You might also like
- Kirloskar - R1040 Series Engine BrochureDocument8 pagesKirloskar - R1040 Series Engine Brochuretomron81No ratings yet
- Turbo ChargerDocument97 pagesTurbo ChargerLuong Nguyen Danh100% (5)
- Special Turbo TrainingDocument90 pagesSpecial Turbo TrainingAmit Kaushal100% (6)
- Cummins L10 Engine FamiliarisationDocument16 pagesCummins L10 Engine FamiliarisationTariqMaqsood100% (2)
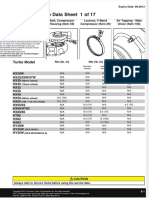
- Holset Turbocharger Service Data SheetDocument17 pagesHolset Turbocharger Service Data SheetNaveed67% (3)
- Injection Timing Chart Using ST-593 or ST-840Document18 pagesInjection Timing Chart Using ST-593 or ST-840javier leyva100% (7)
- Diesel Engine Fuel Pump Pressure, Time Setting and CalibrationDocument20 pagesDiesel Engine Fuel Pump Pressure, Time Setting and CalibrationIJRASETPublications100% (1)
- QSK Series MCRS Fuel Systems 12 Jun 12 Rev12-3Document33 pagesQSK Series MCRS Fuel Systems 12 Jun 12 Rev12-3agvassNo ratings yet
- motorpal таблица применяемости моторпалDocument16 pagesmotorpal таблица применяемости моторпалАнтон ГрейлихNo ratings yet
- Cummins NT (A) 855-C S10 Parts CatalogDocument73 pagesCummins NT (A) 855-C S10 Parts CatalogВладимир Скорняков100% (3)
- PIB1006 - A Cummins PT Fuel SystemDocument2 pagesPIB1006 - A Cummins PT Fuel SystemMauricio Guanella80% (5)
- Turbo Table Diesel TVDocument103 pagesTurbo Table Diesel TVonecamonly100% (5)
- Injection Pump R&RDocument17 pagesInjection Pump R&RMahdi Besbes100% (2)
- ISDe Qualification Training EN PDFDocument102 pagesISDe Qualification Training EN PDFPETER ADAM100% (5)
- Fuel PumpDocument6 pagesFuel PumpHammad Uddin JamilyNo ratings yet
- Cummins Sec 4Document30 pagesCummins Sec 4SpectrumRaijinNo ratings yet
- Water PumpDocument6 pagesWater PumpblujekNo ratings yet
- Turbocharger Cores Inventory - 6.24.19Document56 pagesTurbocharger Cores Inventory - 6.24.19Miguel Angel Gomez Bustamente0% (1)
- Manual HX27Document65 pagesManual HX27Sky TripNo ratings yet
- Kubota Engine Parts List REV 200608Document60 pagesKubota Engine Parts List REV 200608Jamie Robinson100% (1)
- Cummins Serie K Calibracion de ValvulasDocument63 pagesCummins Serie K Calibracion de Valvulasfrank_16100% (1)
- GarrettDocument96 pagesGarrettdurmotz100% (2)
- Nta855 BomDocument379 pagesNta855 BomHallex Oliveira100% (2)
- PT Pump CumminsDocument22 pagesPT Pump Cumminsyani100% (5)
- Turbocharger HolsetDocument2 pagesTurbocharger HolsetBoštjan ŠumenjakNo ratings yet
- GAC - Application Note Cummins PT Fuel Systems PIB1006Document12 pagesGAC - Application Note Cummins PT Fuel Systems PIB1006gilizaniniNo ratings yet
- SleeveDocument21 pagesSleeveAnonymous 5tkF5bFwONo ratings yet
- Engine Workshop Manual: G-Drive Package B5.9G SeriesDocument69 pagesEngine Workshop Manual: G-Drive Package B5.9G SeriesSyedNo ratings yet
- MAHLE Failures in Pistons, Rings, Liners, Bearings & Bushings ManualDocument68 pagesMAHLE Failures in Pistons, Rings, Liners, Bearings & Bushings Manualaakk7592% (12)
- Cummins NT Maintenance ManualDocument52 pagesCummins NT Maintenance ManualChristian Kunze100% (2)
- InjectorDocument23 pagesInjectorBac Nguyen100% (1)
- Cummins PT Fuel Systems Colleage TrainingDocument13 pagesCummins PT Fuel Systems Colleage Trainingjose_saugo260180% (5)
- Garrett Catalog of 2Document42 pagesGarrett Catalog of 2Djabir Kodra100% (1)
- C Series TRG Material2010Document147 pagesC Series TRG Material2010Preett Rajin Menabung100% (3)
- FP Diesel CatalogoDocument6 pagesFP Diesel CatalogoEdwin Javier Garavito100% (1)
- Section 8 - Level 3 Group 6: Lubricating System Component Rebuild Tools GroupDocument7 pagesSection 8 - Level 3 Group 6: Lubricating System Component Rebuild Tools GroupSpectrumRaijinNo ratings yet
- Jogo de Junta Cummins McbeeDocument4 pagesJogo de Junta Cummins Mcbeeandré GuilhermeNo ratings yet
- Parts Catalog Cummins, NTA855-G4 - ESN 41289414 - CPL 3527Document115 pagesParts Catalog Cummins, NTA855-G4 - ESN 41289414 - CPL 3527Ronggo Tulank100% (4)
- fr4212 KTA19-G4Document4 pagesfr4212 KTA19-G4acere18No ratings yet
- Crankshaft: Engine Type OEM Ref. Main (MM) Conrod (MM) Stroke (MM) Length (MM) Cylinder RemarkDocument8 pagesCrankshaft: Engine Type OEM Ref. Main (MM) Conrod (MM) Stroke (MM) Length (MM) Cylinder RemarkRobert Gonzalez100% (1)
- Garrett Catalog V5Document96 pagesGarrett Catalog V5hallohallo200075% (4)
- Cummins K38, KT38, KTA38 Inframe-Overhaul Engine Rebuild KitDocument2 pagesCummins K38, KT38, KTA38 Inframe-Overhaul Engine Rebuild Kitfelix amador100% (2)
- Service Diesel Motorpal: ExplanationsDocument12 pagesService Diesel Motorpal: ExplanationsAvijitSinharoyNo ratings yet
- Cummins KTA19 Engine Spare Parts Catalog: Part Number DescriptionDocument22 pagesCummins KTA19 Engine Spare Parts Catalog: Part Number Descriptionsaeedt538100% (1)
- Crankcase TrainingDocument85 pagesCrankcase TrainingCesar G.No ratings yet
- Holset PDFDocument128 pagesHolset PDFGolbert GolbiNo ratings yet
- PT Pump PDFDocument60 pagesPT Pump PDFMuhammad Faridh Amroulloh100% (32)
- Cummins (PT) Pumps - Semantic Scholar PDFDocument12 pagesCummins (PT) Pumps - Semantic Scholar PDFHai Van100% (1)
- Cummins Service Bulletin Number 3379000, Air Requirements For Your EngineDocument24 pagesCummins Service Bulletin Number 3379000, Air Requirements For Your EngineMike PerryNo ratings yet
- Turning Up A P7100 PumpDocument8 pagesTurning Up A P7100 Pumpadam_nell_1100% (1)
- Cummins Accesorios Compresores Portatiles PDFDocument301 pagesCummins Accesorios Compresores Portatiles PDFFabricio Jiménez T100% (1)
- B CumminsDocument122 pagesB Cumminsmoises100% (5)
- Step TimingDocument3 pagesStep Timingmanoj262400/295% (20)
- Bushing PumpsDocument27 pagesBushing PumpsramakantinamdarNo ratings yet
- Catálogo Caterpillar - Motores e GeradoresDocument106 pagesCatálogo Caterpillar - Motores e GeradoresFranciele GomesNo ratings yet
- Cat Marine Engine Selection GuideDocument98 pagesCat Marine Engine Selection GuideOzaveshe Joseph100% (4)
- Marine Selection Guide - Caterpillar PDFDocument106 pagesMarine Selection Guide - Caterpillar PDFAnh NguyenNo ratings yet
- Assemblies and in The Year 1998 Got Converted Into Limited CompanyDocument8 pagesAssemblies and in The Year 1998 Got Converted Into Limited CompanyAkshay JainNo ratings yet
- CH900 Product BrochureDocument20 pagesCH900 Product BrochureFelipe Pisklevits LaubeNo ratings yet
- Cat Common Rail 072008 PDFDocument2 pagesCat Common Rail 072008 PDFJuniOrs RiVeraNo ratings yet
- 1 Cylinder Diesel EngineDocument3 pages1 Cylinder Diesel Engineramniwas123No ratings yet
- Valenta RP200 12Y3J - Maintenance ScheduleDocument437 pagesValenta RP200 12Y3J - Maintenance SchedulesxturboNo ratings yet
- 23 V2403mdi 27Document2 pages23 V2403mdi 27DaniloBarreraNo ratings yet
- Hyundai-Elantra 2002 en US Manual de Taller Motor 71b084e49bDocument201 pagesHyundai-Elantra 2002 en US Manual de Taller Motor 71b084e49bMarcelo jaraNo ratings yet
- Fuel System Pressure - Test: Shutdown SIS Previous ScreenDocument3 pagesFuel System Pressure - Test: Shutdown SIS Previous ScreenbejoythomasNo ratings yet
- Testing Made Easy: Relative CompressionDocument1 pageTesting Made Easy: Relative CompressionJuan AlejoNo ratings yet
- Unit - 1Document100 pagesUnit - 1MUDIT DWIVEDINo ratings yet
- Lycoming IO 360 M1ADocument40 pagesLycoming IO 360 M1Apeng_dongtao2054No ratings yet
- Type 1: Poulan Parts List Poulan Pro Parts List Paramount Parts List Parts ListDocument3 pagesType 1: Poulan Parts List Poulan Pro Parts List Paramount Parts List Parts ListRandolph GrahamNo ratings yet
- 4053722-Arctic Cat Atv 2007 All Models Repair Manual ImprovedDocument472 pages4053722-Arctic Cat Atv 2007 All Models Repair Manual Improvedmcrepairusa100% (2)
- 27 Hilux (Cont. Next Page) : Engine Control (1GD-FTV)Document8 pages27 Hilux (Cont. Next Page) : Engine Control (1GD-FTV)autocomtrucksNo ratings yet
- MG ZR L Series Overhaul ManualDocument74 pagesMG ZR L Series Overhaul ManualAras Serdaroğlu50% (2)
- Suzuki GT750 '79 Service Manual CorrectionsDocument4 pagesSuzuki GT750 '79 Service Manual CorrectionsNikolas KarrerNo ratings yet
- Perkins 1100 Series HDDocument8 pagesPerkins 1100 Series HDSaadNo ratings yet
- Previous Screen Welcome: r464cxpDocument2 pagesPrevious Screen Welcome: r464cxpDiego Orlando santosNo ratings yet
- Mahindra SCORPIO GETAWAY CRDe REPAIR MANUAL MAN 00025 Rev 1 PDFDocument612 pagesMahindra SCORPIO GETAWAY CRDe REPAIR MANUAL MAN 00025 Rev 1 PDFjosue vazquez67% (3)
- Turbine FundamentalsDocument2 pagesTurbine FundamentalsSajjad AhmedNo ratings yet
- Icengine Tut2Document3 pagesIcengine Tut2Satyam SharmaNo ratings yet
- Ariel Process WebDocument9 pagesAriel Process WebDarmawan PutrantoNo ratings yet
- Maintenance: 1.2 General Maintenance Chart For Hitachi S12A2 EngineDocument36 pagesMaintenance: 1.2 General Maintenance Chart For Hitachi S12A2 EngineKolo BenduNo ratings yet
- TG 5470 Cabin Parts.2 PDFDocument575 pagesTG 5470 Cabin Parts.2 PDFВячеслав ШапочкаNo ratings yet
- Especificaciones Culata de Cilindros C-9Document3 pagesEspecificaciones Culata de Cilindros C-9Alejandro ValenzuelaNo ratings yet
- Kawaski Service ManualDocument101 pagesKawaski Service ManualJonathan StephensNo ratings yet
- Chapter 5Document100 pagesChapter 5Duffoo91No ratings yet
- Francis Turbine Test 1. TurbinesDocument5 pagesFrancis Turbine Test 1. TurbinesSerhat GüvenNo ratings yet
- 9.marine PumpDocument82 pages9.marine PumpOladokun Sulaiman Olanrewaju80% (5)
- Manual Mantenimiento Yanmar 4TNV98TDocument29 pagesManual Mantenimiento Yanmar 4TNV98Tdavid ignacioNo ratings yet
- Engine Cranks But Will Not StartDocument12 pagesEngine Cranks But Will Not StartEyo EtimNo ratings yet
- GLOBE Airmotor Brochure 2017Document103 pagesGLOBE Airmotor Brochure 2017Milad TilaNo ratings yet
- Ecu 7230Document2 pagesEcu 7230miguelcastilloNo ratings yet