You might also like
- NMX H 121 1988Document59 pagesNMX H 121 1988Victor Memo100% (1)
- Astm F1554 PDFDocument1 pageAstm F1554 PDFORIOL DEVOTONo ratings yet
- Soldadura de Demanda CriticaDocument9 pagesSoldadura de Demanda CriticaDANIEL TOLEDO100% (2)
- Juntas en Muros PPT OkDocument7 pagesJuntas en Muros PPT OkJose Sierra Mejía100% (1)
- Aci 355 4Document5 pagesAci 355 4DENIGSON CARDONANo ratings yet
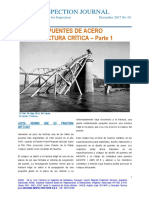
- Fractura Critica Puentes de Acero Boletin Inspection JournalDocument5 pagesFractura Critica Puentes de Acero Boletin Inspection Journaljesus100% (3)
- Juntas de ConstrucciónDocument10 pagesJuntas de ConstrucciónRicardo RíosNo ratings yet
- ACI 347-04 TraducidoDocument4 pagesACI 347-04 TraducidoOscar OsKr33% (3)
- Perno estructural ASTM A325-T1Document3 pagesPerno estructural ASTM A325-T1Richard CienfuegosNo ratings yet
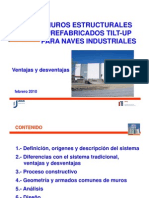
- Manual de Muros Tilt-UpDocument55 pagesManual de Muros Tilt-UpJosé Alberto Fuentes Ordaz100% (5)
- Aci 347Document3 pagesAci 347Paito Sánchez100% (2)
- Multytecho Documento Técnico y Guía de InstalaciónDocument16 pagesMultytecho Documento Técnico y Guía de InstalaciónUlises Camarena LeonNo ratings yet
- Reparación de EstructurasDocument57 pagesReparación de EstructurasDiego Alexander CardozoNo ratings yet
- Foundation - Analysis - and - Design - Bowles - 5ed - 612-679 (1) .En - EsDocument15 pagesFoundation - Analysis - and - Design - Bowles - 5ed - 612-679 (1) .En - EsMayra VacaNo ratings yet
- Astm F2329 VsDocument2 pagesAstm F2329 VsJosé Correa100% (1)
- Naves Con Muros Tilt-Up-3Document105 pagesNaves Con Muros Tilt-Up-3Maciel Cruz Alarcón50% (2)
- Encofrados Aci 347 - Capitulo 1 2 y 3Document19 pagesEncofrados Aci 347 - Capitulo 1 2 y 3MihaelHenryFloresCaxi100% (1)
- ACI 222R en EspañolDocument24 pagesACI 222R en EspañolMarcelaNo ratings yet
- Proceso Tensado-Sistema MacalloyDocument4 pagesProceso Tensado-Sistema MacalloyEdgar Catota100% (1)
- Aci 311-07okDocument351 pagesAci 311-07okJonathanAguilarPalomera100% (2)
- Bulbos para VarillaDocument3 pagesBulbos para Varillapuebascrb123100% (1)
- Varillas acero corrugado 38Document12 pagesVarillas acero corrugado 38Alvaro Pecho CardenasNo ratings yet
- NMX B 457 Canacero 2019 DDocument27 pagesNMX B 457 Canacero 2019 DFaTe Keep Dark100% (1)
- Contravientos Restringidos Al PandeoDocument15 pagesContravientos Restringidos Al PandeomarielaNo ratings yet
- Eh Naves Con Muros Tilt-Up PDFDocument233 pagesEh Naves Con Muros Tilt-Up PDFjose fonseca100% (1)
- IT-7 - PE-7-07 Placas de Nivelación Rev.0Document5 pagesIT-7 - PE-7-07 Placas de Nivelación Rev.0Marco VizaNo ratings yet
- Cimentaciones para equipo estático: tipos, diseño, métodos y consideracionesDocument38 pagesCimentaciones para equipo estático: tipos, diseño, métodos y consideracionesFREDYTOAPANTANo ratings yet
- CYPECAD - Muros de MamposteríaDocument2 pagesCYPECAD - Muros de MamposteríaOliver AguilaNo ratings yet
- Aws D1.8Document5 pagesAws D1.8franciscoriveraing100% (1)
- Especificaciones para El Concreto Estructural ACI-301-99 PDFDocument94 pagesEspecificaciones para El Concreto Estructural ACI-301-99 PDFJorge Carrasco100% (1)
- Manual de Construcción de Mampostería de ConcretoDocument85 pagesManual de Construcción de Mampostería de Concretoangelxm14100% (1)
- Guia de Encofrados para El ConcretoDocument22 pagesGuia de Encofrados para El ConcretoNicolle Esperanza Saldaña Lopez100% (2)
- 004 - Detalles Del Acero de Refuerzo Aci 318Document4 pages004 - Detalles Del Acero de Refuerzo Aci 318Adrian Miranda100% (2)
- Diseño tensores hormigón armadoDocument8 pagesDiseño tensores hormigón armadoHenry Vargas CéspedesNo ratings yet
- Astm A36 EspañolDocument3 pagesAstm A36 EspañolGibson Flores100% (1)
- Conexiones Con Placa de ExtremoDocument4 pagesConexiones Con Placa de ExtremoJulio ACNo ratings yet
- Astm A572 PDFDocument2 pagesAstm A572 PDFSunli Karla Sivincha Romero100% (2)
- Guia de Encofrado para El Cocreto Cap1Document20 pagesGuia de Encofrado para El Cocreto Cap1Gloria Flores FloresNo ratings yet
- Presentación - Pernos Estructurales y TCDocument11 pagesPresentación - Pernos Estructurales y TCkleberson_2011100% (1)
- Procedimiento Sika Grout 212Document17 pagesProcedimiento Sika Grout 212Agunaldo Oriol Cabanillas Caceres0% (1)
- Amec - Guia - Aci318-05 Anexo D Pernos AnclajeDocument29 pagesAmec - Guia - Aci318-05 Anexo D Pernos AnclajedsusaNo ratings yet
- Naves Con Muros Tilt-Up-ImcaDocument193 pagesNaves Con Muros Tilt-Up-ImcaLoombardo199633% (3)
- Normas ACI hormigónDocument10 pagesNormas ACI hormigónHector Ruben Farje BautistaNo ratings yet
- p.3.0135.03 Acero de Refuerzo en Estructuras de ConcretoDocument17 pagesp.3.0135.03 Acero de Refuerzo en Estructuras de ConcretoWilliam CordovaNo ratings yet
- P.3.0135.03 3Document17 pagesP.3.0135.03 3TSEO_22No ratings yet
- PEMEX Construccion EstruturasDocument47 pagesPEMEX Construccion EstruturasAntonio Tadeu Meneses50% (2)
- Pemex Soldadura en Varillas de Acero para Refuerzo de ConcretoDocument19 pagesPemex Soldadura en Varillas de Acero para Refuerzo de ConcretoALONSO GOMEZ100% (3)
- p.4.0311.01 Electrodos de Acero Dulce Con Revestimiento para Soldadura de Arco-Recomendaciones de UsoDocument37 pagesp.4.0311.01 Electrodos de Acero Dulce Con Revestimiento para Soldadura de Arco-Recomendaciones de Usojleonos100% (1)
- Electrodos Desnudos y Varillas de Acero Al Cromo y Cromo-NiqDocument24 pagesElectrodos Desnudos y Varillas de Acero Al Cromo y Cromo-Niqadalberto may leónNo ratings yet
- Unión mecánica de varillas de refuerzoDocument16 pagesUnión mecánica de varillas de refuerzoIsaías de la CruzNo ratings yet
- Unión mecánica de varillas de refuerzo para concretoDocument16 pagesUnión mecánica de varillas de refuerzo para concretoTSEO_22No ratings yet
- p.4.0131.01 (Acero Estructural para Plataformas Marinas)Document53 pagesp.4.0131.01 (Acero Estructural para Plataformas Marinas)aaguilarm7367% (3)
- Escaleras Marinas y Rectas P.3.0341.02Document18 pagesEscaleras Marinas y Rectas P.3.0341.02Maximiliano García Calderón50% (2)
- Poste de PalmaDocument27 pagesPoste de PalmaRoberto GiménezNo ratings yet
- Fabricación presas metálicas lodos PEPDocument43 pagesFabricación presas metálicas lodos PEPAnacarmenlopezlopez100% (3)
- P 2 0143 01 PDFDocument44 pagesP 2 0143 01 PDFPedro Morales HernandezNo ratings yet
- Instalación Subestación Hasta 10000 kVADocument64 pagesInstalación Subestación Hasta 10000 kVAOscar_007No ratings yet
- Suplemento A La Especificacion Venas de VaporDocument13 pagesSuplemento A La Especificacion Venas de Vaporleandro benitoNo ratings yet
- Sic M 006 - 0 Estandar de BarandasDocument32 pagesSic M 006 - 0 Estandar de BarandasEdward Jr ChapetonNo ratings yet
- p.3.0341.02 Escaleras Marinas y RectasDocument18 pagesp.3.0341.02 Escaleras Marinas y Rectasterraces100% (1)
- Estilos de Aprendizaje SenaDocument5 pagesEstilos de Aprendizaje SenaLiliana Patricia Osorio AlvarezNo ratings yet
- Aceros InoxidablesDocument11 pagesAceros InoxidablesFrankk JohnnNo ratings yet
- Manual Practico de Desarrollos Antonio Olave Villanueva PDFDocument42 pagesManual Practico de Desarrollos Antonio Olave Villanueva PDFCarlos Hdz100% (2)
- Cuetionario TEM - 26Document4 pagesCuetionario TEM - 26rabacet2923No ratings yet
- Asme 3Document15 pagesAsme 3rabacet2923No ratings yet
- Trazad 1Document51 pagesTrazad 1rabacet2923No ratings yet
- NTC - 4278Document5 pagesNTC - 4278rabacet2923No ratings yet
- CREACIÓN DE EVENTOS SOFÍA PLUSDocument6 pagesCREACIÓN DE EVENTOS SOFÍA PLUSrabacet2923No ratings yet
- Título Del LibroDocument1 pageTítulo Del Librorabacet2923No ratings yet
- D11 20 1Document1,331 pagesD11 20 1Pedro PadillaNo ratings yet
- Asme Proceso SoldaduraDocument25 pagesAsme Proceso SoldaduraÁngela María Espinosa CeballosNo ratings yet
- 20 Años de La Constitución Política de Colombia - 2011 Homenaje Al Expresidente César Gaviria TrujilloDocument108 pages20 Años de La Constitución Política de Colombia - 2011 Homenaje Al Expresidente César Gaviria TrujilloPartido Liberal ColombianoNo ratings yet
- AgendaDocument6 pagesAgendarabacet2923No ratings yet
- Norma ISA-5.1Document18 pagesNorma ISA-5.1Sebastian Aguilera80% (5)
- 08 Proceso GTAWDocument15 pages08 Proceso GTAWjesus_sandovalNo ratings yet
- Agenda PDFDocument2 pagesAgenda PDFrabacet2923No ratings yet
- 3M Prot Resp Reut Filtro 7093CDocument1 page3M Prot Resp Reut Filtro 7093Crabacet2923No ratings yet
- 98 Reconocimiento Pedro Padilla RabacéDocument5 pages98 Reconocimiento Pedro Padilla Rabacérabacet2923No ratings yet
- LenovoDocument1 pageLenovoPedro PadillaNo ratings yet
- Plantilla Act10 2014II 2Document1 pagePlantilla Act10 2014II 2rabacet2923No ratings yet
- Texto OIA Pensamientos de SistemasDocument2 pagesTexto OIA Pensamientos de Sistemasrabacet2923No ratings yet
- Agenda PDFDocument2 pagesAgenda PDFrabacet2923No ratings yet
- Notas de Calculo Diferencial PDFDocument2 pagesNotas de Calculo Diferencial PDFrabacet2923No ratings yet
- Aceros InoxidablesDocument7 pagesAceros InoxidablesSoplarvidrioNo ratings yet
- Agenda - INTRODUCCION A LA PROGRAMACION - 2014-II PDFDocument1 pageAgenda - INTRODUCCION A LA PROGRAMACION - 2014-II PDFrabacet2923No ratings yet
- Aportes TC1Pedro PadillaDocument20 pagesAportes TC1Pedro Padillarabacet2923No ratings yet
- Act 6 Trabajo Colaborativo 1 Administración de InventariosDocument13 pagesAct 6 Trabajo Colaborativo 1 Administración de InventariosFelipe Morales Vallejo80% (5)
- Agenda PDFDocument2 pagesAgenda PDFrabacet2923No ratings yet
- 73 Pedro PadillaDocument7 pages73 Pedro Padillarabacet2923No ratings yet
- Problema de Inventarios - ScribdDocument2 pagesProblema de Inventarios - ScribdAlejandro RodriguezNo ratings yet
- Cizalla mecánica IPNDocument11 pagesCizalla mecánica IPNAngel RamirezNo ratings yet
- Bandejas portacables tipo escaleraDocument1 pageBandejas portacables tipo escalerajulianNo ratings yet
- Explosivos FAMESADocument31 pagesExplosivos FAMESAHumberto Gamarra EscalanteNo ratings yet
- EXAQ350Document1 pageEXAQ350enrique20No ratings yet
- Trajes AproximacionDocument17 pagesTrajes AproximacionFabio Enrique Martinez TobarNo ratings yet
- ProsesosDocument31 pagesProsesosHiro StephenNo ratings yet
- Estudios de Ingeniería Civil y Materiales de ConstrucciónDocument2 pagesEstudios de Ingeniería Civil y Materiales de ConstrucciónSantiago Fuentes BaezNo ratings yet
- Área Ciencia Y Tecnología - Biología: Ficha de LaboratorioDocument4 pagesÁrea Ciencia Y Tecnología - Biología: Ficha de LaboratorioJames José Juárez MuenteNo ratings yet
- Que Es La Criogenizacion Del Gas NaturalDocument2 pagesQue Es La Criogenizacion Del Gas Naturalguido oscar huanca mamani100% (2)
- Minerales esencialesDocument79 pagesMinerales esencialesIsabella Cardona VelezNo ratings yet
- Construcción Con Acero Liviano PlateaaaaaDocument9 pagesConstrucción Con Acero Liviano PlateaaaaaEdwin HinojosaNo ratings yet
- Lab 2 Obtencion MetanoDocument13 pagesLab 2 Obtencion Metanoandres camilo mejia olmedoNo ratings yet
- SaponificacionDocument45 pagesSaponificacionYahiko Leos100% (1)
- Matriz de EPPDocument3 pagesMatriz de EPPFabiola Estephania Cea ArgelNo ratings yet
- Apu ElectricasDocument23 pagesApu ElectricasMiguelAngelArevaloVargasNo ratings yet
- Segunda Entrega Programación y Presupuesto de Obras CivilesDocument13 pagesSegunda Entrega Programación y Presupuesto de Obras Civilesdiana tNo ratings yet
- Mantenimiento y pintado cancha deportiva MacusaniDocument6 pagesMantenimiento y pintado cancha deportiva MacusaniGuilmar Quispecondori QuispeNo ratings yet
- Costos UnitariosDocument8 pagesCostos UnitariosArlhy KevinNo ratings yet
- Trabajo de EnvasesDocument5 pagesTrabajo de Envaseshectorius100% (1)
- Presuspuesto Cafetin Upeu 1Document22 pagesPresuspuesto Cafetin Upeu 1Will EmgNo ratings yet
- Historia y evolución de las prótesisDocument3 pagesHistoria y evolución de las prótesisJosh Pedroza RamírezNo ratings yet
- Anejo 12. Estimacion de La Vida Util de Elementos de HormigonDocument8 pagesAnejo 12. Estimacion de La Vida Util de Elementos de HormigonJose Blas HerreroNo ratings yet
- Practica 6 - ORG IIDocument21 pagesPractica 6 - ORG IIcristinaguizarulloaNo ratings yet
- OrnamentalesDocument16 pagesOrnamentalesDANIEL PAULO FLORES QUISPENo ratings yet
- Informe de Base Granular - Banda de ShilcayoDocument5 pagesInforme de Base Granular - Banda de Shilcayojero joseph100% (1)
- Formulario A-8Document2 pagesFormulario A-8Reynaldo Nuñez DominguezNo ratings yet
- Repaso 2Document8 pagesRepaso 2michelNo ratings yet
- Aisladores y accesorios para líneas eléctricasDocument2 pagesAisladores y accesorios para líneas eléctricasVictorRomeroRomaniNo ratings yet
- Las 3R: formas de cuidar nuestro planeta a través del reciclaje, reutilización y reducciónDocument7 pagesLas 3R: formas de cuidar nuestro planeta a través del reciclaje, reutilización y reducciónAbigail RumicheNo ratings yet
- Investigacion Seminario 3Document10 pagesInvestigacion Seminario 3LuceroNo ratings yet