You might also like
- 044 PDFDocument28 pages044 PDFAHMEDSAEED013No ratings yet
- Dia Flo®Document8 pagesDia Flo®AHMEDSAEED013No ratings yet
- Oil Field Fundamentals PDFDocument80 pagesOil Field Fundamentals PDFAHMEDSAEED013No ratings yet
- Case Studies on Addressing High Vibration in Steam Turbine GeneratorsDocument36 pagesCase Studies on Addressing High Vibration in Steam Turbine GeneratorsAHMEDSAEED013No ratings yet
- VibrationDocument10 pagesVibrationAHMEDSAEED013No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Chapter 3 Position, Speed and Acceleration MeasurementDocument18 pagesChapter 3 Position, Speed and Acceleration MeasurementMohamed ZahranNo ratings yet
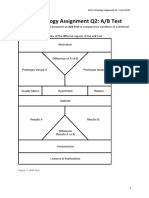
- ACD Technology Assignment Q2: A/B Test Ventilation SoundproofingDocument6 pagesACD Technology Assignment Q2: A/B Test Ventilation SoundproofingAmine AllaiNo ratings yet
- Unit 3Document37 pagesUnit 3h2o_kazzike50% (2)
- Vital Signs Monitoring of Multiple People Using A FMCW Millimeter-Wave SensorDocument6 pagesVital Signs Monitoring of Multiple People Using A FMCW Millimeter-Wave SensorThomas GuoNo ratings yet
- Tutorial 1Document8 pagesTutorial 1santiago bermudezNo ratings yet
- Harmonic Analysis Fourier Wavelet Pereyra WardDocument437 pagesHarmonic Analysis Fourier Wavelet Pereyra WardEverardo Lopez100% (3)
- Experiment 1 PDFDocument6 pagesExperiment 1 PDFNazifi AfanddiNo ratings yet
- FonaDyn Handbook 2-4-9Document70 pagesFonaDyn Handbook 2-4-9Viviana FlorezNo ratings yet
- Volca Programming PDFDocument11 pagesVolca Programming PDFsevensharpelevenNo ratings yet
- 22-23 DCE & DMT What To Be Write in FEEE ExamDocument23 pages22-23 DCE & DMT What To Be Write in FEEE ExamV VikasNo ratings yet
- THZ Spectroscopy and ImagingDocument21 pagesTHZ Spectroscopy and Imagingandrey223No ratings yet
- Guide To Mixing v1.0: Nick Thomas February 8, 2009Document56 pagesGuide To Mixing v1.0: Nick Thomas February 8, 2009nhomas94% (16)
- Adobe Audition Help - Understanding SoundDocument2 pagesAdobe Audition Help - Understanding SoundHansNo ratings yet
- Unit-4 Acoustic and Ultrasonic WavesDocument29 pagesUnit-4 Acoustic and Ultrasonic WavesSP.TrushadNo ratings yet
- Motor BalancingDocument2 pagesMotor BalancingAhmed MenshawyNo ratings yet
- Engineering Structures: Jacob P. Waldbjoern, Amin Maghareh, Ge Ou, Shirley J. Dyke, Henrik StangDocument12 pagesEngineering Structures: Jacob P. Waldbjoern, Amin Maghareh, Ge Ou, Shirley J. Dyke, Henrik StangSachin GuptaNo ratings yet
- Ecfl 30Document4 pagesEcfl 30Jozsef MolnarNo ratings yet
- Vortex Shedding and Lock-On of Circular Cylinder in OscillatoryDocument18 pagesVortex Shedding and Lock-On of Circular Cylinder in Oscillatory李智No ratings yet
- Ring Amplifiers For Switched Capacitor CircuitsDocument15 pagesRing Amplifiers For Switched Capacitor CircuitsJack KangNo ratings yet
- Nonlinear Effects in Black Hole Ringdown: Introduction. The Birth of Gravitational-Wave (GW)Document11 pagesNonlinear Effects in Black Hole Ringdown: Introduction. The Birth of Gravitational-Wave (GW)Leonardo BossiNo ratings yet
- LabVIEW Basics II Course ManualDocument282 pagesLabVIEW Basics II Course Manualahamed100% (15)
- MotoHawk Resource Guide 36333-1Document70 pagesMotoHawk Resource Guide 36333-1Franco LimaNo ratings yet
- Cpe222 Eca II Lab ManualDocument154 pagesCpe222 Eca II Lab ManualASAD AHMADNo ratings yet
- MCAT Physics ReviewDocument57 pagesMCAT Physics ReviewrinieroxNo ratings yet
- Sine Wave GeneratorDocument32 pagesSine Wave GeneratorlospacosNo ratings yet
- 3500 22m Transient Data Interface Manual 161580-01Document82 pages3500 22m Transient Data Interface Manual 161580-01macakafkaNo ratings yet
- Laboratory Experiment 3Document15 pagesLaboratory Experiment 3JOHN LOUIE SUDENo ratings yet
- Scour at The Trunk Section of A BWDocument5 pagesScour at The Trunk Section of A BWHRCNo ratings yet
- Vibration TroubleShooting GuideDocument0 pagesVibration TroubleShooting GuidekeepmoshingNo ratings yet