You might also like
- AU-Seal OilDocument4 pagesAU-Seal OilPradeep_VashistNo ratings yet
- Boiler Operation ManualDocument28 pagesBoiler Operation Manualdodikawa100% (3)
- Draught System Gyanendra Sharma NPTI DelhiDocument24 pagesDraught System Gyanendra Sharma NPTI DelhiNPTINo ratings yet
- ASHRAE Journal - Optimizing Design Control of Chilled Water Plants Part 2 Condenser Water Distribution System DesignDocument12 pagesASHRAE Journal - Optimizing Design Control of Chilled Water Plants Part 2 Condenser Water Distribution System Designmdalt9180No ratings yet
- Glaxo Vol IDocument164 pagesGlaxo Vol IPrakash WarrierNo ratings yet
- Paper 6 FRF-lube - Oil - MixingDocument34 pagesPaper 6 FRF-lube - Oil - MixingsoorajssNo ratings yet
- Boiler Anf TurbineDocument13 pagesBoiler Anf TurbineKshirod Mohan BoseNo ratings yet
- S.No. Components Makes: 1 Grab Cranes - Gantry TypeDocument4 pagesS.No. Components Makes: 1 Grab Cranes - Gantry TypeHarish KumarNo ratings yet
- Nerator Termination Bus-Bar Arrangement - Design RequirementsDocument8 pagesNerator Termination Bus-Bar Arrangement - Design RequirementsharshNo ratings yet
- Chapter-2 Steam Cycle TheoryDocument20 pagesChapter-2 Steam Cycle TheoryPhanindra Kumar J100% (1)
- Sliding Pressure Operation in Combined CyclesDocument5 pagesSliding Pressure Operation in Combined CyclesJeeEianYannNo ratings yet
- Project Review: CHP - Jhanjra, West BengalDocument12 pagesProject Review: CHP - Jhanjra, West BengaldebajyotiNo ratings yet
- BENSON Boilers for Maximum Cost-Effectiveness in Power PlantsDocument20 pagesBENSON Boilers for Maximum Cost-Effectiveness in Power PlantsPrasanna Kumar100% (1)
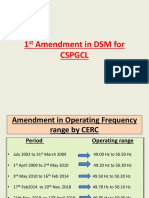
- 1st Amendment Operating Frequency Range CERCDocument19 pages1st Amendment Operating Frequency Range CERCashish jainNo ratings yet
- Boiler Operation Engineer (BOE) Viva QDocument12 pagesBoiler Operation Engineer (BOE) Viva QChetram Meena100% (1)
- TechnicalDiary SGTPPDocument45 pagesTechnicalDiary SGTPPJoydev GangulyNo ratings yet
- 660MW Emergency Operating ProcedureDocument117 pages660MW Emergency Operating ProceduregARRYNo ratings yet
- Coal Handling PlantDocument39 pagesCoal Handling PlantMukhtar AlamNo ratings yet
- Power Station Pumps-Condensate Extraction Pumps & Circulating Water PumpsDocument30 pagesPower Station Pumps-Condensate Extraction Pumps & Circulating Water PumpsSakthi MuruganNo ratings yet
- C& I For SupercriticalDocument93 pagesC& I For SupercriticalPrudhvi RajNo ratings yet
- TurbineDocument23 pagesTurbineKarthikeyanNo ratings yet
- Tilting Tangential Firing System SelectionDocument78 pagesTilting Tangential Firing System SelectionJKKNo ratings yet
- BoilerOpt Overview and Results 7-18-16-UsefulDocument53 pagesBoilerOpt Overview and Results 7-18-16-Usefultrung2iNo ratings yet
- Coal Handling and Transportation SystemsDocument40 pagesCoal Handling and Transportation SystemsEzhil Vendhan PalanisamyNo ratings yet
- Paper 1 Reduction in Coal Unloading TimeDocument31 pagesPaper 1 Reduction in Coal Unloading TimezahoorNo ratings yet
- Dokumen - Tips Coal Handling Plant 589be8a41d9eaDocument29 pagesDokumen - Tips Coal Handling Plant 589be8a41d9eaWasim MalkaniNo ratings yet
- Stackers Active in The StockyardDocument4 pagesStackers Active in The Stockyardsalkan_rahmanovic810No ratings yet
- 1c Low Mass Flux Once Through Boiler Design Application and PDFDocument52 pages1c Low Mass Flux Once Through Boiler Design Application and PDFfrlamontNo ratings yet
- Cost & Cost ConceptsDocument51 pagesCost & Cost ConceptsEzhil Vendhan PalanisamyNo ratings yet
- Boiler Efficiency and Steam Generation RateDocument99 pagesBoiler Efficiency and Steam Generation RateDari YantoNo ratings yet
- Geothermal Central SystemDocument7 pagesGeothermal Central SystemPaul KwongNo ratings yet
- Otsc - Control Final-BoilerDocument85 pagesOtsc - Control Final-BoilerKumar100% (1)
- # AhpDocument21 pages# AhprahulNo ratings yet
- BBC - Steam Turbine - 100 MWDocument42 pagesBBC - Steam Turbine - 100 MWvenkata madhavNo ratings yet
- Layout and Components of a Supercritical BoilerDocument41 pagesLayout and Components of a Supercritical BoilerLakshmi NarayanNo ratings yet
- Quemadores RSFC Burners EB0-007991 Rev 1Document422 pagesQuemadores RSFC Burners EB0-007991 Rev 1Cristian MarianiNo ratings yet
- CFBC Boiler Scale UpDocument14 pagesCFBC Boiler Scale UpBijoy B MenonNo ratings yet
- Fisher Steam Turbines Application Guide August 2013Document11 pagesFisher Steam Turbines Application Guide August 2013Juan Manuel Pardal100% (1)
- 60 Steam Turbine ManagementDocument25 pages60 Steam Turbine ManagementLTE002100% (1)
- 1a Natural Circulation BoilersDocument44 pages1a Natural Circulation BoilersFraser LamontNo ratings yet
- CGE09 ID34 Advanced SPP Cziesla FinalDocument21 pagesCGE09 ID34 Advanced SPP Cziesla FinalpvirgosharmaNo ratings yet
- HAZOP STUDY-Madu PDFDocument21 pagesHAZOP STUDY-Madu PDFTirupati JalnilNo ratings yet
- Alstom New Designs PDFDocument18 pagesAlstom New Designs PDF55312714100% (1)
- Calculation of Boiler EfficiencyDocument14 pagesCalculation of Boiler EfficiencyBharat Choksi100% (1)
- Steam Turbine Materials For Advanced AUSC COAL POWER PLANTS PDFDocument29 pagesSteam Turbine Materials For Advanced AUSC COAL POWER PLANTS PDFJuveNo ratings yet
- Heat Exchangers Deaerator Feedwater TankDocument2 pagesHeat Exchangers Deaerator Feedwater TankNury RinjaniNo ratings yet
- Steam Turbine and Its Auxiliary Systems: Course PurposeDocument19 pagesSteam Turbine and Its Auxiliary Systems: Course PurposeMuhammad luqmanNo ratings yet
- Steam Turbine: Life Time Calculations and Life Limitings FactorsDocument38 pagesSteam Turbine: Life Time Calculations and Life Limitings FactorsPPG CoverNo ratings yet
- CONDENSER Air ExtractionDocument2 pagesCONDENSER Air Extractiontrung2iNo ratings yet
- Basic Governer ControlsDocument14 pagesBasic Governer ControlspankajNo ratings yet
- CalderaDocument44 pagesCalderaIvan SanchezNo ratings yet
- Write Up On Crusher HouseDocument3 pagesWrite Up On Crusher HouseKumaraswamyNo ratings yet
- MODEL 496: Nfpa Gravimetric Coal FeederDocument2 pagesMODEL 496: Nfpa Gravimetric Coal FeederZahoor Ahmed100% (1)
- 1.1 Background of Project 1.2 Assignment & Objectives 1.3 Instruction To Reader 1.4 Limitation 1.5 Organisational ProfileDocument87 pages1.1 Background of Project 1.2 Assignment & Objectives 1.3 Instruction To Reader 1.4 Limitation 1.5 Organisational Profilezerocool86100% (1)
- Ger 4222a New High Efficiency Simple Cycle Gas Turbine Lms100Document20 pagesGer 4222a New High Efficiency Simple Cycle Gas Turbine Lms100raghavendran raghuNo ratings yet
- Lecture9 Arm MoocsDocument14 pagesLecture9 Arm MoocsKommaraju BhavanaNo ratings yet
- Ash Handling System OverviewDocument24 pagesAsh Handling System Overviewnetygen1No ratings yet
- Steam Turbine Unloading and Shut-Down of Operation Turbine/Generator Shut-Down DiagramDocument5 pagesSteam Turbine Unloading and Shut-Down of Operation Turbine/Generator Shut-Down Diagramparthibanemails5779No ratings yet
- Causes and Prevention of Priming in BoilersDocument23 pagesCauses and Prevention of Priming in BoilersTaufiqTaufiqNo ratings yet
- Boiler Drum - Detailed Gyanendra Sharma NPTI DelhiDocument86 pagesBoiler Drum - Detailed Gyanendra Sharma NPTI DelhiNPTINo ratings yet
- Better Fuel Distribution To Improve Combustion During Flexible Load OperationDocument12 pagesBetter Fuel Distribution To Improve Combustion During Flexible Load OperationRajeswaranNo ratings yet
- 2 Telemetry TurbineDocument12 pages2 Telemetry TurbineSamNo ratings yet
- BHELDocument4 pagesBHELNageswara Reddy GajjalaNo ratings yet
- Turbine Control PINDocument4 pagesTurbine Control PINAnonymous NwnJNO100% (1)
- VHB Presentation (Compatibility Mode) PDFDocument21 pagesVHB Presentation (Compatibility Mode) PDFhirenkumar patelNo ratings yet
- Innovation in Supercritical Boiler Technology - The 750 Mwe Longview Power ProjectDocument18 pagesInnovation in Supercritical Boiler Technology - The 750 Mwe Longview Power ProjectPradeep SrikanthNo ratings yet
- New Nuclear Reactor Types: What Characteristics Should Any New Reactors Have?Document12 pagesNew Nuclear Reactor Types: What Characteristics Should Any New Reactors Have?عبدالله عمرNo ratings yet
- CGE09 ID34 Advanced SPP Cziesla FinalDocument21 pagesCGE09 ID34 Advanced SPP Cziesla FinalVaibhav SarinNo ratings yet
- Waller Marine FloatingPowerGenDocument4 pagesWaller Marine FloatingPowerGenmiggyeNo ratings yet
- Installation and Commissioning: GPG347 Good Practice GuideDocument20 pagesInstallation and Commissioning: GPG347 Good Practice GuideДанил ПорохницкийNo ratings yet
- Installation Instructions: Part No. CRTIMEGD001A00Document4 pagesInstallation Instructions: Part No. CRTIMEGD001A00Freddy MartinezNo ratings yet
- Catalogo Frascold Compresores de Tornillo Rts NR 0000766Document33 pagesCatalogo Frascold Compresores de Tornillo Rts NR 0000766koniks519No ratings yet
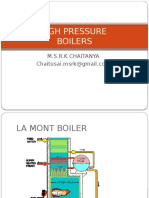
- High Pressure BoilersDocument15 pagesHigh Pressure BoilersChaitanya MsrkNo ratings yet
- HVAC Economizers 101 Section #9Document14 pagesHVAC Economizers 101 Section #9Shoukat Ali ShaikhNo ratings yet
- High Pressure Boilers: Water Tube vs Fire TubeDocument8 pagesHigh Pressure Boilers: Water Tube vs Fire TubeSanjana ReddyNo ratings yet
- Compressor Specification and Operation GuideDocument117 pagesCompressor Specification and Operation GuideJaider CamachoNo ratings yet
- Zhang2016 PDFDocument14 pagesZhang2016 PDFHéctor Jorge Bravo PastorNo ratings yet
- Equipment ListDocument13 pagesEquipment ListAli KhalilNo ratings yet
- Three-Pressure-Level Combined CycleDocument41 pagesThree-Pressure-Level Combined CycleGianluca Castoldi QuintanoNo ratings yet
- Rooftop VAV System PDFDocument6 pagesRooftop VAV System PDFMohamed ElarabiNo ratings yet
- TERMOHIDRAULIKA CEVNIH SISTEMA KOTLOVA NA BLOKOVIMA B1 I B2 TERMOELEKTRANE „NIKOLA TESLA B” _ THERMALHYDRAULICS OF TUBE SYSTEMS IN STEAM BOILERS AT UNITS B1 AND B2 OF THERMAL POWER PLANT „NIKOLA TESLA B“Document10 pagesTERMOHIDRAULIKA CEVNIH SISTEMA KOTLOVA NA BLOKOVIMA B1 I B2 TERMOELEKTRANE „NIKOLA TESLA B” _ THERMALHYDRAULICS OF TUBE SYSTEMS IN STEAM BOILERS AT UNITS B1 AND B2 OF THERMAL POWER PLANT „NIKOLA TESLA B“Nikola MilovanovićNo ratings yet
- MQCs - EAM - Unit 6Document7 pagesMQCs - EAM - Unit 6Sayee DeshpandeNo ratings yet
- Unidad Paquete ZF120C00Document68 pagesUnidad Paquete ZF120C00Jesus FloresNo ratings yet
- REGO - Pressure Builder - Economizer CBH CBCDocument1 pageREGO - Pressure Builder - Economizer CBH CBCcriuvosNo ratings yet
- What Is Mechanical EquipmentDocument17 pagesWhat Is Mechanical EquipmentShirr SagerNo ratings yet
- CHWS Chapter-01 Ver10 IntroductionDocument18 pagesCHWS Chapter-01 Ver10 IntroductionacmvorgNo ratings yet
- Workshop Technology Multiple Choice QuestionsDocument248 pagesWorkshop Technology Multiple Choice QuestionsShubham GuptaNo ratings yet
- APCYDocument64 pagesAPCYChachou MohamedNo ratings yet
- T-Series Climate Changer - AhuDocument96 pagesT-Series Climate Changer - AhuFREDIELABRADORNo ratings yet
- 90.1-2016 HVAC FinalDocument175 pages90.1-2016 HVAC FinalHiei ArshavinNo ratings yet