You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Wiring diagram labels and functionsDocument1 pageWiring diagram labels and functionsAlberto RodríguezNo ratings yet
- Iron Inspection Manual BAKER - Sept 25 2013 PDFDocument434 pagesIron Inspection Manual BAKER - Sept 25 2013 PDFRonni100% (2)
- TPM IntroductionDocument61 pagesTPM IntroductionDhriti GoswamiNo ratings yet
- Sheet MetalDocument16 pagesSheet MetalYusha Patel100% (1)
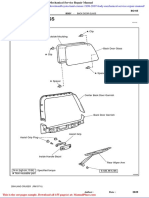
- Toyota Land Cruiser 1998 2007 Body Mechanical Service Repair ManualDocument10 pagesToyota Land Cruiser 1998 2007 Body Mechanical Service Repair Manualhector100% (47)
- En Introduction To TPM - Objectives and BenefitsDocument45 pagesEn Introduction To TPM - Objectives and BenefitsSandeep SinghNo ratings yet
- Bend Allowance CalculatorDocument1 pageBend Allowance CalculatorMurtza Arzai100% (1)
- Bend Allowance CalculatorDocument1 pageBend Allowance CalculatorMurtza Arzai100% (1)
- X 8004210Document2 pagesX 8004210Murtza ArzaiNo ratings yet
- 201314035 (1)Document1 page201314035 (1)Murtza ArzaiNo ratings yet
- 201314035 (1)Document1 page201314035 (1)Murtza ArzaiNo ratings yet
- 201314035 (1)Document1 page201314035 (1)Murtza ArzaiNo ratings yet
- OmaxDocument2 pagesOmaxMurtza ArzaiNo ratings yet
- Windals Precision Pvt. Ltd. Rudrapur: Pre-Dispatch Inspection ReportDocument2 pagesWindals Precision Pvt. Ltd. Rudrapur: Pre-Dispatch Inspection ReportMurtza ArzaiNo ratings yet
- X 8002910Document2 pagesX 8002910Murtza ArzaiNo ratings yet
- Windals Precision Pvt. Ltd. Rudrapur: Pre-Dispatch Inspection ReportDocument2 pagesWindals Precision Pvt. Ltd. Rudrapur: Pre-Dispatch Inspection ReportMurtza ArzaiNo ratings yet
- FC154014 Packing Plate Inspection ReportDocument2 pagesFC154014 Packing Plate Inspection ReportMurtza ArzaiNo ratings yet
- Windals Precision Pvt. Ltd. Rudrapur Pre-Dispatch Inspection ReportDocument2 pagesWindals Precision Pvt. Ltd. Rudrapur Pre-Dispatch Inspection ReportMurtza ArzaiNo ratings yet
- Windals Precision Pvt. Ltd. Rudrapur: Pre-Dispatch Inspection ReportDocument2 pagesWindals Precision Pvt. Ltd. Rudrapur: Pre-Dispatch Inspection ReportMurtza ArzaiNo ratings yet
- Resume 1Document2 pagesResume 1Murtza ArzaiNo ratings yet
- 201314035 (1)Document1 page201314035 (1)Murtza ArzaiNo ratings yet
- Powder Coating DetailDocument3 pagesPowder Coating DetailMurtza Arzai100% (1)
- X 8002910Document2 pagesX 8002910Murtza ArzaiNo ratings yet
- Windals Precision Pvt. Ltd. Rudrapur: Pre-Dispatch Inspection ReportDocument2 pagesWindals Precision Pvt. Ltd. Rudrapur: Pre-Dispatch Inspection ReportMurtza ArzaiNo ratings yet
- Windals Precision Pvt. Ltd. Rudrapur: Pre-Dispatch Inspection ReportDocument2 pagesWindals Precision Pvt. Ltd. Rudrapur: Pre-Dispatch Inspection ReportMurtza ArzaiNo ratings yet
- X 8004210Document2 pagesX 8004210Murtza ArzaiNo ratings yet
- New Microsoft Office Word DocuiuiumentDocument1 pageNew Microsoft Office Word DocuiuiumentMurtza ArzaiNo ratings yet
- Atlas Copco Tensor DLDocument16 pagesAtlas Copco Tensor DLDutertre théoNo ratings yet
- Chapter 2. The Evolution of Management ThinkingDocument5 pagesChapter 2. The Evolution of Management ThinkingBùi Thị Minh YếnNo ratings yet
- A Study On Customer Preferences of The Products and Services Offered by Media Industry With Special Reference To Magnik IndiaDocument8 pagesA Study On Customer Preferences of The Products and Services Offered by Media Industry With Special Reference To Magnik IndiaResearch ParkNo ratings yet
- Temenos T24 Ac - Expected.Receipts: User GuideDocument46 pagesTemenos T24 Ac - Expected.Receipts: User GuideVincentNo ratings yet
- RD1840C Hydraulic Rock Drill: Technical SpecificationDocument2 pagesRD1840C Hydraulic Rock Drill: Technical SpecificationMoodNo ratings yet
- 2022陕汽控股企业宣传册 - 电子版 - 终版 - 513 - PDF (1) -5Document9 pages2022陕汽控股企业宣传册 - 电子版 - 终版 - 513 - PDF (1) -5attarNo ratings yet
- The Global Media and Ict Weaving Media, Globalization and IctDocument3 pagesThe Global Media and Ict Weaving Media, Globalization and IctChubs RiegoNo ratings yet
- Notice Regarding Cusco Sport-R Suspension CoiloversDocument2 pagesNotice Regarding Cusco Sport-R Suspension CoiloversJaciel LMNo ratings yet
- TAO (Trace Architecture Office) Projects in Beijing, ChinaDocument11 pagesTAO (Trace Architecture Office) Projects in Beijing, ChinaAlina VoNo ratings yet
- Expert Veri Ed, Online, Free.: Topic 1 - Single TopicDocument507 pagesExpert Veri Ed, Online, Free.: Topic 1 - Single TopicMurat CalhounNo ratings yet
- Crushing & Reduction Equipment GuideDocument6 pagesCrushing & Reduction Equipment Guidejeevan scplNo ratings yet
- QAF5180 Rev0 First Aid Kit Inventory Sheet - ARAMCO TYPEDocument1 pageQAF5180 Rev0 First Aid Kit Inventory Sheet - ARAMCO TYPEMohamed El-SawahNo ratings yet
- Statement of Account: Date Narration Chq./Ref - No. Value DT Withdrawal Amt. Deposit Amt. Closing BalanceDocument8 pagesStatement of Account: Date Narration Chq./Ref - No. Value DT Withdrawal Amt. Deposit Amt. Closing BalanceAmanNo ratings yet
- Orifice Catalogue EnglishDocument11 pagesOrifice Catalogue Englishrahman ariwibowoNo ratings yet
- SCANPUMP CANTILEVER PUMP FV 50 HzDocument2 pagesSCANPUMP CANTILEVER PUMP FV 50 Hzhesam zoljalaliNo ratings yet
- SPM TRIAL 2019 - Melaka - P2 PDFDocument18 pagesSPM TRIAL 2019 - Melaka - P2 PDFS SuhaidanNo ratings yet
- TH 42pd60xDocument149 pagesTH 42pd60xAlexander CastroNo ratings yet
- 5.8 GHZ 2-Line Corded/Cordless Answering System Ep5962: User Manual (Part 2)Document53 pages5.8 GHZ 2-Line Corded/Cordless Answering System Ep5962: User Manual (Part 2)Payphone.comNo ratings yet
- Welcome To Metro by T-Mobile's: Premium Handset Protection (PHP)Document14 pagesWelcome To Metro by T-Mobile's: Premium Handset Protection (PHP)Signora SauerNo ratings yet
- Chapter 7 - Communication ElementsDocument12 pagesChapter 7 - Communication ElementsKhizerNo ratings yet
- Cloud Native Service Communication Patterns L100Document16 pagesCloud Native Service Communication Patterns L100Harish NaikNo ratings yet
- Target CoDeSys Reference Manual enDocument238 pagesTarget CoDeSys Reference Manual enShivaperumal.K EEENo ratings yet
- Mitsubishi MCFH-GA35-60 Service Manual (OB380)Document24 pagesMitsubishi MCFH-GA35-60 Service Manual (OB380)mmatic123No ratings yet
- Source Code Algoritma BFSDocument3 pagesSource Code Algoritma BFSMaster Of NothingNo ratings yet
- WASP3DDocument3 pagesWASP3Dbhushanbhike1No ratings yet
- Emplifi GU001 2021 DefinitiveGuide CustServiceAutomationDocument16 pagesEmplifi GU001 2021 DefinitiveGuide CustServiceAutomationJuanita GellaNo ratings yet
- Preteens 6: The English Hub 2B - Unit 6Document24 pagesPreteens 6: The English Hub 2B - Unit 6Yelixa MaribelNo ratings yet