You might also like
- UT of TKY Connections PDFDocument14 pagesUT of TKY Connections PDFreiazh0% (1)
- UT Procedure GuideDocument15 pagesUT Procedure GuideAmir Reza RashidfarokhiNo ratings yet
- Radiographic Examination Procedure (RTDocument16 pagesRadiographic Examination Procedure (RTWisüttisäk Peäröön100% (2)
- UT Equipment Calibration ProcedureDocument14 pagesUT Equipment Calibration ProcedureSantanu Saha100% (4)
- Multigauge 3000 Underwater Thickness Gauge User ManualDocument28 pagesMultigauge 3000 Underwater Thickness Gauge User ManualPaulSmith89No ratings yet
- UT TEST PROCEDURE LAMINATIONSDocument8 pagesUT TEST PROCEDURE LAMINATIONSperogami100% (1)
- Ut-001 Rev 0 Ultrasonic Testing ProcedureDocument5 pagesUt-001 Rev 0 Ultrasonic Testing ProcedureBen Buys100% (1)
- Phased Array Ut Procedure For WeldsDocument12 pagesPhased Array Ut Procedure For WeldsMohd Salleh Zainal100% (7)
- API 1104 PAUT Cal BlockDocument2 pagesAPI 1104 PAUT Cal BlockWIZKHALIFA100% (2)
- UTGDocument16 pagesUTGPackirisamy Baskar100% (2)
- Why AUT??!!! History and Rationale: Click To Edit Master Title StyleDocument75 pagesWhy AUT??!!! History and Rationale: Click To Edit Master Title StyleMohammed Kamal100% (2)
- LRUT Instruction WritingDocument4 pagesLRUT Instruction WritingSantanu SahaNo ratings yet
- OPOS UpgradeManualDocument22 pagesOPOS UpgradeManualAndrew LobodaNo ratings yet
- GT 7001 DS 070427 - eDocument14 pagesGT 7001 DS 070427 - eNguyễn Tá TriệuNo ratings yet
- NEBB Sound-And-Vibration Procedural Standard LATESTDocument68 pagesNEBB Sound-And-Vibration Procedural Standard LATESTVivek P PNo ratings yet
- Design and Construction The Low Cost Defibrillator AnalyzerDocument4 pagesDesign and Construction The Low Cost Defibrillator AnalyzerEmilio CánepaNo ratings yet
- Digitemp Manual PDFDocument66 pagesDigitemp Manual PDFsinner8675% (4)
- Ut Procedure AwsDocument23 pagesUt Procedure AwsKrishna Vacha80% (10)
- AWSD1.1 Procedure UtDocument19 pagesAWSD1.1 Procedure Utkevin desai50% (2)
- Ut Proceduregeneral 141118232235 Conversion Gate02Document24 pagesUt Proceduregeneral 141118232235 Conversion Gate02Danem HalasNo ratings yet
- 1744 - UT PROCEDURE (For Final) PDFDocument27 pages1744 - UT PROCEDURE (For Final) PDFpvdang8453100% (1)
- ULTRASONIC TESTING PROCEDUREDocument14 pagesULTRASONIC TESTING PROCEDUREshifa0% (1)
- UT PROCEDURE TITLEDocument40 pagesUT PROCEDURE TITLEShyam Singh100% (3)
- Ultrasonic Testing Procedure SampleDocument10 pagesUltrasonic Testing Procedure SamplePrashant PuriNo ratings yet
- UT ProcedureDocument6 pagesUT ProcedureMurali YNo ratings yet
- ULTRASONIC EXAM PROCEDUREDocument6 pagesULTRASONIC EXAM PROCEDUREmadhunikhil100% (1)
- Ultrasonic Test Report SummaryDocument6 pagesUltrasonic Test Report SummaryGibson FisherNo ratings yet
- Api RP 2x-Acceptance CriteriaDocument6 pagesApi RP 2x-Acceptance CriteriaAllwynNo ratings yet
- B Scan - C Scan - D ScanDocument52 pagesB Scan - C Scan - D ScanHee Wee JianNo ratings yet
- Ultrasonic ProcedureDocument31 pagesUltrasonic ProcedureChristopher Jones100% (1)
- Dye Penetrant ProcedureDocument8 pagesDye Penetrant ProcedureTouil HoussemNo ratings yet
- 05 Ultrasonic Test Procedure 500405Document11 pages05 Ultrasonic Test Procedure 500405Sefa KasapogluNo ratings yet
- Radiographic Examination ProceduresDocument22 pagesRadiographic Examination ProceduresIwan F Simbolon100% (3)
- Euro NDT PresentationDocument9 pagesEuro NDT PresentationBetoCordeiroNo ratings yet
- Paut Inspection Report: Client Rfi NoDocument6 pagesPaut Inspection Report: Client Rfi NoThiru Maran MasterscanNo ratings yet
- Phased Array Ultrasonic Testing ProcedureDocument21 pagesPhased Array Ultrasonic Testing ProcedureKarrar TalibNo ratings yet
- Automated Ultrasonic Testing Procedure for Subsea PipelinesDocument31 pagesAutomated Ultrasonic Testing Procedure for Subsea PipelinesHumberto Ernesto Di Ciccio100% (1)
- DN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowerDocument23 pagesDN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowermaheshNo ratings yet
- 013 NDT-UT TSE API 1104 - Rev 00-2-21Document21 pages013 NDT-UT TSE API 1104 - Rev 00-2-21zainalNo ratings yet
- UT Testing-Section 5Document148 pagesUT Testing-Section 5Charlie Chong100% (1)
- Phased Array Interpretation Apendice PDocument10 pagesPhased Array Interpretation Apendice Pittsa100% (2)
- Phased Array - GeneralDocument192 pagesPhased Array - GeneralAndy MariscalNo ratings yet
- Phased Array UT Versus RT Report TruncatedDocument20 pagesPhased Array UT Versus RT Report TruncatedSungsoo HanNo ratings yet
- NDT For Roller CoasterDocument5 pagesNDT For Roller Coasterluqman syakirNo ratings yet
- Visual Testing Level I and II Course OutlineDocument1 pageVisual Testing Level I and II Course OutlineMohammed Al-OdatNo ratings yet
- 1 Paut ReportDocument1 page1 Paut ReportAhmedNo ratings yet
- PA-UT Presentation by All NationsDocument57 pagesPA-UT Presentation by All NationsRamesh mudunuri100% (9)
- Agfa BookDocument137 pagesAgfa BookdanielkurniadiNo ratings yet
- MX2 Training Program 04B Phased Array ProbesDocument49 pagesMX2 Training Program 04B Phased Array ProbesVictor Antonio Diaz FaundezNo ratings yet
- NDT FormulaeDocument6 pagesNDT FormulaeTariqNo ratings yet
- NATIONAL TRAINING COURSE ON ULTRASONIC TESTING (UT) LEVEL 2Document60 pagesNATIONAL TRAINING COURSE ON ULTRASONIC TESTING (UT) LEVEL 2Sanjaya PereraNo ratings yet
- Blocks For Ultrasonic TestingDocument3 pagesBlocks For Ultrasonic TestingMahade Hasan DipuNo ratings yet
- Ultrasonic TestingDocument85 pagesUltrasonic TestingSathish Raams100% (2)
- Ultrasonic ProcedureDocument12 pagesUltrasonic ProceduremnmsingamNo ratings yet
- Ultrasonic Inpection-Level II Training-4Document87 pagesUltrasonic Inpection-Level II Training-4Mansoor AliNo ratings yet
- Industrial Radiografi OverviewDocument50 pagesIndustrial Radiografi OverviewЕвгений ПолещукNo ratings yet
- Ultrasonic TestingDocument55 pagesUltrasonic Testingdhasdj100% (1)
- UT ProcedureDocument13 pagesUT ProcedureAmit Hasan100% (1)
- Ultrasonic Testing BasicsDocument51 pagesUltrasonic Testing BasicsJohn OLiverNo ratings yet
- Nde Uesl Utm NDT 0005Document7 pagesNde Uesl Utm NDT 0005George OgbecheNo ratings yet
- Phased Array Ut Procedure For Welds: Industrial Engineering ServicesDocument14 pagesPhased Array Ut Procedure For Welds: Industrial Engineering ServicesAmit Hasan100% (2)
- Procedimiento IT-ET - UT-014 Rev 02 API 1104 - 2013 InglesDocument10 pagesProcedimiento IT-ET - UT-014 Rev 02 API 1104 - 2013 InglesJonathan Espinoza MejiaNo ratings yet
- Manual Ultrasonic Testing Procedure for 26Document12 pagesManual Ultrasonic Testing Procedure for 26Rohit Kumar Mishra100% (1)
- P-003 Ultrasonic Testing ProcedureDocument24 pagesP-003 Ultrasonic Testing ProcedureSaheb Yadav100% (2)
- QA-NDT-12 ET DNV Classification Note 7Document13 pagesQA-NDT-12 ET DNV Classification Note 7Colin-James Lowe100% (1)
- NDT-OPR-011-31 Rad of Welds ASME V Article 2Document16 pagesNDT-OPR-011-31 Rad of Welds ASME V Article 2diaccessltd_17172961100% (1)
- SNT TC 1A 2006 & 2011 ComparisonDocument1 pageSNT TC 1A 2006 & 2011 ComparisonSantanu SahaNo ratings yet
- Abstract Long Range UtDocument1 pageAbstract Long Range UtSantanu SahaNo ratings yet
- Ut Nozzle Demo Block PDFDocument1 pageUt Nozzle Demo Block PDFSantanu SahaNo ratings yet
- MT PDR02Document2 pagesMT PDR02Santanu SahaNo ratings yet
- Ut Nozzle Demo Block PDFDocument1 pageUt Nozzle Demo Block PDFSantanu SahaNo ratings yet
- Ut Nozzle Demo BlockDocument9 pagesUt Nozzle Demo BlockSantanu SahaNo ratings yet
- Abstract EcaDocument1 pageAbstract EcaSantanu SahaNo ratings yet
- Radiography Interview QuestionsDocument2 pagesRadiography Interview QuestionsSantanu SahaNo ratings yet
- OSC UT 102 MM Cal Block Revised ModelDocument1 pageOSC UT 102 MM Cal Block Revised ModelSantanu SahaNo ratings yet
- Beamtool Scan Plan: Inspection LayoutDocument3 pagesBeamtool Scan Plan: Inspection LayoutSantanu SahaNo ratings yet
- Scan Plan-1 ModelDocument1 pageScan Plan-1 ModelSantanu SahaNo ratings yet
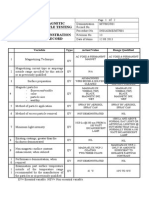
- Magnetic Particle Testing Demonstration Record: International Inspection Services LTD - PO Box 96535 Dubai. UAEDocument2 pagesMagnetic Particle Testing Demonstration Record: International Inspection Services LTD - PO Box 96535 Dubai. UAESantanu SahaNo ratings yet
- MT PDR02Document2 pagesMT PDR02Santanu SahaNo ratings yet
- Abstract EcaDocument1 pageAbstract EcaSantanu SahaNo ratings yet
- Abstract RBI 2016Document1 pageAbstract RBI 2016Santanu SahaNo ratings yet
- KPIDocument5 pagesKPISantanu SahaNo ratings yet
- Detection of Hydrogen Induced CracksDocument1 pageDetection of Hydrogen Induced CracksSantanu SahaNo ratings yet
- Abstract Phased Array Ss316l WeldsDocument1 pageAbstract Phased Array Ss316l WeldsSantanu SahaNo ratings yet
- Level III Experience Log Book Rev 06Document4 pagesLevel III Experience Log Book Rev 06Santanu SahaNo ratings yet
- Ut Nozzle Demo BlockDocument1 pageUt Nozzle Demo BlockSantanu SahaNo ratings yet
- ASME Spamp Companies in BahrainDocument2 pagesASME Spamp Companies in BahrainSantanu SahaNo ratings yet
- ASME Spamp Companies in UAEDocument34 pagesASME Spamp Companies in UAESantanu SahaNo ratings yet
- ASME Stamp Companies in KuwaitDocument4 pagesASME Stamp Companies in KuwaitSantanu SahaNo ratings yet
- VT Sample CertificateDocument1 pageVT Sample CertificateSantanu SahaNo ratings yet
- OSC UT 102 MM Cal Block Revised ModelDocument1 pageOSC UT 102 MM Cal Block Revised ModelSantanu SahaNo ratings yet
- Oman Oilfield Companies DirectoryDocument6 pagesOman Oilfield Companies DirectorySantanu SahaNo ratings yet
- ASME Stamp Companies in KSADocument10 pagesASME Stamp Companies in KSASantanu SahaNo ratings yet
- ASME Spamp Companies in BahrainDocument2 pagesASME Spamp Companies in BahrainSantanu SahaNo ratings yet
- Nadcap Customer Support Initiative (NCSI) For NewcomersDocument94 pagesNadcap Customer Support Initiative (NCSI) For NewcomersAli Mohsin100% (1)
- Operation & Maintenance Engineer Anurag Jha CVDocument4 pagesOperation & Maintenance Engineer Anurag Jha CVAnurag JhaNo ratings yet
- Leakage Measurement Using The Mass Spectrometer Leak Detector or Residual Gas Analyzer in The Hood ModeDocument5 pagesLeakage Measurement Using The Mass Spectrometer Leak Detector or Residual Gas Analyzer in The Hood ModeMohanSinghNo ratings yet
- F701-C CC-Link I/F SpecificationsDocument31 pagesF701-C CC-Link I/F SpecificationsdgfggfhghgdfhtNo ratings yet
- TP343Document7 pagesTP343vncs08No ratings yet
- SDL 700 DataDocument1 pageSDL 700 DataPetinggi TElektroNo ratings yet
- Hakemusliite BDocument5 pagesHakemusliite BMeryamNo ratings yet
- Dusttrak 8533 ManualDocument85 pagesDusttrak 8533 ManualJaggerjOwNo ratings yet
- Engineering Metrology and Measurements Unit 1 2Document82 pagesEngineering Metrology and Measurements Unit 1 2scorpionarnold100% (1)
- CK-407Rev 3Document34 pagesCK-407Rev 3Ahmad Khubaib AdnanNo ratings yet
- Article 5 Ultrasonic Examination Methods For MaterialsDocument10 pagesArticle 5 Ultrasonic Examination Methods For Materialsr_ramiresNo ratings yet
- Product Specification CT800 T4 38B 1Document4 pagesProduct Specification CT800 T4 38B 1PeterNo ratings yet
- Week 1 and 2 - Scope of Science & The Scientific MethodDocument9 pagesWeek 1 and 2 - Scope of Science & The Scientific MethodArchie FloresNo ratings yet
- Technical Audit of SSGC 2007Document56 pagesTechnical Audit of SSGC 2007Masood Alam FarooquiNo ratings yet
- Radiometric Calibration of FT-IR Remote Sensing InstrumentDocument10 pagesRadiometric Calibration of FT-IR Remote Sensing InstrumentaojiasdioNo ratings yet
- AISG RT Troubleshooting Procedure Rev 1.1 NEM-ALD Ver 3 XDocument12 pagesAISG RT Troubleshooting Procedure Rev 1.1 NEM-ALD Ver 3 XRobb RobinsonNo ratings yet
- Cropico Guide To Low Resistance Measurement REV3 PDFDocument40 pagesCropico Guide To Low Resistance Measurement REV3 PDFOanh NguyenNo ratings yet
- Krohne Ultrasonic Flowmeter UFC030 HART Manual PDFDocument20 pagesKrohne Ultrasonic Flowmeter UFC030 HART Manual PDFDo PhanNo ratings yet
- What Is Metrological TraceabilityDocument18 pagesWhat Is Metrological TraceabilityDanish Ahmed AlviNo ratings yet
- ASME V Art 5 UTDocument8 pagesASME V Art 5 UTSugianto Tan Lok AnNo ratings yet
- Hanna Instruments Catalog v30Document772 pagesHanna Instruments Catalog v30Aqua Technology GroupNo ratings yet
- Stat MatchDocument44 pagesStat MatchAngelo LorentiNo ratings yet
- Calibration Test ReportDocument8 pagesCalibration Test ReportJagdishNo ratings yet
- Saudi Aramco Manufacturing Plant Evaluation Questionnaire (RV0)Document16 pagesSaudi Aramco Manufacturing Plant Evaluation Questionnaire (RV0)شیخ صادقNo ratings yet