from the coupling flange (10) and drop the rotation guard (12) over the valve spindle. Step C: Remove the hexagon nuts (31) from the actuator and lift off the valve. Step D: Reduce the air supply until the chamber is pressure free.
Language UK
Page 4/6
PNEUMATIC ACTUATOR, TYPE DP
OM5520#01.0
Step E: Loosen and remove the diaphragm lid screws. Step F: Remove the diaphragm lid (3). Warning: The actuators DP 32 and DP 33 have two longer screws when fitted with stronger spring ranges. The actuator DP 34 has four. These screws should be the last screws to be loosened, and must be loosened evenly to reduce the high spring tension. Step G: For reversal from spring closes into spring opens: Remove the springs (7) and the diaphragm plate (4) with the diaphragm (1) and the spindle (5). Loosen and remove the seal lock nut (19) and remove the spindle (5). Turn over the diaphragm plate (4) with the diaphragm (1) and the diaphragm clamping flange, and place it over the spindle (5). Tighten with the seal lock nut (19). Make sure that the spindle surface is not damaged. Grease the spindle surface and the 0-ring. Place the diaphragm plate (4) with the diaphragm (1) into the diaphragm lid (3). Arrange the springs (7) onto the moulds pressed into the diaphragm plate (4). Place the diaphragm housing with the spindle sealing unit over the spindle, and screw it together. Make sure that the springs stay properly arranged. Turn the hexagon nut (16) and the coupling flange (10) onto the spindle (5). Mount the actuator as described previously, and connect the air supply tube to the diaphragm lid (3). Step H: For reversal from spring opens into spring closes: Remove the diaphragm (1) and the diaphragm plate (4) with the spindle (5) and the springs (7). Loosen and remove the seal lock nut (19) from the spindle (5). Turn over the diaphragm plate (4) with the diaphragm (1) and the diaphragm clamping flange, and place it on the spindle (5). Tighten with the seal lock nut (19). Make sure that the spindle surface is not damaged. Grease the spindle surface and the 0-ring. Stick the diaphragm plate (4) with the diaphragm (1) and the spindle (5) into the diaphragm housing (2). Arrange the springs (7) onto the moulds pressed into the diaphragm plate (4).
Language UK
Page 5/6
PNEUMATIC ACTUATOR, TYPE DP
OM5520#01.0
Place the diaphragm lid (3) on the top, and screw it together. Make sure that the springs (7) stay properly arranged. Turn the hexagon nut (16) and the coupling flange (10) onto the spindle (5). Mount the actuator as described previously, and connect the air supply tube to the diaphragm housing (2).
Manual operation device
Some actuators are fitted with a manual operation device. The device is connected to the actuator by means of a new diaphragm lid, a spindle extension with a USIT-ring and a spindle sealing unit. The manual operation device is equipped with stroke indicators. The stroke indicators of both the actuator and the manual operation device must be in the same end positions when the actuator is pressure free. The manual operation device must be set into neutral position when the actuator is running automatically. The locking device of the manual operation device must be unlocked before operating. The locking device prevents an unwanted disarrangement of the setting during operation, e.g. due to vibration, etc.
Maintenance
The pneumatic actuator is maintenance free. To maintain a disturbance free operation, the air should be supplied by an air-supply station. The diaphragm, spindle sealing unit and springs are wear parts and should be replaced when necessary.
4.1 Exchange of spindle sealing
When the spindle sealing is changed, the slotted PTFE-guide bearing and the 0-ring should be replaced. The spindle surface must be clean and undamaged. Before the actuator is assembled, the spindle unit and the spindle must be greased.
Language UK
Page 6/6
CONTROL VALVES, TYPE 470/471
OM6010#02.0
Control valves, type 470/471
1 General
This type of control valve is suited to regulate fluids, gases and steams. The valve plug is normally a parabolic plug, but can also be supplied in a perforated design. Both types of plugs can have either linear or equal percentage flow characteristic. The flow direction for parabolic plugs is always against the closing direction. However, with perforated plugs for steam and gases, it is in the closing direction. If a valve with a perforated plug is operated by means of a pneumatic actuator with the flow in the closing direction, the pneumatic actuator should have a stronger thrust force. This is necessary to prevent thumping near to the closing position. All control valves can be fitted alternately with manual-, pneumatic-, electric- or hydraulic operation devices. Illustration of control valves type 470 and 471
Figure 1
val47x.tif
Language UK
Page 1/5
CONTROL VALVES, TYPE 470/471
OM6010#02.0
Table of position numbers in Figure 1
Part 1 2 3 3.1 4 5 6 6.1 Designation Body Seat ring Mounting bonnet Mounting bonnet Guiding bush Plug Spindle Spindle Part 7 7.1 8 10 10.1 14 14.1 15 Designation Gland flange Screw joint Spindle guiding Stuffing box Stuffing-box packing Gasket Gasket Studs Part 15.1 17 17.1 19 21 25 26 Designation Studs Hexagon nuts Hexagon nuts Spring-type straight pin Set-pin Bellow housing Bellow unit
Table 1
Operation
2.1 Fitting instructions
The valve should be inserted so that the spindle has a vertical position together with the actuator. The valve can also be tilted to a maximum horizontal position if the installation point does not allow any better condition. To guarantee a disturbance free function of the control valve, the inlet and outlet stretches of the piping should be of straight piping length (min. two times the pipe diameter by inlet and six times by outlet). The piping should be rinsed to clear out any pollution, welding beads, rust, etc. before inserting the control valves. A strainer should be fitted in front of the control valve to catch the remaining particles. Bolts should be tightened after taking into operation. The flow direction is signalled by an arrow on the valve body. The valves should be insulated against high temperatures to guard the actuator.
2.2 Actuator assembly
The control valves are normally delivered with actuators already fitted. For alternations or maintenance of actuator, the assembly should occur in accordance with the operation instructions for the actuator.
2.3 Setting into operation
When the piping system is filled, the spindle sealing should be checked for leakage and, if necessary, tightened. A PTFE-V-ring unit does not require any tightening as the spring tension maintains the necessary force. The bolts must be tightened gradually in steps, diametrically in pairs, but not tighter than it is necessary for the sealing. Flange connection bolts should never be loosened or tightened when the valve is under temperature or pressure even if a leakage may arise. For actuators please see to the appropriate actuator operation instructions.
Language UK
Page 2/5
CONTROL VALVES, TYPE 470/471
OM6010#02.0
Maintenance
Before any maintenance of the control valve is carried out, the piping system must be shut off and pressure free.
3.1 Exchange of the stuffing-box packing
A leak stuffing-box packing should initially be carefully tightened to stop the leakage. If this does not help, a new layer should be inserted, or the complete packing should be replaced. 3.1.1 Additional packing layer Step A: Open the valve fully and unscrew the hexagon nuts (17). Step B: Lift the gland flange (7) and the spindle guiding (8) upwards. Step C: Insert adequate quantity of packing rings (split ring-displacement, splitting at 180 to avoid overlapping). Step D: Fix the hexagon nuts (17) properly. 3.1.2 Exchange Step A: Drive the actuator into middle position and dismantle the actuator. Step B: Unscrew the hexagon nuts (17) from the studs (15). Step C: Remove the gland flange (7), the spindle guiding (8) and the old stuffing box (10) and clean the packing compartment. Step D: Clean the valve spindle and check for damage and if necessary replace. If the damaged spindle is not replaced, the new packing will leak after a short period. Step E: Insert the new packing rings (split ring-displacement, splitting at 180 to avoid overlapping). Step F: Fix the hexagon nuts (17) properly. Note: Strenuous tightening will prevent leakage, but will also have a brake effect on the spindle which aggravates the movement of the spindle.
3.2 Exchange of a PTFE-V-ring sealing unit
A PTFE-V-ring unit is spring loaded and has enough set pressure to ensure a good seal even by low operation pressures. It is replaced as mentioned above. The PTFE-V-ring sealing unit should be lubricated before it is inserted. The sealing lips must face against the pressure direction.
Language UK Page 3/5
CONTROL VALVES, TYPE 470/471
OM6010#02.0
Note: Special care should be given to the spindle surface. Rough surfaces wear the sealing lips enormously and can be due to failure of the packing unit.
3.3 Exchange of the bellow unit
Step A: Drive the actuator into middle position and dismantle the actuator. Step B: Unscrew the screw joint (7.1). Step C: Unscrew the hexagon nuts (17) and remove the bellow housing (25). Dismantle the plug as described in the next section. Step D: Unscrew the hexagon nuts (17.1) and dismantle the mounting bonnet (3.1). Step E: The bellow unit (26) is removed from the bellow housing (25). Step F: Replace the two gaskets (14.1) and the gasket (14). Step G: When the bellow unit (26) is replaced, the proper position of the antitwisting device must be observed. Step H: The set pins (21) have to drive within the slots of the anti-twisting device. Check for friction-free movement. Step I: Replace mounting bonnet (3.1) and screw down the hexagon nuts (17.1) crosswise.
3.4 Exchange of the plug-spindle unit
Step A: Drive the actuator into middle position and dismantle the actuator. Step B: Unscrew the gland flange (7). 3.4.2 Control valve type 470 Step A: Unscrew the hexagon nuts (17) and dismantle the mounting bonnet (3). Step B: Pull out the plug with the spindle and exchange this unit. Step C: Remove the spring-type straight pin (19) and unscrew the spindle (6). Step D: Replace the old parts and assemble it. Step E: Drill a hole through the plug shaft and insert a new pin. Step F: Replace the gasket (14) and assemble the mounting bonnet (3). Step G: Tighten the nuts (17) evenly, crosswise.
Language UK
Page 4/5
CONTROL VALVES, TYPE 470/471
OM6010#02.0
3.4.3 Control valve type 471 Step A: Unscrew the hexagon nuts (17) and dismantle the bellow housing (25) with plug (5). Step B: Drive the spindle in the bottom position and remove the spring-type straight pin (19). Step C: Unscrew the plug. Step D: Screw a new plug at the spindle and drill through the shaft. Drive the spring-type straight pin (19) into the hole. Step E: Replace the gasket (14). Step F: Assemble the bellow housing (25) with plug (5) together with the body (1) and fix it by screwing the hexagon nuts (17) crosswise. The spindle can only be completely replaced together with the bellow.
3.5 Changing the seat ring
The seat ring is screwed into the valve body. The seat ring can be obtained after removing the bonnet and can then be refinished or replaced as required. Step A: Clean and lubricate the thread and conical sealing surface before insertion.
Language UK
Page 5/5
CHEMICAL DOSING PUMP
OM5540#06.0
Chemical dosing pump
1 General
The chemical dosing pump is a microprocessor controlled solenoid metering pump. The pump offers highly accurate reproducible metering in the dosing of liquid chemicals in pressurised pipe systems, and into open and closed containers. The main components of the chemical dosing pump are the operating panel, power end, and liquid end. Figure 1 illustrates the chemical dosing pump. The working principle of the pump is that chemical feed occurs as a result of pulsed deflections of the dosing diaphragm within the liquid end, which causes pressure differentiation between the suction side, liquid end cavity, and discharge side. The pressure differentiation causes the suction and discharge self-acting valves to open and close, resulting in chemical feed. The dosing diaphragm is driven by an electromagnet, which is stimulated and controlled by a microprocessor. The pump capacity (feed rate) is determined by the stroke length and stroke rate. The stroke length is set between 0% and 100% using the stroke length adjustment knob. Optimum dosing reproducibility is achieved by setting the stroke length between 30% and 100%. The stroke rate adjustable in 10% steps between 0% and 100% using the multifunction switch. However, in "external" operating mode the stroke rate is controlled by electrical signals. The dosing precision reproducibility is -5% to +10% at maximum stroke length and maximum operating pressure. At constant conditions and minimum 30% stroke length it is 2%. Illustration of the chemical dosing pump
Control unit Power end Discharge valve
Liquid end
Bleed valve Vent hole
Suction valve
Figure 1
chem_pump1a.cdr
Language UK
Page 1/12
CHEMICAL DOSING PUMP
OM5540#06.0
Safety
The following safety guidelines must always be observed during installation, commissioning, operation, maintenance, and repair: Please note that the pump is not designed for: Use with gaseous chemicals or suspended solids. Use in explosion-hazardous locations. In emergency cases the pump should be switched off immediately. Disconnect the power cable from the power supply. The pump must be accessible at all times for both operation and servicing. Access must not be obstructed in any way. The pumps and peripherals must be serviced and repaired by qualified and authorised persons only. Before working on a pump always disconnect the mains power. Before working on a pump always de-pressurise the discharge line, empty the liquid end, and rinse out. Always read the chemical safety data. Always wear protective clothing when handling hazardous or unknown chemicals. Never allow the metering pump to operate if the discharge line is blocked, as this can result in a rupture of the discharge line.
Installation
The chemical dosing pump is normally pre-mounted on a chemical tank. However, in case that the pump must be mounted elsewhere or replaced please observe the following general installation notes: The chemical dosing pump must be located in an environment with ambient temperature between -10C to +45C and a maximum permissible relative humidity of 92% non-condensing. The pump must be mounted with the pump foot resting on a firm horizontal base. Ensure that it is fastened into place firmly, and will not vibrate in operation. The maximum permissible priming and operating pressures must not be exceeded. For this type of pump the maximum priming lift is 2 mmWC and the maximum operating pressure is 16 barg. In case that the operating pressure is exceeded, e.g. due to the position of the chemical feed into the feed water system, the discharge side must be provided with a relief valve. The surplus chemicals should be led back to the chemical tank. Suction and discharge valves must be installed in a vertical position.
Language UK
Page 2/12
CHEMICAL DOSING PUMP
OM5540#06.0
The tubing should be attached in such a way that it allows lateral detachment of the pump and liquid end, if necessary. The tubing must be free from stress and bends when fitted. Only original hoses with the correct dimensions should be used. The suction tubing should be as short as possible and rising in order to prevent air bubbles forming. The foot valve should be installed so that it hangs just above the bottom of the chemical tank. For chemicals with impurities or sedimentation at the bottom, the foot valve should be positioned well above this layer. The check valve, which connects the discharge line to the feed water system, must be tightened properly.
3.1.1 Assembling of the tubing to plastic valves When assembling the suction and discharge tubing to the plastic valves of the liquid end carry out the following work procedures (see Figure 2): Step A: Cut the hose ends straight across. Step B: Push the union nut and clamping ring onto the hose. Step C: Push the hose end over the nozzle to the stop (widen if necessary). Step D: Ensure that the O-ring is sitting correctly onto the valve. Step E: Clamp the connector hose by tightening the union nut while pressing in the hose. Step F: Retighten the hose connector by pulling the hose connected to the liquid end briefly and then retighten the union nut. Assembling of the tubing to plastic valves
Hose Union nut Clamping ring Nozzle O-ring Valve
Figure 2
chemical_tub.cdr
Language UK
Page 3/12
CHEMICAL DOSING PUMP
OM5540#06.0
3.2 Electrical installation
The pump is connected to the mains power supply by using the mains lead. If the pump is connected to the mains in parallel with inductive power consumers (e.g. solenoid valves, motors) it must be electrically isolated. This prevents damage caused by induction and voltage surges when switching off. Figure 3 illustrates the power element of the pump. If the pump is intended to operate with options for "external control" and/or "float switch" the actual plugs must be connected to the actual terminals in the power end of the pump. Figure 4 illustrates the optional plug configuration for the pump. Please also see Figure 6 for the location of the terminal connections. Illustration of the power element
Operational relay connector Fuse
Solenoid connector
N L1 PE Solenoid earth lead Mains connector
Figure 3 Illustration of the optional terminal connections
chem_circ1a.cdr
External control terminal
Pin 1 : Pause Pin 2 : External Pin 3 : Not configured Pin 4 : Earth Pin 5 : Auxiliary frequency
Float switch terminal
Pin 1 : Earth Pin 2 : Minimum prior warning Pin 3 : Minimum limit switch
Figure 4
chem_circ2a.cdr
Language UK
Page 4/12
CHEMICAL DOSING PUMP
OM5540#06.0
Commissioning
Step A: Check that the connections for the pump are completed properly. Step B: Open the bleed valve by rotating the knob anticlockwise. Step C: Switch on the pump and allow it to run at maximum stroke length and rate until the liquid end is full and free from air bubbles (the feed chemical is visible at the bleed valve). The stroke length should only be set while the pump is running.
Note: The pump should prime at 100% stroke length as the suction lift is dependent upon the lift volume when the liquid end is empty. If the pump is required to prime at less than 100% stroke length, and fails to do so, then select a correspondingly smaller suction lift. Step D: Close the bleed valve (turn clockwise). Step E: Switch off the pump. Step F: The pump is ready to operate. Retighten screws in the liquid end after 24 hours operation time.
4.2 Determining the feed capacity
When the necessary chemical dosing feed is known, e.g. by means of feed and boiler water analysis, the feed capacity of the pump can be set. Figure 5 shows the feed rate setting diagram for the pump. The measurements for determining the feed rate from the diagram were carried out using water as medium. In order to find the feed capacity the correction factor must be found and subsequently the stroke rate and stroke length should be set. For determination of the feed capacity carry out the following procedures: Step A: Mark the operating pressure for the chemical dosing pump in the lower diagram. The operating pressure is equal to the pressure in the feed water system at the point of dosing. Step B: Trace a line from this value vertically up to the curve and then horizontally left. Read off the correction factor. Step C: Divide the required feed rate by the determined correction. Mark this value (l/h) on the "l/h" axis in the upper diagram. Step D: Trace a horizontally line from this value to the left. Trace a line from the intersection with the straight line for the adjustable stroke frequencies vertically downwards the "stroke length" axis.
Language UK
Page 5/12
CHEMICAL DOSING PUMP
OM5540#06.0
Step E: Set the pump to one of the stroke frequencies determined in this way, and the corresponding stroke length. Feed rate setting diagram
Feed rate [l/h] 1.6 Pump at medium operating pressure Stroke rate [%]
1.4
100% (180 strokes/min.) 90% (162 strokes/min.)
1.2 80% (144 strokes/min.) 1.0 70% (126 strokes/min.) 60% (108 strokes/min.) 50% (90 strokes/min.) 0.6 40% (72 strokes/min.) 30% (54 strokes/min.) 20% (36 strokes/min.) 0.2 10% (18 strokes/min.) 0.0 0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100% Stroke length Correction factor 1.5 1.0 0.5 0.0 1 2 4 6 8 11 Operating pressure 13 16
0.8
0.4
Figure 5
feedgraph.cdr
Language UK
Page 6/12
CHEMICAL DOSING PUMP
OM5540#06.0
Operation
The operation panel of the chemical dosing pump is equipped with operation knobs/switches, connection terminals, and indicators, which support the operation and setting of the pump. Figure 6 illustrates the operation panel of the chemical dosing pump. The pump can be operated through manual control or external control. If the pump is intended only to operate in manual mode it will not be provided with the optional terminal connection "external control" (see Figure 4). When the pump is intended to operate via "external control" and/or "float switch" the actual terminal connections must be provided. The "Float switch" option provides information on the liquid level in the feed chemical tank, which is transmitted to the pump. This option requires the installation of a two-stage float switch and connection to the "float switch" terminal. The pump can, furthermore, be equipped with fault indicating relays for warning of low levels. The following instruction for pump operation is described as a complete instruction. If the chemical dosing pump includes parts or features, which are not provided for the actual dosing unit, the specified instructions should be disregarded. Illustration of the operating panel for the chemical dosing pump
Stroke length adjusting knob
Fault indicator (red) Warning indicator (yellow) Multifunction switch
40 30 20 80 10 90 50 60 70
Operating indicator (green)
EXTERN STOP TEST
100
External operating terminal Mains power supply
Float switch connector
Figure 6
chem_pump2a.cdr
5.1 Basic information for the pump
5.1.1 Stroke length adjustment knob The stroke length is continuously adjustable between 0% and 100% via the stroke length adjustment knob. Reproducibility is only technically practicable in the adjustment range 30% to 100%.
Language UK
Page 7/12
CHEMICAL DOSING PUMP
OM5540#06.0
5.1.2 Multifunction switch The multifunction switch is used to select the operating mode and to set the stroking rate. The following operating modes are selected using the multifunction switch: Stop. External. Manual (to set stroking rate in 10% steps). Test (priming suction function).
Stop The "Stop" function allows the pump to be deactivated without disconnecting from the power supply. External The "External" operating mode allows adjustment of individual strokes via the external operating mode terminal by means of contact or semi-conductor devices. The "Auxiliary frequency" operating mode enables activation of optionally selectable and programmable stroking rate, controlled via the external operating mode terminal. This stroking rate overrides "Manual" and "External" operating modes. In the standard version the "Auxiliary frequency" function is programmed to 100% stroking rate. The "Pause" function can be used to operate a remote pump stop function via the external operating terminal. Manual In the "Manual" operating mode the stroking rate is manually adjustable in 10% steps via the multifunction switch. Test The "Test" function checks the priming function of the pump. The switch setting "Test" on the multifunction switch is self-acting. 5.1.3 LED indicators The operating and error status are shown via three LEDs on the operating panel: Green LED indicator, operating display: this LED illuminates briefly when a discharge stroke is activated. Yellow LED indicator, warning indicator: if provided with float switch, the LED lights up when the liquid level drops below the first triggering level. Red LED indicator, fault indicator: if provided with float switch, the LED lights up when the liquid level reaches the fault indicating level. It also flashes to indicate undefined operating status.
Language UK
Page 8/12
CHEMICAL DOSING PUMP
OM5540#06.0
Maintenance
To ensure a safe and reliable function of the chemical dosing pump maintenance work must be performed with regular intervals. The normal maintenance interval is three months. This is based on approximately 30% operation time. But in case of heavier use (e.g. continuous operation) the intervals should be shortened. Carry out the following maintenance work: Check for the correct feed rate by running the pump for a short period (press both arrow keys together). Check the chemical seepage at the vent hole. Check that the discharge tubing is connected firmly the liquid end. Check that the discharge and suction valves are firmly fixed. Check that the liquid end is generally watertight, especially at the vent hole. Check the diaphragm for damage. Check that the liquid end screws are fastened tightly. The screw fastening torque should be 2.5 to 3.0 Nm. Check that the bleed valve is firmly fixed in place. Check that the bleed function is working correctly. Check the electrical connections for wear.
Repair
Repair work should only be carried out by qualified personnel. Suitable precautions must always be taken when using hazardous chemicals. Furthermore, is must be ensured that the pump and suction/discharge lines are de-pressurised. Figure 7 illustrates the discharge valve, suction valve, and exchanging of the diaphragm. Illustration of discharge valve, suction valve, and exchanging of diaphragm
Screws Liquid end Top plate Pump housing
Diaphragm Discharge valve Suction valve
Safety diaphragm
Figure 7
chemical_rep.cdr
Language UK
Page 9/12
CHEMICAL DOSING PUMP
OM5540#06.0
7.1.1 Cleaning the discharge valve Step A: Loosen the discharge line from the valve. Step B: Unscrew the discharge valve from the liquid end and rinse thoroughly. Step C: Remove the O-ring from the liquid end with a small screwdriver. Step D: Insert an Allen key or similar into the smaller hole of the pressure connector and push out the valve inserts. Step E: Remove the valve seats with a small screwdriver and allow the valve balls to drop out. Step F: Clean all parts. Step G: Drop the valve balls into the valve seats and push them on the valve inserts. Step H: Press the valve seats into the pressure connector with their smaller hole in the direction of the flow (see the direction of the arrows on the fluting of the pressure connector). Step I: Insert the O-ring into the liquid end. Step J: Screw the valve in as far as it will go. Step K: Secure the discharge line onto the valve. Step L: Reset the pump after replacing a valve. 7.1.2 Cleaning the suction valve Dismantling, cleaning, and reassembling of the suction valve is practically the same as for the discharge valve. Take care, however, that: Both valve inserts are actually identical. An additional spacer is found under the valve inserts. In the liquid end a shaped seal is used instead of an O-ring. The flow direction of the suction connection is reversed as for the pressure connector. 7.1.3 Change diaphragm Step A: When the pump is running set the stroke length to 0% (the drive axis is then set). Switch off the pump. Step B: Unscrew the connectors from the discharge and suction side. Step C: Pull out the fine bleed (knob) and lift off the cover from the liquid end using a screwdriver.
Language UK
Page 10/12
CHEMICAL DOSING PUMP
OM5540#06.0
Step D: Empty the liquid end (turn the unit upside down and let the feed chemical run out, rinse with a suitable material). Step E: Remove the screws. Step F: Loosen (only loosen) the liquid end and the top plate from the pump housing. Step G: Hold the housing in one hand and with the other, clamp the diaphragm between the liquid end and the top plate. Release the diaphragm from the drive spindle with a light anticlockwise turn of the liquid end and top plate. Step H: Unscrew the diaphragm completely from the drive spindle. Step I: Remove the top plate from the housing. Please note the position. Step J: Check the condition of the safety diaphragm and replace if necessary. Step K: Push the safety diaphragm only as far onto the drive axis until it just lies flat on the pump housing. Step L: Screw the new diaphragm carefully up to the stop on the drive axis - this must be exact to ensure correct metering. Step M: Screw the diaphragm tight once more. Step N: Position the top plate on the pump housing. The top plate must be positioned correctly. Do not distort the top plate on the pump housing, otherwise the safety diaphragm will not fit. Step O: Lay the diaphragm onto the top plate. Step P: Hold the top plate and screw the diaphragm in a clockwise direction until it is firmly in position (the resistance of the return spring can be felt). Do not over-tighten the diaphragm. Note: The top plate must remain in position to prevent the safety diaphragm from distorting. Step Q: Place the liquid end with the screws on the diaphragm and the top plate. The priming connector must point downwards once the pump is fully assembled. Step R: Screw on the screws lightly and tighten. The torque should be 2.5 to 3.0 Nm. Step S: Ensure that the liquid end cover engages in the liquid end and push the bleed vent (knob) into the liquid end. Step T: Check the screw torque after 24 hours operation time.
Language UK
Page 11/12
CHEMICAL DOSING PUMP
OM5540#06.0
Trouble shooting
The trouble shooting list is based on a proper set-up of the chemical dosing pump during commissioning and/or service. The list can be seen in Table 1. Please note that the trouble shooting list is general for chemical dosing pumps and has not been made for any particular plant, but is based on several years of experience. Therefore, the cause of the specific problem may not be mentioned and vice versa. You are always welcome, however, to contact our service department for advice or service assistance. Fault finding chart
Fault Pump does not prime despite full stroke and bleed function.
Possible cause Crystalline deposits on the ball seat because valves have dried out.
Fluid is leaking from the back plate. Green LED indicator (operating display) is not lit.
The liquid end is not sealed against the pump diaphragm. Incorrect or no mains voltage.
Yellow LED display is lit. Red LED display is flashing. Red LED display is lit.
Fuse defective. Liquid level in the chemical storage tank has reached "liquid level low, stage 1", (if provided). Pump operating mode is undefined. Fluid level in the chemical storage tank has reached "liquid level low, stage 2", (if provided).
Remedy Remove suction sleeve from chemical supply and rinse out liquid end throughly. If still unsuccessful, dismantle valves and clean. Tighten screws in the liquid end. If unsuccessful, replace the diaphragm. Use the recommended mains voltage as given in the voltage specification on the name plate. Contact Aalborg Industries. Fill the chemical storage tank. Select the required operating mode. Fill the chemical storage tank.
Table 1
Decommissioning
When dismantling a pump, clean thoroughly, paying particular attention to the liquid end in order to remove all traces of chemicals and dirt. When disposing of a pump it must be broken down into separate material types. All parts must be sent for recycling or for correct disposal according to currently legal waste disposal requirements.
Language UK
Page 12/12
C24/ C25/ C28
DATA SHEET
Type:
Stop globe valve, straight 23.006
Material:
Body: GGG 40.3
DIN -Material No. 0.7043
Seat: X20 Cr13 Disc: X20 Cr13
Size:
Nominal diameter: DN 25
DIN -Material No. 1.4021.05 DIN -Material No. 1.4021.05
Application:
For steam and/or water flow
Technical data:
Nominal pressure: PN 25 Weight: 5.4 kg Flanges according to DIN
140
190
13
85 / 4 x 14
Disc
25
115
Seat Body
160
Type No.: 6010 Version: A
Stop valve, straight, DN 25, PN 25
250 1088
Language UK
Page 1/1
C3/ C6/ C8
DATA SHEET
Type:
Stop globe valve, angle 23.007
Material:
Body:
Size:
Nominal diameter: DN 40
Application:
For steam and/or water flow
GGG 40.3 Din-Material No. 0.7043 Seat: X20 Cr13 Din-Material No. 1.4021.05 Disc: X20 Cr13 DIN-Material No. 1.4021.05
Technical data:
Nominal pressure: PN 25 Weight: 10 kg Flanges according to DIN
Type No.: 6010 Version: A
Stop valve, angle, DN 40, PN 25
251 1090
Language UK
Page 1/1
C1
DATA SHEET
Safety valve, full lift 25.912
Size:
Nominal diameter: DN 40/65
Application:
To blow off saturated steam, air or water
Material:
Body: GGG 40.3
DIN-Material No.: 0.7043
Seat: X6 Cr Ni Mo Ti 17122 Disc: X35 Cr Mo 17
DIN-Material No.: 1.4571
DIN-Material No.: 1.4122.05
Technical data:
145/ 4 x 18
185
65
Nominal pressure: PN 40/16 Weight: 20 kg Flanges according to DIN Inlet: DN 40, PN40 Outlet: DN 65, PN16
390
Min. 200
Type:
Disc 36 Seat Body
140
40 110 / 4 x 18 150 115
Type No.: 6040 Version: B
Safety valve, DN 40/65, PN 40/16
261 1172
Language UK
Page 1/1
C26
DATA SHEET
Type:
Safety valve, full lift 25.941
120 260 3/4"
Size:
Nominal diameter: DN 15
Application:
To blow off steam and/or air.
Material:
Body: GGG 40.3 DIN-Material No.: 0.7043
Technical data:
Nominal pressure: PN 40 Weight: 3.5 kg
53
12
Body
15
1/2" 50
Type No.: 6040 Version: A
Safety valve, DN 15, PN 40
261 1358
Language UK
Page 1/1
C4/ C5/ C7
DATA SHEET
Type:
Stop check globe valve, screw down non
Material:
Body: GGG 40.3
return, straight
23.006 R
DIN -Material No. 0.7043
Seat: X20 Cr13 Disc: X20 Cr13
Size:
Nominal diameter: DN 40
DIN -Material No. 1.4021.05 DIN -Material No. 1.4021.05
Application:
For steam and/or water flow
Technical data:
Nominal pressure: PN 25 Weight: 10 kg Flanges according to DIN
160
21
225
110 / 4 x 18
Disc
40
150
Seat
Body
200
Type No.: 6030 Version: A
Stop valve, straight, non return, DN 40, PN 25
264 1090
Language UK
Page 1/1
2W3
DATA SHEET
Type:
Filter regulator with automatic drain
30 Body
Max. 6
Size:
Connections ports 1/4 BSP Gauge ports 1/8 BSP
H andle
28
Application:
Instrument air for regulating pressure
66
Fitting
Gauge por ts Di sm antel length 138
Technical data:
18
Medium: instrument air only Max. inlet pressure: 17 bar Operating temp.: 20 C to + 65 C Filter element: 5 m Recommend pressure regulating range: 0.14-7.0 bar Pressure gauge: 0 10 bar Weight: 0.4 kg
99
7.5
Bin
14
Connections ports
R1 9
38
Material:
SW19
Body: Steel Bin: Steel Handle: Acetal
31 41
Flow characteristics
8 Inlet pressure 7 bar 7
Outlet pressure [bar]
6 5 4 3 2 1 1 2 3 4 5 6
3
10
Air flow [dm /s]
Type No.: 8000 Version: A
Filter regulator with automatic drain
291 5101
Language UK
44
2.5
Page 1/1
23
C162
DATA SHEET
Type:
Differential, U-tube 400 mm 1221 M-400-W/M
Technical data:
Range: 200-0-200 mm H 2 O
Accessories:
Two plastic carrying plugs Two flexible plastic tubing connectors One ounce bottle of fluorescein green
Application:
For determining velocity and static
pressure, leakage, fan and blower efficiency, filter resistance and differential gas pressures.
for attachment of 3/16 tubing dye concentrate gauge fluid
Material:
U-tube: Shatter proof clear butyrate
tubing
Base plate: Wood
45
95
10
Connection end
200
100
700
100
200
Type No.: 8050 Version: B
Differential, U-tube 400 mm
750
649 9731
Language UK
Page 1/1
C2
DATA SHEET
Type:
Stop globe valve, angle 35.007 with stellited seat and cone
Material:
Body: GS-C 25 N
DIN -Material No. 1.0619.01
Seat: X5CrNiNb 19 9 with stellite
Size:
Nominal diameter: DN 150
DIN -Material No. 1.4551
Disc: X20 Cr13
Application:
For steam and/or water flow
DIN -Material No. 1.4021.05
Technical data:
Nominal pressure: PN 40 Weight: 70 kg Flanges according to DIN
Type No.: 6010 Version: A
Stop valve, angle, DN 150, PN 40
6010 000131
Language UK
Page 1/1
C14
DATA SHEET
Type:
Wafer check valve, type WCV 6100
Opening pressure at horizontal flow (60
open): 13 mbar
Opening pressure at vertical flow
Application:
For steam and liquid media
Design:
The wafer check valve is designed to be
sandwiched between welding neck flanges or slip-on flanges, with horizontal flow or vertical flow upwards. The disc is eccentrically placed in relation to the body to obtain a self-centring effect at installation
upwards: 16 mbar Standard Kv value: 840 m3/h Operating temperature max.: 250C Operating temperature min.: -10C Weight: 4.6 kg
Installation:
The check valve can be installed
Size:
Nominal diameter: DN 150
Connection requirements:
Min. inline diameter of connection
pipe/flange: 159.3 mm
Length of required min. inline diameter:
117 mm
Material:
Body: carbon steel Wafer disc: AISI 316 L Disc seating: metallic
Technical data:
Operating pressure max: 25 bar Max. cold hydraulic test pressure: 37.5
sandwiched between welding neck flanges or slip-on flanges Determine the correct installation situation and the direction of flow. It must be installed either in a horizontal flow or where the flow is vertically upwards The valve is self-centring. However, it must always be ensured that it is completely centred in relation to the connection pipe/flange. Use the body rim (external) diameter for this purpose The check valve can be installed directly on a valve, but a distance of 2-3 times the pipe diameter is preferable. In case of a steam system with vertical installed check valve a steam trap should be installed for drainage of condensate
bar
Eye bolt Hinge plug Body Disc
Flow direction
Type No.: 6020 Version: B
Check valve, DN 150, PN 25
6020 000021
Language UK
Page 1/2
C14
DATA SHEET
Installation examples:
228
Welding neck flange installation
Welding neck flange installation with recessed pipe
Min. 159.3
68
Min. 159.3
Disc offset 5.85
68
112
117
20
117
20
Slip-on flange installation
Slip-on flange installation with recessed pipe
Min. 159.3
68
Min. 159.3
68
117
20
112
117
20
Type No.: 6020 Version: B
Check valve, DN 150, PN 25
6020 000021
Language UK
112
112
Page 2/2
2W1
DATA SHEET
Type:
Control globe valve, straight with
Ambient temperature: -30C to +80C Protection: IP 65
pneumatic actuator and I/P positioner 23.470, DP 32
Technical data unit:
Design closing pressure: 16.7 bar Weight: 19 kg
Size:
Nominal diameter: DN 20
Installation:
Only as shown in the picture
Application:
For cooling, water, steam, brine and/or
gas flow
Material valve:
Body: GGG 40.3
250
DIN -Material No. 0.7043 Seat: X20 Cr13 DIN Material No. 1.4021.05 Plug: X20 Cr13 DIN Material No. 1.4021.05 Stuffing box: PTFE V-ring unit (-10C to + 220C)
225
Technical data, valve:
Nominal pressure: PN 25 Positioning ratio: 50:1 Flow characteristic: Equal percentage Standard kv value: 6.3 m/h Stroke: 20 mm Plug type: Parabolic shaft guided Flanges according to DIN Spring range: 0.4 1.2 bar Diaphragm area: 250 cm Filling volume: 2.3 l Max air pressure: 6 bar Action: Normally closed valve on air failure
458
270
Technical data, actuator:
Stuffing box
Body
75/4 x 14
105
Plug
20
Seat
Technical data, I/P positioner:
Air connection: G Inlet air supply: 1.4 to 7 bar, instrument Air inlet consumption in stable state:
150
air
< 3.6 x 10- Nm/h Cable inlet: M20 x 1.5 Input signal: 4-20 mA
Type No.: 6050 Version: B
Pneumatic control valve DN 20, PN 25, with DP actuator and I/P positioner
6050 000043
Language UK
Page 1/1
C9/ C10/ C11
DATA SHEET
Type:
Instrument stop cone valve, straight
Material:
Body: C 22.8
Size:
G " x 12 Nominal diameter: DN 8
DIN- Material No. 1.0460
Seat: X20 Cr13
DIN- Material No. 1.4021
Needle tip: X35 CrMo17
Application:
For steam, water and/or air
DIN- Material No. 1.4122
Technical data:
Nominal pressure: PN 160 Inlet: G " male DIN Outlet: Weight:
19207, form R For steel tube 12 0.8 kg
Type No.: 6220 Version: D
Stop valve, straight, DN 8, PN 160
6220 000002
Language UK
Page 1/1
C18
DATA SHEET
Type:
Transparent water level gauge with
Material:
illuminator, right
Model 39
Size:
Nominal diameter: DN 25
Application
For boiler water level indicator
Body: Carbon steel Drain valve body: ASTM A 105 Technical data: Nominal pressure: PN 40 Power supply: 230 V 50/60 Hz Bulb type: Clear (glass PCL 60) Bulb size: 60 W Socket type: ES Socket size: E27 Connection between body and cocks are made by end tubes and stuffing boxes
262 85 123
195 80 115 85
Visible lenght 1028
1065
1200
A-A
340
connection 3/4 Electrical
Type No.: 7010 Version: A
Water level gauge with illuminator, right Model 39, DN 25, PN 40
160
113
600
7010 000265
Language UK
Page 1/1
C17
DATA SHEET
Type:
Transparent water level gauge with
Material:
illuminator, left
Model 39
Size:
Nominal diameter: DN 25
Application
For boiler water level indicator
Body: Carbon steel Drain valve body: ASTM A 105 Technical data: Nominal pressure: PN 40 Power supply: 230 V 50/60 Hz Bulb type: Clear (glass PCL 60) Bulb size: 60 W Socket type: ES Socket size: E27 Connection between body and cocks are made by end tubes and stuffing boxes
195 80 115 85 85
262 123
Visible lenght 1028
Electrical connection 3/4
1065
1200
A-A
340
160
113
Drain connection 19 x 2.5 mild steel
Type No.: 7010 Version: A
Water level gauge with illuminator, left Model 39, DN 25, PN 40
600
7010 000266
Language UK
Page 1/1
2H2/ 2W32
DATA SHEET
Type
LED indicator / limit switch 5514 A2
EMC immunity influence: < 0.5% of
span
Max. wire size: 1 x 2.5 mm Screw terminal torque: 0.5 Nm Relative air humidity: < 95% RH (non
condensing) Tightness (mounted in a panel): IP65 Voltage input: Measurement range: 0 . 250 VDC Min. measurement range (span): 50 mV DC Max. offset: 50% of selection max. value Input resistance: 2.5 VDC : nominal 10 M > 2.5 VDC : nominal 5 M Current input: Measurement range: 0 .100 mA Min. measurement range (span): 4 mA Max. offset: 50% of selection max. value Input resistance: Powered unit: 10 + PTC (10 ) Non-powered unit: R shunt = , V drop < 6 V Display: Display readout: 9999 (4 digits) Min. display readout (span): 0 counts Decimal point: programmable Digit height: 14.2 mm Display updating: 2.5 times/s Input outside input range is indicated by: Nominal min. 7% of span: In.LO Nominal max. + 3.5% of span: In.HI Sensor error is indicated in display by: SEnS Readout > 9999 is indicated by: Flashing 9999 Relay outputs: Max. voltage: 250 V RMS Max. current: 2 A / AC Max. AC power: 500 VA Max. current at 24 VDC : 1A Sensor error action: Make / break
48
RE 1 RE 2
96
Application:
The 5514 with 2 relay outputs is
designed for digital readout of current / voltage or temperature signals. Relay outputs: Are selected as either a make or a break function. The relays can be used as a trip amplifier. Two yellow front LEDs indicate the relay status. The relays can be set up with either delayed on or off. Active relay can be selected for either an increasing or decreasing signal. The arrow keys can be used for fast change of the set point.
Technical data:
Panel cut out: 44.5 x 91.5 mm Weight: 330 g
Electrical specifications:
Common specifications: Supply voltage: Max. voltage: 24 V DC 20% Internal consumption: < 3.5 W Max. consumption: 4 W Auxiliary voltages: 2-wire supply: 20 VDC / 20 mA
Type No.: 8000 Version: A
LED indicator / limit switch
12
8000 000034
Language UK
Page 1/2
2H2/ 2W32
DATA SHEET
Block Diagram:
Type No.: 8000 Version: A
LED indicator / limit switch
8000 000034
Language UK
Page 2/2
Technical data for differential pressure transmitter, type 7MF4433
Mode of operation Measuring principle Input Measured variable Measuring range Span (continuously adjustable) - Nominal pressure PN 32 - Nominal pressure PN 160 - Nominal pressure PN 420 Lower measuring limit - Measuring cell with silicone oil filling - Measuring cell with inert filling liquid For process temperature -20 C < 60 C For process temperature +60 C < 100 C (max. +85 C for 30-bar measuring cell) Upper measuring limit 30 mbar (absolute) 30 mbar (abs.) + 20 mbar (abs.) ( - 60 C)/C -100 % of max. span or 30 mbar (absolute) 1 mbar to 20 mbar 1 mbar to 30 bar 2.5 mbar to 30 bar Piezo-resistive Differential pressure and flow
100 % of max. span (max. 160 bar with oxygen measurement and inert filling liquid) Between the measuring limits
Start-of-scale (continuously adjust.) Output Output signal Lower limit (continuously adjustable) Upper limit (continuously adjustable) Ripple (without HART communication) Electric damping - Adjustable time constant (T63) Current transmitter Signal on alarm Load Without HART communication Characteristic Accuracy Reference conditions
4 to 20 mA 3.55 mA, factory-set to 3.84 mA 23.0 mA, factory-set to 20.5 mA or optional 22.0 mA Ipp 0.5 % of max. output current 0 to 100 s in steps of 0.1 s, factory-set to 0.1 s Adjustable from 3.55 to 23 mA Adjustable from 3.55 to 23 mA R B (UH - 10.5 V) / 0.023 A in , UH: power supply in V Linear rising or falling or square-rooted Increasing characteristic, start-of-scale value 0 bar, stainless steel seal diaphragm (with level: mounting flange without tube), silicone oil filling and room temperature (25 C) r = max. span/set span = span ratio
Error in measurement with fixed-point setting (including hysteresis and repeatability) - Linear characteristic r 10 10 < r 30 30 < r 100 - Square-root characteristic Flow > 50 %
0.1 % 0.2 % (0.005 r + 0.05 %) 0.1 % at r 10 0.2 % at 10 < r 30 0.2 % at r 10 0.4 % at 10 < r 30
Included in error in measurement Included in error in measurement Approx. 0.2 s, approx. 0.3 s with 20- and 60 mbar measuring cells
Flow 25 to 50 %
Repeatability Hysteresis Response time (T63, without electric damping) Long-term drift per 12 months - 20-mbar measuring cell Ambient temperature effect At -10 to +60 C At -40 to -10 C and +60 to +85 C
(0.1 r) % (0.2 r) % (0.1 r + 0.2) %1) (0.1 r + 0.15) % / 10 K1)
Aalborg Industries
Data sheet No. 8020 000001
1/3
Technical data for differential pressure transmitter, type 7MF4433
Influence of static pressure On start-of-scale - 20-mbar measuring cell On span - 20-mbar measuring cell Influence of mounting position Influence of power supply Rated operating conditions Installation conditions Installation instructions Ambient conditions Ambient temperature (observe temperature class in potentially explosive atmospheres) - Measuring cell with silicone oil filling 30-bar measuring cell - Measuring cell with inert filling liquid - Digital display Ambient temperature limits Storage temperature Climate class - Condensation Degree of protection (to EN 60 529) Electromagnetic compatibility - Emitted interference - Noise immunity Medium conditions Process temperature - Measuring cell with silicone oil filling 30-bar measuring cell - Measuring cell with inert filling liquid 30-bar measuring cell Process temperature limits Process pressure limits Design Weight (without options) Dimensions Material Wetted parts materials - Seal diaphragm - Process flanges and sealing screw - O-ring Non-wetted parts materials - Electronics housing - Process flange screws - Mounting bracket (option) Measuring cell filling Process connection Electrical connection Displays and controls Input keys Digital display Power supply (U H) Terminal voltage on transmitter Ripple Noise
(0.15 r) % per 100 bar (0.15 r) % per 100 bar 0.2 % per 100 bar 0.2 % per 32 bar 0.7 mbar per 10 inclination 0.005 % per 1 V change in voltage
Any mounting position
-40 to +85 C -20 to +85 C -20 to +85 C -30 to +85 C See ambient temperature -50 to +85 C Permissible IP 65 To EN 50 081-1 To EN 50 082-2 and NAMUR NE 21
-40 to +100 C -40 to +85 C (-20 to +85 C for 7MF4533) -20 to +100 C -20 to +85 C See process temperature Nominal pressure (PN) Approx. 4.5 kg See drawing
Stainless steel, mat. No. 1.4404, Hastelloy C276, mat. No. 2.4819, Monel, mat. No. 2.4360, tantalum or gold Stainless steel, mat. No. 1.4408, Hastelloy C4, mat. No. 2.4610 or Monel, mat. No. 2.4360 FPM (Viton) or as option: PTFE, FEP, FEPM and NBR Die-cast aluminium, low in copper, GD-ALSi 12, or stainless steel precision casting, polyester-based lacquer, stainless steel rating plate Steel, galvanized and yellow-passivized, or stainless steel Steel, galvanized and yellow-passivized, or stainless steel Silicone oil or inert filling liquid (max. 160 bar with oxygen measurement) Female thread - 18 NPT and flange connection to DIN 19 213 with mounting thread M10 (M12 for PN 420) or 7/16-20 UNF Screw terminals, cable inlet via screwed gland Pg 13.5 (adapter), M20 x 1.5 or - 14 NPT, or Han 7D/Han 8U plug 3 for local programming directly on transmitter Built-in, cover with window (option) DC 10.5 to 45 V and DC 10.5 to 30 V in intrinsically-safe mode Upp 0.2 V (47 to 125 Hz) U rms 1.2 mV (0.5 to 10 kHz)
Aalborg Industries
Data sheet No. 8020 000001
2/3
Technical data for differential pressure transmitter, type 7MF4433
Certificates and approvals CENELEC Intrinsic safety - EU prototype test certificate - Max. ambient temperature Exclusively decisive are the data in the official EU prototype test certificate and the respectively valid supplements To DIN EN 50 014: 1997, EN 50 020: 1994 and EN 50 284: 1999 II1/2 G EEx ia IIC T4 / T5 / T6 TV 99 ATEX 1494 +85 C temperature class T4 +70 C temperature class T5 +60 C temperature class T6 U i = 30 V, Ii = 100 mA, P i = 750 mW, Ri = 300 L i = 0.25 mH C i = 6 nF II1/2 G EEx d IIC T4 / T6 PTB 99 ATEX 1160 +85 C temperature class T4 +60 C temperature class T6
- Connection to certified intrinsicallysafe circuits with maximum values - Effective internal inductance - Effective internal capacitance Explosion-proof - Conformity certificate - Max. ambient temperature
15
138 50
15
20 50
30 *
100
7 3
80
4
198
10
1a
134
1b
2
11
4
72 105 68
* 45 for Pg 13.5
120
1a Process connection of low-pressure side 18 NPT 1b Process connection of high-pressure side 18 NPT 2 Mounting thread M10, M12 or 7/16 20 UNF 3 Blanking plug 4 Electrical connection: screwed gland Pg 13.5 (adapter), M20 x 1.5 or 14 NPT or Han 7D/Han 8U plug
5 6 7 8 9 10 11
Terminal side Electronics side, digital display Protective cover over keys Sealing screw with valve Vent on side for liquid measurements Vent on side for gas measurement (suffix H02) Mounting bracket (option)
Aalborg Industries
Data sheet No. 8020 000001
261
3/3
2K8/ 2K9
DATA SHEET
Type:
Temperature gauge
Material:
Size:
100
Case: AISI 304 natural Probe: AISI 316 Window: Acrylic Liquid filling: Silicone
Application:
For marine applications
Technical data
Measuring range: 0 to 400C Capillary tube: 6 m Connection: None (smooth sensor),
connector supplied separately
Ambient temperature: -40 to +100C
13 116 51
200
100
300
108
450
400
3 x 6, PCD 116
Type No.: 80808 Version: A
Temperature gauge
8080 000017
Language UK
48
Page 1/1
2M23
DATA SHEET
Type:
Dosing pump beta -1601 PPE
Technical data:
with chemical tank.
Application:
For chemical dosing, modulating feed For boiler with
water regulation. Max. design pressure: 12 bar
Material:
Pump
Liquid end: Valves: Seals: Balls: Chemical tank:
Polypropylene Polypropylene EPDM Ceramic Polyethylene
Max. outlet pressure: 16 bar Max. inlet pressure: 8 bar Capacity at 16 bar: 1.1 l/h Stroke at 16 bar: 0.10 ml Capacity at 8 bar: 1.5 l/h Stroke at 8 bar: 0.14 ml Max. frequency: 180 stroke/min Suction lift: 6 m WG Max. working temperature at at max. counter pressure: 50C Medium power drain: 20 W Peak power drain: 1.9 A Fuse (placed behind the control panel): 0.8 AT Enclosure rating: IP 65 Insulation class: F Motor: 1 phase AC Control supply: 115/230 V 50/60 Hz Weight: 8 kg
Feed line to boiler
Dosing valve, spring loaded, item 6000 000034 6/ 4 x 5000 mm PE Hose, item 8615 000022 Relief valve, item 6000 000036
165
Air escape valve Dosing pump, item 5540 000068 Manual stirrer, item 8500 000339 60 l chemical tank, item 8500 000338
590
Dosing valve 96
Non return valve, item 6000 000035
35 18
410
Customer connection 1/2
Type No.: 9296 Version: C
Chemical dosing unit
Language UK
30
9296 000025
Page 1/2
2M23
DATA SHEET
l/h (with medium pressure) 1.6
1.4
1.2
1.0
1
0.8
80
st
ro
ke
/m
in
0.6
90
0.4
k s tr o
e/
m in
0.2
36 stro
ke / m
in
0 0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100% Length of stroke adjustment
1.8 1.6 1.4 1.2 1.0 0.8 0.6 0.4 0.2 0 1.5 3 5 8 12 16 back pressure
Type No.: 9296 Version: C
Chemical dosing unit
9296 000025
Language UK
Page 2/2
(Item C186)
(Item C186)
(Item C186)
ALARM ANNUNCIATOR, TYPE M1000
OM8220#02.0
Alarm annunciator, type M1000
1 General description
The M1000 alarm annunciator provides alarm and light indication for alarms and/or operation indications. It is a compact ten channel programmable unit with a number of features. An input signal originating from a potential free contact, normally open or normally closed, will cause the appropriate alarm LEDs to flash and simultaneously the related output to activate. The internal siren relay will be activated together with the detection of every new alarm. Figure 1 and Figure 2 show the front and rear of the alarm annunciator respectively. Front view of the alarm annunciator
Figure 1
M1000_a.cdr
Language UK
Page 1/6
ALARM ANNUNCIATOR, TYPE M1000
OM8220#02.0
Rear view of the alarm annunciator
Figure 2
M1000_b.cdr
Terminals and switches
The position of the terminals, switches, etc. appears from Figure 2. INPUTS - terminal 1-10 Alarm inputs for connection of potential free contacts, normally open or normally closed with positive reference. Negative reference is possible. TEST- terminal 11 Will activate all LEDs to perform a lamp test. Active when connected to + (terminal 28). RESET- terminal 12 Resets the siren relay and the "ALARM-OUT" signal. Flashing light in LEDs will change to steady light if the input signal is still active. Active when connected to + (terminal 28). BLOCK - terminal 13 Will block for incoming alarms. Active when connected to positive supply. ALARM-IN - terminal 14 Provides indication of first incoming alarm on multiple unit installations.
Language UK
Page 2/6
ALARM ANNUNCIATOR, TYPE M1000
OM8220#02.0
SYNC-IN - terminal 15 Provides synchronisation of LED flashing between units on multiple unit installations. Configured through programming switch S13. GND REF - terminal 16 Used as a ground reference for the insulation monitoring function. Configured through programming switch S15. PROGRAMMING SWITCHES Programming switches S1-S15 are used for configuration. Table 1 and the table printed on the rear side of the unit describe the function. Programming switches
SW No. S1 S2 S3 S4 S5 S6 S7 S8 S9 S10 S11 S12 S13 S14 S15 S16 Alarm channel 1, 6 2, 3, 7, 8 4, 5, 9, 10 1, 2, 3, 4, 5, 6, 7, 8, 9, 10 1, 6, 2, 3, 7, 8 4, 5, 9, 10 OFF OFF OFF OFF OFF 50 500 2 mSec mSec Sec ON OFF ON ON ON OFF ON OFF ON ON ON OFF ON OFF ON ON ON OFF OFF Cable monitoring OFF Cable monitoring OFF Normally closed input OFF Normally closed input OFF Normally closed input Reset activated two times Sync-out on lamp-out 10 Normally deactivated output relay Insulation monitor on CH 7 and 8 Voltage monitor on CH 2 and 3 15 Sec OFF OFF OFF OFF OFF OFF
Table 1 OUTPUTS - terminal 17-26 Open collector outputs for remote control of relays or external lamps. Active at negative supply level and inactive at positive supply level. ALARM-OUT - terminal 27 Activates when the first alarm is detected. Used for indication of first incoming alarm on a multiple unit installation. Operates like an open collector output. POWER - terminal 28-29 Connection terminals for the DC power supply. FUSE Fuse type T400 mA SIREN - terminal 30-32 Internal siren relay, with potential free contact, which is activated by a new alarm.
Language UK
Page 3/6
ALARM ANNUNCIATOR, TYPE M1000
OM8220#02.0
Functions
3.1.1 General function The function described in this section assumes that the M1000 unit has been configured for default operation - all programming switches are closed. A potential free contact connected to one of the ten input terminals will cause the appropriate alarm channel to activate. The activation of an alarm is indicated by a flashing light in the related LEDs and the activation of the related open collector output. The first incoming alarm is indicated with a quickly flashing light following alarms are indicated with slowly flashing light. The LEDs will keep flashing until the alarms are acknowledged, even though the signals have been disconnected from the input terminals. Pressing the "RESET" push button will acknowledge all new alarms, and all LEDs will change to steady light, provided that the related input signals are still present upon acknowledgement. Pressing the "RESET" button will also cause the siren relay to deactivate. Each open collector output will stay active as long as the related LEDs are lit. 3.1.2 Input and output terminals All input terminals are located on the left side of the unit, and all output terminals are located on the right side (facing the rear plate). The input is considered active when connected to positive supply and inactive when disconnected. Please note that the alarm input can be configured to operate on normally closed contacts. The output is "open collector" output. An open collector output will be at negative supply level when active and at positive supply level when inactive. No current originates from an open collector output, it should only be considered as an electronic contact to minus supply level. External voltage, equal to the unit supply voltage, must always be provided to drive the relay or lamp controlled by an open collector output. Maximum drive capacity of an output is 150 mA. 3.1.3 Input delays Each input can be configured with an input delay. Programming switches S1 to S6 are used to select a predefined delay for a combination of input. Input delays are convenient where alarms are dependant upon the time of activation. Alarm condition would occur only if the alarm is active for more than e.g., 15 seconds. The delay values are found in the programming table. 3.1.4 Cable monitoring This feature is not in use. Programming switches S7 and S8. 3.1.5 Normally open or normally closed contacts Programming switches S9 to S11 determine the state and operation of the potential free contact connected to an input terminal. A normally open (NO) contact is disconnected when no alarm is present. A normally closed (NC) contact provides a signal when no alarm is present. Normally closed relay contacts are often used as they provide the safety of alarm annunciation in case the supply is lost.
Language UK
Page 4/6
ALARM ANNUNCIATOR, TYPE M1000
OM8220#02.0
3.1.6 Reset push button activated two times After reset with programming switch S12 open, the steady light is maintained until the reset push button is again activated, provided that the fault has been cleared. 3.1.7 Sync-out output 10 The sync-out function provides the possibility of synchronised LED flashing between units in a multiple unit installation. The selection of this function through programming switch S13 on one arbitrary unit disables the default output function of terminal 26. Sync-out has no functional importance other than providing visual continuity. The wiring connection for this function is found in the diagram shown in Figure 3. Wiring for synchronised flashing
15 Sync-in 15 Sync-in 15 Sync-in 15 Sync-in
M1000
Sync-out 26
M1000
M1000
M1000
Figure 3 3.1.8 Normally deactivated siren
M1000_d.cdr
The default operation of the siren relay will cause terminal 30 and 31 to be shorted during alarm or supply failure. Setting programming switch S14 to its open position will invert the function so that the connection between terminal 31 and 32 exists only during alarm condition. 3.1.9 Dimming It is possible to adjust the brightness of the front plate LEDs by pressing the "TEST" push button, or terminal 11 (TEST), to + (terminal 28) more than six seconds. Dimming is done in four consecutive levels. The default brightness is re-obtained by activation of the "TEST" signal. The "TEST" push button connects terminal 11 for two seconds. 3.1.10 Insulation monitoring This feature is not in use. Programming switch S15. 3.1.11 Voltage monitoring This feature is not in use. Programming switch S16. 3.1.12 First incoming alarm on multiple units The M1000 includes a special indication of the first incoming alarm. This function can be extended to cover multiple units, thus it will be possible to indicate the first of e.g., 50 alarms. In order to obtain this function, a single wire must be interconnected between all the M1000 units. The wire must have a connection to (terminal 14) "ALARM-IN" and (terminal 27) "ALARM-OUT" on each unit as shown in Figure 4.
Language UK
Page 5/6
ALARM ANNUNCIATOR, TYPE M1000
OM8220#02.0
Wiring for first incoming alarm on multiple units
14
Alarm-in
14
Alarm-in
14
Alarm-in
14
Alarm-in
M1000
Alarm-out 27
M1000
Alarm-out 27
M1000
Alarm-out 27
M1000
Alarm-out 27
Figure 4 3.1.13 Test function
M1000_e.cdr
The "TEST" push button and the "TEST" terminal (terminal 11) provide illumination of all LEDs. An extended test function is available through the simultaneous activation of both the "TEST" and "RESET" push buttons. Press and hold the two push buttons. LEDs will illuminate, after three seconds the siren relay will activate, and after six seconds the output will activate.
Wiring example
Figure 5 shows the default connection of the input and output terminals of the M1000 unit. The Input is connected to the positive supply through potential free contacts. Lamps connected to the outputs are supplied from the same supply source as the unit. External switches are provided for "TEST", "BLOCK", and "RESET". Wiring diagram (default connection)
+
Supply
28 1 IN1 2 IN2 3 IN3 4 IN4 5 IN5 6 IN6 7 IN7 8 IN8 9 IN9 10 IN10 11 TEST 12 RESET 13 BLOCK
29 OUT1 17 OUT2 18 OUT3 19 OUT4 20 OUT5 21
M1000
OUT6 22 OUT7 23 OUT8 24 OUT9 25 OUT10 26 30 Siren 31 32
Figure 5
M1000_f.cdr
Language UK
Page 6/6
List of Indicators and Set Points
Item
Units
Range
Set Point (Proposal)
Type
Indicator ID-NO in wiring diagram
ITEM NO IN DRAWING 1) List of mountings: 2) Boiler gauge board: 3) Burner drawing: 4) Oil system diagram: 5) Wiring diagram: 1 2 3 C30 C30
X01: 026813 91X02: 029753 91X02: 029755 63X03 : 029986 4 5 26B11C 71A4D 71A7B 71A2B
Element Terminal No. in wiring diagram
Alarm output terminal in wiring diagram
Bnr Trip
Physical Location
Remarks
Safety Valve High Steam Pressure Switch Steam Pressure Transmitter Start/Stop Pressure Load Controller: Set Point -W Proportional Band - XP Intergral Time - IN Derivative Time - IV Neutral Zone - XSH Low Steam Pressure High Oil Tempersture Switch Low Oil Temperature Switch Temp. Control Switch Heat Cable Fuel oil temperature Controller: Set Point -W Proportional Band - XP Oil Ringline Pressure D.O. Oil Ringline Pressure H.F.O. Low Oil Pressure Switch Low Com. Air Pressure Switch Low Prim. Air Pressure Switch Fire in wind box Water Level Monitoring Water Level Transmitter (Calibration) Water Level Controller: Set Point -W Proportional Band - XP Intergral Time - IN Derivative Time - IV Set Point For Water Level Switches (Float Type), Are With Ref. To Normal Water Level - NW = 0
BAR BAR BAR BAR
1-10 0-10 1-10
10,0 9,6 6,5/7,5
25.912 RT30 MBS 5100 PR2231
Sipart 6DR 2105
82A2C 81A2C 71A2B
X1: 15-16 X6: 12-13 X6: 12-13 X6: 12-13
X1: 218-219
Boiler Boiler Boiler Panel Regarding more detailed information about the load controller please see the burner instruction manual.
BAR % Min. Min. % BAR C o C o C
o
0-10 2-200 0,7-10 0-5 0,5-0,6 1-10 +20 - +150 +20 - +150 30-90
7,0 100 0,7 0 0,5 6.0 105 75 85 PR2231 ATHs-20 ATHs-20 RAM 42.001
Sipart 6DR 2105
82A2C 83A2C 83A2C 81A1C 25A1B
C30 G45 43
71A7B 62A9C 62A11C 63S10C 25A1B
X6: 12-13 X1: 80-81 X1: 82-83 X1: 44-45 X6: 8-9
X1: 210-211 X1: 212-213
X X
Boiler Burner Burner Burner Panel Regarding more detailed information about the load controller please see the
C % BAR BAR BAR mBAR mBAR o C
0-150 2-200 1-5 1-5 0-3,5 2,5-50 2,5-50 70-150
90 100 1,2 1,9 0,5 20 30 80 45-6 45-6 KPS 33 GW 50 A4 GW 50 AV RT 107 22Y10F 22Y10F 62S3C 63S1C 63S3C 62S7C X1: 13-14 X1: 13-14 X1: 34-35 X1: 38-39 X1: 36-37 X1: 75-76 Oil Line Oil Line Burner Burner Burner Burner
84A2C 82A2C 82A2C 82A2C
72 9 32 73
X1: 248-249 X1: 208-209 X1: 206-207 X1: 246-247
X X X X
mA mA % mA % Min. Min.
4-20 4-20 100-0 4-20 1,5 0,7-10 Fixed
NRG 26-1 50,5 (NW) 11,9 100 1 0
Sipart 6DR 2105
24P6D 24A9B
24A1D 24A9B
X6: 0-1-2-3 X6: 6-7
Boiler Panel
Regarding more detailed information about the water level monitoring system please see the boiler instruction manual
21.10.2010
1D__SETPOINTLIST 736849-52.XLS
Page 1
List of Indicators and Set Points
Item
Units
Range
Set Point (Proposal)
Type
Indicator ID-NO in wiring diagram
ITEM NO IN DRAWING 1) List of mountings: 2) Boiler gauge board: 3) Burner drawing: 4) Oil system diagram: 5) Wiring diagram: 1 2 3
X01: 026813 91X02: 029753 91X02: 029755 63X03 : 029986 4 5 24A3B 24A3B 24A6B 26A2B 25A8B
Element Terminal No. in wiring diagram
Alarm output terminal in wiring diagram
Bnr Trip
Physical Location
Remarks
Too high water level High Water Level Normal Water Level Low Water Level Too Low Water Level 1 Too Low Water Level 2 High temperature in up take Stand by oil pump start Power Failure Burner Swing Out Flame Failure Auto Flame Failure man 1 Flame Failure man 2 Motor Load Indicators: Burner Motor Combustion Air Fan Motor space heating: Fuel Oil Service Pump 1 Fuel Oil Service Pump 2 Thermal Overload Relays: Burner Motor Combustion Air Fan Ignition Oil Pump Oil transfer pump 1 Oil transfer pump 2 High Salinity High Oil Content
mm WG mm WG mm WG 0 mm WG mm WG mm WG
o
PR2231 PR2231 PR2231 NRG 16 NRG 16 20-500 0-3,5 JUMO KPS 33
82A2C 82A2C 82A2C 82A2C 82A2C 84A2C 83A2C 80H1F 84A2C K5
X1: 254-255 X1: 222-223 X1: 224-225 X1: 226-229 X1: 226-229 X1: 19-20 X1: 20-21 X1: 256-257 X1: 230-231 X1: 232-233 X1: 214-215 X1: 200-201
X Boiler Boiler Boiler Boiler Up take Oil line Panel Panel Bnr. + Panel Bnr. + Panel Cut Off Oil Supply Bnr. + Panel Cut Off Oil Supply
X X X
C BAR
400 1,5
35B5E 75B11B
Limit Sw. RAR7/LOK RAR7/LAE10 RAR7/LAE10
1F 18 18 18
32S5C 67B13C 64B13C 60B6B
X1: 32-33 X1: 73-74 X1: 40-41 X1: 42-43
X X X
A A
0-10 0-25
EQ72-PV EQ72-PV
10P6C 10P4C
R1
10P6C 10P4C
W W
26 26
72R6E 72R8E
X1: 280-281 X1: 282-283
G5 G12
A A A A A uS/cm
5.5-8 25-32 0.63-1.0 1-1.6 1-1.6 0-400
6.3 28 0.6 1.4 1,4 10
LR2-D1512 LR2-D3553 GV2-P05 GV2-P06 GV2-P06 Gestra LRS1-5b MCU 2000
83A2C 83A2C 83A2C
1R G145 G147 G147
10M5D 10M3D 10Q7B 10Q9B 10Q11B 32A10A X1: 91-94
X1: 204-205 X1: 202-203
X X
X1: 256-257 X1: 250-251
Panel Panel Panel Panel Panel Panel F.W. line
21.10.2010
1D__SETPOINTLIST 736849-52.XLS
Page 2
List of Indicators and Set Points
Item
Units
Range
Set Point (Proposal)
Type
Indicator ID-NO in wiring diagram
ITEM NO IN DRAWING 1) List of mountings: 2) Boiler gauge board: 3) Burner drawing: 4) Oil system diagram: 5) Wiring diagram: 1 2 3
X01: 026813 91X02: 029753 91X02: 029755 63X03 : 029986 4 5 26A2B 25A8B 66K12F 66K13F 67K5F 76K14F
Element Terminal No. in wiring diagram
Alarm output terminal in wiring diagram
Bnr Trip
Physical Location
Remarks
Timers: Delay Too Low Water Level 1 Delay Too Low Water Level 2 Delay Low Combustion Air Press. Delay Low Atomizing Air Press. Delay After Running Time For Rot. Delay St.By Oil Transfer Pump Burner Servo Motor Limit Switches: Max. Position Min. Position Compound Reg. Limit Switches: Max. Position Min. Position
Sec. Sec. Sec. Sec. Sec. Sec.
3-60 3-60 3-60 3-60
15 15 10 10
NRG 16-1 NRG 16-1 SIEMENS SIEMENS SIEMENS SIEMENS
Panel Panel Panel Panel Panel Panel See sheet 68 in wiring diagram and burner instruction manual Final Adj. During Commission
Degr. Degr. Degr. Degr.
0-90 0-90 0-90 0-90
90 0 85 3
DFT-KPII DFT-KPII DFT-ZCK DFT-ZCK
Burner Burner Burner Burner
21.10.2010
1D__SETPOINTLIST 736849-52.XLS
Page 3
List of Indicators and Set Points
Item
Units
Range
Set Point (Proposal)
Type
Indicator ID-NO in wiring diagram
ITEM NO IN DRAWING 1) List of mountings: 2) Boiler gauge board: 3) Burner drawing: 4) Oil system diagram: 5) Wiring diagram: 1 2 3 C30
X01: 026813 91X02: 029753 91X02: 029755 63X03 : 029986 4 5 30S11C
Element Terminal No. in wiring diagram
Alarm output terminal in wiring diagram
Bnr Trip
Physical Location
Remarks
AQ-2 BOILER High Steam Pressure Switch High Water Level, AQ2 Low Water Level, AQ2 Steam Pressure Transmitter AQ2 Water Level Monitoring, AQ2 Water Level Transmitter (Calibration) Water Level Controller: Set Point -W Proportional Band - XP Intergral Time - IN Derivative Time - IV Set Point For Water Level Switches (Float Type), Are With Ref. To Normal Water Level - NW = 0
BAR
1-10
9,6
BAR
0-10
RT30 PR 2231 PR 2231 MBS 5100
84A2C
30A4D
X1: 25-26 28A3B 28A3B X6: 28-29
X1: 264-265 X1: 266-267 X1: 267-269
Boiler Panel, AQ2 Panel, AQ2 Boiler Regarding more detailed information about the water level monitoring system please see the boiler instruction manual
mm WG mA % mA % Min. Min.
53,7-525 4-20 100-0 4-20 1,5 0,7-10 Fixed
0 50,5 (NW) 11,9 100 1 0
NRGT 26-1S
Sipart 6DR 2105
28A2D 28A9B 28A9B
X09:9-10-11-12
Boiler, AQ2 Panel, AQ2
21.10.2010
1D__SETPOINTLIST 736849-52.XLS
Page 4
DATA SHEET
Type:
Alarm annunciator unit M1000-24-10B
Application:
10 channel programmable unit for alarm
/ operation indication.
Technical data:
Dimension: 144 x 144 x 35 mm (HxWxD) Cut out: 138 x 138 mm Ambient temperature range: -10C / +70C (also available for -40C / +70C) EMC: CE according to 50081 Protection: IP 54 Weight: 0.5 kg
Voltage supply: 24V DC -70% / +30% Max power comsumption: 180 mA Fuse type: T400mA Output relay: Max. 220V AC/2A 30V DC 2A 30W Output: Max. 150 mA per channel LED flash frequency: Slow flashing light 0.8 Hz 10% Quick flashing light 8 Hz 10% Delay tolerance: 15% Resistance in sensing cable: Max. 1000 Insulation monitor: 25 k 8 k Insulation test: 1000V 50 Hz 1 minute Impulse test: 4.5 kV 1/50 sec.
Installation:
The label texts can be written using an
ordinary typewriter. The label is easily inserted behind the front plate window through a small opening The M1000 is a flush mounted unit. A rubber gasket must be fitted between the unit and the switchboard plate, in order to provide IP 54 protection. The unit is secured by tightening four mounting brackets against the switchboard plate.
13
144
138
Re se t
14
Te st
Po we on r
Ala rm
Type No.: 8220 Version: A
Alarm panel, M1000-24-10B
8220 000011
Language UK
Page 1/2
DATA SHEET
Wiring example:
The figure shows the default connection
+
Supply
of the input and output terminals of the M1000 unit. Inputs are connected to positive supply through potential free contacts. Lamps are connected to the outputs, the lamps are supplied from same supply source as the unit. External switches are provided for test reset and block.
28 1 IN1 2 IN2 3 IN3 4 IN4 5 IN5 6 IN6 7 IN7 8 IN8 9 IN9 10 IN10 11 TEST 12 RESET 13 BLOCK
29 OUT1 17 OUT2 18 OUT3 19 OUT4 20 OUT5 21
M1000
OUT6 22 OUT7 23 OUT8 24 OUT9 25 OUT10 26 30 Siren 31 32
Type No.: 8220 Version: A
Alarm panel, M1000-24-10B
8220 000011
Language UK
Page 2/2
SPARE PARTS
736850#02.0
Spare parts for AQ-2 boiler
1 Spare parts
The spare parts included in the scope of delivery are listed in the following tables. Spare parts for boiler
Pcs. 1 2 6 1 24 2 22 Designation Spring for safety valve Glasses for water level gauge incl. gaskets Sealing rings for water level gauge Pressure gauge Plugs for boiler tube 114,3x 40 Gaskets for manholes Gaskets for hand holes 210 Spare part No. 8580000003 / S-C-26-1 8590000015 / S-C17+18-1 2163719 / S-C17+18-2 6632998 / S-C33-1 2000000085 / S-C-7 2158320 / S-C-1 2158609 / S-C-2
Table 1 Commissioning parts for boiler
Pcs. 2 22 Designation Gaskets for manholes Gaskets for hand holes 210 Spare part No. 2158320 / S-C-5 2158609 / S-C-6
Table 2
Language UK
Page 1/1
You might also like
- Composite BoilerDocument390 pagesComposite BoilerBogdan Florin TudorofNo ratings yet
- MF-82 Instruction Manual For Boiler Plant, Volume 1 (Booklet)Document438 pagesMF-82 Instruction Manual For Boiler Plant, Volume 1 (Booklet)Thanh Nghị Bùi0% (1)
- D - 1 Auliary Boiler DrawingsDocument76 pagesD - 1 Auliary Boiler DrawingsEnrique MonteroNo ratings yet
- BoilerDocument452 pagesBoilerAndrewBrux100% (3)
- Aalborg Boiler Oc Instruction ManualDocument575 pagesAalborg Boiler Oc Instruction ManualKOSTAS100% (1)
- Description and Maintenance: OF Thermal Fluid InstallationDocument66 pagesDescription and Maintenance: OF Thermal Fluid InstallationWajih100% (1)
- Aux Boiler Final DWG Kangrim PA0501P32Document507 pagesAux Boiler Final DWG Kangrim PA0501P32Dario LušaNo ratings yet
- Aalborg Av 6nDocument2 pagesAalborg Av 6nAmit SarkarNo ratings yet
- Mac 35BDocument1,020 pagesMac 35Bburhan100% (1)
- AalborgDocument61 pagesAalborgChristopher King50% (2)
- Boiler Instruction ManualDocument646 pagesBoiler Instruction ManualАлександр КосянчукNo ratings yet
- 23 Instrumentation and AutomationDocument42 pages23 Instrumentation and AutomationAdrianzzzzNo ratings yet
- Aalborg KBM PDFDocument4 pagesAalborg KBM PDFkrenlanNo ratings yet
- Auxiliary Boiler Aalborg MISSION OM 25 Instruction ManualDocument369 pagesAuxiliary Boiler Aalborg MISSION OM 25 Instruction ManualYevgen Yushkov83% (6)
- Instruction Manual BOILERDocument601 pagesInstruction Manual BOILERardipangulihi100% (2)
- Instruction ManualDocument575 pagesInstruction ManualАлександр Тихомиров67% (6)
- DB 05 AirCond 130204Document33 pagesDB 05 AirCond 130204Nguyen Huu TriNo ratings yet
- Instruction Manual PDFDocument744 pagesInstruction Manual PDFOleg100% (1)
- Operation and Maintenance 2Document389 pagesOperation and Maintenance 2nguyenvanhai19031981100% (2)
- Basic of BoilerDocument107 pagesBasic of Boilerjohn_kadier651No ratings yet
- 2d Boiler Mitsubishi Automatic Control SystemDocument149 pages2d Boiler Mitsubishi Automatic Control SystemMujahid GillNo ratings yet
- Oilon BURNERS Spare Part CatalogueDocument129 pagesOilon BURNERS Spare Part Cataloguenguyenvanhai1903198192% (12)
- InstructionManual BookDocument62 pagesInstructionManual Bookankit100% (1)
- Aalborg KbsaDocument2 pagesAalborg KbsadotatchuongNo ratings yet
- How To Destroy Boiler FullDocument18 pagesHow To Destroy Boiler Fullbanhquangduy90100% (1)
- Steam BoilerDocument61 pagesSteam BoilerRol2No ratings yet
- FW Generator Alfa LavalDocument81 pagesFW Generator Alfa LavalRusuVasileCristian100% (3)
- 15PPM Bilge Alarm (Gba-155) Manual (Rev5)Document16 pages15PPM Bilge Alarm (Gba-155) Manual (Rev5)Raúl Oscar Ledesma100% (1)
- DPU, Two-Stage Titanium Plate Type Fresh Water GeneratorDocument4 pagesDPU, Two-Stage Titanium Plate Type Fresh Water GeneratorIvana SeputNo ratings yet
- WT 200 Water Transducer: Component DescriptionDocument16 pagesWT 200 Water Transducer: Component Descriptionmilad100% (1)
- Oil Pumps - Boiler Parts - Boilerparts - Co.keDocument38 pagesOil Pumps - Boiler Parts - Boilerparts - Co.keboilerpartsNo ratings yet
- Rse-P Ii Short Manual: W X +12.0 Bar +12.0 BarDocument81 pagesRse-P Ii Short Manual: W X +12.0 Bar +12.0 Bar徐玉坤100% (2)
- M32-W o IncineratorDocument137 pagesM32-W o IncineratorAlex100% (1)
- Oilon Manual Burners HDocument58 pagesOilon Manual Burners HKyaw Win Tun100% (3)
- Boiler Foster WheelerDocument48 pagesBoiler Foster WheelersprotkarNo ratings yet
- K1704 ManualDocument179 pagesK1704 ManualcraponzelNo ratings yet
- Saake ManualDocument62 pagesSaake Manualwqerwt qwretrhgfNo ratings yet
- Alfa Laval Fresh Water GeneratorDocument131 pagesAlfa Laval Fresh Water GeneratorOvidiu Petcu80% (5)
- Working A X400223enDocument723 pagesWorking A X400223enАлександр МедковNo ratings yet
- Instruction Operation For Packaged BoilerDocument37 pagesInstruction Operation For Packaged BoilerHasnul Hisyam Harun0% (1)
- Composite Boiler AalborgDocument2 pagesComposite Boiler Aalborghpss77100% (1)
- m43 Aux. BoilerDocument657 pagesm43 Aux. BoilerPavel PaskarNo ratings yet
- Instruction X338771enDocument904 pagesInstruction X338771endionpanag100% (3)
- Trouble ShootingDocument57 pagesTrouble ShootingCem Cetiz100% (1)
- AALBORG ThermalFluidSystemDocument10 pagesAALBORG ThermalFluidSystemrafiradityaNo ratings yet
- Delomatic 3, Multi-Function Systems For Marine Plants 4921410011 UK PDFDocument19 pagesDelomatic 3, Multi-Function Systems For Marine Plants 4921410011 UK PDFadi mer100% (1)
- Incinerator: Make: Sunflame Type: OSVDocument40 pagesIncinerator: Make: Sunflame Type: OSVravilullaNo ratings yet
- Deaerator MDT SeriesDocument9 pagesDeaerator MDT Seriesz3kh4No ratings yet
- Drum Level CompensationDocument8 pagesDrum Level CompensationSmriti PrasadNo ratings yet
- Super Critical Boiler Technology SKDDocument35 pagesSuper Critical Boiler Technology SKDSwapnil TingusleNo ratings yet
- Acson Mini Chiller Application Manual 2.0Document128 pagesAcson Mini Chiller Application Manual 2.0Dota NgNo ratings yet
- Turbine Bypass ValvesDocument6 pagesTurbine Bypass ValvesadehriyaNo ratings yet
- Scaey PDFDocument20 pagesScaey PDFEduardgabrielescuNo ratings yet
- APV DESMI CARL BRO Optimisation of Pump - and Cooling Water Systems PDFDocument36 pagesAPV DESMI CARL BRO Optimisation of Pump - and Cooling Water Systems PDFaminNo ratings yet
- Wall-mounted boiler with storage tank technical documentationDocument52 pagesWall-mounted boiler with storage tank technical documentationscostelNo ratings yet
- McQuay WHS ChillerDocument28 pagesMcQuay WHS ChillerYorkist100% (1)
- Borderer Boiler Complete ManualDocument228 pagesBorderer Boiler Complete ManualNitrogeno MPDNo ratings yet
- Calderas de Recuperación de Calor Con PostcombustiónDocument6 pagesCalderas de Recuperación de Calor Con PostcombustiónaquilesanchezNo ratings yet
- Cooling Coils For Chilled Water For Connection To Circular DuctsDocument4 pagesCooling Coils For Chilled Water For Connection To Circular DuctserreagaaNo ratings yet
- Product Manual: Water Cooled Screw ChillersDocument24 pagesProduct Manual: Water Cooled Screw ChillersAnbarasan NagarajanNo ratings yet
- Daihatsu Gensets Diesel EngineDocument20 pagesDaihatsu Gensets Diesel Enginexyz1002100% (1)
- TIB-723-GB-0613 AP 2way Valves With Electric Actuator English PDFDocument67 pagesTIB-723-GB-0613 AP 2way Valves With Electric Actuator English PDFnguyenvanhai19031981No ratings yet
- Univers Al Monitoring S Ys Tem, UMS 2100 and Univers Al Monitoring and C Ontrol S Ys Tem, UMS /UC S 2100 Ins Tallation G UidelinesDocument40 pagesUnivers Al Monitoring S Ys Tem, UMS 2100 and Univers Al Monitoring and C Ontrol S Ys Tem, UMS /UC S 2100 Ins Tallation G Uidelinesnguyenvanhai19031981No ratings yet
- Caterpillar Service TrainingDocument694 pagesCaterpillar Service TrainingQuangvu Hoang95% (44)
- TIB-722-GB-0711 2-Way Control Valves With Pneum - Actuator PDFDocument58 pagesTIB-722-GB-0711 2-Way Control Valves With Pneum - Actuator PDFnguyenvanhai19031981No ratings yet
- Crane1 GL4524 4028-2S PDFDocument366 pagesCrane1 GL4524 4028-2S PDFnguyenvanhai19031981No ratings yet
- Electric&HybridMarineTechnologyInternational April 2015 PDFDocument120 pagesElectric&HybridMarineTechnologyInternational April 2015 PDFnguyenvanhai19031981No ratings yet
- Hvac Design Manual: First EditionDocument124 pagesHvac Design Manual: First EditionNathan Tom100% (6)
- Min Zar TarDocument247 pagesMin Zar Tarjohndmariner123100% (12)
- TIB-771-GB-0713 Electronic Fuel Viscosity Controller New PDFDocument48 pagesTIB-771-GB-0713 Electronic Fuel Viscosity Controller New PDFnguyenvanhai19031981No ratings yet
- Electric&HybridMarineTechnologyInternational April 2015 PDFDocument120 pagesElectric&HybridMarineTechnologyInternational April 2015 PDFnguyenvanhai19031981No ratings yet
- TIB 721 GB 0711 - 3 Way - Valves - English PDFDocument56 pagesTIB 721 GB 0711 - 3 Way - Valves - English PDFnguyenvanhai19031981No ratings yet
- Min Zar TarDocument247 pagesMin Zar Tarjohndmariner123100% (12)
- Crane2 GL4524 4028-2S PDFDocument370 pagesCrane2 GL4524 4028-2S PDFnguyenvanhai19031981100% (1)
- TIB-769-GB-1112 ViscoSense Ex D From SN 87600 English PDFDocument43 pagesTIB-769-GB-1112 ViscoSense Ex D From SN 87600 English PDFnguyenvanhai19031981No ratings yet
- TIB-761-GB-0412 ViscoSense From SN 87600 English 1 PDFDocument43 pagesTIB-761-GB-0412 ViscoSense From SN 87600 English 1 PDFnguyenvanhai19031981No ratings yet
- Telegraph System DiagramDocument5 pagesTelegraph System Diagramnguyenvanhai19031981No ratings yet
- TIB-748-GB-0711 Electric Heater Control Cabinet English PDFDocument40 pagesTIB-748-GB-0711 Electric Heater Control Cabinet English PDFnguyenvanhai19031981No ratings yet
- Anchor Handling CD-manual VDocument344 pagesAnchor Handling CD-manual Vnguyenvanhai19031981100% (5)
- Bosch - Rexroth - Marine Technic - 2002Document291 pagesBosch - Rexroth - Marine Technic - 2002nguyenvanhai19031981No ratings yet
- Instruction Manual Air CompressorDocument13 pagesInstruction Manual Air Compressornguyenvanhai1903198156% (9)
- Diagram of Manoeuvr. System MAN B&W PDFDocument1 pageDiagram of Manoeuvr. System MAN B&W PDFnguyenvanhai19031981No ratings yet
- 5260, Rwo WWT LC 4 2012 WebDocument4 pages5260, Rwo WWT LC 4 2012 Webnguyenvanhai19031981No ratings yet
- BVI FlexiTube 7-2012Document8 pagesBVI FlexiTube 7-2012nguyenvanhai19031981No ratings yet
- 5260, Rwo WWT LC 4 2012 WebDocument4 pages5260, Rwo WWT LC 4 2012 Webnguyenvanhai19031981No ratings yet
- Diesel PPDocument58 pagesDiesel PPManvendra Pratap Singh Bisht100% (1)
- Fundamentals Handbook of Mechanical ScienceDocument252 pagesFundamentals Handbook of Mechanical Sciencehenybam100% (1)
- Basic HydraulicsDocument64 pagesBasic Hydraulicsedtatel73No ratings yet
- Wartsila Propulsion TrainingDocument42 pagesWartsila Propulsion Trainingnguyenvanhai19031981No ratings yet
- Cooling and Lubricating SystemDocument50 pagesCooling and Lubricating Systemswapneel_kulkarniNo ratings yet
- IMS Diameter SH 29329-A10Document22 pagesIMS Diameter SH 29329-A10JoserNo ratings yet
- Supplemental Manuals - Peterbilt Conventional Trucks Operator's Manual After 1-07 PDFDocument225 pagesSupplemental Manuals - Peterbilt Conventional Trucks Operator's Manual After 1-07 PDFLuis Reinaldo Ramirez ContrerasNo ratings yet
- Proporation & RatioDocument16 pagesProporation & RatioPranav KunteNo ratings yet
- Agenda: Committee On Qualification of Active Mechanical Equipment Used in Nuclear Facilities (Qme)Document8 pagesAgenda: Committee On Qualification of Active Mechanical Equipment Used in Nuclear Facilities (Qme)krishimaNo ratings yet
- Subclassing in MFCDocument3 pagesSubclassing in MFCPiscesvenNo ratings yet
- Dromon TP On On Board Maintenance and Drills Agenda - Jan 2020Document27 pagesDromon TP On On Board Maintenance and Drills Agenda - Jan 2020Alaa Eldin MohamedNo ratings yet
- Method Statement of Overwatervilla and WalkwayDocument10 pagesMethod Statement of Overwatervilla and WalkwayMuhammad Uwais100% (1)
- Clinical Pathways For Malaysia & MongoliaDocument18 pagesClinical Pathways For Malaysia & MongoliaIndonesian Clinical Pathways Association100% (1)
- Sun and VMWare Quick Start GuideDocument10 pagesSun and VMWare Quick Start GuideAnuchit ChalothornNo ratings yet
- DF107 E2Document2 pagesDF107 E2Kaushik SinghaNo ratings yet
- Yamaha FZR1000 Genesis Lays Claim To "Ultimate Road Machine" TitleDocument7 pagesYamaha FZR1000 Genesis Lays Claim To "Ultimate Road Machine" Titlebobsan07120% (1)
- IDRAC7 1 57 57 A ReleaseNotesDocument33 pagesIDRAC7 1 57 57 A ReleaseNotesthoan26No ratings yet
- 54810A Service GuideDocument202 pages54810A Service GuideSeoolasNo ratings yet
- Loc-Line Modular Hose CatalogueDocument24 pagesLoc-Line Modular Hose CatalogueSteve TaylorNo ratings yet
- NS Analog and Mixed Signal Products1995Document246 pagesNS Analog and Mixed Signal Products1995Id Vágó MiklósNo ratings yet
- Cisco Wireless Controller Configuration Guide, Release 8.2: Americas HeadquartersDocument1,266 pagesCisco Wireless Controller Configuration Guide, Release 8.2: Americas HeadquartersMohammad AldehneeNo ratings yet
- Tsakiridis Aeolos Super Plus Receives an UpgradeDocument2 pagesTsakiridis Aeolos Super Plus Receives an UpgradeÖmer AlbatNo ratings yet
- HydroGate PDFDocument12 pagesHydroGate PDFecocadecNo ratings yet
- EtherNet/IP Network Unit NU-EP1 ManualDocument210 pagesEtherNet/IP Network Unit NU-EP1 ManualNéstor Josué González BalderasNo ratings yet
- Guide Cad StandardsDocument33 pagesGuide Cad StandardsLeonardo Aguilera100% (2)
- 1480489086tman04cg00 - Commercial Catalogue Gba Terex Donati - English CrypDocument36 pages1480489086tman04cg00 - Commercial Catalogue Gba Terex Donati - English CrypSholeh KhuddinNo ratings yet
- KolumbusDocument16 pagesKolumbusregupathi6413No ratings yet
- ANSI C136 10 2010 Contents and Scope PDFDocument9 pagesANSI C136 10 2010 Contents and Scope PDFSergio AndradeNo ratings yet
- Summary of Vm#5 System ApproachDocument9 pagesSummary of Vm#5 System ApproachShekinah Faith RequintelNo ratings yet
- Eclipse and Cisco Media Awareness ConfigurationDocument6 pagesEclipse and Cisco Media Awareness ConfigurationTestNo ratings yet
- QC InspectorDocument3 pagesQC Inspectorapi-121416429No ratings yet
- Ultrasonic Neb U Luz at orDocument4 pagesUltrasonic Neb U Luz at ortimur_okNo ratings yet
- Opamp Based Power AmplifierDocument7 pagesOpamp Based Power AmplifierBrenda Archer MorenoNo ratings yet
- HS220 Specification V1.0Document4 pagesHS220 Specification V1.0Malm n FeelNo ratings yet
- 1.4 Safety Cases and Safety ReportsDocument19 pages1.4 Safety Cases and Safety ReportsbangladragosNo ratings yet